CN1056541A - 一种用于生产高强度、高模量、低收缩合成长丝的纺丝工艺 - Google Patents
一种用于生产高强度、高模量、低收缩合成长丝的纺丝工艺 Download PDFInfo
- Publication number
- CN1056541A CN1056541A CN91103045A CN91103045A CN1056541A CN 1056541 A CN1056541 A CN 1056541A CN 91103045 A CN91103045 A CN 91103045A CN 91103045 A CN91103045 A CN 91103045A CN 1056541 A CN1056541 A CN 1056541A
- Authority
- CN
- China
- Prior art keywords
- temperature
- path
- technology
- spinnerets
- silk
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000009987 spinning Methods 0.000 title claims description 51
- 238000000034 method Methods 0.000 title description 17
- 238000004519 manufacturing process Methods 0.000 title description 3
- 229920000642 polymer Polymers 0.000 claims abstract description 49
- 238000005516 engineering process Methods 0.000 claims abstract description 42
- 230000009477 glass transition Effects 0.000 claims abstract description 5
- 238000003786 synthesis reaction Methods 0.000 claims abstract description 5
- 210000000689 upper leg Anatomy 0.000 claims abstract description 5
- 238000004804 winding Methods 0.000 claims description 12
- 238000010791 quenching Methods 0.000 claims description 8
- 230000000171 quenching effect Effects 0.000 claims description 6
- 230000003247 decreasing effect Effects 0.000 claims description 2
- 239000000835 fiber Substances 0.000 description 54
- 208000012886 Vertigo Diseases 0.000 description 48
- 229920000728 polyester Polymers 0.000 description 27
- 210000002683 foot Anatomy 0.000 description 20
- 229920000139 polyethylene terephthalate Polymers 0.000 description 18
- 239000005020 polyethylene terephthalate Substances 0.000 description 18
- -1 polyethylene terephthalate Polymers 0.000 description 13
- 239000013078 crystal Substances 0.000 description 11
- 238000002474 experimental method Methods 0.000 description 9
- 238000010438 heat treatment Methods 0.000 description 9
- 239000004677 Nylon Substances 0.000 description 8
- 238000009826 distribution Methods 0.000 description 8
- 229920001778 nylon Polymers 0.000 description 8
- 230000008569 process Effects 0.000 description 8
- 239000004744 fabric Substances 0.000 description 7
- 238000002425 crystallisation Methods 0.000 description 6
- 230000008025 crystallization Effects 0.000 description 6
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 6
- 230000003287 optical effect Effects 0.000 description 6
- 239000004952 Polyamide Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 229920002647 polyamide Polymers 0.000 description 5
- 238000012545 processing Methods 0.000 description 4
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 235000019253 formic acid Nutrition 0.000 description 3
- 238000002074 melt spinning Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 238000007669 thermal treatment Methods 0.000 description 3
- 229920000297 Rayon Polymers 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000001914 filtration Methods 0.000 description 2
- 239000004746 geotextile Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 239000013528 metallic particle Substances 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 239000012779 reinforcing material Substances 0.000 description 2
- 238000012552 review Methods 0.000 description 2
- 238000009958 sewing Methods 0.000 description 2
- 229920005613 synthetic organic polymer Polymers 0.000 description 2
- 238000004017 vitrification Methods 0.000 description 2
- 238000009941 weaving Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000036760 body temperature Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000009998 heat setting Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920001059 synthetic polymer Polymers 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/084—Heating filaments, threads or the like, leaving the spinnerettes
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/08—Melt spinning methods
- D01D5/088—Cooling filaments, threads or the like, leaving the spinnerettes
- D01D5/092—Cooling filaments, threads or the like, leaving the spinnerettes in shafts or chimneys
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/60—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyamides
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Artificial Filaments (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
- Adhesives Or Adhesive Processes (AREA)
Abstract
一种用于纺制有机合成可熔纺聚合物的工艺,该
工艺包括的工序为:挤压聚合物通过喷丝板;从喷丝
板纺出的丝通过一长形甬道;在该甬道内,保持丝的
温度在聚合物玻璃化转变温度以上;然后汇聚成股。
Description
本发明涉及一种用于生产高强度、高模量、低收缩合成长丝的纺丝工艺。
自从成纤、可熔纺的合成聚合物问世以来,纤维制造者便开始寻求一种增加用这种聚合物制成的纤维的强度和稳定性的方法。增加纤维的强度和稳定性,对于开辟纤维产品在纺织用途以外的范围是很必要的。这些非纺织用途(也称之为“工业用途”)包括:轮胎帘子线;缝纫线;帆布;用于路基结构的织物如网、垫或其他土工布应用;工业用带;复合材料;建筑用织物;软管增强材料;叠层织物;绳缆等等。
起初,粘胶人造丝被用于某些工业用途,此后耐纶被用来代替粘胶人造丝。七十年代,普通聚酯如聚对苯二甲酸乙二酯开始与耐纶竞争。大约到1985年,开始采用高性能聚酯,即高强度和高稳定性聚酯。
在下面概括的对本发明以前的一些工艺的简要回顾表明,已经从三个通用领域研究增加这些合成纤维强度和稳定性的可行方法。这些领域包括:从拉伸入手的工艺;从聚合物入手的工艺;从纺丝入手的工艺。下面,“拉伸”是指对初纺丝的加热和拉伸;“对聚合物处理”是指纺丝前对聚合物的处理;“纺丝”是指从聚合物形成丝的过程,但不包括拉伸。
从拉伸入手的工艺如下:
美国专利3,090,997揭示了用作轮胎帘子线的聚酰胺的多步拉伸。纤维(耐纶)以常规方法进行熔融纺丝,然后,初纺纤维分三步加以拉伸(拉伸、加热、再拉伸)以便得到具有下列性能的耐纶拉伸丝;强度10.4~11.1克/旦;伸长12.9~17.1%;初始模量48~71克/旦/100%。
美国专利3,303,169揭示了生产高模量、高强度、低收缩聚酰胺丝的一步拉伸工艺。聚酰胺初纺丝加热至不低于115℃,得到的丝具有如下性能:强度5~8.7克/旦;伸长16.2~30.3%;初始模量28~59克/旦/100%;收缩率3.5~15%。
美国专利3,966,867揭示了一种相对粘度为1.5~1.7的聚对苯二甲酸乙二酯的二步拉伸工艺。第一步,纤维在70~100℃拉伸,拉伸比为3.8~4.2;第二步,纤维在210~250℃拉伸,一步拉伸比与二步拉伸比合计为5.6~6.1。所得到的拉伸丝具有如下性能:强度7.5和9.5克/旦;在5克/旦负荷下的伸长为2~5%;断裂伸长为9~15%;收缩率为1~4%。
美国专利4,003,974中,具有高相对粘度(HRV)24~28的聚对苯二甲酸乙二酯初纺丝加热至75~250℃进行拉伸,然后通过一个热拉伸辊,最后松弛。该拉伸丝具有如下性能:强度7.5~9克/旦;收缩率约4%;断裂伸长12~20%;在7%伸长时负荷承受能力为3~5克/旦。
那些通过对聚合物进行处理来增强丝的性能的工艺如下:
美国专利4,690,866和4,867,963中,聚对苯二甲酸乙二酯的特性粘度在0.90以上;美国专利4,690,868中的初纺纤维(未拉伸)性能如下:断裂伸长52~193%;双折射0.0626~0.136;结晶度19.3~36.8%。该拉伸纤维的性能如下:强度5.9~8.3克/旦;伸长10.1~24.4%;干收缩率(210℃)0.5~10.3%。美国专利4,867,936中拉伸纤维性能如下:强度约8.5克/旦;断裂伸长约9.9%。收缩率(177℃)约5.7%。
从纺丝入手的工艺如下:
美国专利3,053,611,聚对苯二甲酸乙二酯离开喷丝板后,在一长2米的纺丝甬道中加热至220℃,然后在第二甬道内将冷却水喷洒在纤维上。该纤维以1600米/分的速度卷绕,接着拉伸,得到的强度为3.5克/旦。
美国专利3,291,880,从喷丝板纺出的聚酰胺丝冷却至15℃,然后在纤维上喷以直接蒸汽,该初纺纤维具有低取向和低双折射。
美国专利3,361,859,一种合成有机聚合物纺制成纤维,纤维出喷丝板时,经受“受控延缓冷却”。冷却处理是在距喷丝板7英寸内进行的,在其顶部(即靠近喷丝板的一端)温度为300℃,而在底部(距喷丝板7英寸处)的最低温度为132℃。该初纺纤维具有较低的双折射(11~35×10-3),其拉伸丝性能如下:强度6.9~9.4克/旦;初始模量107~140克/旦/100%,断裂伸长7.7~9.9%。
美国专利3,936,253和3,969,462揭示了采用一个温度范围为115~460℃的加热套管(长度0.5~2英尺)。前一专利中套管的顶部温度要高于低部,拉伸丝的性能如下:强度9.25克/旦;伸长约13.5%,收缩率约9.5%。后一专利套管中的温度是恒定的,其拉伸丝的性能如下:强度8~11克/旦;断裂伸长12.5~13.2%。
美国专利3,946,100,纤维从喷丝板纺出后在80℃以下固化,然后该固态纤维再加热至聚合物玻璃化转变温度(Tg)与聚合物熔融温度之间的某一温度。该加热纤维从加热区以1,000~6,000米/分的速率进行卷绕,初纺丝的性能如下:强度3.7~4.0克/旦;初始模量70~76克/旦/100%;双折射0.1188~0.1240。
美国专利4,491,657,聚酯复丝以高速熔融纺丝并固化。固化是在一个加热区和一个冷却区组成的系列内进行的,加热区是一个圆筒形的加热器(温度从聚合物熔融温度到400℃),该加热器的长度为0.2~1.0米。冷却区是用10~40℃的空气进行冷却。用这一工艺纺出的拉伸丝具有下列性能:初始模量90~130克/旦;收缩率(150℃)小于8.7%。
美国专利4,702,871,纺出的纤维进入一个负压箱中。初纺丝的性能如下:强度3.7~4.4克/旦;双折射104.4~125.8(×10-3);在160℃时15分钟干热收缩4.2~5.9%。
美国专利4,869,958,纤维纺出后不加热,然后卷绕,此时,纤维具有低结晶度而高取向,其后,纤维进行热处理,该拉伸纤维的性能如下:强度4.9~5.2克/旦;初始模量92.5~96.6克/旦/100%,伸长28.5~32.5%。
以上各专利的回顾说明,用上述各种工艺生产的纤维具有高强度或低收缩性质。上述专利都未能讲明这种具有高强度、高初始模量和低收缩性能相结合的拉伸丝,或这种丝的加工工艺。
最接近于论述这种拉伸丝的专利,是美国专利4,101,525和4,195,052,这些专利是已转让给本发明受让人的相关专利。在这些专利中,聚酯长丝(聚合物特性粘度为0.5~2.0分升/克)从喷丝板喷出进行熔融纺丝,熔融长丝通过一固化区,在这里均匀骤冷并转变为固态纤维,该固态纤维在一个较大的拉力(0.015~0.15克/旦)下从该固化区牵引出来。这些初纺固态纤维显示出较高的双折射(约9~70×10-3),然后进行拉伸和热处理。该拉伸丝的性能如下:强度7.5~10克/旦;初始模量110~150克/旦/100%;在175℃热空气中收缩率小于8.5%。
一种用于纺制有机合成可熔纺聚合物的工艺已被揭示,该工艺所包括的步骤为:挤压聚合物通过一喷丝板,从喷丝板出来的丝通过一个长筒,长丝在长筒内有3米或3米以上的距离温度保持在聚合物玻璃化转变温度以上,然后,汇聚成长丝。
换句话说,该工艺包括的步骤为:挤压聚合物通过喷丝板,置备一个不少于5米长的长筒,用控制上述长筒内的温度从预定最大值到预定最小值的方法;使丝通过该区,然后汇聚成长丝。
为了说明本发明,请参见本申请优选的工艺示意图,应能理解,本发明不受如图所示的精确排列及装置的限制。
图1为纺丝过程正视图
图2为拉伸过程正视图
下面讨论高强度、高初始模量和低收缩拉伸丝及其工艺和纺制这种丝的设备。“丝”或“长丝”或“纤维”指的是从一种可熔纺合成有机聚合物制成的任一纤维。这些聚合物可以包括一但不仅仅限于一聚酯和聚酰胺。而本发明特别与聚酯有关,例如聚对苯二甲酸乙二酯(PET);PET与聚对苯二甲酸丁二酯(PBT)的混合物以及PET与多官能单体(例如季戊四醇)交联的聚合物。任何上述聚合物都可以包含常用的添加剂。这种丝的特性粘度(I.V.)(对于以PET为基础的聚合物)可在0.60和0.87之间。然而本发明并不依赖于聚合物的特性粘度。
图1对纺丝设备10进行图解说明,一个用于熔融聚合物切片的常规挤压机12通过管道将熔体与一通常的纺丝箱体14相连,在箱体14内有一通常的纺丝组件16,组件16可以是环形式样,聚合物通过组件中由细分颗粒组成的滤床进行过滤。作为纺丝组件一部分的喷丝板包含在纺丝组件16中(未示出)。聚合物通过组件的流速约为10~55磅/时,其上限55磅是由组件的实际大小决定的,用较大的组件可得到较高的流速。初纺单丝的纤度为3~20(旦/根)。业已发现,单丝纤度为5和13旦/根时,丝的性能和机械质量最佳。
当纤维离开喷丝板时,也可用一种热惰性气体(如空气)进行骤冷。美国专利4,378,325附于本专利申请书中供参考。一般来说,该气体约为230℃,并以每分钟6标准立方英尺(scfm)的速度供气。如果空气太热,超过260℃则初纺丝的性能明显恶化。
紧接在纺丝箱体14下面严密地(气密的)装有一根细长的甬道18,该甬道包含一根长约5米或5米以上的隔热管。甬道的长度将在下面进一步详细讨论。管的内径(如为12英寸)应足以使所有从喷丝板纺出的单根丝通过管子而不受干扰。该甬道装有若干常用的圈状加热器,以便沿管的长度方向控制温度,甬道的温度将在下面作更详细的讨论。甬道最好再分为若干独立的温度区,以便更好地控制温度,总共分为4~7个区。甬道18也可以包含一个用来控制甬道内温度的空气分布器。分布器17的设计是均匀地将惰性气体分布在甬道周围。
甬道18最下端内是一多孔截锥形体19,用来减少空气湍流。锥形体19最好有3英尺长,其上端直径与管的直径相同,底端直径是上端直径的一半。锥形体19通过由阀门控制的排气孔21从管的最下端排出空气,当空气发生湍流时,丝路中的这一机构可使湍流减少或完全避免。
在甬道的最下端,单丝在丝路中汇聚。丝的汇聚是由上油装置20完成的。这是丝在离开喷丝板后的第一次接触。
甬道的长度,未汇聚的各根单丝以及甬道内空气的温度分布对于本发明特别重要。关于温度分布是这样选择的,即在甬道的有效长度内(如至少3米)。使丝的温度保持在其玻璃化温度(Tg)以上。如果在整个甬道长度内保持这一温度,则卷绕丝将是不稳定的。因此,实际上甬道内温度降低至Tg以下,以便使丝在卷绕前结晶结构不致有进一步的改变。温度的分布最好是反应管内在没有外热影响时的温度分布,然而“没有外热”的情况是不实际的,因为有各种变化影响甬道温度,所以温度最好控制为线性分布,就可避免温度成为影响工艺的变量因素。
甬道内空气温度用圈式加热器控制,最好将甬道分成几个部分,每一部分的空气温度控制在一个预定值。这样,在整个甬道的长度方向便可有各种不同的温度。甬道内温度的范围可高至聚合物的纺丝温度,或低至聚合物玻璃化转变温度以下(聚酯的Tg约为80℃)。当熔融聚合物挤出喷丝板时,喷丝板的温度就是聚合物的温度。当然,甬道内空气温度最好控制在约155℃到50℃。在卷绕速度小于14,000英尺/分时,邻近喷丝板的第一段最好控制在155℃,而离喷丝板最远部分控制在50℃左右。
然而,线性温度分布并不是导致这里所揭示的良好效果的唯一的温度分布方式。在卷取(或卷绕)速度大于14,000英尺/分(4,300米/分)时,温度分布(当甬道被分成4个独立区时)如下:(从喷丝板开始向下)第一区约为105~110℃;第二区约为110~115℃;第三区125~130℃;第四区115~120℃。
至于甬道的长度,本发明中甬道最少为5米长(至少有3米长的甬道温度在玻璃化温度以上),这对于单丝的汇聚是必要的。本发明中适宜的甬道长度为5~9米。上限9米为实用限度,如果空间允许,甬道长度还可以增加。为了优化强度性能,甬道长度最好为7米左右。
纤维出纺丝甬道18后汇聚,汇聚由上油装置来完成。
第一次上油(在上油装置20处)后,丝被卷绕在一对导辊22上。此后,进行第二次上油(在上油装置23处)。第一次上油是为了减少纤维上产生的静电。但当纤维经过导丝辊时,一些油剂往往被甩掉,为此,丝在通过导丝辊后要重新上油。
然后,纤维通过一个通常的有张力控制的卷绕头24。卷绕速度一般大于3,000米/分(9800英尺/分),最高速度为5,800米/分(19,000英尺/分)。优选范围为10,500~13,500英尺/分(3200~4,100米/分),最优选范围为3,200~3,800米/分(10,500~12,500英尺/分)。如速度低于9,800英尺/分(3,000米/分),则丝的均匀性恶化。
用上述工艺纺制的聚酯初纺丝,一般具有较低的结晶度和较高的取向度,可以相信,初纺纤维的这些质量使达到下面所讨论的良好的拉伸丝性能成为可能。
为了定量的表示聚酯初纺丝的一般性能,小结晶可用结晶尺寸( )来表示,取向度用下列指标之一来表示:光学双折射;无定形双折射;或结晶双折射。此外,聚酯初纺丝用结晶尺寸和长周期间距(结晶之间的距离)来表征其特性。从广义上来说,聚酯初纺丝的特点在于结晶尺寸小于55 ,光学双折射大于0.090或无定形双折射大于0.060,或长周期间距小于300 。可以推荐的聚酯初纺丝的特性为:结晶尺寸为20~55 ,光学双折射约为0.090~0.140,无定形双折射约为0.060~0.100,长周期间距约为100~250  。最好推荐的聚酯初纺丝的特性为:结晶尺寸约为43~54
。最好推荐的聚酯初纺丝的特性为:结晶尺寸约为43~54  ,光学双折射约为0.100~0.130,无定形双折射约为0.060~0.085,长周期间距约为140~200
,光学双折射约为0.100~0.130,无定形双折射约为0.060~0.085,长周期间距约为140~200  。
。
正如在一般工艺技术中明显看到的那样,在最佳卷绕速度范围内,初纺丝的结晶尺寸是常规丝结晶尺寸的1/3,其结晶尺寸虽然随速度的增加而增加,但仍保持较低值。初纺丝的无定形取向很高,约为常规丝的二倍。这种初纺丝具有如此高的取向度和低收缩率,甚至于可以无须任何拉伸。
此外,该聚酯初纺丝具有如下性能:结晶含量(用密度确定的结晶度水平)为10~43%;丝的强度1.7~5.0克/旦;模量为10~140克/旦/100%;热空气收缩5~45%;伸长50~160%。
然后,该初纺丝进行拉伸,参看图2,可用一步或二步拉伸。然而经测定,第二步拉伸只产生很小或不产生什么效果。把纺丝操作与拉伸操作直接联接是可行的(即纺丝/拉伸工艺)。
初纺纤维可从筒子架30送入喂入辊34,喂入辊可从室温加热至约150℃,然后,纤维送至拉伸辊38,后者可从室温加热至近255℃,如果不用加热辊,可用一热板36,热板可加热到180~245℃。热板36(具有6英寸的弯曲接触表面)安装在拉伸区,亦即在喂入辊34和拉伸辊38之间,拉伸速度为75~300米/分。一般的拉伸比为1.65(适应于约为3,800米/分纺制的初纺丝),能提供最高拉伸强度的最佳喂入辊温度约是90℃,最佳拉伸辊温度约为245℃。如果使用热板,其最佳温度为240~245℃。拉伸辊的温度对于热空气收缩有一定控制作用。一般来讲,要求低收缩率,由于低收缩率可使处理的帘子线得到最佳的耐久性。然而,至少有一种最终用途,即帆布需要拉伸丝有较高的收缩率,这可以通过采用较低的拉伸辊温度来控制。
基于上述情况,拉伸纤维的性能可以控制如下:强度为4.0~10.8克/旦;伸长从7%到80%左右,初始正割模量为60~170克/旦/100%;热空气收缩(177℃)为6~15%。股丝纤度125~1100旦/根(后一数字可通过合股得到),单丝纤度1.5~6旦/根,这种丝可用于橡胶轮胎的纤维增强。
按上述工艺纺制的聚酯(PET)拉伸丝可得到的初始正割模量可大于150克/旦/100%,并且那些丝的收缩率可小于8%,或强度可大于7.5克/旦。
另一种推荐实例的聚酯拉伸丝的性能如下:强度至少为8.5克/旦;初始模量至少为150克/旦/100%;收缩率小于6%。另一种推荐实例的聚酯拉伸丝性能如下:强度至少为10克/旦;初始模量至少为120克/旦/100%;收缩率小于6%。还有一种推荐实例的聚酯拉伸丝的性能如下:强度为9~9.5克/旦;初始模量为150~158克/旦/100%;收缩率小于7.5%。
按上述工艺纺制的任何拉伸丝,都可用于下列用途:轮胎帘子线;缝纫线;帆布;用于路基结构的织物如网、垫或其他土工布用途;工业用带;复合材料;建筑用织物;软管增强材料;叠层织物;绳缆等等。
对上述本发明的讨论及后面实例所需的关健性试验按以下所述的进行。
强度,参照ASTMD-2256-80中定义的“断裂强度”。
初始模量(或“初始正割模量”),按ASTMD-2256-80,10.3节中定义。只是代表应力一应变曲线初始直线部分的线,被规定为通过应力一应变曲线上伸长为0.5%和1.0%两个点的正割线。
所有其他抗拉性能,按ASTMD-2256-80的定义。
收缩率(HAS)规定为在177±1℃热空气环境中的线性收缩率,按ASTMD-885-85定义。
密度、结晶尺寸、长周期间距、结晶双折射和无定形双折射都同样规定在美国专利4,134,882后面,并附在本专利申请书中供参考。具体地说,上述每一项都可在美国专利4,134,882中查到,其所在范围、密度第8栏,60行;结晶尺寸-第9栏,6行;长周期间距-第7栏,62行;结晶双折射-第11栏,12行,无定形双折射-第11栏,27行。
双折射(光学双折射或Δn)见美国专利4,101,525第5栏,4-46行,美国专利4,101,525引入本专利申请书中供参考。“BiCV”是从测定10根单丝计算出的单丝之间光学双折射的变异系数。
这里其他试验是用常规方法完成的。
供参考的实例可以完全说明本发明。
实例Ⅰ
在下列一组实验中,纺制普通聚酯聚合物(聚对苯二甲酸乙二酯,特性粘度-0.63),纺丝速度从12,500英尺/分增加到19,000英尺/分。甬道长度6.4米,并分成四个温度控制区,通过测量每区中心接近柱壁处的温度进行温度控制,聚合物的挤出速度为22.9磅/时,聚合物通过纺丝箱体,在285℃下纺丝,喷丝板为40孔(孔的尺寸0.009英寸×0.013英寸),纤维不进行骤冷,初纺纤维不进行拉伸,但进行热定形,结果列入表1。

实例Ⅱ
下列一组实验中,纺制普通聚酯(聚对苯二甲酸乙二酯,特性粘度-0.63),甬道温度按表2规定的变化(见每一区中心的空气温度),甬道长6.4米,聚合物挤压速率为23.1磅/时,以300℃温度通过纺丝箱体,喷丝板为72孔(孔尺寸:0.009英寸×0.012英寸),纤维不进行骤冷,初纺纤维接着进行拉伸(按表Ⅱ规定),其结果列于表2。


上述一组实验(即列入表2的一组实验),其中第4,5,6,7代表本发明。
实例Ⅲ
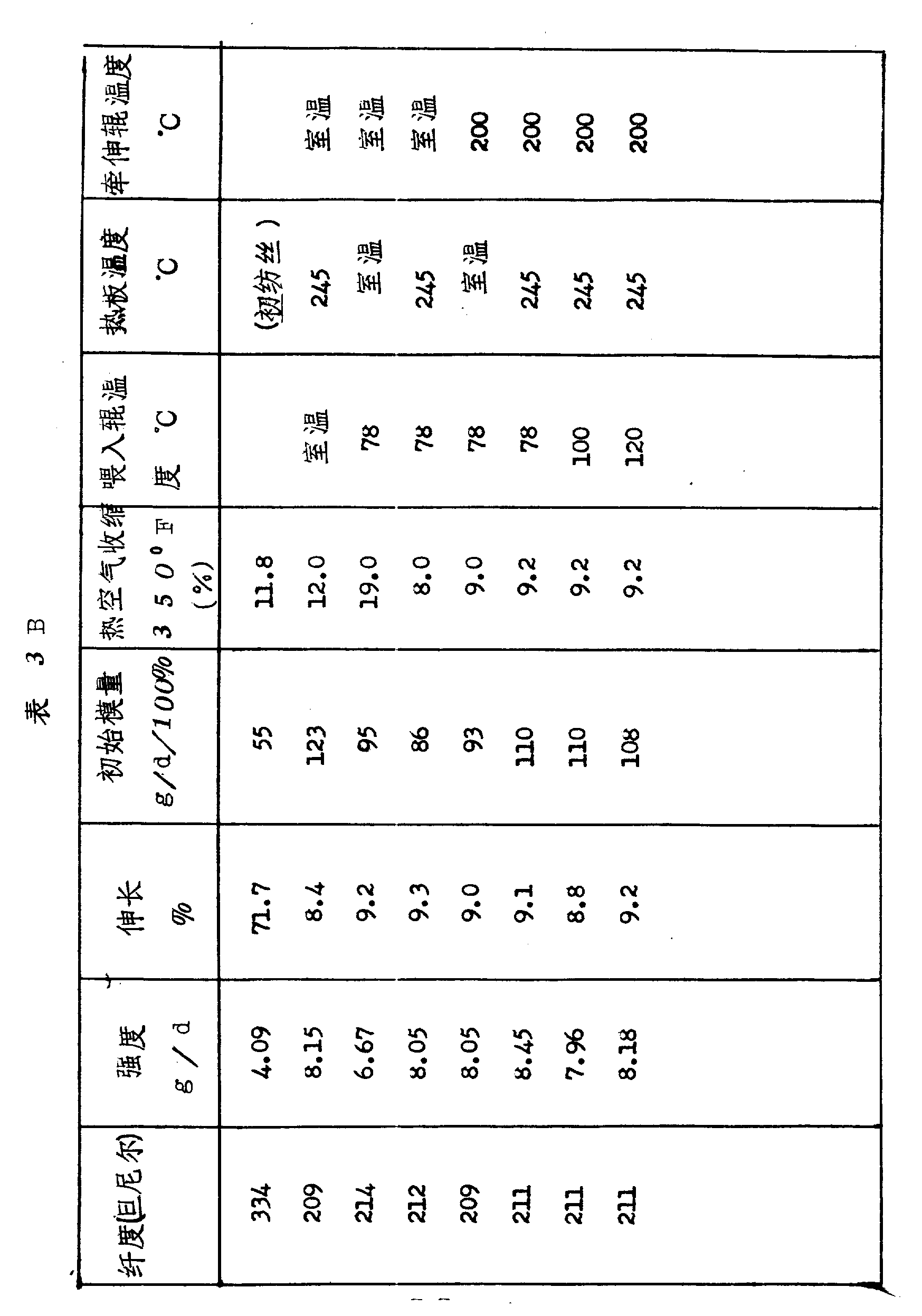
下列一组实验中,纺制普通聚酯(聚对苯二甲酸乙二酯,特性粘度-0.63),纤维以10,500英尺/分的速率卷绕,聚合物挤出速率为19.5磅/时,通过72孔的喷丝板(孔尺寸0.009英寸×0.012英寸)纺丝,纺丝箱体温度为300℃,纤维在每分钟6.5标准立方英尺流速,232℃的空气内骤冷。甬道长6.4米,分成以下四个空气温度分布区(按下降次序),各区中心温度:135℃;111℃;92℃;83℃。初纺丝具有如下性能:纤度334旦;强度4.09克/旦;伸长71.7%;初始模量55.0克/旦/100%;热空气收缩-350°F时为11.8%;乌斯特值1.10;特性粘度0.647;FOY-0.35%;双折射110×10-3;结晶度21.6%。
表3A中表明了拉伸比对拉伸丝性能的影响
表3B中表明了加热方式对拉伸的影响(拉伸比1.65,丝未经松弛)。
表3C表明较高的拉伸温度和拉伸比的作用(喂入辊为室温,拉


伸辊为240℃)。
实例Ⅳ
下列一组实验,纺制普通聚酯(聚对苯二甲酸乙二酯,特性粘度0.92),在实验第1~5中,纤维的纺丝和拉伸均按照下面美国专利4,101,525和4,195,052中的方法。6~9按下述方法:
以特性粘度为0.92表征分子量的聚酯干燥至含水0.001%或更小,聚合物加热熔融,在挤压机中温度为295℃,用计量泵输送至纺丝组件,该组件设计成环状的,在这里聚合物通过其中有细小金属颗粒组成的滤床进行过滤。过滤后的聚合物通过-80孔的喷丝板挤出,每一喷丝孔为直径0.457mm的圆形截面,孔的毛细管长度为0.610mm。
一根长9米的隔热管紧贴着装在纺丝组件的下面,纺出的复丝通过管道全长,然后汇聚并开始接触各导辊表面。为了达到温度控制的目的,该管沿长度分成7个区,各个控制器在每一区的中心设定空气温度。利用工艺产生的热与管周围外部加热器的热相配合,各个控制器的设置要使沿管的纵向向下,达到空气温度均匀分布。在一般情况下,管顶部区的温度为155℃,温度自顶部到底部按均匀的梯度递减,底部为50℃。
约在管下面10Cm处,丝条开始接触上油装置,该上油装置同时起丝的汇聚导辊作用。丝在这里第一次与外界接触。在管的出口,由于丝与上油辊相贴,未汇聚丝的横截面变小,因此,管的出口可采用很小的直径,这样可使热空气在管内的损失降至最小。
丝上油后,卷绕在一对导辊上,然后送至带张力控制器的卷绕头,卷绕速度一般为3,200~4,100米/分。
丝的拉伸是在第二阶段中进行,初纺丝经过一组预拉伸辊到一个温度设定在80~150℃的加热喂入辊,丝在这些辊和一组温度设定在180~255℃范围内的拉伸辊之间进行拉伸。对于初纺丝一般以3,800米/分的速度和1.65的拉伸比进行拉伸,而对样品丝则分别根据所需拉伸比的高低,选用较高或较低的拉伸速度。
其结果列于表4中

实例Ⅴ
以特性粘度为0.92表征分子量的聚酯干燥至含水率为0.001%,该聚合物在挤压机中熔融加热至295℃,熔体接着由计量泵送至纺丝组件,在细小金属颗粒的滤床中过滤后,该聚合物被挤压通过一80孔的喷丝板,喷丝孔直径为0.457毫米,毛细管长0.610毫米,在挤压过程中测出的聚合物熔体特性粘度为0.84。
挤出的聚合物纺入加热的长9米的柱形中空圆筒中,管内温度沿长度方向呈近似于线性的分布,顶部区的中心温度为155℃,管底部温度为50℃。复丝在接触上油装置后汇聚在一起,上油装置在加热管出口的下面,丝从汇聚点经由一对导辊到一有张力控制器的卷绕头,在这些条件下,四个系列的初纺丝以不同的速度纺丝(卷绕)。这些丝是指表5A中例A~D。
在另外的实验系列中,加热管通过取出它的某些可移动部分而被缩短了,表5A中的例E和F是在7米和5米的细长的甬道中进行纺丝的,其他具有不同分子量的聚合物在这一设备上纺丝得到例G和H,表5A中的例I表明了使用较低甬道温度的情况,在这种情况下,甬道中温度降的线性梯度从125℃到50℃。
从系列A到I,所有初纺丝都是采用室温喂入辊和245℃拉伸辊的一步拉伸工艺。
在另外一试验系列中,对在例A中所讨论的同样的初纺丝采用不同的喂入辊温度。表5B中的例A、J和K就是用这些丝试验所得到的结果。

实例Ⅵ
在下列实验中,一种普通聚合物耐纶,按本发明的工艺进行纺丝,并与用常规工艺纺制的耐纶相比较。
用本发明的工艺按下列条件纺制耐纶,通过量37磅/时;纺丝速度2,362英尺/米;纤度3500旦;单丝根数68;初纺丝相对粘度3.21(H2SO4)或68.4(甲酸当量);骤冷空气72每分钟标准立方英尺;卷绕张力80克;甬道长度-24英尺;甬道顶部温度240℃,底部温度48℃。这种丝的初纺丝性能如下:强度0.95克/旦;伸长235%;强度·  14.6。然后,丝在下列条件下拉伸:拉伸比3.03;拉伸温度90℃,该拉伸丝的性能如下:强度6.2克/旦;伸长70%;强度· -52;10%模量-0.87克/旦;热空气收缩(HAS)400°F-1.4%。
14.6。然后,丝在下列条件下拉伸:拉伸比3.03;拉伸温度90℃,该拉伸丝的性能如下:强度6.2克/旦;伸长70%;强度· -52;10%模量-0.87克/旦;热空气收缩(HAS)400°F-1.4%。
一种与之相当的耐纶以下列常规方式纺丝:通过量23.4磅/时;纺丝速度843英尺/分;纤度5556旦;单丝根数180;初纺丝相对粘度3.3(H2SO4)或72.1(甲酸当量);骤冷-150每分钟标准立方英尺。然后,丝在下列条件下拉伸:拉伸比2.01;拉伸温度90℃。该拉伸丝性能如下:强度3.8克/旦;伸长-89%;强度· -33;10%模量0.55克/旦。
另一种与之相当的丝按下列常规方式纺丝,通过量57.5磅/时;纺丝速度1048英尺/分;纤度12,400旦;单丝根数-240;初纺丝相对粘度42(甲酸当量);骤冷空气150标准立方英尺/分。然后,丝在下列条件下拉伸:拉伸比3.6;拉伸温度110℃。拉伸丝的性能如下:强度3.6克/旦;伸长70%;强度· -30.1;10%伸长的模量0.8克/旦;热空气收缩率(400°F)-2.0%。
实例Ⅶ
在下列实验中,低特性粘度(例如0.63)和高特性粘度(例如0.92)普通聚酯(聚对苯二甲酸乙二酯)的初纺丝与美国专利4,134,882中所述的初纺丝相比较。例1~8是低特性粘度的聚酯(聚对苯二甲酸乙二酯),是用实例I规定的方法纺制的。例9~11为高特性粘度,聚酯(聚对苯二甲酸乙二酯),是按实例Ⅴ规定的方法纺制的,例12~17与美国专利4,134,882的例1,5,12,17,36和20相一致。
对每一实例,其纺丝速度(英尺/分);密度(克/毫升),结晶尺寸(  ,010),长周期间距(LPS),双折射(biref.),结晶双折射和无定形双折射均已给出,其结果列于表7。
,010),长周期间距(LPS),双折射(biref.),结晶双折射和无定形双折射均已给出,其结果列于表7。
本发明在不改变其精神或必要的特征情况下,可以用另外的方式加以应用,因此,如本发明应用范围所示,须参看随同本专利申请附带提出的要求,而不以上文所作的阐述为限。
Claims (16)
1、一种用于纺制一种有机合成可熔纺聚合物的工艺,由以下工序组成:
挤压聚合物通过一喷丝板;
从喷丝板纺出的长丝通过一长形甬道;
在该甬道内约3米或3米以上的长度范围内把长丝保持在该聚合物玻璃化转变温度以上;
然后汇聚成股。
2、按照权利要求1的工艺,进一步包括的工序为:丝汇聚后进行卷绕。
3、按照权利要求1的工艺,进一步包括的工序为:从喷丝板纺出的长丝,单丝纤度为3~20旦/根。
4、按照权利要求1的工艺,进一步包括的工序为:当长丝离开喷丝板时,以热气体骤冷丝。
5、按照权利要求4的工艺,进一步包括的工序为:用温度不高于260℃的热气体骤冷长丝。
6、按照权利要求5的工艺,进一步包括的工序为:用230℃的热气体骤冷长丝。
7、按照权利要求1的工艺,进一步包括的工序为:从喷丝板纺出的丝通过一长形甬道,该甬道至少具有5米长,筒内全长温度控制从最高的聚合物纺丝温度到最低的室内温度。
8、按照权利要求7的工艺,进一步包括的工序为:从喷丝板纺出的丝通过上述长形甬道,控制甬道内温度从邻近喷丝板的155℃到距喷丝板最远的50℃。
9、按照权利要求8的工艺,进一步包括的工序为:从喷丝板纺出的丝通过上述长形甬道,控制甬道内温度从邻近喷丝板的155℃到距喷丝板最远的50℃,温度在上述邻近点和上述远侧点之间以一般的线性方式递减。
10、按照权利要求1的工艺,进一步包括的工序为:从喷丝板纺出的丝通过长度约5~10米的长形甬道。
11、按照权利要求2的工艺,进一步包括的工序为:以至少5000英尺/分的速率卷绕长丝。
12、按照权利要求2的工艺,进一步包括的工序为:以约5000~19,000英尺/分的速率卷绕长丝。
13、按照权利要求2的工艺,进一步包括的工序为:以约10,500~13,500英尺/分的速率卷绕长丝。
14、按照权利要求2的工艺,进一步包括的工序为:从喷丝板纺出的丝通过上述分成四个部分的长形甬道后,以高于14,000英尺/分的速度卷绕长丝,在上述甬道内,紧邻喷丝板的第一部分温度约为105~110℃;紧邻第一区的第二部分的温度约为110~115℃;紧邻第二区的第三部分的温度约为125~130℃;紧邻第三区的第四部分的温度约为115~120℃。
15、一种用于纺制一种有机合成可熔纺聚合物的工艺,包括的工序为:
挤压聚合物通过一长丝成形机构;
提供一个长度至少为5米的长形甬道;
从上述长丝成形机构出来的丝通过上述甬道;
然后汇聚成股。
16、一种用于纺制一种有机合成可熔纺聚合物的工艺,包括的工序为:
挤压聚合物通过一套长丝成形机构;
提供一个具有温度控制装置的长形甬道,在上述甬道内,温度从一预定最高值到一预定最低值;
从上述长丝成形机构出来的丝通过上述甬道;
然后汇聚成股。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US52309990A | 1990-05-11 | 1990-05-11 | |
| US523,099 | 1990-05-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1056541A true CN1056541A (zh) | 1991-11-27 |
Family
ID=24083655
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN91103045A Pending CN1056541A (zh) | 1990-05-11 | 1991-05-10 | 一种用于生产高强度、高模量、低收缩合成长丝的纺丝工艺 |
Country Status (12)
| Country | Link |
|---|---|
| EP (1) | EP0456496B1 (zh) |
| JP (1) | JPH04228607A (zh) |
| KR (1) | KR100208055B1 (zh) |
| CN (1) | CN1056541A (zh) |
| AT (1) | ATE155829T1 (zh) |
| AU (1) | AU643641B2 (zh) |
| BR (1) | BR9101847A (zh) |
| CA (1) | CA2040133A1 (zh) |
| DE (1) | DE69126914T2 (zh) |
| NO (1) | NO911820L (zh) |
| PT (1) | PT97627A (zh) |
| ZA (1) | ZA912978B (zh) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101298703B (zh) * | 2008-06-19 | 2012-02-08 | 浙江海利得新材料股份有限公司 | 单头纺高模量低收缩聚酯工业长丝生产工艺 |
| CN104831378A (zh) * | 2015-04-09 | 2015-08-12 | 无锡金通化纤有限公司 | 去除纤维丝条表面低分子附着物的装置及方法 |
| CN112955588A (zh) * | 2018-10-10 | 2021-06-11 | 赢创运营有限公司 | 熔体拉伸的聚酰胺长丝 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ID846B (id) † | 1991-12-13 | 1996-08-01 | Kolon Inc | Serat benang, benang ban poliester dan cara memproduksinya |
| US6902803B2 (en) * | 2003-10-06 | 2005-06-07 | Performance Fibers, Inc. | Dimensionally stable yarns |
| DE102005042634A1 (de) * | 2005-09-07 | 2007-03-08 | Maschinenfabrik Rieter Ag | Verfahren und Vorrichtung zur Herstellung von Filamentgarne mittels Schmelzspinnen |
| DE102009052935A1 (de) | 2009-11-12 | 2011-05-19 | Teijin Monofilament Germany Gmbh | Spinngefärbte HMLS-Monofilamente, deren Herstellung und Anwendung |
| CN107663665B (zh) * | 2017-10-19 | 2019-06-25 | 浙江恒逸高新材料有限公司 | 一种高强低收缩特亮绣花线聚酯牵伸丝的制备方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3053611A (en) * | 1958-01-21 | 1962-09-11 | Inventa Ag | Process for spinning of synthetic fibers |
| US3447202A (en) * | 1964-07-06 | 1969-06-03 | Uniroyal Inc | Spinning apparatus with a spinneret and an elongated chamber with means to perform retarded cooling |
| DE3173948D1 (en) * | 1980-02-18 | 1986-04-10 | Ici Plc | Process for forming a continuous filament yarn from a melt spinnable polyethylene terephthalat and novel polyester yarns produced by the process |
| JPS57154410A (en) * | 1981-03-13 | 1982-09-24 | Toray Ind Inc | Polyethylene terephthalate fiber and its production |
| JP2569720B2 (ja) * | 1988-05-09 | 1997-01-08 | 東レ株式会社 | 産業用ポリエステル繊維、その製造方法及びタイヤコード用処理コード |
| US4909976A (en) * | 1988-05-09 | 1990-03-20 | North Carolina State University | Process for high speed melt spinning |
-
1991
- 1991-04-10 CA CA002040133A patent/CA2040133A1/en not_active Abandoned
- 1991-04-22 ZA ZA912978A patent/ZA912978B/xx unknown
- 1991-04-29 AU AU76252/91A patent/AU643641B2/en not_active Ceased
- 1991-05-07 BR BR919101847A patent/BR9101847A/pt unknown
- 1991-05-09 DE DE69126914T patent/DE69126914T2/de not_active Expired - Fee Related
- 1991-05-09 EP EP91304190A patent/EP0456496B1/en not_active Expired - Lifetime
- 1991-05-09 PT PT97627A patent/PT97627A/pt not_active Application Discontinuation
- 1991-05-09 AT AT91304190T patent/ATE155829T1/de not_active IP Right Cessation
- 1991-05-10 CN CN91103045A patent/CN1056541A/zh active Pending
- 1991-05-10 KR KR1019910007573A patent/KR100208055B1/ko not_active Expired - Fee Related
- 1991-05-10 NO NO91911820A patent/NO911820L/no unknown
- 1991-05-13 JP JP3107511A patent/JPH04228607A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101298703B (zh) * | 2008-06-19 | 2012-02-08 | 浙江海利得新材料股份有限公司 | 单头纺高模量低收缩聚酯工业长丝生产工艺 |
| CN104831378A (zh) * | 2015-04-09 | 2015-08-12 | 无锡金通化纤有限公司 | 去除纤维丝条表面低分子附着物的装置及方法 |
| CN104831378B (zh) * | 2015-04-09 | 2017-05-31 | 无锡金通化纤有限公司 | 去除纤维丝条表面低分子附着物的装置及方法 |
| CN112955588A (zh) * | 2018-10-10 | 2021-06-11 | 赢创运营有限公司 | 熔体拉伸的聚酰胺长丝 |
| CN112955588B (zh) * | 2018-10-10 | 2024-01-05 | 赢创运营有限公司 | 熔体拉伸的聚酰胺长丝 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0456496A2 (en) | 1991-11-13 |
| NO911820D0 (no) | 1991-05-10 |
| NO911820L (no) | 1991-11-12 |
| ZA912978B (en) | 1992-12-30 |
| BR9101847A (pt) | 1991-12-17 |
| KR910020206A (ko) | 1991-12-19 |
| EP0456496B1 (en) | 1997-07-23 |
| CA2040133A1 (en) | 1991-11-12 |
| PT97627A (pt) | 1993-08-31 |
| AU7625291A (en) | 1991-11-14 |
| JPH04228607A (ja) | 1992-08-18 |
| KR100208055B1 (ko) | 1999-07-15 |
| AU643641B2 (en) | 1993-11-18 |
| ATE155829T1 (de) | 1997-08-15 |
| EP0456496A3 (en) | 1992-04-29 |
| DE69126914T2 (de) | 1998-01-02 |
| DE69126914D1 (de) | 1997-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5049447A (en) | Polyester fiber for industrial use and process for preparation thereof | |
| CN1184365C (zh) | 聚对苯二甲酸亚丙基酯短纤维的制造方法以及聚对苯二甲酸亚丙基酯短纤维、纱线和织物 | |
| CN1247834C (zh) | 用于轮胎帘布的聚酯多纤维纱线、浸渍帘线及其生产方法 | |
| CN1671897A (zh) | 通过高速纺丝制备高抗拉强度聚酰胺单纤维的方法和装置 | |
| CN1056542A (zh) | 一种用于纺制合成可熔纺聚合物的设备 | |
| US5186879A (en) | Spinning process for producing high strength, high modulus, low shrinkage yarns | |
| CN1609300A (zh) | 低收缩聚酰胺纤维及使用该纤维的气囊用无涂层织物 | |
| CN1768171A (zh) | 聚三亚甲基对苯二甲酸酯中空复合短纤维及其生产方法 | |
| US5238740A (en) | Drawn polyester yarn having a high tenacity and high modulus and a low shrinkage | |
| CN1056541A (zh) | 一种用于生产高强度、高模量、低收缩合成长丝的纺丝工艺 | |
| CN1171138A (zh) | 制造连续聚酯长丝纱的方法 | |
| CN100342067C (zh) | 高强度低收缩的聚酯拉伸纱线、其制造方法、由其制得的织物以及涂覆聚氯乙烯的织物 | |
| CN1898420A (zh) | 聚酯纤维的制造方法及熔融纺丝用喷丝头 | |
| CN111719192A (zh) | 一种锦纶66抗静电纤维的生产方法及系统 | |
| CN1536104A (zh) | 细旦聚酯中空长丝纺制方法及制得的长丝 | |
| CN1225142A (zh) | 超取向结晶长丝及其制造方法 | |
| CN1056543A (zh) | 具有高强度、高起始模量和低缩率的聚酯拉伸丝 | |
| CN1056540A (zh) | 一种小结晶、高取向度的聚酯初纺丝 | |
| CN1296089A (zh) | 变径热管及使用该热管的纺丝装置和纺丝方法 | |
| CN1306078C (zh) | 一种细旦聚酯预延伸丝的制造方法 | |
| KR0160464B1 (ko) | 폴리에스터 산업용 원사 및 그의 제조방법 | |
| KR100484119B1 (ko) | 폴리에스터마이크로필라멘트사의제조방법 | |
| JPH0532492B2 (zh) | ||
| JPH0532491B2 (zh) | ||
| JPH062209A (ja) | ゴム補強用ポリエステル繊維の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C01 | Deemed withdrawal of patent application (patent law 1993) | ||
| WD01 | Invention patent application deemed withdrawn after publication |