Smoking product rolling method and smoking product
Technical Field
The invention relates to the technical field of cigarettes, in particular to a smoking product rolling method and a smoking product.
Background
At present, most of the production of smoking articles is formed by twisting and connecting a smoking section and a suction section by using forming paper, wherein the forming paper is a material commonly used in the industry and is usually selected as tipping paper. And the paper is typically wrapped completely around the smoking section and partially around the smoking section.
The smoking segment may be formed from a sheet of tobacco material wrapped, folded or otherwise gathered generally transversely relative to the cylindrical axis of the rod; or the tobacco can be made by rolling strips or filaments cut from tobacco materials, namely rolling in a disordered filling mode. However, when the smoking section is rolled in a disordered filling mode, the smoking section is rolled by adopting the traditional rubbing and connecting process, so that the cigarette ends are inevitably empty, and the smoking taste is influenced.
In addition, the existing twisting and connecting process also has the problems of poor flatness of the fuming section, easy liquid seepage of the fuming section, poor aesthetic property and the like.
Disclosure of Invention
The invention aims to provide a smoking product rolling method, which aims to prevent cigarette loose ends and improve the ordering of tobacco material arrangement.
It is another object of the present invention to provide a smoking article that is free of cigarette ends and has a good smoking experience.
The technical problem to be solved by the invention is realized by adopting the following technical scheme.
The invention provides a smoking product rolling method, which comprises the following steps:
wrapping the tobacco material with a first forming paper to form a cylindrical smoking section;
rolling the filter stick by using second forming paper to form a suction section;
and rubbing the smoking section and the suction section by using third forming paper, wherein the third forming paper completely covers the smoking section.
The invention also provides a smoking article prepared by applying the smoking article rolling method.
The embodiment of the invention provides a smoking product rolling method which has the beneficial effects that: by improving the rolling mode of the smoking article, when the third forming paper is used for wrapping after the smoking section and the suction section are formed, the third forming paper wraps the smoking section completely. By adopting the forming method provided by the invention, the cigarette loose end phenomenon can be effectively avoided, the strip or filiform tension can be effectively eliminated, and the flatness of the end face of the smoking section is enhanced. The invention also provides a smoking product which is prepared by adopting the rolling method, and has no smoke and empty head phenomenon and good smoking taste of cigarettes.
Drawings
In order to more clearly illustrate the technical solutions of the embodiments of the present invention, the drawings needed to be used in the embodiments will be briefly described below, it should be understood that the following drawings only illustrate some embodiments of the present invention and therefore should not be considered as limiting the scope, and for those skilled in the art, other related drawings can be obtained according to the drawings without inventive efforts.
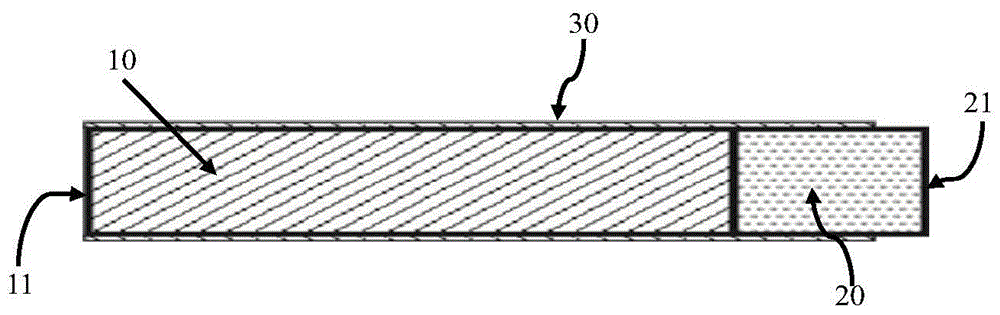
Fig. 1 is a schematic structural view of a smoking article provided by an embodiment of the present invention.
Icon: 10-a smoke generation section; 11-a first forming paper; 20-a suction section; 21-a second forming paper; 30-third forming paper.
Detailed Description
In order to make the objects, technical solutions and advantages of the embodiments of the present invention clearer, the technical solutions in the embodiments of the present invention will be clearly and completely described below. The examples, in which specific conditions are not specified, were conducted under conventional conditions or conditions recommended by the manufacturer. The reagents or instruments used are not indicated by the manufacturer, and are all conventional products available commercially.
The following provides a specific description of a smoking article rolling method and a smoking article according to embodiments of the present invention.
The embodiment of the invention provides a smoking article rolling method, which comprises the following steps:
s1 preparation of smoking segment
The first forming paper is adopted to wrap the tobacco material to form a columnar smoking section, the tobacco material can be a common material for cigarettes, the forming mode of the smoking section can be various, and the tobacco material is wrapped to form a column shape.
In particular, the tobacco material in the smoking segment is in the form of a sheet, a strip or a thread, the strip typically being formed by pleating or cutting the sheet. The tobacco material can be any one or more of tobacco shred, cut stem, natural tobacco leaf or reconstituted tobacco leaf slice. The reconstituted tobacco sheet is a tobacco sheet produced by using tobacco waste materials such as tobacco stems, tobacco powder, fragments, waste and inferior tobacco leaves and the like as basic raw materials through processes such as a paper making method, a thick pulp method, a rolling method, a dry method and the like, and is an existing material. It should be added that the method for preparing reconstituted tobacco sheets is not limited to the above-described method.
In some embodiments, the smoking segment is formed by wrapping or folding the tobacco material about the cylinder axis in a transverse direction and then wrapped with a first paper former to form a generally cylindrical rod.
In further embodiments, the smoking segment is formed by cutting tobacco material into strips or shreds and rolling the strips or shreds to a length of 0.5-20mm and a width of 0.2-2 mm. The rolling process may employ a cigarette maker or other device to roll using a first forming paper to ultimately form the randomly filled tobacco rod.
In further embodiments, the smoking segment is a filter rod gathered with a first forming paper; preferably, the smoking segment is formed by combining a plurality of filter sticks which are gathered and rolled by the first forming paper. For example, the smoking section is compounded with a cellulose hollow paper tube, or the smoking section is compounded with an acetate fiber hollow special-shaped filter stick.
Preferably, the smoking segment has a length of 10-80mm and the first paper is an oil-resistant paper that is effective to prevent liquid leakage from being suitable for use as the paper for the smoking segment.
S2 preparation of suction segment
And (3) rolling the filter stick by adopting second forming paper to form a suction section, wherein the type and forming mode of the filter stick are not limited, and the filter stick can be rolled into a rod shape.
Specifically, the filter stick adopted by the suction section is an acetate fiber filter stick; preferably, the filter stick adopted by the suction section is formed by compounding an acetate fiber filter stick and one or more functional filter sticks, wherein the functional filter stick is made of a material selected from a polymer emulsion film material, a polyethylene film material and a gel phase change material or a flavoring and cooling material of an aluminum foil interlayer. The materials are all the existing materials, for example, the gel phase-change material of the aluminum foil interlayer is formed by injecting the gel phase-change material on paper and then compounding the paper with the aluminum foil interlayer. The flavoring and cooling material is prepared from at least one of polyethylene, polypropylene, polylactic acid, polycaprolactone, cellulose acetate and edible gum. More preferably, the filter stick adopted by the suction section is a ternary filter stick formed by compounding an acetate fiber filter stick, a cooling section filter stick and a cellulose hollow paper tube.
In particular, the overall length of the suction section is 5-50mm and the second paper is tipping paper, so as to avoid saliva wetting the paper during suction.
S3, twisting and forming
And rubbing the smoking section and the suction section by using third forming paper, wherein the third forming paper completely covers the smoking section. The inventors have found that having the third paper form fully enwrap the smoking section when the smoking section and the suction section are spliced has the following advantages: (1) by adopting the rolling process, aiming at the smoking section rolled in the disordered filling mode, strips or filaments cut from tobacco materials can be flattened in the twisting and connecting process, the orderliness of the strip or filament arrangement is improved, and cigarette loose ends are avoided. (2) The tension of the strips or filaments can be effectively eliminated, and the flatness of the end face of the smoking section is enhanced. (3) No matter what kind of mode preparation is the section of being fuming, adopt this system technology of rolling up, still can prevent the weeping, guarantee that the outward appearance is pleasing to the eye. Particularly, the rolling process can be adopted for heating type smoking products, and the heat preservation function can be added; the manufactured smoking article can effectively adapt to needle type, sheet type and other internal heating modes and external heating modes.
In some embodiments, the third forming paper fully envelopes the suction segment. In further embodiments, the third forming paper partially envelopes the suction segment. The suction section can adopt the two coating modes, and the technical effect of avoiding cigarette loose ends can be achieved. Generally, it is preferred that the third forming paper covers from 5% to 95% of the length of the suction zone.
In particular, the third paper is tipping paper, which avoids saliva wetting the paper during the suction process.
The embodiment of the invention also provides a smoking article which is prepared by applying the rolling method of the smoking article. The smoking article has the advantages that the cigarette end missing phenomenon can not occur, the smoothness of the end face of the smoking section is good, and the smoking taste is good.
Referring to fig. 1, the smoking article comprises a smoking segment 10 wrapped with a first paper 11, a smoking segment 20 wrapped with a second paper 21, the smoking segment 10 and the smoking segment 20 being wrapped with a third paper 30, and the third paper 30 wrapping the smoking segment 10 entirely and the smoking segment 20 partially or entirely. The length of the smoking article is 10-80mm, the length of the smoking section is 10-80mm, the length of the suction section is 5-50mm, and the width of the tipping paper for twisting and splicing is 15-100 mm.
The features and properties of the present invention are described in further detail below with reference to examples.
Example 1
The present embodiments provide a method of rolling a smoking article comprising the steps of:
the smoking section is formed by cutting a reconstituted tobacco thin sheet into strips with the length of 8mm and the width of 1.2mm, rolling the strips into tobacco strips which are filled disorderly through a cigarette making machine, and wrapping the tobacco strips into a cylindrical smoking section through first forming paper. And rolling the acetate fiber filter stick by using second forming paper to form a suction section. And twisting and connecting the smoking section and the suction section into cigarettes with double cigarette lengths by adopting third forming paper with the width of 68mm, and after the cigarettes with double cigarette lengths are cut twice, completely coating the smoking section with the third forming paper, wherein the third forming paper coats the suction section by 25%. Wherein, first forming paper is grease proofing forming paper, and second forming paper and third forming paper are the tipping paper, and smoking article length is 40mm in the finished product of smoking, and the smoking section length is 32mm, and the suction segment length is 8 mm.
Example 2
The present embodiments provide a method of rolling a smoking article comprising the steps of:
the smoking segment is formed by wrapping the sheet tobacco material about the rod generally transversely of the cylinder axis to gather. And rolling the acetate fiber filter stick and the filter stick made of the polyethylene material by adopting second forming paper to form a suction section with a composite filter stick structure. And twisting and connecting the smoking section and the suction section into cigarettes with double cigarette lengths by adopting third forming paper with the width of 88mm, and after the cigarettes with double cigarette lengths are cut twice, completely coating the smoking section with the third forming paper, wherein the smoking section is coated with 88.2 percent of the third forming paper. Wherein the first forming paper is an oil-proof forming paper, the second forming paper and the third forming paper are tipping paper, the length of the smoking article in the finished smoking product is 48mm, the length of the smoking segment is 14mm, and the length of the suction segment is 34 mm.
Example 3
The present embodiments provide a method of rolling a smoking article comprising the steps of:
the smoking section is formed by cutting a reconstituted tobacco thin sheet into strips with the length of 5mm and the width of 0.8mm, rolling the strips into tobacco strips which are filled disorderly through a cigarette making machine, and wrapping the tobacco strips into a cylindrical smoking section through first forming paper. And rolling the filter stick made of the acetate fiber filter stick and the gel phase change material of the aluminum foil interlayer by adopting second forming paper to form a suction section with a composite filter stick structure. And twisting and connecting the smoking section and the suction section into cigarettes with double cigarette lengths by adopting third forming paper with the width of 74mm, and after the cigarettes with double cigarette lengths are cut twice, completely coating the smoking section with the third forming paper, wherein the smoking section is coated with 75.8 percent of the third forming paper. Wherein the first forming paper is oil-proof forming paper, the second forming paper and the third forming paper are tipping paper, the length of the smoking article in the finished smoking product is 45mm, the length of the smoking segment is 12mm, and the length of the suction segment is 33 mm.
Example 4
The present embodiments provide a method of rolling a smoking article comprising the steps of:
the smoking section is formed by rolling tobacco shreds with the length of 1.5mm and the width of 0.5mm into disordered tobacco strips through a cigarette making machine and wrapping the tobacco strips into a cylindrical smoking section by adopting first forming paper. And rolling the cellulose hollow tube paper tube and the temperature reduction section filter stick made of the acetate fiber filter stick, the flavoring and temperature reduction material by adopting second forming paper to form a suction section with a ternary composite filter stick structure. And twisting and connecting the smoking section and the suction section into cigarettes with double cigarette lengths by adopting third forming paper with the width of 70mm, and after the cigarettes with double cigarette lengths are cut twice, completely coating the smoking section with the third forming paper, wherein the smoking section is coated with 61.8 percent of the third forming paper. Wherein the first forming paper is an oil-proof forming paper, the second forming paper and the third forming paper are tipping paper, the length of the smoking article in the finished smoking product is 48mm, the length of the smoking segment is 14mm, and the length of the suction segment is 34 mm.
Comparative example 1
This comparative example provides a method of rolling a smoking article having the same general steps as in example 1, except that the third paper wrapper fully encapsulates the smoking segment and partially encapsulates the smoking segment.
Comparative example 2
This comparative example provides a method of rolling a smoking article having the same general steps as in example 3, except that the third paper wrapper fully encapsulates the smoking segment and partially encapsulates the smoking segment.
Comparative example 3
This comparative example provides a method of rolling a smoking article having the same general steps as in example 4, except that the third paper wrapper fully encapsulates the smoking segment and partially encapsulates the smoking segment.
Test example 1
The cigarettes prepared in examples 1 to 4 and comparative examples 1 to 3 were subjected to measurement, and the presence or absence of the phenomenon of the false ends and the ordering of the arrangement of the tobacco materials were observed, and the results are shown in Table 1.
TABLE 1 order observations of cigarettes
According to experimental observation, aiming at the smoking section manufactured by the disordered filling mode, the rolling method provided by the embodiment of the invention can effectively avoid cigarette loose ends, and the ordering of the tobacco material arrangement is better.
In summary, the invention provides a smoking article rolling method, which improves the rolling manner of the smoking article, and enables the third forming paper to completely wrap the smoking segment when the third forming paper is used for wrapping after the smoking segment and the suction segment are formed. By adopting the forming method provided by the invention, the cigarette loose end phenomenon can be effectively avoided, the strip or filiform tension can be effectively eliminated, and the flatness of the end face of the smoking section is enhanced.
The invention also provides a smoking product which is prepared by adopting the rolling method, and has no smoke and empty head phenomenon and good smoking taste of cigarettes.
The embodiments described above are some, but not all embodiments of the invention. The detailed description of the embodiments of the present invention is not intended to limit the scope of the invention as claimed, but is merely representative of selected embodiments of the invention. All other embodiments, which can be derived by a person skilled in the art from the embodiments given herein without making any creative effort, shall fall within the protection scope of the present invention.