CN110698043B - 玻璃板成形装置及方法 - Google Patents
玻璃板成形装置及方法 Download PDFInfo
- Publication number
- CN110698043B CN110698043B CN201911148997.4A CN201911148997A CN110698043B CN 110698043 B CN110698043 B CN 110698043B CN 201911148997 A CN201911148997 A CN 201911148997A CN 110698043 B CN110698043 B CN 110698043B
- Authority
- CN
- China
- Prior art keywords
- glass
- distributor
- width
- distributor box
- flow
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B17/00—Forming molten glass by flowing-out, pushing-out, extruding or drawing downwardly or laterally from forming slits or by overflowing over lips
- C03B17/06—Forming glass sheets
- C03B17/061—Forming glass sheets by lateral drawing or extrusion
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Surface Treatment Of Glass (AREA)
Abstract
本发明属于玻璃板制造技术领域,具体公开了一种制作成本较低且成形出的玻璃板质量较好的玻璃板成形装置及方法。该玻璃板成形装置包括供料管、流量横向分配器和唇砖。其中,流量横向分配器和唇砖的主体均由简单的几何结构构成,因此使得该玻璃板成形装置的结构相对简单、制作难度小、制作成本较低;而且,通过流量横向分配器的分配器箱体,能够使得从流量横向分配器中流出的玻璃液的沿水平横向均匀分布,保证玻璃液厚薄均匀,同时通过唇砖可使得流出水平流出口的玻璃液能够在其摊平溢流面上持续摊平,并在玻璃液表面张力作用下形成具有良好特性的表面,且使得玻璃液膜厚度更均一,从而成形出表面质量优异且厚度偏差较小的玻璃板。
Description
技术领域
本发明属于玻璃板制造技术领域,具体涉及一种玻璃板成形装置及方法。
背景技术
随着科技的日益进步与创新,越来越多的场合产生了对高品质的光学与电子玻璃板的需求,例如:特种光学玻璃薄片、滤光片、TFT玻璃基板、玻璃盖板、晶元基板等。面对多品种高质量玻璃板产品的需求,适用于小玻璃流量与多玻璃牌号品种的玻璃板成形技术的需求顺应而生。另外,对于某些应用场合需求的高品质玻璃板,二次表面冷加工已被要求减少甚至不被允许。
为使制造的玻璃板达到高品质的表面与厚度均一的成形效果,目前公认最好的成形技术是溢流下拉法,其次是狭缝下拉法。
溢流下拉法是指熔融的玻璃液通过出料管输送到楔形截面形状的成型装置中,玻璃液从成型装置的凹槽两侧溢流,通过成型装置的顶部,然后沿着成型装置的两侧壁面流下,在成型装置底部两侧壁交汇的地方融合在一起形成玻璃带,最后形成玻璃板的方法;溢流过程中玻璃液在表面张力作用下能够形成良好的表面特性,从而成型出表面质量优异且厚度偏差较小的玻璃板。但是,溢流下拉法所需采用的溢流成型装置,由于材质昂贵、精度要求高、溢流结构加工难度大,因此制作费用相当高,一般TFT溢流成形槽的使用1.5~2年才能抵消制作成本,不适用于成形多玻璃品种的情况。
狭缝下拉法是指熔融的玻璃液通过出料管输送到在底部具有长孔状狭缝的成型装置中,玻璃液从成型装置底部的长孔状狭缝中流出形成玻璃带,玻璃带在经过输送路径冷却、成型为玻璃板的方法。虽然狭缝下拉法所需采用的狭缝成型装置,结构相对简单、制作难度不大、制作成本相对较低,但是其成形出的玻璃板表面品质逊色于溢流下拉法成形的玻璃板。
发明内容
本发明要解决的技术问题是提供一种制作成本较低且成形出的玻璃板质量较好的玻璃板成形装置。
本发明解决其技术问题所采用的技术方案是:玻璃板成形装置,包括供料管,还包括流量横向分配器和唇砖;所述流量横向分配器包括具有进料口和水平流出口的分配器箱体,所述分配器箱体包括倾斜的底面,所述水平流出口位于底面的倾斜上端,所述分配器箱体的宽度由水平流出口的喷液方向从前往后逐渐增大;所述供料管设置在流量横向分配器的上侧并与分配器箱体的进料口相对应;所述唇砖上设有倾斜的摊平溢流面,所述摊平溢流面的倾斜上端与水平流出口的喷口对应设置。
进一步的是,所述分配器箱体还包括倾斜的顶面,所述顶面的倾斜度小于底面的倾斜度。
进一步的是,所述分配器箱体的整体平均水力直径 满足以下公式:
满足以下公式:



其中,LT为分配器箱体的长度;L为积分变量;Dh是沿分配器箱体的长度方向不同位置的水力直径;WO为分配器箱体的宽度最小值;We为分配器箱体的宽度最大值,其也表示为水平流出口的宽度或摊平溢流面的宽度;ZO为分配器箱体的高度最大值;Ze为分配器箱体的高度最小值,其也表示为水平流出口的高度。
进一步的是,所述水平流出口的喷口高度Ze满足以下公式:
Ze≥δ;

其中,δ为摊平溢流面上玻璃液膜厚度的计算值;η为玻璃液在摊平溢流面上的黏度;Q为玻璃液的流量;ρ为玻璃密度;g为重力加速度; 为摊平溢流面的倾斜角度。
为摊平溢流面的倾斜角度。
进一步的是,还包括减薄器,所述减薄器设置在摊平溢流面的倾斜下端的两侧。
进一步的是,还包括成形控制辊,所述成形控制辊设置在减薄器的下侧;根据以下公式控制成形控制辊的线速度Vr的步骤;


其中,Hn和Wn分别离开减薄器时玻璃液膜的厚度与宽度;Hd和Wd分别为接触成形控制辊时玻璃液膜的厚度与宽度;ω为成形控制辊的角速度;r为成形控制辊的半径;Q为玻璃液的流量;ρ为玻璃密度。
进一步的是,所述分配器箱体和水平流出口的顶部均为开口;所述分配器箱体的整体平均水力直径 满足以下公式:
满足以下公式:



其中,LT为分配器箱体的长度;L为积分变量;Dh是沿分配器箱体的长度方向不同位置的水力直径;WO为分配器箱体的宽度最小值;We为分配器箱体的宽度最大值,其也表示为水平流出口的宽度或摊平溢流面的宽度;ZO为分配器箱体的高度最大值;Ze为分配器箱体的高度最小值,其也表示为水平流出口的高度。
进一步的是,还包括厚板成形槽,所述厚板成形槽包括底模和设置在底模宽度方向两侧的侧模,所述底模的进料端与摊平溢流面的倾斜下端连接。
本发明还提供了一种成形质量更好的玻璃板成形方法,该方法采用包括有供料管、流量横向分配器、唇砖、减薄器和成形控制辊的玻璃板成形装置来制造厚度为0.05~2mm的薄型玻璃板,采用包括有供料管、流量横向分配器、唇砖和厚板成形槽的玻璃板成形装置来制造厚度大于2mm的厚型玻璃板。
进一步的是,包括根据以下公式控制流量横向分配器中达到相应玻璃液流量Q所需的压差h(Dh)的步骤;

其中,η为玻璃液在流量横向分配器中的黏度;Q为玻璃液的流量;ρ为玻璃密度;g为重力加速度。
本发明的有益效果是:该玻璃板成形装置主要由供料管、流量横向分配器和唇砖构成,其中供料管为现有部件,并且流量横向分配器和唇砖的主体均由简单的几何结构构成,因此使得该玻璃板成形装置的结构相对简单、制作难度小、制作成本较低;而且,通过具有倾斜底面和底面倾斜上端设有水平流出口的分配器箱体,能够使得从流量横向分配器中流出的玻璃液的沿水平横向均匀分布,保证玻璃液厚薄均匀,同时通过设置具有倾斜的摊平溢流面的唇砖,可使得流出水平流出口的玻璃液能够在摊平溢流面上持续摊平,并在玻璃液表面张力作用下形成具有良好特性的表面,且使得玻璃液膜厚度更均一,从而成形出表面质量优异且厚度偏差较小的玻璃板。
附图说明
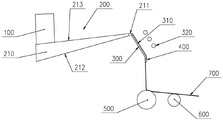
图1是本发明一种实施方式的三维结构示意图;
图2是图1实施方式的侧视结构示意图;
图3是图1实施方式中流量横向分配器的内流场水力直径计算示意图;
图4是本发明另一种实施方式的三维结构示意图;
图5是图4实施方式的侧视结构示意图;
图6是图4实施方式中流量横向分配器的内流场水力直径计算示意图;
图中标记为:供料管100、流量横向分配器200、分配器箱体210、水平流出口211、底面212、顶面213、唇砖300、摊平溢流面310、辅助加热元件320、减薄器400、成形控制辊500、牵引辊600、玻璃板700、厚板成形槽800、底模810、侧模820;
图3和图6中的箭头方向表示玻璃液的流向。
具体实施方式
下面结合附图对本发明作进一步的说明。
结合图1、图2、图4和图5所示,玻璃板成形装置,包括供料管100,还包括流量横向分配器200和唇砖300;所述流量横向分配器200包括具有进料口和水平流出口211的分配器箱体210,所述分配器箱体210包括倾斜的底面212,所述水平流出口211位于底面212的倾斜上端,所述分配器箱体210的宽度由水平流出口211的喷液方向从前往后逐渐增大;所述供料管100设置在流量横向分配器200的上侧并与分配器箱体210的进料口相对应;所述唇砖300上设有倾斜的摊平溢流面310,所述摊平溢流面310的倾斜上端与水平流出口211的喷口对应设置。
其中,供料管100主要用于与熔炼设备连接并向流量横向分配器200中供给玻璃液,其在流量横向分配器200的上侧可以是竖直设置,也可以是倾斜设置;供料管100通常由铂族贵金属材料制成,例如:钌、铑、钯、锇、铱、铂等,优选由铂金材料制成。
流量横向分配器200主要用于水平横向均匀分布玻璃液的流量,其主体为分配器箱体210;具有倾斜底面212的分配器箱体210,一方面利于存储玻璃液并消减玻璃液的中间流速,另一方面能够对玻璃液导流和初步成形;使水平流出口211位于底面212的倾斜上端的目的是为了进一步减缓玻璃液在横向方向流量分布不均;同时,由于分配器箱体210的宽度是由水平流出口211的喷液方向从前往后逐渐增大,因此可使得从供料管100流入该流量横向分配器200中的玻璃液流向水平流出口211的过程中逐渐趋于扁平,最后从水平流出口211流出成形为带状的玻璃液。通常底面212的倾斜幅度与玻璃液黏度成正比,即玻璃液黏度越大倾斜幅度越大。
通常分配器箱体210的宽度为沿水平流出口211的喷液方向横向逐渐增大,高度为沿水平流出口211的喷液方向纵向逐渐缩小的变形管道式箱体,其横截面为规则形状,优选为矩形;分配器箱体210可以为多种材料制作,若采用直接加热,分配器箱体210通常由铂族贵金属材料制成,优选由铂金材料制成;若采用间接加热,分配器箱体210通常由耐火耐腐蚀的非金属材料制成,优选由抗侵蚀砖制成。为了保持分配器箱体210内玻璃液的流动性,流量横向分配器200还包括有用于对分配器箱体210内的玻璃液进行加热的加热装置;加热装置可以为多种,例如:加热棒、电热丝等。
根据流量横向分配器200的分配器箱体210的顶部是否为开口,将玻璃板成形装置分为封闭式和开放式两种。封闭式的玻璃板成形装置主要用于制造厚度为0.05~2mm的薄型玻璃板700;薄型玻璃板700的成形是利用重力提供稳定持续的拉引力使其拉薄成形。开放式的玻璃板成形装置主要用于制造厚度大于2mm的厚型玻璃板700,厚型玻璃板700的成形是阻断向下拉引力,利用厚板成形槽800以堆积方式成形目标厚度的玻璃厚板。
本发明所提供的玻璃板成形装置适用于玻璃小流量与多牌号品种玻璃板的制造;当玻璃成形温度为1100℃以下时,偏向于选择开放式的玻璃板成形装置;当玻璃成形温度为1100℃以上时,偏向于选择封闭式的玻璃板成形装置。开放式的流量横向分配器200通常都是使用铂金制作,并对其底部和侧边直接加热;而流量横向分配器200敞开的顶部通常使用碳棒辅助加热,以确保其内的玻璃液温度均匀。封闭式的流量横向分配器200通常都是使用铂金制作,并对其四周直接加热;因四周均是加热端,可确保流量横向分配器200内的玻璃液温度均匀。上述的温度分界只是用来说明成形玻璃温度越高时,应偏向于采用封闭式的流量横向分配器200;若玻璃液的挥发腐蚀性强时,则一律使用封闭式的流量横向分配器200,就不以成形温度高低来区分。
优选的,结合图1和图2所示,封闭式的玻璃板成形装置,其所包括的流量横向分配器200的分配器箱体210还包括倾斜的顶面213,所述顶面213的倾斜度小于底面212的倾斜度。该结构的顶面213能够更好地导流和成形玻璃液,以进一步提高玻璃液水平横向均匀分布的效果。
由于分配器箱体210是截面为规则形状的变形管道式箱体,因此可以利用流体力学中黏性圆管流进行计算,并利用水力直径的方法确定其横向尺寸;结合图3所示,为了有效控制玻璃液在封闭式流量横向分配器200中的流量,通常使分配器箱体210的整体平均水力直径 满足以下公式:
满足以下公式:



其中,LT为分配器箱体210的长度;L为积分变量;Dh是沿分配器箱体210的长度方向不同位置的水力直径;WO为分配器箱体210的宽度最小值;We为分配器箱体210的宽度最大值,其也表示为水平流出口211的宽度或摊平溢流面310的宽度;ZO为分配器箱体210的高度最大值;Ze为分配器箱体210的高度最小值,其也表示为水平流出口211的高度。
在上述基础上,再结合图1和图3所示,为了进一步减缓玻璃液在横向方向流量分布不均,水平流出口211的喷口高度Ze要越小越好;但又为了避免水平流出口211的喷口出现沾黏玻璃液的现象,保证玻璃板成形上表面的质量,水平流出口211的喷口高度Ze应不小于唇砖300的摊平溢流面310上玻璃液膜厚度δ;具体的,水平流出口211的喷口高度Ze满足以下公式:
Ze≥δ;

其中,δ为摊平溢流面310上玻璃液膜厚度的计算值;η为玻璃液在摊平溢流面310上的黏度;Q为玻璃液的流量;ρ为玻璃密度;g为重力加速度; 为摊平溢流面310的倾斜角度。
为摊平溢流面310的倾斜角度。
结合图1和图2所示,封闭式的玻璃板成形装置,其所包括的唇砖300通常由耐火材料制成,主要用于持续摊平在摊平溢流面310上的玻璃液膜,以获得良好的表面特性和均一的厚度。通常使摊平溢流面310的倾斜上端与水平流出口211平滑过渡连接。唇砖300还需对其上玻璃液进行加热;一般可在摊平溢流面310上采用包覆、电镀或贴合等方式设置一层铂族贵金属层,并通过加热装置直接加热;还可以如图1和图2所示在唇砖300上设置与摊平溢流面310相对应的辅助加热元件320,所述辅助加热元件320为辐射加热元件;利用辅助加热元件320发出的辐射热对摊平溢流面310上的玻璃液膜进行加热并火抛光玻璃液膜表面,形成近乎完美的玻璃液面;为达到均匀的加热和火抛光效果,辅助加热元件320通常沿摊平溢流面310的宽度方向设置;优选的,辅助加热元件320至少为两个,并沿摊平溢流面310的倾斜方向间隔分布;辅助加热元件320可以为多种,例如:辐射加热管、硅碳棒等。
摊平溢流面310的倾斜角度 的范围一般为
的范围一般为 根据摊平溢流面310上玻璃液膜厚度的计算公式可知,当摊平溢流面310的倾斜角度
根据摊平溢流面310上玻璃液膜厚度的计算公式可知,当摊平溢流面310的倾斜角度 越大,摊平溢流面310上玻璃液膜厚度δ会越小,所以在拉制玻璃板时
越大,摊平溢流面310上玻璃液膜厚度δ会越小,所以在拉制玻璃板时 应该越大越好,但一般情况而言,不应取最大极值;同时,
应该越大越好,但一般情况而言,不应取最大极值;同时, 的取值还与玻璃液在摊平溢流面310上的黏度η有关,由于玻璃液黏度越大所需火抛光的时间越长,即当玻璃液黏度越大时
的取值还与玻璃液在摊平溢流面310上的黏度η有关,由于玻璃液黏度越大所需火抛光的时间越长,即当玻璃液黏度越大时 应取较值,因此有必要增长玻璃液在摊平溢流面310上的停留时间。为了兼顾玻璃板的厚度和表面质量,摊平溢流面310的倾斜角度
应取较值,因此有必要增长玻璃液在摊平溢流面310上的停留时间。为了兼顾玻璃板的厚度和表面质量,摊平溢流面310的倾斜角度 的取值范围优选为
的取值范围优选为
具体的,再如图1和图2所示,封闭式的玻璃板成形装置还包括减薄器400,所述减薄器400设置在摊平溢流面310的倾斜下端的两侧。减薄器400是用来防止玻璃薄膜离开唇砖300后宽度方向急剧收缩,同时藉由其使玻璃液等宽度向下流过减薄器400,减少之前玻璃板成形的厚度,并保证玻璃板成形的宽度。减薄器400通常由铂族贵金属材料或硬质耐火材料制作,其一般安装连接在摊平溢流面310倾斜下端的两侧边部。减薄器400在玻璃液膜运动方向的长度Ls满足以下公式:

其中,C(m,ρ,W)为玻璃质量流率、玻璃液密度、摊平溢流面310宽度的函数;ρ为玻璃密度;m为玻璃液质量流率;g为重力加速度;η为玻璃液黏度;Hi=δ为玻璃液膜进入减薄器400的初始厚度,Hn为玻璃液膜离开减薄器400的厚度。
作为本发明的一种优选方案,再如图1和图2所示,封闭式的玻璃板成形装置还包括成形控制辊500,所述成形控制辊500设置在减薄器400的下侧。成形控制辊500通常由陶瓷或耐热金属材料制成,其表面需精加工处理;通过调节成形控制辊500的位置与转速,能够进一步控制玻璃板成形的宽度与厚度。成形控制辊500一般通过位置调节装置可转动地安装,通过位置调节装置能够上、下、前、后调整成形控制辊500的位置;位置调节可以为多种,例如:由竖向伸缩缸和前后伸缩缸构成的装置、由前后滑轨、可滑动地设置在前后滑轨上的上下滑轨及可滑动地设置在上下滑轨上的连接滑块构成的装置等;成形控制辊500的位置与转速通常由PLC控制器控制的伺服驱动器进行驱动。成形控制辊500通常还具有水冷或气冷等冷却工艺调整功能。
由于玻璃液在减薄器400下方至成形控制辊500的上方区域是玻璃板的成形区,此区玻璃受重力、表面张力、黏度与冷却成形工艺等综合参数所影响,该区的长度Lf一般根据玻璃牌号的黏度、表面张力特性与其冷却成形工艺等因素进行确定;在拉薄的过程中同时玻璃板宽也在同时收缩,结合流体力学的知识和O.S.NARAYANASWAMY(O.S.纳拉亚纳斯瓦米)在“A One-Dimensional Model of Stretching Float Glass(浮法玻璃一维拉薄模型)”一文中提到的一维拉薄理论,可推导得到以下公式;

成形控制辊500的线速度Vr需满足:

其中,Hn和Wn分别离开减薄器400时玻璃液膜的厚度与宽度;Hd和Wd分别为接触成形控制辊500时玻璃液膜的厚度与宽度;ω为成形控制辊500的角速度;r为成形控制辊500的半径;Q为玻璃液的流量;ρ为玻璃密度。
在上述基础上,一般还根据玻璃牌号的黏度、表面张力特性与其冷却成形工艺等因素控制成形控制辊500上下前后位置,以实现玻璃板的成形区的调节。
优选的,上述的玻璃板成形装置还包括牵引辊600,所述牵引辊600设置在成形控制辊500牵引方向的后侧。牵引辊600能够沿牵引方向前后运动;通过牵引辊600的牵引作用能够有效拉制成形玻璃板,提高生产效率。
优选的,结合图4和图5所示,开放式的玻璃板成形装置,其所包括的流量横向分配器200的分配器箱体210和水平流出口211的顶部均为开口;结合图6所示,为了有效控制玻璃液在开放式流量横向分配器200中的流量,通常使分配器箱体210的整体平均水力直径 满足以下公式:
满足以下公式:



其中,LT为分配器箱体210的长度;L为积分变量;Dh是沿分配器箱体210的长度方向不同位置的水力直径;WO为分配器箱体210的宽度最小值;We为分配器箱体210的宽度最大值,其也表示为水平流出口211的宽度或摊平溢流面310的宽度;ZO为分配器箱体210的高度最大值;Ze为分配器箱体210的高度最小值,其也表示为水平流出口211的高度。
作为本发明的一种优选方案,再如图4和图5所示,开放式的玻璃板成形装置还包括厚板成形槽800,所述厚板成形槽800包括底模810和设置在底模810宽度方向两侧的侧模820,所述底模810的进料端与摊平溢流面310的倾斜下端连接。唇砖300在堆积成形厚型玻璃板700时已不具任何摊平作用,在积厚成形过程中,唇砖300仅存在消除流动死区的功能;所以唇砖300高度应大于所成形玻璃板的厚度,但不宜过大。厚板成形槽800是厚型玻璃板700成形堆积作用发生的地方,厚板成形槽800通常由耐高温的钢材制成,厚板成形槽800内部具有冷却机构,冷却目的主要是使玻璃板尽快降温定型,也可以防止玻璃液沾黏厚板成形槽800。
优选的,上述的玻璃板成形装置还包括牵引辊600,所述牵引辊600设置在厚板成形槽800的出料端。牵引辊600能够沿牵引方向前后运动;通过牵引辊600的牵引作用能够有效拉制成形玻璃板700,提高生产效率。优选根据以下公式控制牵引辊600的线速度拉制厚型玻璃板700;

其中,H和W分别为接触厚板成形槽800时玻璃液膜的厚度与宽度;ω为牵引辊600的角速度;r为牵引辊600的半径;Q为玻璃液的流量;ρ为玻璃密度。
本发明还提供了一种玻璃板成形方法,该方法采用分配器箱210具有顶面213的封闭式的玻璃板成形装置来制造厚度为0.05~2mm的薄型玻璃板700,采用分配器箱210的顶部为开口的开放式的玻璃板成形装置来制造厚度大于2mm的厚型玻璃板。
优选的,该玻璃板成形方法包括根据以下公式控制流量横向分配器200中达到相应玻璃液流量Q所需的压差h(Dh)的步骤;

其中,η为玻璃液在流量横向分配器200中的黏度;Q为玻璃液的流量;ρ为玻璃密度;g为重力加速度。
实施例1
利用物理模拟实验对本发明提供的封闭式玻璃板成形装置进行实验验证。在工况稳定的情况下,即模拟液流量、控制棍转速等保持稳定的情况下,对唇砖300的摊平溢流面310的上、中、下三个部分分别选取12个不同位置并其对模拟液液膜厚度进行了测量,每个位置多次测量并取平均值,测试数据及统计分析数据见表1。
表1:唇砖300的摊平溢流面310上不同位置的模拟液液膜厚度统计结果
| 位置 | 最大值 | 最小值 | 平均值 | 与设计值相对偏差 |
| 上部 | 2.47mm | 2.31mm | 2.38mm | -3.61% |
| 中部 | 2.45mm | 2.32mm | 2.39mm | -2.90% |
| 下部 | 2.41mm | 2.33mm | 2.37mm | -4.22% |
从以上数据可以看出,唇砖300的摊平溢流面310上不同位置的模拟液液膜平均厚度基本一致;12个测点,在摊平溢流面310上部的偏差最大,为-2.98%~3.75%,在摊平溢流面310下部的偏差最小,为-1.51%~1.87%,唇砖300对模拟液具有一定的摊平作用;摊平溢流面310上不同位置的模拟液液膜厚度平均值为2.38mm,比设计值2.47mm偏小了3.61%,产生误差的原因有很多种,例如:入口处的液位高度、模拟液的实际粘度、成形控制辊500对模拟液液膜的实际牵引速度、测量误差等。
通过该实验可以看出,经过流量横向分配器200对玻璃液的水平横向均匀分布作用及唇砖300的摊平作用,使得玻璃液膜厚度更均一,因而能够成形制造出厚度偏差非常小的玻璃板700,并且验证了摊平溢流面310上玻璃液膜厚度的计算公式在控制压差h(Dh)以保证玻璃液流量Q稳定的实用性。
实施例2
采用本发明提供的开放式玻璃板成形装置制作规格为800mm宽、20mm厚的玻璃板700,并开展热态试验进行了验证。在工况稳定的情况下,即玻璃流量、牵引辊转速(保持为32mm/min)等保持稳定的情况下,经过退火炉后,实际裁切厚玻璃板随机进行冷态量测板宽方向厚度沿板宽方向分别选取20个不同位置并对其厚度进行了测量,每个位置多次测量并取平均值,测试统计分析数据见表2。
表2:厚型玻璃板随机厚度量测统计结果
| 最大值 | 最小值 | 平均值 | 与设计值相对偏差 |
| 20.33mm | 19.72mm | 20.025mm | 0.125% |
从以上数据可以看出,上述冷态实验所产生误差相对较小,因为玻璃已固化成板,且在冷态下量测,量测误差大幅减小,另一个有利因素是堆积过程中拉引速度相对较慢,让玻璃液在厚板成形槽800内有时间持续调整摊平。
20个测点,玻璃板700厚度基本一致;可以看出,经过流量横向分配器200对玻璃液的水平横向均匀分布作用及厚板成形槽800的堆积作用,因而能够成形制造出厚度偏差非常小的厚型玻璃板700,并再次验证了计算公式在控制压差h(Dh)以保证玻璃液流量Q稳定的实用性。
Claims (10)
1.玻璃板成形装置,包括供料管(100),其特征在于:还包括流量横向分配器(200)和唇砖(300);所述流量横向分配器(200)包括具有进料口和水平流出口(211)的分配器箱体(210),所述分配器箱体(210)包括倾斜的底面(212),所述水平流出口(211)位于底面(212)的倾斜上端,所述分配器箱体(210)的宽度由水平流出口(211)的喷液方向从前往后逐渐增大;所述供料管(100)设置在流量横向分配器(200)的上侧并与分配器箱体(210)的进料口相对应;所述唇砖(300)上设有倾斜的摊平溢流面(310),所述摊平溢流面(310)的倾斜上端与水平流出口(211)的喷口对应设置。
2.如权利要求1所述的玻璃板成形装置,其特征在于:所述分配器箱体(210)还包括倾斜的顶面(213),所述顶面(213)的倾斜度小于底面(212)的倾斜度。
3.如权利要求2所述的玻璃板成形装置,其特征在于:所述分配器箱体(210)的整体平均水力直径 满足以下公式:
满足以下公式:



其中,LT为分配器箱体(210)的长度;L为积分变量;Dh是沿分配器箱体(210)的长度方向不同位置的水力直径;WO为分配器箱体(210)的宽度最小值;We为分配器箱体(210)的宽度最大值,其也表示为水平流出口(211)的宽度或摊平溢流面(310)的宽度;ZO为分配器箱体(210)的高度最大值;Ze为分配器箱体(210)的高度最小值,其也表示为水平流出口(211)的高度。
4.如权利要求2或3所述的玻璃板成形装置,其特征在于:所述水平流出口(211)的喷口高度Ze满足以下公式:
Ze≥δ;

其中,δ为摊平溢流面(310)上玻璃液膜厚度的计算值;η为玻璃液在摊平溢流面(310)上的黏度;Q为玻璃液的流量;ρ为玻璃密度;g为重力加速度; 为摊平溢流面(310)的倾斜角度。
为摊平溢流面(310)的倾斜角度。
5.如权利要求1、2或3所述的玻璃板成形装置,其特征在于:还包括减薄器(400),所述减薄器(400)设置在摊平溢流面(310)的倾斜下端的两侧。
6.如权利要求5所述的玻璃板成形装置,其特征在于:还包括成形控制辊(500),所述成形控制辊(500)设置在减薄器(400)的下侧;根据以下公式控制成形控制辊(500)的线速度Vr;


其中,Hn和Wn分别离开减薄器(400)时玻璃液膜的厚度与宽度;Hd和Wd分别为接触成形控制辊(500)时玻璃液膜的厚度与宽度;ω为成形控制辊(500)的角速度;r为成形控制辊(500)的半径;Q为玻璃液的流量;ρ为玻璃密度。
7.如权利要求1所述的玻璃板成形装置,其特征在于:所述分配器箱体(210)和水平流出口(211)的顶部均为开口;所述分配器箱体(210)的整体平均水力直径 满足以下公式:
满足以下公式:



其中,LT为分配器箱体(210)的长度;L为积分变量;Dh是沿分配器箱体(210)的长度方向不同位置的水力直径;WO为分配器箱体(210)的宽度最小值;We为分配器箱体(210)的宽度最大值,其也表示为水平流出口(211)的宽度或摊平溢流面(310)的宽度;ZO为分配器箱体(210)的高度最大值;Ze为分配器箱体(210)的高度最小值,其也表示为水平流出口(211)的高度。
8.如权利要求1、2、3或7所述的玻璃板成形装置,其特征在于:还包括厚板成形槽(800),所述厚板成形槽(800)包括底模(810)和设置在底模(810)宽度方向两侧的侧模(820),所述底模(810)的进料端与摊平溢流面(310)的倾斜下端连接。
9.玻璃板成形方法,其特征在于:采用权利要求6所述的玻璃板成形装置来制造厚度为0.05~2mm的薄型玻璃板(700),采用权利要求8所述的玻璃板成形装置来制造厚度大于2mm的厚型玻璃板(700)。
10.如权利要求9所述的玻璃板成形方法,其特征在于:包括根据以下公式控制流量横向分配器(200)中达到相应玻璃液流量Q所需的压差h(Dh)的步骤;

其中,η为玻璃液在流量横向分配器(200)中的黏度;Q为玻璃液的流量;ρ为玻璃密度;g为重力加速度。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911148997.4A CN110698043B (zh) | 2019-11-21 | 2019-11-21 | 玻璃板成形装置及方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201911148997.4A CN110698043B (zh) | 2019-11-21 | 2019-11-21 | 玻璃板成形装置及方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110698043A CN110698043A (zh) | 2020-01-17 |
| CN110698043B true CN110698043B (zh) | 2022-03-15 |
Family
ID=69207674
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201911148997.4A Active CN110698043B (zh) | 2019-11-21 | 2019-11-21 | 玻璃板成形装置及方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN110698043B (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113233739B (zh) * | 2021-04-30 | 2023-05-16 | 彩虹显示器件股份有限公司 | 一种基板玻璃和制造方法 |
| CN113429117B (zh) * | 2021-08-11 | 2022-05-20 | 江西鼎盛新材料科技有限公司 | 一种微晶玻璃的成形装置以及成形方法 |
| CN115215533B (zh) * | 2022-07-26 | 2023-04-25 | 凯盛君恒药玻(青岛)有限公司 | 带溢流装置的玻璃熔窑 |
| CN115784576B (zh) * | 2022-11-30 | 2024-09-06 | 湖南旗滨新材料有限公司 | 特种玻璃的摊薄成型设备、生产设备及摊薄成型工艺 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4467201B2 (ja) * | 2001-03-09 | 2010-05-26 | Hoya株式会社 | ガラス板の製造方法、プレス成形用素材の製造方法、および光学部品の製造方法 |
| BRPI1015915A2 (pt) * | 2009-07-09 | 2016-08-16 | Asahi Glass Co Ltd | dispositivo para fabricação de vidro laminado e método de fabricação de vidro laminado. |
| CN104230148A (zh) * | 2013-06-07 | 2014-12-24 | 富荞企业管理顾问有限公司 | 复合式玻璃成型系统 |
| US10358372B2 (en) * | 2013-09-30 | 2019-07-23 | Corning Incorporated | Apparatus and method for forming the outer layers of a glass laminate sheet |
| CN103922567B (zh) * | 2014-04-01 | 2016-04-13 | 成都光明光电股份有限公司 | 玻璃板的制造装置 |
| CN105417935B (zh) * | 2015-12-10 | 2019-04-30 | 成都光明光电股份有限公司 | 玻璃板成型装置及其成型方法 |
| CN108238710A (zh) * | 2018-03-09 | 2018-07-03 | 汪立新 | 玻璃带抛光成形方法与玻璃基板生产方法及生产设备 |
| CN108328909B (zh) * | 2018-04-25 | 2023-01-24 | 中国建材国际工程集团有限公司 | 玻璃生产装置及其生产工艺 |
-
2019
- 2019-11-21 CN CN201911148997.4A patent/CN110698043B/zh active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN110698043A (zh) | 2020-01-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110698043B (zh) | 玻璃板成形装置及方法 | |
| US20220332626A1 (en) | Apparatus and method for processing a glass substrate | |
| CN101175701B (zh) | 制造玻璃基材料平板的方法和装置 | |
| JP5911546B2 (ja) | フロートガラス加工方法により製造される薄平板ガラス基板 | |
| CN110963675B (zh) | 一种溢流砖薄板成型厚度控制方法 | |
| DK150648B (da) | Fremgangsmaade til fremstilling af en kontinuerlig glasplade og apparat til udoevelse af fremgangsmaaden | |
| CN102612498B (zh) | 熔融玻璃的供给装置 | |
| CN101381195A (zh) | 玻璃板生产中熔融玻璃流量控制装置及控制方法 | |
| KR102789277B1 (ko) | 얇은 유리 시트를 형성하기 위한 방법 | |
| CN108996894B (zh) | 一种控制边板平均厚度的溢流砖有效面宽度设计方法 | |
| EP1765737B1 (en) | Glass sheet forming apparatus | |
| CN101125727A (zh) | 超薄平板玻璃唇舌模具间隙分流法下拉成型装置 | |
| CN110451774B (zh) | 特种玻璃传送系统的澄清装置及其方法 | |
| CN110028228B (zh) | 浮法玻璃制造方法和浮法玻璃 | |
| EP2358647B1 (de) | Verfahren und vorrichtung zur herstellung von flachglas | |
| TW201808833A (zh) | 用於玻璃遞送定向的裝置及方法 | |
| CN204803215U (zh) | 一种浮法玻璃生产装置 | |
| CN107532271A (zh) | 热镀金属钢带的制造装置和制造方法 | |
| US20190202729A1 (en) | Antibody-coated nanoparticle vaccines | |
| US20240368017A1 (en) | Method of treating a glass ribbon and apparatus therefor | |
| JP2015074574A (ja) | 板ガラスの製造方法 | |
| CN108328909B (zh) | 玻璃生产装置及其生产工艺 | |
| CN103922567B (zh) | 玻璃板的制造装置 | |
| CN114409231B (zh) | 一种适用玻璃熔体的楔形均温供料装置 | |
| CN106145614A (zh) | 玻璃液的料道装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |