CN112059376B - 用于自动摆动的钨极氩弧焊钳 - Google Patents
用于自动摆动的钨极氩弧焊钳 Download PDFInfo
- Publication number
- CN112059376B CN112059376B CN202010964202.3A CN202010964202A CN112059376B CN 112059376 B CN112059376 B CN 112059376B CN 202010964202 A CN202010964202 A CN 202010964202A CN 112059376 B CN112059376 B CN 112059376B
- Authority
- CN
- China
- Prior art keywords
- tungsten electrode
- swing
- chuck body
- arc welding
- tungsten
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/173—Arc welding or cutting making use of shielding gas and of a consumable electrode
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/24—Features related to electrodes
- B23K9/28—Supporting devices for electrodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/02—Seam welding; Backing means; Inserts
- B23K9/0216—Seam profiling, e.g. weaving, multilayer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/12—Automatic feeding or moving of electrodes or work for spot or seam welding or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/16—Arc welding or cutting making use of shielding gas
- B23K9/167—Arc welding or cutting making use of shielding gas and of a non-consumable electrode
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Arc Welding In General (AREA)
Abstract
本发明涉及一种用于自动摆动的钨极氩弧焊钳,更具体地,涉及一种以如下内容为特征的用于自动摆动的钨极氩弧焊钳,形成有具备钨电极棒的钨极氩弧焊枪和与钨极氩弧焊枪的一侧连接的手柄,以摆动钨电极棒的用于自动摆动的钨极氩弧焊钳中,包括:摆动部,其与钨极氩弧焊枪的内部隔开,位于插入有钨电极棒的壳体和手柄的内部一侧,与钨电极棒连接,以摆动钨电极棒;以及运行部,其控制摆动部的工作。
Description
技术领域
本发明涉及一种用于自动摆动的钨极氩弧焊钳,更具体地,涉及一种与电动马达偏心结合的旋转板上形成凸起部,采用摆动式钢丝绳连接:钨电极棒,其插入到形成于钨极氩弧焊枪内部的壳体;以及凸起部,通过电动马达的工作,有规律地摆动钨电极棒的用于自动摆动的钨极氩弧焊钳。
背景技术
通常,钨极氩弧焊是将氩或氦等惰性气体用作保护气体的同时,采用非消耗性气体钨电极和焊件之间产生的电弧热熔融母材达到贴合目的的焊接方法。
这种焊接法有时提供填充金属,将其与部件一起熔融。另外,为了防止部件和钨电极的氧化,将惰性气体氩或氦等用作保护气体,因此,被称作TIG(Tungsten Inert Gas)。
并且,钨极氩弧焊法可以适用于所有焊接姿势,电弧极其稳定,焊接部质量优秀,因此,其用在氧化或氮化等敏感性材料难以焊接及包覆电弧焊焊接时。
这种传统的钨极氩弧焊法使钨极氩弧焊枪内部的钨电极棒和母材接入焊接电源,在钨电极棒和母材之间形成焊接电弧,将用于焊接的填充金属丝手动送到电弧部,用电弧热熔化化而达到焊接目的。
如上所述,钨极氩弧焊依据钨极氩弧焊枪的焊接操作和焊接金属丝提供方法,分为手动、半自动、自动钨极氩弧焊。
其中,手动完成钨极氩弧焊枪的焊接操作和提供焊接金属丝时,称作手动钨极氩弧焊。并且,仅钨极氩弧焊枪的焊接操作应用手动方式时,称作半自动钨极氩弧焊,自动完成钨极氩弧焊枪和焊接操作和提供焊接金属丝时,称作自动钨极氩弧焊。
通常,管道焊接适用手动钨极氩弧焊和自动钨极氩弧焊。
并且,自动钨极氩弧焊随着焊机走架沿着设置在焊接对象管道周边的轨条进行旋转完成焊接,但,旋转式自动钨极氩弧焊装置是进口产品,价格极其昂贵,其在仰焊中,反面焊接头的焊缝形成内凹的焊泡。
因此,需要将管道的改进形状设置成U字槽,而非V字槽,因此,改进加工时间变长,还需要沿着焊接线精确地设置轨条。并且,除了实际焊接之外,需要耗费较长的时间准备焊接,因此,除了焊工难以靠近的焊接部位之外,其采用极其受限。由于这种原因,大部分管道焊接采用手动钨极氩弧焊。
并且,手动钨极氩弧焊焊工应该用一只手继续左右摇摆钨极氩弧焊枪管,用另一只手继续将填充金属丝插入到电弧内,这需要焊工高度集中精力,操作细致,具有高技能。
特别是,手动钨极氩弧焊由用于输送焊接电流的电线、用于防止钨电极棒和母材氧化的保护气体以及用于减少钨电极棒产生的热的冷却水等组成。
此时,需要拿起接入到钨极氩弧焊枪的电线、保护气体和冷却水的供水管和排水管以及用于保护其的表皮等组成的焊枪线缆,利用手腕左右摆动钨极氩弧焊枪进行焊接,其弊端在于:焊工疲劳程度高,构成手腕、肩膀、腰部等肌骨系统病症的诱因,这使焊工无法长时间持续作业,焊接效率极低。
【在先技术文献】
【专利文献】
(专利文献0001)大韩民国注册专利公报第10-1093649号(2011年12月7日注册)
发明内容
技术问题
为了解决传统技术的上述弊端,本发明提供一种与电动马达偏心结合的旋转板上形成凸起部,采用摆动式钢丝绳连接:钨电极棒,其插入到形成于钨极氩弧焊枪内部的壳体;以及凸起部,通过电动马达的工作,有规律地摆动钨电极棒的用于自动摆动的钨极氩弧焊钳。
技术方案
为了达到本发明的上述目的,本发明提供一种以如下内容为特征的用于自动摆动的钨极氩弧焊钳,形成有具备钨电极棒的钨极氩弧焊枪和与所述钨极氩弧焊枪的一侧连接的手柄,以摆动所述钨电极棒,
包括:
壳体,其与所述钨极氩弧焊枪的内部隔开并具备所述钨电极棒;
摆动部,其用于摆动所述钨电极棒;以及
运行部,其用于控制所述摆动部的工作。
根据本发明实施例的用于自动摆动的钨极氩弧焊钳中,所述壳体还可以包括:主干管,其沿着长度方向延伸而形成为下部直径窄的管状体;夹头体部,其位于所述主干管的内部,插入有所述钨电极棒;以及间隔部,其所述夹头体部的上部形成至少分离一个以上的分离部,形成围绕所述分离部的弹性带而接触所述钨电极棒的上部外周面,并形成间隔。
根据本发明实施例的用于自动摆动的钨极氩弧焊钳中,所述摆动部还包括:
电动马达,其位于所述手柄的内部;
旋转板,其呈圆形板状体,偏离所述板的中心之处与所述电动马达结合,进行偏心旋转;
旋转凸起部,其突出于所述旋转板的直径上,内部具备滚珠轴承而进行旋转;
摆动式钢丝绳,其一侧与所述旋转凸起部连接,另一侧与所述夹头体部连接,随着所述旋转板进行旋转,摆动所述夹头体部,
摆动板,其呈中心被贯穿的板状体,位于所述主干管的内部,成为所述钨电极棒的摆动轴;以及
弹性部,其位于所述主干管内侧和所述夹头体部外侧之间,将另一方向旋转的所述夹头体部回复至原位的弹性部。
根据本发明实施例的用于自动摆动的钨极氩弧焊钳中,所述运行部还包括:
工作杠杆,其为所述电动马达输入电源,使所述电动马达工作;
控制速度杠杆,其控制所述电动马达的旋转速度,配置于所述手柄的外周面一侧;以及
开关,其与所述控制速度杠杆相邻,产生电弧。
有益效果
根据本发明的用于自动摆动的钨极氩弧焊钳自动摆动插入到壳体的钨电极棒,防止由于反复转动手腕,使手腕和肩部疲劳过度而引发的疼痛,连非专业人士也可以较容易地操作焊接焊缝间距。
并且,根据本发明的用于自动摆动的钨极氩弧焊钳将旋转板偏心结合到电动马达,采用摆动式钢丝绳连接通过滚珠轴承与旋转板上面结合的旋转凸起部和夹头体部,防止由于旋转板的旋转,摆动式钢丝绳和夹头体部缠绕在一起。
并且,以具备于壳体内部的摆动板为轴,有规律地摆动夹头体部,防止钨电极棒脱离壳体内部,或者摆动没有规律。
附图说明
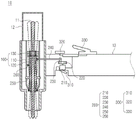
图1是根据本发明实施例的用于自动摆动的钨极氩弧焊钳结构的结构示意图;
图2是图1中A部分的放大图;
图3是根据本发明实施例的用于自动摆动的钨极氩弧焊钳的摆动部的概念图;
图4和图5是根据本发明实施例的用于自动摆动的钨极氩弧焊钳的摆动部的工作状态示意图。
符号说明
10:用于自动摆动的钨极氩弧焊钳; 11:钨电极棒; 12:钨极氩弧焊枪;
13:手柄; 100:壳体; 110:主干管;
120:夹头体部; 130:间隔部; 131:分离部;
132:凸台; 133:弹性带; 200:摆动部;
210:电动马达; 220:旋转板; 230:旋转凸起部;
240:摆动式钢丝绳; 250:摆动板; 260:弹性部;
300:运行部; 310:工作杠杆; 320:控制速度杠杆;
330:开关。
具体实施方式
下面参考附图详细说明本发明技术领域通常技术人员容易实施本发明的优选实施例。只是,在详细说明本发明优选实施例的工作原理时,认为相关公知功能或结构的详细说明会不必要地混淆本发明的要点时,省略其详细说明。
并且,整个附图中,具有相似功能以及起到相似作用的部分使用相同的附图符号。
进一步,在整篇说明书中,表示某一部门与另外部分“连接”时,不仅包括直接连接的情况,还包括其中间夹入另外构件间接连接的情况。并且,除非特意做出相反的阐述,否则“包括”某一构件是指不排除另外构件,还可以包括另外构件。
另外,在整篇说明书中使用的术语“处理水”包括转动污染水(被污染的流体)而分离出污染物质和流体,以净化流体的含义。
以下,参考附图详细说明本发明优选实施例的用于自动摆动的钨极氩弧焊钳。
图1是根据本发明实施例的用于自动摆动的钨极氩弧焊钳的结构示意图,图2是图1中A部分的放大图,图3是根据本发明实施例的用于自动摆动的钨极氩弧焊钳的摆动部的概念图,图4和图5是根据本发明实施例的用于自动摆动的钨极氩弧焊钳的摆动部的工作状态示意图。
如图1所示,本发明实施例的用于自动摆动的钨极氩弧焊钳(10)包括壳体(100)、摆动部(200)和运行部(300)。
更具体地,如图1及图4所示,本发明实施例提供一种用于自动摆动的钨极氩弧焊钳(10),形成有具备钨电极棒(11)的钨极氩弧焊枪(12)和与钨极氩弧焊枪一侧连接的手柄(13)而摆动钨电极棒的用于自动摆动的钨极氩弧焊钳中,包括:壳体(100),其与钨极氩弧焊枪内部隔开,插入钨电极棒;摆动部(200),其用于摆动钨电极棒;以及运行部(300),其用于控制摆动部的工作。
如图1及图2所示,壳体(100)以双管状形成于钨极氩弧焊枪(12)内部,以使钨电极棒(11)具有间隔地插入。
所述壳体(100)包括主干管(110)、夹头体部(120)和间隔部(130)。
主干管(110)沿着长度方向延伸,呈下部直径窄的管状体。
即,使主干管(110)的下部直径窄,采用下述摆动部(200)摆动夹头体部(120)时,以主干管(110)的垂直的轴为中心,预先形成插入到夹头体部(120)的钨电极棒(11)的前端,以便于焊条和母材得到保护气体。
并且,最佳地,主干管(110)形成贯通的孔,以便于摆动式钢丝绳(240)与夹头体部(120)连接。
夹头体部(120)位于主干管(110)的内部,插入钨电极棒(11)。
为此,夹头体部(120)形成为与主干管(110)内侧隔开的管状体,与钨电极棒(11)的直径相对应。
并且,惰性气体流入到主干管(110)内部时,夹头体部(120)防止钨电极棒露于惰性气体中。
上述夹头体部(120)中,外周面一侧形成环,以便于连接摆动式钢丝绳(240)。
另外,说明书的附图示出夹头体部(120)呈垂直状,但,最佳地,沿着弹性部(260)的方向垂直的中心线倾斜。
其目的在于:摆动式钢丝绳(240)拉开夹头体部(120)之后,变松时,由弹性部(260)拉住夹头体部(120),从而以垂直的轴为准,沿着左右方向摆动夹头体部(120)。
间隔部(130)中,夹头体部(120)的上部形成至少分离一个的分离部(131),形成环绕分离部(131)的弹性带(133)而接触钨电极棒(11)的上部外周面,并形成间隔。
此时,为了防止弹性带脱离分离部(131),最佳地,间隔部(130)在夹头体部(110)的上部形成:由沿着上下方向隔开的一对法兰形成的凸台(132)。
所述间隔部(130)起到钳子作用,把住插入到夹头体部(120)内部的钨电极棒(11)。
如图1及图3所示,摆动部(200)用于摆动钨电极棒(11)。
为此,摆动部(200)还包括电动马达(210)、旋转板(220)、旋转凸起部(230)、摆动式钢丝绳(240)和摆动板(250)。
电动马达(210)位于手柄(13)的内部,与主干管(110)相邻,转动下述旋转板(220)。
旋转板(220)呈圆形板状,偏离板的中心之处与电动马达(210)结合,进行偏心旋转。
即,旋转板(220)以偏心为轴进行旋转,以使下述摆动式钢丝绳(240)放大夹头体部(120)的左右方向旋转范围。
旋转凸起部(230)突出于旋转板(220)的直径上,内部具备滚珠轴承而进行旋转。
换言之,旋转凸起部(230)沿着长度方向延伸,呈圆柱体状。并且,下部形成滚珠轴承,以使圆柱体以垂直的轴为中心进行旋转。
由此,防止摆动式钢丝绳(240)由于旋转板(220)的旋转缠绕到旋转凸起部(230)。
摆动式钢丝绳(240)的一侧与旋转凸起部(230)连接,另一侧与钨电极棒(11)连接,从而随着旋转板(220)的旋转,摆动夹头体部(120)。
此时,摆动式钢丝绳(240)连接到突出于偏心旋转的旋转板(220)的一面的旋转凸起部(230),与旋转板(220)的旋转对应地拉紧或放松夹头体部(120)。
一例中,如图4及图5所示,摆动式钢丝绳(240)在旋转板(220)另一方向旋转时,如果旋转凸起部(230)与夹头体部(120)隔开,就将夹头体部(120)拉向旋转板(220)的方向。
并且,在旋转板(220)进行旋转,旋转凸起部(230)与夹头体部(120)相邻时,摆动式钢丝绳(240)会松开。此时,弹性部(260)拉住夹头体部(120),使其与旋转板(220)隔开。
摆动板(250)呈中心被贯穿的板状体,位于主干管(110)的内部,成为钨电极棒(11)的摆动轴。换言之,摆动板(250)形成为沿着夹头体部(120)的外周面具有给定厚度的法兰。并且,夹入到形成于主干管(110)内部的槽中。此时,摆动板(250)随着摆动式钢丝绳(240)沿着一方向拉住夹头体部(120),沿着另一方向拉住弹性部(260),将起到摆动轴的作用。弹性部(260)位于主干管(110)内侧和夹头体部(120)外侧之间,使沿着一方向旋转的夹头体部(120)回复至原位。如此,摆动部(200)使钨电极棒(11)有规律地摆动,防止通过反复的转动手腕动作,凭借焊工的感觉或操作经验确定焊缝。另外,防止由于反复操作,使手腕和肩部疲劳过度而引发的疼痛。
如图1所示,运行部(300)用于控制摆动部(200)的工作。
所述运行部(300)还包括工作杠杆(310)、控制速度杠杆(320)和开关(330)。工作杠杆(310)为电动马达(210)输入电源,使电动马达(210)工作。为此,最佳地,手柄(13)的内部形成用于连接电池或电线的连接器。控制速度杠杆(320)用于控制电动马达(330)的旋转速度,配置于手柄(13)的外周面一侧。即,控制速度杠杆(320)控制电动马达(330)的旋转速度,使其与焊工的工作速度相对应地转动,使钨电极棒(11)的摆动与焊工的速度相对应。开关(330)与控制速度杠杆(320)相邻,产生电弧。为此,形成用于将惰性气体注入到手柄(13)内侧的注入管(未示出)。
如上所述,本发明的说明书描述了本发明的优选实施例,但,仅是举例说明了本发明的最优选实施例,本发明不受其限定。并且,本发明所属技术领域的通常技术人员可以在不脱离本发明技术思想的范围内,可以进行多种变形及模仿。
因此,本发明的权利范围不受上述实施例的限定,而是通过以下所附权利要求范围内的多种形态实施例得到实施。并且,在不脱离权利要求范围请求的本发明要点的前提下,本发明所属技术领域的技术人员可以进行变形的多种范围均落入本发明权利要求范围阐述的范围之内。
Claims (1)
1.一种用于自动摆动的钨极氩弧焊钳,形成有具备钨电极棒的钨极氩弧焊枪和与所述钨极氩弧焊枪的一侧连接的手柄,以摆动所述钨电极棒,其特征在于,
包括:
壳体,其包括:主干管、夹头体部和间隔部;所述主干管,其沿着长度方向延伸而形成为下部直径窄的管状体,其在所述钨极氩弧焊枪的内部保持一定间隔具备所述钨电极棒;所述夹头体部,其位于所述主干管的内部,并插入有所述钨电极棒,且所述夹头体部形成为与所述主干管内侧隔开的管状体,与所述钨电极棒的直径相对应;所述间隔部中,所述夹头体部的上部形成至少分离一个的分离部,形成环绕分离部的弹性带而接触所述钨电极棒的上部外周面,并形成间隔;
摆动部,其摆动所述夹头体部而摆动所述钨电极棒;
运行部,控制所述摆动部的工作;
所述摆动部还包括:
电动马达,位于所述手柄的内部;
旋转板,其呈圆形板状体,偏离所述旋转板的中心之处与所述电动马达结合,进行偏心旋转;
旋转凸起部,其突出于所述旋转板的直径上,内部具备滚珠轴承而进行旋转;
摆动式钢丝绳,其一侧与所述旋转凸起部连接,另一侧与所述夹头体部连接,随着所述旋转板进行旋转,摆动所述夹头体部,
摆动板,其呈中心被贯穿的板状体,位于所述主干管的内部,成为所述钨电极棒的摆动轴;
弹性部,其位于所述主干管内侧和所述夹头体部外侧之间,将沿着一方向旋转的所述夹头体部回复至原位;
所述运行部还包括:工作杠杆,其为所述电动马达输入电源,使所述电动马达工作;控制速度杠杆,其控制所述电动马达的旋转速度,配置于所述手柄的外周面一侧;开关,其控制产生电弧,其与所述控制速度杠杆相邻。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR10-2019-0115469 | 2019-09-19 | ||
| KR1020190115469A KR102063423B1 (ko) | 2019-09-19 | 2019-09-19 | 자동 위빙용 티그용접 홀더 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112059376A CN112059376A (zh) | 2020-12-11 |
| CN112059376B true CN112059376B (zh) | 2022-12-30 |
Family
ID=69153752
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202010964202.3A Expired - Fee Related CN112059376B (zh) | 2019-09-19 | 2020-09-15 | 用于自动摆动的钨极氩弧焊钳 |
Country Status (3)
| Country | Link |
|---|---|
| KR (1) | KR102063423B1 (zh) |
| CN (1) | CN112059376B (zh) |
| WO (1) | WO2021054542A1 (zh) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP4104961A1 (en) * | 2021-06-16 | 2022-12-21 | Linde GmbH | Low emission arc with corgon 18 penetration |
| CN116900579B (zh) * | 2023-09-14 | 2023-12-26 | 江苏泰阀阀门科技有限公司 | 一种阀门生产焊接设备 |
| CN117798473B (zh) * | 2024-02-29 | 2024-06-07 | 广东福维德焊接股份有限公司 | 一种非熔化极旋转焊枪 |
| CN118237710B (zh) * | 2024-05-15 | 2025-05-02 | 南阳市弘源机电科技有限公司 | 一种v型槽分层电弧焊接装置 |
| CN120205956B (zh) * | 2025-05-27 | 2025-09-19 | 聚变新能(安徽)有限公司 | 焊接枪 |
| CN120347343B (zh) * | 2025-06-20 | 2025-08-22 | 鞍山利元建设科技股份有限公司 | 一种用于机电设备安装精准快速焊接装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB674680A (en) * | 1949-05-13 | 1952-06-25 | Linde Air Prod Co | Inert gas blanketed welding with an oscillatory welding rod feed |
| JPH11123558A (ja) * | 1997-10-27 | 1999-05-11 | Akiichi Murata | ガスタングステンアーク溶接用トーチ |
| CN101386101A (zh) * | 2008-10-09 | 2009-03-18 | 浙江省火电建设公司 | 一种手工钨极氩弧焊摇摆滚动焊接方法 |
| CN202123313U (zh) * | 2011-06-24 | 2012-01-25 | 李厚坚 | 一种手工钨极氩弧焊焊枪 |
| KR20160088635A (ko) * | 2015-01-16 | 2016-07-26 | 주식회사 엘지실트론 | 웨이퍼 연마 장치 및 이를 이용한 웨이퍼 연마 방법 |
| CN105855670A (zh) * | 2016-06-15 | 2016-08-17 | 郭菲 | 一种水冷钨极氩弧焊枪及其使用方法 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0825044A (ja) * | 1994-07-15 | 1996-01-30 | Hitachi Zosen Corp | 溶接トーチのウィービング装置 |
| JP2000246436A (ja) * | 1999-03-03 | 2000-09-12 | Babcock Hitachi Kk | Tigアークを用いた肉盛溶接装置 |
| KR101093649B1 (ko) | 2009-09-10 | 2011-12-15 | 대우조선해양 주식회사 | 자동위빙기능을 가진 티크토치 및 이를 이용한 용접방법 |
| KR20130048368A (ko) * | 2011-11-02 | 2013-05-10 | 대우조선해양 주식회사 | 위빙 기능을 구비한 티그 위빙 토치 |
| KR20130112328A (ko) * | 2012-04-03 | 2013-10-14 | (주)청송산업기계 | 티그 용접용 토치 |
| CN106140661B (zh) * | 2016-06-07 | 2018-06-26 | 彭青秀 | 一种农业用铁铲移动式清洗装置 |
| KR101871664B1 (ko) * | 2018-01-09 | 2018-06-27 | 양태한 | 일체형 용접용 토치 |
| CN106914817A (zh) * | 2017-04-12 | 2017-07-04 | 张利群 | 用于电化学工作站的电极研磨仪 |
| KR101977496B1 (ko) * | 2017-11-21 | 2019-08-28 | 신성우 | 자동 티그용접기의 용접토치 위빙장치 |
| CN108838492B (zh) * | 2018-06-27 | 2020-08-28 | 天津大学 | 一种干冰强冷钨极的gtaw焊枪 |
| KR101997496B1 (ko) * | 2019-02-14 | 2019-07-09 | 주식회사 다래파크텍 | 무인 정산기 |
-
2019
- 2019-09-19 KR KR1020190115469A patent/KR102063423B1/ko not_active Expired - Fee Related
-
2020
- 2020-01-06 WO PCT/KR2020/000176 patent/WO2021054542A1/ko not_active Ceased
- 2020-09-15 CN CN202010964202.3A patent/CN112059376B/zh not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB674680A (en) * | 1949-05-13 | 1952-06-25 | Linde Air Prod Co | Inert gas blanketed welding with an oscillatory welding rod feed |
| JPH11123558A (ja) * | 1997-10-27 | 1999-05-11 | Akiichi Murata | ガスタングステンアーク溶接用トーチ |
| CN101386101A (zh) * | 2008-10-09 | 2009-03-18 | 浙江省火电建设公司 | 一种手工钨极氩弧焊摇摆滚动焊接方法 |
| CN202123313U (zh) * | 2011-06-24 | 2012-01-25 | 李厚坚 | 一种手工钨极氩弧焊焊枪 |
| KR20160088635A (ko) * | 2015-01-16 | 2016-07-26 | 주식회사 엘지실트론 | 웨이퍼 연마 장치 및 이를 이용한 웨이퍼 연마 방법 |
| CN105855670A (zh) * | 2016-06-15 | 2016-08-17 | 郭菲 | 一种水冷钨极氩弧焊枪及其使用方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112059376A (zh) | 2020-12-11 |
| WO2021054542A1 (ko) | 2021-03-25 |
| KR102063423B1 (ko) | 2020-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112059376B (zh) | 用于自动摆动的钨极氩弧焊钳 | |
| JP5863952B2 (ja) | 半自動溶接システム、変換用アダプタキット、及び溶接用トーチ | |
| US3825712A (en) | Welding process | |
| PL1736270T3 (pl) | Sposób spawania/lutowania metodą tig z przeniesieniem metalu przez ciekły mostek | |
| CN110023029A (zh) | 螺旋形焊丝和螺旋体成形焊炬 | |
| US11161191B2 (en) | Process and apparatus for welding workpiece having heat sensitive material | |
| EP0758939A1 (en) | Gta welding | |
| JP2016203260A (ja) | 低マンガンヒューム溶接工程 | |
| JP2022113024A (ja) | トーチ及びその走査方法 | |
| KR101669406B1 (ko) | 번백방지 세라믹 용접팁 | |
| KR101827634B1 (ko) | 용접 케이블용 커플링 | |
| US4521669A (en) | Tube-welding auxiliary | |
| KR101998704B1 (ko) | 로봇 용접기의 노즐 클리너 어셈블리 | |
| EP1009575B1 (en) | Improved welding torch and method of use | |
| JPS5844922Y2 (ja) | 溶接ト−チ | |
| KR101304694B1 (ko) | 탄뎀 일렉트로 가스 아크 용접 장치 | |
| KR20130048368A (ko) | 위빙 기능을 구비한 티그 위빙 토치 | |
| JPH0557447A (ja) | Tig溶接方法及びその溶接トーチ | |
| JP2025147961A (ja) | Tig溶接用溶加棒送給補助治具 | |
| JPH01115525A (ja) | 摩擦圧接継手部の処理方法 | |
| JPS6110851Y2 (zh) | ||
| US11712761B2 (en) | Methods and apparatus of welding using electrodes with coaxial powder feed | |
| AU681790B2 (en) | GTA welding | |
| JPS63101079A (ja) | チタン材の不活性ガス中ア−ク手溶接方法 | |
| CN114178660A (zh) | Tig焊接方法及设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20221230 |