CN1051048C - 生产包装盒的包装方法 - Google Patents
生产包装盒的包装方法 Download PDFInfo
- Publication number
- CN1051048C CN1051048C CN95108341A CN95108341A CN1051048C CN 1051048 C CN1051048 C CN 1051048C CN 95108341 A CN95108341 A CN 95108341A CN 95108341 A CN95108341 A CN 95108341A CN 1051048 C CN1051048 C CN 1051048C
- Authority
- CN
- China
- Prior art keywords
- folding
- packing
- sheet
- station
- seat
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000004519 manufacturing process Methods 0.000 title abstract description 5
- 239000000463 material Substances 0.000 claims abstract description 14
- 238000012856 packing Methods 0.000 claims description 47
- 238000000034 method Methods 0.000 claims description 27
- 238000004806 packaging method and process Methods 0.000 claims description 18
- 238000004026 adhesive bonding Methods 0.000 claims description 7
- 235000019504 cigarettes Nutrition 0.000 description 9
- 238000009459 flexible packaging Methods 0.000 description 5
- 238000012946 outsourcing Methods 0.000 description 5
- 230000003321 amplification Effects 0.000 description 3
- 238000003199 nucleic acid amplification method Methods 0.000 description 3
- 238000007789 sealing Methods 0.000 description 3
- 239000012141 concentrate Substances 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 239000003292 glue Substances 0.000 description 2
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000008676 import Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 235000019505 tobacco product Nutrition 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/06—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths
- B65B11/28—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a curved path, e.g. on rotary tables or turrets
- B65B11/30—Wrapping articles, or quantities of material, by conveying wrapper and contents in common defined paths in a curved path, e.g. on rotary tables or turrets to fold the wrappers in tubular form about contents
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Basic Packing Technique (AREA)
- Auxiliary Devices For And Details Of Packaging Control (AREA)
Abstract
一种用于生产包括内包(12)和外包(20)的软包装盒(2)的包装方法,每个内包与绕内包折成U形的涂胶的包装材料片(19)一起送至包装输送装置(6)的处于转送工位(17)的座(10);包装材料片(19)经受一系列折叠操作以形成绕内包的管状包装(27),并在其一端部(24)轴向封闭;上述折叠操作是在座(10)从转送工位(17)起运行经过数目尽可能小的工步时进行的。
Description
本发明涉及一种生产包装盒的包装方法。
本发明特别适于生产卷烟的所谓软包装盒,以下的描述只是以举例的方式进行的。
在制造和处理烟草制品,特别是卷烟时,生产一种所谓的软包装,这种软包装具有一内包和一外包,内包通常由箔纸制成,内装几排并置的一组卷烟,外包一般由包装材料片制成,包装材料片折成杯形,包住内包的一部分,内包的其余部分从外包的敞口端伸出。
这种软包装是在包装机上生产的,包装机具有一个包装轮,在其圆周上有一系列座,每个座中送入一组包在内包中的卷烟,以及一张事先在一定部位上涂胶的包装材料片。为了形成外包,包装轮一般在将包装材料片折叠在内包上时,在使座分步地通过一系列折叠工位,这些折叠工位一般是在装载工位和卸载工位之间等间距分布的,在上述装载工位,卷烟组被装载在包装轮上,在上述卸载工位,成品包装被卸出。
公知的包装机的上述包装轮结构当生产中包装轮因故停止时就会产生问题。由于包装材料片是在送向包装轮之前涂胶的,而且折叠工位是基本等间距的,在包装轮上的装载工位和卸载工位之间的所有座都装有未完工的包装盒,因而包装机的停机,那怕只有几秒钟,就会自动排出数目较多的包装件,这是由于包装材料片上的胶变干,使包装不能完工的原故。
本发明的目的在于提供一种能够克服上述缺陷的包装方法。
按照本发明提供一种生产具有一个内包和一个基本呈杯形、局部包住内包的外包的包装盒的包装方法,这种方法具有以下步骤:将每个内包连同绕内包折成U形的涂胶包装材料片一起送至包装输送装置的处于转送工位的一个座;当所述座从转送工位向一卸载工位分步输送时,绕所述内包折叠所述包装材料片,所述卸载工位与所述转送工位隔开一定数目的工步;所述折叠步骤具有一个第一分步骤和一个第二分步骤,在上述第一分步骤中,所述材料片的两个侧部一个折在另一个上以形成一管形包装,在上述第二分步骤中,上述管形包装的一个端部被折叠成管形包装的一个端壁,本方法的特征在于:所述折叠步骤是从所述转送工位起,当所述座沿着一段相对于所述一定数目的工步来说有较少数目的工步的路位运行时进行的。
按照上述方法的一个推荐实施例,所述包装材料片是借助一个邻近于所述输送装置的,一定尺寸的供送装置输送至所述转送工位的;所述一段路径在所述转送工位和一包装工位之间延伸,所述包装工位与所述转送工位隔开尽可能少的数目、且与所述尺寸相适应的工步。
在上述方法中的所述折叠步骤最好具有一定数目的操作,其中第一数目的操作是在所述转送工位进行的,剩余数目的操作是在所述包装工位完成的。
现对照以下附图以举例方式描述按照本发明的非限定性的实施例。
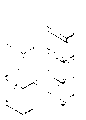
图1是实施本发明方法的包装机的示意立体图,为清楚起见部分零件未画出;
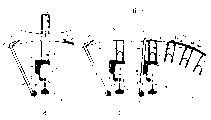
图2(a)至图2(g)表示由图1所示包装机进行折叠循环的相继的各步骤;
图3(a)至图3(c)表示处于三个不同工作位置的图1细部的放大前视图;
图4表示图3细部的放大平面图;
图5是沿图4中V-V线的剖视图;
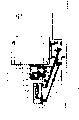
图6是图1细部的放大后视图;
图7(a)和图7(b)是沿图6中VII-VII线的剖视图;
图8是在第一工作位置上,图1细部的后视图;
图9是沿图8中IX-IX线的剖视图;
图10是在另一工作位置上,图8细部的后视图。
在图1中标号1表示用于生产卷烟软包装盒2的包装机。该包装机包括一个输出部分3,输出部分3是由一基本竖直的框架4限定的,框架4装有两个输送轮5和6,这两个输送轮绕各自的垂直于框架4的基本水平的轴线7和8分别顺、逆时针地分步、相互同步地转动。
轮5和6分别具有许多在圆周上的、轴向贯通的座9和10,每个座用于容纳一个卷烟组,卷烟组具有一个由箔制成的包装元件11,包装元件11与卷烟组形成一个长方体的包12,以下称其为“内包”。更具体来说,如图2所示,每个内包12具有两个平行的大侧面13;两个平行的小侧面14;一根平行于面13和14的纵轴线15;以及两个垂直于轴线15的端面16。如图1所示,当放在座9,10中时,每个内包12的定位使轴线15平行于轴线7和8,面13在轮5,6的径向上,面14之一面对有关的座9,10的底面,另一个面14朝外。
轮5和6在转送工位17基本相切,在该工位17,设有推顶件(未画出)相继地接触内包12并将其从停在工位17上的座9转送到也停在工位17且对着座9的座10。
如图1所示,包装机1的输出部分3还具有一个在与正从轮5送向轮6的内包12相干涉的位置上,向工位17供送一连串基本为矩形的包装材料片19的公知装置18,每张材料片19绕相关的内包12折叠而形成至少部分地包住内包12的包装元件20。
如图2(g)所示,包装元件20基本为杯形,它具有:局部覆盖内包12的面13的两个大侧壁21;垂直于壁21且局部覆盖内包12的面14的两个小侧面22;以及接触内包12的面16之一的一个端面23。
每张材料片19按照图2所示步骤绕内包12折叠因而当插入座10时,内包12带着它,并在工位17折叠成U形。具体来说,材料片19折在座10内,接触座10的底部,形成轴向突出的U形端部24,两侧部25和26从座10径向突伸。然后折叠,侧部25和26,侧部25折在侧部26的顶面,形成管形包装27(图2(d)),其相应于端部24的端部伸出面对框架4的轮6的轴向面28,并具有两个大片29和30,一个面对轴线8的小内片31和一个平行于片31且垂直于片29和30的小外片32。最后,将片31和32折在面16上,再折叠片29和30,使片29折在片30的顶面上,与片31和32形成包装元件20的端壁23。
在到达工位17之前,每张材料片19送过一个公知涂胶装置33,在片19的一定部分(未画出)上涂胶,以便得到固定形状的包装元件20。
如图3,4,5和7所示,对于每个座10来说,轮6的面28都有一个用于折叠片31的折叠装置34,以及一个压垫装置35,其用于使直角折叠的片29-32相互接触,从而使包装元件20的端壁23保持稳定。
如图5所示,每个折叠装置34部分地装在空腔36内,空腔36邻近座10的底面37在表面28上形成,折叠装置34具有一电机38,其输出轴装有一蜗杆39,蜗杆39的轴线垂直于表面28,部分地伸出空腔36以便啮合一扇形蜗轮41。扇形蜗轮41绕一销轴42转动,与轮6为整体的销轴42装在表面26上,靠近表面37且垂直于轴线8,还装有一个折片43,折片43可同扇形蜗轮41一起在非工作位置(图5)和与非工作位置成90°的一个工作位置(图7)之间移动,在非工作位置,折片43从表面28伸向框架4,在工作位置折片43面对座10且与表面28基本共面。
如图7所示,压垫装置35具有一个铰接的平行四杆机构44,其框架是由两个从表面28向框架4伸出的支架45形成的,支架45上铰接着杆46和47,杆46和47的自由端由板48形成的垫相互连接,板48上可装有加热件(未画出),且可以平行于表面28地在一非工作位置(图7a)和一工作位置(图7b)之间移动,非工作位置相对于表面28抬起,在上述工作位置上,板48面对座10且与表面28基本共面。杆47形成一直角摇臂49的一臂,直角摇臂的另一臂50位于凹入表面28的空腔51内,空腔51内装一直线驱动器52,驱动器52的一端铰接在臂50的自由端上,而另一端则铰接在轮6上以便绕一根平行于销轴42的轴53相对于轮6转动。
如图3和4所示,在转送工位17,框架4支承着一个活动式折叠装置54,其具有一电机55,电机55的输出轴56从框架4伸向轮6的表面28且平行于轴线8,电机55上装着直角杆57的一端。杆57具有一个装有翼59的端臂58,翼59平行于轴线8,与轮6的外周相切,并可在一非工作位置(图3a,3b)和一工作位置(图3c)之间移动,在非工作位置上,翼59处于停止在工位17上的座10的上游,在工作位置上,翼59面对座10,基本封闭住座10的面对轮5的进口。请再参阅图3和4,恰在工位17下游,框架4支承着一个固定的折叠件60,折叠件60由销61限定,销61与框架为整体,平行于轴56,且构成固定板62的输入件,固定板62从工位17向下游沿轮6的一部分圆周延伸。
如图1所示,轮6的圆周为座10限定了一圆形路径P,路径P伸过转送工位17,与工位17完全相对的卸载工位63,在座10沿路径P运行方向上,在工位17和63之间的包装工位64,以及在座10沿路径P运行方向上,在工位63和17之间的排出工位65。
包装工位64与转送工位隔开尽可能少的工步,只要与供送装置18及位于轮6的工位17附近的包装机1的所有装置(未画出)的尺寸相适应即可。更确切地说,所谓“尽可能少的工步”的意思是,在工位17和64之间,轮6的工作步骤甚至可以减少到只要可安排下供送装置18和上述其它装置的程度,工位64必须尽可能靠近工位17,并适合上述各装置的尺寸,以及适合形成工位64本身的装置的尺寸。
在图1中,工位64位于在座10运行方向上沿路径P,从工位17向着下游四个步骤处。如图6至10所示,工位64由两个折叠装置66和67限定,这两个折叠装置在路径P之外安装在框架4和轮6的外周上。
如图7所示,装置66包括:一个壳体68,壳体68与框架4为整体,基本呈长方体,其轴线69相对于轴线8为径向;以及两个平行于轴线69的驱动器70和71,其输出杆72分别装有直角折叠件73和74。每个折叠件73,74的第一臂75垂直于杆72并穿过导槽76,导槽76平行于轴线69,在壳体68的壁上形成。除了第一臂75外,折叠件73和74还具有各自的与臂75为整体的折叠片77和78;折叠片78有一个与表面28共面的平面,径向伸向轴线8,其厚度与片43相似;片77比片78厚,与片78平行,接触片78的与表面28共面的平面相对的那个表面。借助各自的驱动器70和71,片77和78可独立地、在相对于轴线8的径向上,在一非工作位置和一个工作位置之间移动,非工作位置在轮6的圆周之外,在工作位置上,片77和78的位置面对停止在工位64上的座10。
如图8和10所示,折叠装置67具有两个折叠组件79,组件79具有各自的基本与表面28共面的相对的折叠片80;每个折叠组件79具有一个导向装置81,导向装置81具有相对于轴线8基本为径向的轴线82,并以滑动的方式容纳与轴线82共轴的杆83。杆83与片80整体装配,并借助电机84沿导向装置81移动,电机84借助齿轮齿条机构85连接于杆83。每个折叠组件79还具有在轮6之外装在框架4上并连接于导向装置81的直线驱动器86;电机84和驱动器86配合工作以移动有关的片80,在表面28中,从一非工作位置(图6),通过一中间位置(图8和10),至一工作位置(图8和10),在上述非工作位置上,片80位于轮6的外周之外,在停止于工作64的座10的那一侧,在上述中间位置,片80面对轮6的表面28,在座10的那一侧,在上述工作位置,片80面对并封闭座10的轴向内端。
在卸载工位63,轮6与一个公知的轮87配合工作,轮87绕着垂直于轴线8的一根轴线88转动,连续地将包2从轮6通过一公知的工位90转送至基本平行于轴线88的输出路径89。在工位90向每一包装盒2施加一密封带91。
现描述包装机1的操作,一个内包12从轮5转送至停在工位17的座10,该内包与涂胶的材料片19一起由装置18送至工位17。
现参阅图2,将材料片19折叠成外包装元件20可分成以下两个分步骤:第一分步骤形成管形包装27;第二分步骤形成外包装元件20的端壁23。下面将会详细讲到,上述第一分步骤完全是在工位17进行的,第二分步骤的前一部分是在工位17进行,而后一部分是在工位64进行的。
当插入座10中时,内包12将材料片19折成U形,因而相对于轮6来说,在座10中其空腔径向地朝外,端部24从座10轴向地突伸向框架4,而部分25和26从座10径向伸出。至轮6沿路径P将座10向工位64送进一步之前,电机55工作使杆57移至工作位置,从而使翼59处于座10之前,以便将部分26(图2c)直角地折到内包12的外表面14上。与电机55同时,折叠装置34的电机38工作使片43从非工作位置移至工作位置,从而将部分24的一部分(图2c)直角地折到包12的内表面16上以形成片31;在座10沿工位17和排出工位65之间的路径P运行的整个期间,片43留在工作位置上。
当轮6前移一步时,内部涂胶的部分25与固定销61配合工作,折叠到并粘在部分26(图2d)上以形成管状包装27。
然后,轮6将内包12和包装27送过4步,每步与下一步之间有一停顿,直至包装工位64。现参阅图2e和图7,当座10停在工位64时,驱动器70和71首先工作以便使片78和77都移至工作位置,从而将包装27(图2e)的部分24的一部分直角地折在包12的内表面16上以形成片32,两个片29和30仍平行于轴线8。如图7b所示,片32一经折叠,片77即复位至停止工位上,而片78留在工作位置上。
应当指出的是,与此有关,片77和78一起形成一个较厚的折叠板78a,其厚度可以防止其在驱动器70和71同时工作而进入工作位置时冲穿材料片19。
在工位64,在工作位置的片78接触片32的同一停顿中,两个折叠装置67工作以便直角地折叠片29和30(图2f,2g),因此,片29附着在片30的外表面上,从而形成包装元件20的端壁23。这里应注意的是,片43和78一起形成了片29和30的折叠支承。
当座10仍停在工位64时,装置67再次工作使片80回到非工作位置;当片78仍在工作位置时,驱动器52工作,使板48与壁23的外表面接触,因而将片29和30压在片43及78作为一侧和板48(可能被加热)作为另一侧之间,以保证片29和30的完好粘着。
在座10移出工位64之前,片78返回到非工作位置,而板48和片43一起,在轮6将座10送至卸载工位63,板48返回到非工作位置的整个期间,留在工作位置,将包装盒2与片43分开从而使包装盒2径向地从座10卸出,如上所述,片43仍留在工作位置直至座10通过排出工位65。
显然,如果公知的控制装置(未画出)检测出在任一个在工位64和63之间的座10中有一不合格的包装盒2时,这个不合格的包装盒2不是在工位63由轮6卸载,而是直至有关的座10停在排出工位65时才卸载,从而节约了一个封条91。
显然,材料片19的所有折叠操作部分集中在工位17,部分集中在工位64进行;在工位17和63之间轮6上的所有座10中都有成品的包装盒2,而工位17和64之间座10例外,鉴于在工位17和64之间具有尽可能少的工步,因而有尽可能少的座10,所以一旦包装机1停机时,可排出尽可能少的未完工的包装盒2。
Claims (16)
1.一种包装方法用于生产具有一个内包(12)和一个基本呈杯形的且部分包住内包(12)的包装元件(20)的包装盒(2),所述方法包括以下步骤:将每个内包(12)连同绕着内包(12)折成U形的涂胶的包装材料片(19)一起转送至包装输送装置(6)的在转送工位(17)上的一个座(10);当所述座(10)从转送工位(17)分步送至离转送工位相距一定数目的工步的卸载工位(63)时,使所述材料片(19)绕所述内包(12)折叠;所述折叠步骤包括第一分步骤和第二分步骤,在第一分步骤中,所述材料片(19)的两个侧部(25,26)一个折叠在另一个上,以形成一管状包装(27),在第二分步骤中,所述管状包装(27)的一个端部(24)折叠成管状包装(27)的一个端壁(23);所述方法的特征在于:所述折叠步骤是从转送工位(17)起,当所述座(10)沿着一段比相对于所述一定数目的工步来说有较少数目的工步的路径运行时进行的。
2.如权利要求1所述的方法,其特征在于:所述包装材料片(19)是借另一个邻近所述包装输送装置(6)的,一定尺寸的供送装置(18)送至转送工位(17)的;所述一段路径在转送工位(17)和一包装工位(64)之间延伸,所述包装工位(64)与转送工位(17)隔开与所述尺寸相应的最小数目的工步。
3.如权利要求1所述的方法,其特征在于:所述折叠步骤包括一定数目的操作,其中第一数目的操作是在所述转送工作位进行的,其余数目的操作是在所述包装工位(64)进行的。
4.如权利要求3所述的方法,其特征在于:所述第一数目的操作包括所述第一分步骤。
5.如权利要求4所述的方法,其特征在于:所述第一数目的操作还包括所述第二分步骤的一部分。
6.如权利要求5所述的方法,其特征在于:所述第二步骤中的操作包括在所述端部(24)形成并直角地折叠4个片(29,30,31,32),所述片中的第一片(31)是在所述转送工位(17)上形成和折叠的。
7.如权利要求6所述的方法,其特征在于:所述第一片(31)是在完成所述第一分步骤之前折叠的。
8.如权利要求7所述的方法,其特征在于:所述第一片(31)是借助可随包装输送装置(6)移动的折叠装置(34)折叠的。
9.如权利要求8所述的方法,其特征在于:所述折叠装置(34)可相对于包装输送装置(6)在一停止位置和一工作位置之间移动。
10.如权利要求9所述的方法,其特征在于:所述折叠装置(34)包括一较薄的片(43),片(43)在工作位置与直角折叠的所述第一片(31)相接触;所述折叠装置(34)至少在所述第一段路径上保持在工作位置上。
11.如前述任一权利要求所述的方法,其特征在于:它包括一个将所述端壁(23)保持在位的最后步骤。
12.如权利要求11所述的方法,其特征在于:所述最后的步骤是在所述包装工位(64)时进行的。
13.如权利要求12所述的方法,其特征在于:所述最后步骤是在所述座(10)的轴向端横置一个折叠支承(43,78),将两个相对的、局部重叠的所述片(29,30,31,32)压在所述折叠支承(43,78)上。
14.如权利要求13所述的方法,其特征在于:所述最后步骤是借助可随所述包装输送装置(6)移动,且可在一停止位置和一工作位置之间相对于所述包装输送装置移动的压垫装置(48)进行的;所述压垫装置(48)保持在工作位置上直至所述卸载工位(63)。
15.如权利要求6所述的方法,其特征在于:在所述第二分步骤中,操作还包括在所述端部(24)形成并直角折叠与所述第一片(31)相对的第二片(32);所述第二片(32)是在所述包装工位(64)上形成折叠的。
16.如权利要求15所述的方法,其特征在于:所述第二片(32)是借助折叠装置(66)折叠的,所述折叠装置(66)包括位于所述包装工位(64),在一停止位置和一工作位置之间可相对于包装输送装置(6)移动,且在一偏置位置和一重叠位置之间可相对地移动的第一和第二折片(77,78);所述第二片(32)是通过使两折片(77,78)移入工作位置并将其保持在重叠位置上而折叠的。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITBO940316A IT1274821B (it) | 1994-07-07 | 1994-07-07 | Metodo di incarto per la formazione di pacchetti. |
| IT000316A/94 | 1994-07-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1124219A CN1124219A (zh) | 1996-06-12 |
| CN1051048C true CN1051048C (zh) | 2000-04-05 |
Family
ID=11339920
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN95108341A Expired - Fee Related CN1051048C (zh) | 1994-07-07 | 1995-07-06 | 生产包装盒的包装方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6000199A (zh) |
| CN (1) | CN1051048C (zh) |
| DE (1) | DE19524390A1 (zh) |
| GB (1) | GB2291028B (zh) |
| IT (1) | IT1274821B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101391662B (zh) * | 2008-11-06 | 2010-04-14 | 上海交通大学 | 高速卷烟机铝箔纸模盒折叠成型机构 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT1304024B1 (it) * | 1998-07-08 | 2001-03-02 | Gd Spa | Metodo ed unita' per l'incarto di un prodotto in un foglio di incartodi materiale termosaldabile. |
| IT1304028B1 (it) * | 1998-07-08 | 2001-03-02 | Gd Spa | Metodo e macchina per l'incarto di un prodotto in un foglio di incartodi materiale termosaldabile. |
| IT1304228B1 (it) * | 1998-10-23 | 2001-03-13 | Casmatic Spa | Apparato per limitare il lavoro del motore elettrico che aziona ipiegatori inferiori od altri eventuali attuatori a moto alternato e |
| US6865862B2 (en) * | 2000-11-20 | 2005-03-15 | C.G. Bretting Mfg. Co., Inc. | Log bander apparatus and method |
| DE10105451A1 (de) * | 2001-02-07 | 2002-08-08 | Bosch Gmbh Robert | Vorrichtung zur Herstellung einer Seitenfaltung |
| ITBO20010290A1 (it) * | 2001-05-11 | 2002-11-11 | Gd Spa | Metodo per il sovra-incarto di pacchetti |
| ITBO20010298A1 (it) * | 2001-05-14 | 2002-11-14 | Gd Spa | Metodo per la realizzazione di pacchetti di sigarette di tipo morbido |
| ITBO20030707A1 (it) * | 2003-11-21 | 2005-05-22 | Gd Spa | Metodo e dispositivo di piegatura per la chiusura di testa |
| DE102004052784A1 (de) * | 2004-10-30 | 2006-05-04 | Khs Maschinen- Und Anlagenbau Ag | Drehstation |
| ITBO20040720A1 (it) * | 2004-11-19 | 2005-02-19 | Gd Spa | Metodo e unita' per il sivraincarto di prodotti in particolare pacchetti |
| ITBO20060348A1 (it) * | 2006-05-09 | 2006-08-08 | Gd Spa | Metodo di piegatura di un foglio di incarto attorno ad un gruppo di sigarette |
| ITBO20080327A1 (it) * | 2008-05-26 | 2009-11-27 | Gd Spa | Metodo ed unita per ripiegare un foglio di incarto attorno ad un gruppo di sigarette. |
| DE102008027258A1 (de) * | 2008-06-06 | 2009-12-10 | Focke & Co.(Gmbh & Co. Kg) | Verfahren und Vorrichtung zum Herstellen von Zigarettenpackungen |
| DE102009041900A1 (de) * | 2009-09-18 | 2011-04-07 | Focke & Co.(Gmbh & Co. Kg) | Packungen insbesondere für Zigaretten sowie Verfahren und Vorrichtung zum Herstellen derselben |
| ITUB20160604A1 (it) * | 2016-02-09 | 2017-08-09 | Ima Spa | Unita' e metodo per disporre oggetti entro scatole. |
| IT202100006605A1 (it) * | 2021-03-19 | 2022-09-19 | Gd Spa | Metodo ed unità di lavorazione di articoli, in particolare cannucce, con scarto automatico degli articoli difettosi |
| IT202100032933A1 (it) * | 2021-12-29 | 2023-06-29 | Jones & Co Inc R A | Dispositivo di confezionamento di articoli in scatole e relativo metodo di confezionamento |
| CN114872948A (zh) * | 2022-06-13 | 2022-08-09 | 山东天鹅棉业机械股份有限公司 | 一种棉包自动包装装置及包装生产线 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1486469A (en) * | 1973-11-21 | 1977-09-21 | Gd Spa | "diamond"style wrapping machine |
| US4079575A (en) * | 1974-06-11 | 1978-03-21 | Focke & Pfuhl | Packing cigarettes |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2124489C3 (de) * | 1971-05-18 | 1975-03-13 | Fr. Hesser Maschinenfabrik Ag, 7000 Stuttgart | Maschine zum Verpacken von Gegenständen insbesondere stangenförmiger Art |
| IT992093B (it) * | 1973-07-31 | 1975-09-10 | Gd Spa | Cinematismo di macchina condiziona trice di sigarette in pacchetti veloce |
| US3899865A (en) * | 1973-10-03 | 1975-08-19 | Haensel Otto Gmbh | Wrapping apparatus |
| IT1060149B (it) * | 1976-03-31 | 1982-07-10 | Gd Spa | Dispositivo perfezionato per la realizzazione dell involuoro interno di carta stagnola con sovrapposizione delle estremita longitudinali dello spezzone su una delle facce maggiori del gruppo di sigarette nelle macchine condizionatrici di sigarette in pacchetti molli ad al tissima velocita produttiva |
| DE3123496A1 (de) * | 1981-06-13 | 1983-01-13 | Focke & Co, 2810 Verden | Vorrichtung zum herstellen von packungen, insbesondere zigaretten-stangen |
| IT1207733B (it) * | 1987-06-23 | 1989-05-25 | Gd Spa | Metodo per la produzione di pacchetti di sigarette dotati di un involucro a tenuta ermetica |
| DE3824316A1 (de) * | 1988-07-18 | 1990-01-25 | Hauni Werke Koerber & Co Kg | Verfahren und vorrichtung zum herstellen einer quaderfoermigen packung |
| IT1235598B (it) * | 1989-09-14 | 1992-09-11 | Gd Spa | Metodo e dispositivo per la realizzazione di incarti tubolari |
| IT1246012B (it) * | 1991-06-21 | 1994-11-07 | Gd Spa | Metodo e dispositivo di incarto per la realizzazione di incarti tubolari di prodotti. |
-
1994
- 1994-07-07 IT ITBO940316A patent/IT1274821B/it active IP Right Grant
-
1995
- 1995-06-29 GB GB9513307A patent/GB2291028B/en not_active Expired - Fee Related
- 1995-07-04 DE DE19524390A patent/DE19524390A1/de not_active Withdrawn
- 1995-07-05 US US08/498,201 patent/US6000199A/en not_active Expired - Fee Related
- 1995-07-06 CN CN95108341A patent/CN1051048C/zh not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1486469A (en) * | 1973-11-21 | 1977-09-21 | Gd Spa | "diamond"style wrapping machine |
| US4079575A (en) * | 1974-06-11 | 1978-03-21 | Focke & Pfuhl | Packing cigarettes |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101391662B (zh) * | 2008-11-06 | 2010-04-14 | 上海交通大学 | 高速卷烟机铝箔纸模盒折叠成型机构 |
Also Published As
| Publication number | Publication date |
|---|---|
| GB9513307D0 (en) | 1995-09-06 |
| GB2291028B (en) | 1998-08-19 |
| IT1274821B (it) | 1997-07-25 |
| ITBO940316A0 (it) | 1994-07-07 |
| ITBO940316A1 (it) | 1996-01-07 |
| DE19524390A1 (de) | 1996-01-18 |
| CN1124219A (zh) | 1996-06-12 |
| GB2291028A (en) | 1996-01-17 |
| US6000199A (en) | 1999-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1051048C (zh) | 生产包装盒的包装方法 | |
| CN1121967C (zh) | 产品连续包装的方法和设备 | |
| US5996318A (en) | Packet wrapping method and unit | |
| US5755080A (en) | Method and machine for packing products | |
| ITBO970150A1 (it) | Metodo di piegatura per la formazione di un involucro a tubo sigillato | |
| EP0860358B1 (en) | Product wrapping method and machine | |
| CN1070884A (zh) | 包装成组盒装件特别是香烟用的装置 | |
| CN1073041C (zh) | 用于卷烟的软包包装件的具有旋转折叠装置的包装机 | |
| EP0900731B1 (en) | Packing machine | |
| US12533864B2 (en) | Case-handling system with independently movable flap-suppressing devices | |
| ITBO940014A1 (it) | Metodo e macchina impacchettatrice per la formazione di pacchetti "twin" per sigarette | |
| JPH0818675B2 (ja) | 連続搬送コンベヤから固定位置への荷下し装置 | |
| EP0792807B1 (en) | Method and unit for folding packing blanks along preformed bend lines | |
| IT9003548A1 (it) | Metodo per la realizzazione di incarti tubolari. | |
| US5246098A (en) | Output conveyor unit for rigid hinged-lid cigarette packing machines | |
| WO2007014917A1 (en) | Method and machine for forming groups of products and an overwrapping about each group | |
| CN1055056C (zh) | 制造包装件的包装装置 | |
| CN114347558A (zh) | 一种围条装配工艺 | |
| JPH1059312A (ja) | ターレット型上包み機及びその包装方法 | |
| JPH09323709A (ja) | 熱可塑性材のシートで物品を包装するための方法並びに装置 | |
| CN1660672A (zh) | 包装机械 | |
| JP2982693B2 (ja) | ストレッチ包装機 | |
| GB2259072A (en) | Unit for packing packets of cigarettes in groups | |
| CN1079765C (zh) | 包装产品的方法和设备 | |
| CN120039459A (zh) | 包装复卷一体机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20000405 Termination date: 20110706 |