CN110891705A - 对齐平的或成型的金属板的方法 - Google Patents
对齐平的或成型的金属板的方法 Download PDFInfo
- Publication number
- CN110891705A CN110891705A CN201880039394.8A CN201880039394A CN110891705A CN 110891705 A CN110891705 A CN 110891705A CN 201880039394 A CN201880039394 A CN 201880039394A CN 110891705 A CN110891705 A CN 110891705A
- Authority
- CN
- China
- Prior art keywords
- motor
- folder
- rollers
- fold line
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/06—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles
- B21D5/08—Bending sheet metal along straight lines, e.g. to form simple curves by drawing procedure making use of dies or forming-rollers, e.g. making profiles making use of forming-rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/002—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/003—Positioning devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/02—Advancing work in relation to the stroke of the die or tool
- B21D43/04—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work
- B21D43/08—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers
- B21D43/09—Advancing work in relation to the stroke of the die or tool by means in mechanical engagement with the work by rollers by one or more pairs of rollers for feeding sheet or strip material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/004—Bending sheet metal along straight lines, e.g. to form simple curves with program control
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/14—Bending sheet metal along straight lines, e.g. to form simple curves by passing between rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D5/00—Bending sheet metal along straight lines, e.g. to form simple curves
- B21D5/16—Folding; Pleating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B1/00—Installations or systems with accumulators; Supply reservoir or sump assemblies
- F15B1/26—Supply reservoir or sump assemblies
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B11/00—Servomotor systems without provision for follow-up action; Circuits therefor
- F15B11/02—Systems essentially incorporating special features for controlling the speed or actuating force of an output member
- F15B11/04—Systems essentially incorporating special features for controlling the speed or actuating force of an output member for controlling the speed
- F15B11/042—Systems essentially incorporating special features for controlling the speed or actuating force of an output member for controlling the speed by means in the feed line, i.e. "meter in"
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F15—FLUID-PRESSURE ACTUATORS; HYDRAULICS OR PNEUMATICS IN GENERAL
- F15B—SYSTEMS ACTING BY MEANS OF FLUIDS IN GENERAL; FLUID-PRESSURE ACTUATORS, e.g. SERVOMOTORS; DETAILS OF FLUID-PRESSURE SYSTEMS, NOT OTHERWISE PROVIDED FOR
- F15B15/00—Fluid-actuated devices for displacing a member from one position to another; Gearing associated therewith
- F15B15/20—Other details, e.g. assembly with regulating devices
- F15B15/202—Externally-operated valves mounted in or on the actuator
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F24—HEATING; RANGES; VENTILATING
- F24F—AIR-CONDITIONING; AIR-HUMIDIFICATION; VENTILATION; USE OF AIR CURRENTS FOR SCREENING
- F24F13/00—Details common to, or for air-conditioning, air-humidification, ventilation or use of air currents for screening
- F24F13/02—Ducting arrangements
- F24F13/0245—Manufacturing or assembly of air ducts; Methods therefor
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Manufacturing & Machinery (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
- Bending Of Plates, Rods, And Pipes (AREA)
Abstract
本发明涉及一种当板从与折叠机联系或连接的辊压机直接进入弯曲机或折叠机时,将板或成型的金属板与在金属板的两侧具有预制槽口对齐的方法。在折叠之前,金属板必须有效地对齐折叠机,以避免在弯曲时因不能正确地摆正或成角度而对金属板造成潜在的损害,同时减少生产折叠产品的时间。此外,根据本发明的该方法允许金属板材从辊压机直接送入折叠机中,而在进入用于折叠的折叠机之前,不必经过中间传送台或对齐装置/机器或在折叠机中人工对齐。
Description
技术领域
本发明的至少一个实施例涉及一种对齐在板的两侧具有彼此直接相对的预制槽口的平的或成型的金属板的方法。特别地,在至少一个实施例中,成型的HVAC导管板,其被构造成由辊压机成型,该辊压机要求金属板的第一折叠线正确地对齐机械折叠机的折叠线,以进行成型金属板的精确地折叠。辊压机有两组辊,它们在带有预制槽口的平板上形成型材时可移动金属板。
背景技术
当前,在HVAC管道制造的生产线中,从通过辊压机在预制槽口的平的金属板上形成型材的过程,到通过折叠机折叠成型的金属板的下一个过程中,折叠机没有直接与辊压机连接或联系在一起。
在将来自辊压机的成型的金属板送入折叠机之前,或者一个机械传送台作为将辊压机和折叠机连接和联系在一起的过渡,或者如果辊压机和折叠机是分开的,没有联系或连接,需要人工来将成型的金属板从辊压机转移到折叠机中进行折叠。
从辊压机出来的每个成型的金属板,在折叠机进行精确的折叠之前,都必须将其第一折叠线与折叠机的折叠线对齐。这种对齐可以通过将来自在金属板的两侧上的彼此直接相对的第一相应组的预制槽口中形成的第一折叠线与折叠机的折叠线人工地对齐而完成。
一旦成型的金属板的第一折叠线通过其直接放置或定位在折叠机的折叠线的顶部对齐后,折叠机将在折叠线上进行第一次折叠,然后当后续的折叠线准确地像第一折叠一样对齐时,后续的折叠将在同一成型的金属板上进行。金属板上的折叠的次数将取决于预制槽口产生的折叠线数量。折叠的数量的范围通常从形成L形产品的一次折叠到形成盒子的三次折叠。
在通过传送台进行对齐而使成型的金属板进入折叠机之前对齐的情况下,首先使用机械推动器对金属板进行摆正和对齐。在人工对齐中,将金属板人工放置在折叠机上,使得第一折叠线直接位于折叠机的折叠线顶部。
传统的和当前的解决方案通常使用带有夹持器和推动器的传送台来进行机械对齐,或者通过将离开辊压机的成型的金属板转移并定位到折叠机上来进行人工对齐。
如果没有机械传送台或对齐台,则物理对齐在折叠机上的每个成型的板或平板将是麻烦的、成问题的、费时和费力的。
当前或传统的解决方案是,使用传送台或人工将成型的或平的金属板在折叠机上对齐具有以下缺点:
a)需要额外的空间来放置传送台,或者需要劳力在辊压机和折叠机之间工作的空间;
b)机械转台的额外的成本和维护费用,或在折叠或弯曲之前进行对齐的额外劳力;
c)经过传送台或辊压机与折叠机之间的空间的额外的时间;
d)操作传送台的额外的效用成本;和
e)操作传送台或人工对齐的额外的人力。
因此,需要提供一种对齐方法,用于对齐在通过折叠机折叠之前的直接来自辊压机的成型板,该方法克服了在从辊压机到折叠机的传送台或人工供料的需求以及如上所述的缺点。
发明内容
在至少一个实施例中,提供了一种对齐方法,用于对齐在金属板的两个平行侧面上具有预制槽口的平的或成型的金属板的对齐方法,其中,直接相对侧面的预制槽口将彼此匹配以形成折叠线,并且在折叠金属板之前,第一折叠线必须与机械折叠机的折叠线对齐。
成型的金属板的第一折叠线必须有效地对齐折叠机的折叠线,以避免由于折叠时板材不一致的角度问题而可能造成的对生产线的损坏和破坏,从而在HAVC管道的折叠产品生产中减少了生产时间和人力。
这种设计和工艺可避免使用传送台或人工来对齐金属板,从而导致成本、时间和空间的节省。
因此,本发明的至少一个实施例被构造成提供一种对齐方法,用于在通过所述折叠机折叠之前,将从辊压机出来的具有预制槽口的平的或成型的金属板对齐。
该方法被配置为具有控制传感器的控制器,以使它们将折叠机与辊压机阀和液压电机协同工作,从而允许在折叠之前将成型的金属板的第一折叠线与折叠机上的折叠线对齐。
附图说明
根据对优选的但非排他的对齐方法的实施例的详细描述,本发明的其他特征和优点将变得更加明显,该方法将金属板的每个折叠线与机械折叠机的折叠线对齐,借助于附图,以非限制性示例的方式示出了:
在附图中,贯穿几个视图的相似的附图标记表示相似的元素:
图1A为用于至少一个实施例的过程的流程图;
图1B示出了与根据本发明的方法配合使用的具有机械折叠机的辊压机的平面图;
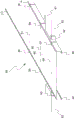
图2示出了根据本发明的方法配合使用的具有机械折叠机的辊压机的侧视图;
图3示出了根据本发明在检测机械折叠机中行进的金属板的相位的传感器位置的3D视图。
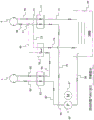
图4示出了根据本发明的致动辊压机的液压电机的油流的串联回路操作顺序;和
图5示出了根据本发明的致动辊压机的液压电机的油流的并联回路操作顺序。
附图中相同的附图标记表示相同的元件或组件。
具体实施方式
参照附图,图1A示出了用于在辊压机上对齐正方形或矩形的平的或成型的金属板的过程的流程图。通过这个实施例,图1A所示的过程被将在下面进一步详细描述。例如,在步骤1中为在折叠机上设置传感器的步骤。该步骤可以包括设置多个不同的传感器,例如在如图1B和图3中所示的传感器40、41、42、43。接下来,在步骤2中,该过程包括使用这些传感器中的至少一个来检测金属板,例如板34。在至少一个实施例中,所有传感器40、41、42和43都被使用。接下来,在步骤3中,可以包括检测板上的至少一个标识,例如板或卷材34上的槽口37、38和39中的任何一个。接下来,在步骤4中,该过程包括将使板运动通过折叠机52或辊压机1的电机减速的步骤。接下来,在步骤5中,该过程包括沿弯曲/折叠线折叠板。接下来,在步骤6中,该过程包括再启动辊并致动诸如辊6-17和辊18-30之类的辊。接下来,在步骤7中,该过程包括再次选择性地停止辊,以便在步骤8中,该过程可以包括将板折叠至少一个额外的时间。
图1B示出了用于上述方法的辊压机的设计,该方法用于使辊压机1上的正方形或矩形,平的或成型的金属板34对齐,该辊压机1在一侧面35上具有辊6-19,在相对的侧面36上具有相对的一组辊20-33。卷材34在金属板的两个侧面35和36上具有预制槽口37、38、39,其中直接相对的槽口将在一条直线上彼此匹配,从而形成折叠线49、50、51。这些折叠线49、50、51是使金属板34发生折叠的特定位置。
为了使金属板正确折叠而不会损坏,每个折叠线49、50、51必须与机械折叠机52的折叠线44对齐,金属板的第一折叠线49直接位于用于开始板的第一次折叠的折叠机折叠线44的顶部。
金属板的后续的折叠将发生在其余的折叠线50、51与折叠机52的折叠线44对齐时。金属板上所需折叠的数量将由金属板上相等数量的折叠线决定。
对齐方法包括使用传感器40、41、42、43、阀61、65、71、液压电机4、5和控制器45。
该方法的描述也适用于在从辊压机或任何输送机退出时折叠之前对板进行对齐的情况。
对齐预制槽口的金属板34意味着将金属板34的每个折叠线49、50、51直接放置或定位在折叠机52的折叠线44的顶部上,以通过折叠机52折叠。
金属板34通过辊压机的两组工作辊6-19和20-33移动,以使金属板34离开辊压机1并直接进入机械折叠机52。
两组辊6-19和20-33由串联回路中的每个分别的液压电机4和5单独地致动。图4示出了当金属板进入辊压机1时的液压油流动的示意性框图。
在串联回路中,液压油流的方向是在一条单一的流线中流动,该流线为55-56-58-59-60-62-63-64-66-67-68-69-70-73-74-55,具有两个阀,65打开和71关闭,将这种单向连续油流导向两个液压电机4和5。
在油流的串联回路中,两个电机4和5同时被致动,因此致动两组辊以相同的速度运动。如果金属板34的折叠线49不平行于折叠机的折叠线44,则金属板不对齐并且两个辊以相同的速度运动,从而使板以相同的速度运动,这将无法纠正不对齐。
因此,金属板的第一折叠线49将不平行于折叠机52的折叠线44,如此在到达折叠机52的折叠线44时将没有对齐。因此,所有其他后续折叠线50、51(如果有的话)也不会对齐。
为了调节对齐,以使金属板的折叠线49、50、51位于或定位在折叠机52的折叠线44的正上方,电机4,5必须单独移动以不同的速度致动两组辊6-19和20-33,其中油流必须处于并联回路中,见图5。利用两组辊6-19和20-33的不同的速度,可以调节金属板34以补偿对齐的差异,直到实现对齐为止。
本发明的一种对齐金属板的方法是:
A设置、定位和配置安装在折叠机52上的传感器40、41、42、43,以检测和跟踪进入和在折叠机52中行进的金属板的位置;
B第一传感器40在检测到金属板34首先进入折叠机时,将向编程控制器45发信号来触发电机4、5以减慢所有辊6-19和20-33的速度;
C当第二个传感器41检测到金属薄板34时,将向控制器发送信号,以激活为液压油流提供动力的电机的开关,从初始的串联回路,请参见图4:55-56-58-59-60-62-63-64-66-67-68-69-70-73-74-55的单一流线切换到并联回路,参见图5,为并联回路的双油路55-56-58-59-60-62-63-64-74-55和55-56-58-59-75-67-68-69-70-72-55提供动力的电机4和电机5。因此,在初始串联回路油流中的两个电机,它们以相同的速度同时移动两组辊6-19和20-33,在切换到并联回路时,电机将致动辊6-19和20-33以不同的新速度移动。
D第三或第四传感器42、43如图1B,图2和图3所示定位在折叠机上,以检测金属板的各个侧面36、35上的槽口。当这第三或第四传感器中的任何一个首先检测到金属板侧面35或36上的预制槽口37时,它将向控制器发出信号,以立即停止相应的电机,传感器43对应于电机4,传感器42对应于电机5,因此致动各自的一组辊,电机4对应于辊6-19,电机5对应于辊20-33,以停止移动。随后,另一个传感器将检测到预制槽口,并将向控制器发出信号以停止电机,从而停止相应的移动辊。
E因此,金属板将通过其第一折叠线49直接定位于折叠机52的折叠线44的顶部对齐而停止。
F控制器45编程为控制阀61、65、71的打开和关闭,阀61、65、71又控制通过这些阀的油流的量,致动两个电机从串联回路到并联油流。油流被构造成控制电机4和5以致动相应的辊6-19和20-33的运动来移动板34。
G控制器45还编程为控制折叠机52的折叠操作。在沿着金属板34的折叠线49、50、51的所有折叠完成后,控制器45将触发并联回路油流返回串联油流,因此两个电机4和5将同时移动以相同的速度移动两组辊6-19和20-33。
H对下一个进来的金属板重复对齐过程。
所述方法的优选变化方式,在图1B、图2、图3中显示了用于安装在折叠机52上的4个传感器40、41、42、43,在图4和图5中显示了通过阀61、65、71控制的液压油定向串联和并联回路流,所述阀61、65、71由两个液压电机4和5致动,这两个液压电机为两组辊6-19和20-33的速度提供动力。
所有传感器40、41、42、43都是激光源类型,并且可以替代传感器40,使用光学或LED类型来替代。
传感器的位置对于准确检测金属板很重要,并且最好安装在如图3所示的位置。传感器40作为第一个传感器,在下部,距离折叠机52约50mm,用于检测正在传感器上方移动的金属板。
传感器41是第二传感器,其被定位当金属板首先进入折叠机52时折叠机52与辊压机相对的边缘的任一端,并且在金属板的侧面必定会通过并被传感器检测到的折叠机52的高度处。
传感器43和42为第三和第四传感器,位于恰好在折叠线44之前的位置,并且位于将要通过的金属板的侧面上的槽口能被传感器检测到的折叠机的高度处。
可替代地,任何传感器可以位于可以检测金属板的上述特定部分的任何位置。所有传感器都连接到预编程的控制器45,并且在每个检测到金属板特定部分的传感器上,它将响应第一传感器40向控制器45发信号,当检测到金属板34首次进入折叠机时,将发出信号到控制器45,以触发液压电机4、5,以降低所有辊6-19和20-33的所有速度。当检测到金属板的侧面时,第二传感器41将向控制器发送信号,以将为电机4和5提供动力的液压油流从图4示出的单一流线的初始串联回路切换为图5所示的并联回路流。因此,这些电机将改变它们最初对两组辊以同时的相同速度移动的相同致动,到通过电机现在以新的不同速度致动辊6-19和20-33的运动的并联回路。
当第三或第四传感器42、43中的任何一个首先检测到金属板侧面35和36上的预制缺口37时,它将向控制器发送信号,以触发相应的电机,传感器43对应于电机4,传感器42对应于电机5,以致动相应的一组辊,电机4对应于辊6-19和电机5对应于辊20-33,以停止移动。随后,其它传感器将检测到预制槽口,并向控制器发出信号,以触发电机的停止,进而停止辊的移动。
由此,金属板通过其第一折叠线49被直接放置在折叠机52的折叠线44的顶部对齐而停止,准备由折叠机52进行折叠。控制器被预先编程以控制阀61、65、71的打开和关闭,并且还控制将两个电机从串联回路油流转换到并联油流的油流的量。
在进入辊压机1之前,在板的侧面35、36上形成槽口37、38、39。板的每一侧面上的每个槽口被形成为彼此匹配,从而为金属板上的每一折叠创建了折叠线49、50、51。
为了更好地理解,如果要将金属板折叠成如在封闭的盒式管道的盒状,将完成三(3)次折叠以完成一个盒,因此金属板的每一侧都将有三(3)个槽口。如果只是L形产品,则单次折叠和一条折叠线就足够了。辊压机将在金属板的侧面35、36上形成型材,在平板上形成的型材通过辊压机创建。
当离开辊压机1进入相邻的机械折叠机52中时,依靠传感器40、41、42、43的检测,预编程的控制器45同时致动辊压机1和机械折叠机52,以控制在每个阶段中对齐运动的金属板。
在离开辊压机1时金属板的折叠线49、50、51将不平行于折叠机52的折叠线44;因此没有对齐,并且每个折叠线49、50、51将不会直接位于折叠线44的顶部。
因此,该系统和过程消除了对多个用户所需要的将不同的板移动到不同的机器以实现材料的折叠的多个步骤过程的需求。
因此,尽管已经示出和描述了本发明的至少一个实施例,但是应当理解,在不脱离所附权利要求书所限定的本发明的精神和范围的情况下,可以对其做出许多改变和修改。
Claims (16)
1.一种用于对齐板的方法,其包括:
布置传感器以检测并跟踪板在辊压机上的位置;
使用所述传感器检测金属板;
在所述板上检测至少一个标识;
放慢电机识别所述板;
折叠所述板;
通过所述电机致动多个辊;
选择性地停止所述辊;并
至少再一次折叠所述板。
2.根据权利要求1所述的方法,其中,检测金属板的步骤包括:使用传感器检测金属板第一次进入到折叠机,向编程的控制器发出信号以触发至少一个电机来降低所有辊的速度。
3.如权利要求2所述的方法,还包括以下步骤:
使用第二传感器检测金属板;
向控制器发送信号以激活为液压油流提供动力的电机开关,从单一流线的初始串联回路切换为双油流的并联回路。
4.如权利要求3所述的方法,还包括如下步骤:通过限制油流来重置初始串联回路中的两个电机的速度,以基本上相同的速度同时移动两组辊,当切换到并联回路时,这些电机将致动这些辊以不同的新速度移动。
5.根据权利要求1所述的方法,其中,折叠所述板的步骤包括如下步骤:停止所述金属板通过直接放置在折叠机的折叠线的顶部上沿着其第一折叠线对齐。
6.根据权利要求1所述的方法,还包括提供控制器,所述控制器被编程以控制多个阀的打开和关闭,从而控制通过这些阀的油流的量致动所述电机从串联回路到并联油流。
7.根据权利要求6所述的方法,其中,油流被配置为控制所述电机的致动,继而控制移动所述板的所述辊的速度。
8.根据权利要求1所述的方法,还包括选择性地打开和关闭至少一个阀以致动至少一个电机的步骤。
9.根据权利要求3所述的方法,还包括使用位于所述折叠机上的第三或第四传感器来检测所述金属板的各个侧面上的槽口的步骤。
10.根据权利要求9所述的方法,其中,所述第三或第四传感器被配置为检测在所述金属板的侧面上的一组预制槽口,其将向所述控制器发出信号以立即停止相应的电机传感器对应的电机。
11.根据权利要求10所述的方法,其中,至少一个传感器被配置为控制电机,从而致动相应的一组辊的电机以控制辊停止移动。
12.根据权利要求11所述的方法,其中,另一个传感器将检测到预制槽口,并向控制器发出信号以停止电机从而停止相应的移动辊。
13.根据权利要求12所述的方法,还包括以下步骤:所述金属板停止在其第一折叠线上使其通过直接位于所述折叠机的折叠线顶部上而对齐。
14.如权利要求13所述的方法,其中,在其第一折叠线通过直接放置在所述折叠机的折叠线的顶部而对齐,所述金属板将停止。
15.根据权利要求14所述的方法,其中,所述控制器还被编程以控制一组阀的打开和关闭,继而控制通过一组阀的油流的量,致动所述电机从串联回路到并联油流。
16.根据权利要求15所述的方法,其中,所述油流被配置为控制所述板的弯曲或折叠。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SG10201704185YA SG10201704185YA (en) | 2017-05-23 | 2017-05-23 | Method of aligning a flat or profiled metal sheet |
| SG10201704185Y | 2017-05-23 | ||
| PCT/SG2018/050241 WO2018217164A1 (en) | 2017-05-23 | 2018-05-17 | Method of aligning a flat or profiled metal sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN110891705A true CN110891705A (zh) | 2020-03-17 |
| CN110891705B CN110891705B (zh) | 2021-01-12 |
Family
ID=64396915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201880039394.8A Active CN110891705B (zh) | 2017-05-23 | 2018-05-17 | 对齐平的或成型的金属板的方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11504756B2 (zh) |
| KR (1) | KR102192799B1 (zh) |
| CN (1) | CN110891705B (zh) |
| GB (1) | GB2577004B (zh) |
| SG (1) | SG10201704185YA (zh) |
| WO (1) | WO2018217164A1 (zh) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN211126412U (zh) * | 2019-11-21 | 2020-07-28 | 泰科电子(上海)有限公司 | 伺服驱动端子z型折弯装置 |
| KR102841961B1 (ko) * | 2025-01-08 | 2025-08-04 | 주식회사 비에스이엔지 | 정렬기능이 구비된 철판 이송장치 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5966925A (ja) * | 1982-10-09 | 1984-04-16 | Nippon Yakin Kogyo Co Ltd | ロ−ル成形装置 |
| JPS6272434A (ja) * | 1985-09-27 | 1987-04-03 | Amada Co Ltd | 板材折り曲げ加工方法 |
| JPH03118927A (ja) * | 1989-09-29 | 1991-05-21 | Metokoiru Kk | はぜ折り装置 |
| JPH11267760A (ja) * | 1998-03-24 | 1999-10-05 | Amada Co Ltd | 曲げ加工システム及びそのシステムを使用した曲げ加工方法 |
| CN1362908A (zh) * | 2000-03-08 | 2002-08-07 | 海因里希库珀尔两合公司 | 用于横向胶粘薄板条的方法和装置 |
| JP2003245719A (ja) * | 2002-02-25 | 2003-09-02 | Hiraide Seimitsu:Kk | 板材の曲げ加工方法 |
| JP2008168992A (ja) * | 2007-01-11 | 2008-07-24 | Hitachi Constr Mach Co Ltd | 自走式コンベア |
| JP2009179438A (ja) * | 2008-01-30 | 2009-08-13 | N Tech:Kk | 物品の方向転換装置及び方向転換方法 |
| JP2011242534A (ja) * | 2010-05-17 | 2011-12-01 | Hitachi Plant Technologies Ltd | 基板搬送装置と基板の傾き補正 |
| CN102471000A (zh) * | 2009-07-24 | 2012-05-23 | 鲍勃斯脱股份有限公司 | 将板状件放置在加工机中的装置和方法 |
| CN104723589A (zh) * | 2013-12-19 | 2015-06-24 | 卡尔欧根菲舍尔有限公司 | 用于拼接帘线带条的拼接装置 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE620662A (zh) * | 1961-07-25 | 1900-01-01 | ||
| DE3326955A1 (de) * | 1983-07-27 | 1985-02-07 | L. Schuler GmbH, 7320 Göppingen | Vorrichtung zum ausrichten eines metallbandes auf eine bearbeitungsstation |
| WO1987001977A1 (en) * | 1985-10-04 | 1987-04-09 | Gomera Pty. Ltd. | Roll forming machines |
| US5970769A (en) * | 1992-03-19 | 1999-10-26 | Laser Products, Inc. | Apparatus for bending sheet stock |
| JP3262494B2 (ja) * | 1996-04-25 | 2002-03-04 | アイダエンジニアリング株式会社 | 板材のマークによるロールフィーダの位置決め制御装置 |
| US6003358A (en) * | 1996-10-22 | 1999-12-21 | Laser Products, Inc. | Method and apparatus for forming bends in a selected sequence |
| DE102004005606B3 (de) * | 2004-02-05 | 2005-10-06 | Hydac Fluidtechnik Gmbh | Schaltungsanordnung |
| US7387009B2 (en) * | 2005-03-24 | 2008-06-17 | Kevin Kane | Automated bending machine |
| US8225636B2 (en) * | 2009-08-06 | 2012-07-24 | Mestek Machinery, Inc. | Apparatus for forming a duct |
| US20160068092A1 (en) * | 2014-09-04 | 2016-03-10 | The Heil Co. | Multi-Stage Telescopic Cylinders With Individual Controlled Stages |
| US10953456B2 (en) * | 2016-02-24 | 2021-03-23 | Sds Japan Co., Ltd. | Blade cutting device and blade cutting method |
-
2017
- 2017-05-23 SG SG10201704185YA patent/SG10201704185YA/en unknown
-
2018
- 2018-05-17 WO PCT/SG2018/050241 patent/WO2018217164A1/en not_active Ceased
- 2018-05-17 CN CN201880039394.8A patent/CN110891705B/zh active Active
- 2018-05-17 GB GB1916883.0A patent/GB2577004B/en active Active
- 2018-05-17 US US16/615,915 patent/US11504756B2/en active Active
- 2018-05-17 KR KR1020197037929A patent/KR102192799B1/ko active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5966925A (ja) * | 1982-10-09 | 1984-04-16 | Nippon Yakin Kogyo Co Ltd | ロ−ル成形装置 |
| JPS6272434A (ja) * | 1985-09-27 | 1987-04-03 | Amada Co Ltd | 板材折り曲げ加工方法 |
| JPH03118927A (ja) * | 1989-09-29 | 1991-05-21 | Metokoiru Kk | はぜ折り装置 |
| JPH11267760A (ja) * | 1998-03-24 | 1999-10-05 | Amada Co Ltd | 曲げ加工システム及びそのシステムを使用した曲げ加工方法 |
| CN1362908A (zh) * | 2000-03-08 | 2002-08-07 | 海因里希库珀尔两合公司 | 用于横向胶粘薄板条的方法和装置 |
| JP2003245719A (ja) * | 2002-02-25 | 2003-09-02 | Hiraide Seimitsu:Kk | 板材の曲げ加工方法 |
| JP2008168992A (ja) * | 2007-01-11 | 2008-07-24 | Hitachi Constr Mach Co Ltd | 自走式コンベア |
| JP2009179438A (ja) * | 2008-01-30 | 2009-08-13 | N Tech:Kk | 物品の方向転換装置及び方向転換方法 |
| CN102471000A (zh) * | 2009-07-24 | 2012-05-23 | 鲍勃斯脱股份有限公司 | 将板状件放置在加工机中的装置和方法 |
| JP2011242534A (ja) * | 2010-05-17 | 2011-12-01 | Hitachi Plant Technologies Ltd | 基板搬送装置と基板の傾き補正 |
| CN104723589A (zh) * | 2013-12-19 | 2015-06-24 | 卡尔欧根菲舍尔有限公司 | 用于拼接帘线带条的拼接装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20200010465A (ko) | 2020-01-30 |
| CN110891705B (zh) | 2021-01-12 |
| GB201916883D0 (en) | 2020-01-01 |
| KR102192799B1 (ko) | 2020-12-18 |
| GB2577004A (en) | 2020-03-11 |
| US11504756B2 (en) | 2022-11-22 |
| WO2018217164A1 (en) | 2018-11-29 |
| SG10201704185YA (en) | 2018-12-28 |
| US20200139417A1 (en) | 2020-05-07 |
| GB2577004B (en) | 2022-06-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7552815B2 (en) | Method for pivoting plate elements and device for applying said method | |
| US10527314B2 (en) | Method and apparatus for metal positioning and forming | |
| EP3202563A1 (en) | Machine for assembling cardboard boxes, with a feeding device | |
| JPH0585467B2 (zh) | ||
| JP2007045531A (ja) | シート後処理装置 | |
| CN110891705B (zh) | 对齐平的或成型的金属板的方法 | |
| JPS5810338B2 (ja) | シ−ト群の層の自動形成・分配装置 | |
| WO2015096623A1 (zh) | 一种多链条同步运行的控制系统及其同步运行的方法 | |
| CN103612863B (zh) | 一种编织袋包裹折边机构 | |
| WO2015079341A1 (en) | Apparatus to apply glue to paper blanks designed for covering paper or cardboard boxes | |
| JP2015117075A (ja) | シート後処理装置及びこれを用いた画像形成システム | |
| NO134285B (zh) | ||
| US4169406A (en) | Box-folding machine and method of setting up same | |
| JP3936951B2 (ja) | タオル折畳み方法及びタオル折畳み機 | |
| JPS5848402B2 (ja) | 箱形単品の集積箱詰め装置 | |
| CN109016983B (zh) | 自动增页装订设备 | |
| CN108002094B (zh) | 一种异形板纸书全自动生产线 | |
| EP1425239B1 (en) | Creasing and folding apparatus and method | |
| JP2016113286A (ja) | シート集積装置 | |
| US8998192B2 (en) | Sheet punching device and image forming system | |
| JP2017104915A (ja) | コーナカット装置及びこれを備える画像形成装置 | |
| JP2006204503A (ja) | タオル折畳み機 | |
| JP2017104916A (ja) | コーナカット・パンチ装置及びこれを備える画像形成装置 | |
| JP6621107B2 (ja) | シート収納装置 | |
| JP5817867B2 (ja) | 後処理装置および画像形成装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |