CN112736794B - 一种高空线束挂线车辆 - Google Patents
一种高空线束挂线车辆 Download PDFInfo
- Publication number
- CN112736794B CN112736794B CN202011426002.9A CN202011426002A CN112736794B CN 112736794 B CN112736794 B CN 112736794B CN 202011426002 A CN202011426002 A CN 202011426002A CN 112736794 B CN112736794 B CN 112736794B
- Authority
- CN
- China
- Prior art keywords
- fine adjustment
- base
- assembly
- clamping
- transverse moving
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



















Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02G—INSTALLATION OF ELECTRIC CABLES OR LINES, OR OF COMBINED OPTICAL AND ELECTRIC CABLES OR LINES
- H02G3/00—Installations of electric cables or lines or protective tubing therefor in or on buildings, equivalent structures or vehicles
- H02G3/02—Details
- H02G3/04—Protective tubing or conduits, e.g. cable ladders or cable troughs
- H02G3/0456—Ladders or other supports
Landscapes
- Engineering & Computer Science (AREA)
- Architecture (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明属于高空挂线装置技术领域,尤其涉及一种高空线束挂线车辆,所述车体上固定自动升降部件,所述自动升降部件侧部固定电控制部件,其顶部支撑自动挂线部件,所述自动升降部件侧部径向固定线束存放附件,本发明解决了现有技术存在由于高空挂线自动化程度低,从而导致挂线难度高且危险大的问题,具有代替传统的人工挂线,将车辆与挂线功能结合,且操作简单、动作灵活、使用安全的有益技术效果。
Description
技术领域
本发明属于高空挂线装置技术领域,尤其涉及一种高空线束挂线车辆。
背景技术
线束在生产加工过程中,常常需要将线束挂到高处,最高处可达6.五米,现有高空挂线方式仍为人工挂线,人工手持长杆将线束挂到高处的线束架上,难度系数比较高而且存在较大安全隐患,现有技术存在由于高空挂线自动化程度低,从而导致挂线难度高且危险大的问题。
发明内容
本发明提供一种高空线束挂线车辆,以解决上述背景技术中提出了现有技术存在由于高空挂线自动化程度低,从而导致挂线难度高且危险大的问题。
本发明所解决的技术问题采用以下技术方案来实现:一种高空线束挂线车辆,包括车体,所述车体上固定自动升降部件,所述自动升降部件侧部固定电控制部件,其顶部支撑自动挂线部件,所述自动升降部件侧部径向固定线束存放附件;
显示屏:用于显示滚动送线装置位置以及控制微调装置总成;
示教器:用于控制车体行走到待挂线束架下及相应的控制运动部件,所述相应的控制运动部件包括自动升降部件、自动挂线部件;
所述自动挂线部件包括微调装置总成,所述微调装置总成支撑总送线总成;
所述微调装置总成包括上下微调装置、前后微调装置以及摆角微调装置,所述上下微调装置连接前后微调装置,所述前后微调装置连接摆角微调装置;
所述总送线总成包括上送线总成和下送线总成;
所述上送线总成包括上横移装置总成,所述上横移装置总成连接上滚动送线总成;
所述下送线总成包括下横移基座总成,所述下横移基座总成支撑下横移装置总成,所述下横移装置总成支撑下滚动送线总成;
所述上横移装置和下横移装置之间通过夹紧装置总成连接;
所述摆角微调装置支撑下横移基座总成。
进一步,所述下横移基座总成包括横移基座结构,所述横移基座结构包括横移基座基板,所述横移基座基板上分布经基座丝杠座固定的基座丝杠、基座滑轨和基座拖链,所述基座丝杠一端连接于基座伺服驱动装置,所述基座丝杠和基座滑轨共同支撑横向移动的基座滑块,所述基座滑块上支撑下横移装置总成,所述基座拖链随动连接于下横移装置总成,所述横移基座基板端部设置基座行程开关。
进一步,所述上横移装置总成和下横移装置总成均包括横移装置结构,所述横移装置结构包括横移装置基板,所述横移装置基板上分布经装置丝杠座固定的装置丝杠,所述装置丝杠一端连接于装置伺服驱动装置,所述装置丝杠支撑或连接横向移动的装置滑块,所述装置滑块上支撑或连接相应的滚动送线结构,所述横移基座基板端部设置装置行程开关。
进一步,所述上滚动送线总成和下滚动送线总成均包括滚动送线结构,所述滚动送线结构包括连接或支撑于装置滑块上的送线支撑座,所述送线支撑座分别支撑相应的送线导杆和弹簧定位杆,所述送线导杆和弹簧定位杆共同导向或支撑相应的轮毂电机支架和槽轮支架,所述轮毂电机支架支撑轮毂电机,所述槽轮支架支撑送线槽轮,所述送线槽轮间的线槽内相对夹紧送线线束。
进一步,所述夹紧装置总成包括夹紧装置立板,所述夹紧装置立板上分布经夹紧丝杠座固定的夹紧丝杠、夹紧滑轨和夹紧拖链,所述夹紧丝杠一端连接于夹紧伺服驱动装置,所述夹紧丝杠和夹紧滑轨共同连接纵向移动的夹紧滑块,所述夹紧滑块上连接上横移装置总成,所述夹紧拖链随动连接于上横移装置总成,所述夹紧装置立板端部设置夹紧行程开关。
进一步,所述上下微调装置包括上下微调立板,所述上下微调立板上分布经上下微调丝杠座固定的上下微调丝杠、上下微调滑轨和上下微调拖链,所述上下微调丝杠一端连接于上下微调伺服驱动装置,所述上下微调丝杠和上下微调滑轨共同连接纵向移动的上下微调滑块,所述上下微调滑块上连接前后微调装置,所述上下微调拖链随动连接于前后微调装置,所述上下微调立板端部设置上下微调行程开关。
进一步,所述前后微调装置包括前后微调基板,所述前后微调基板上分布经前后微调丝杠座固定的前后微调丝杠、前后微调滑轨和前后微调拖链,所述前后微调丝杠一端连接于前后微调伺服驱动装置,所述前后微调丝杠和前后微调滑轨共同连接前后移动的前后微调滑块,所述前后微调滑块上连接摆角微调装置,所述前后微调拖链随动连接于摆角微调装置,所述前后微调基板端部设置前后微调行程开关。
进一步,所述摆角微调装置包括摆角微调基体,所述摆角微调基体上设置支撑套管,所述支撑套管支撑转动部件,所述转动部件支撑相应的横移基座结构,所述转动部件经滚动轴承连接于摆角微调伺服驱动装置,所述摆角微调基体旋转圆周内设置摆角微调行程开关。
进一步,所述自动升降部件包括相应的自动升降模块组,所述自动升降模块组底端连接于车体上,其顶端经升降固定块设置相应的升降转轴,所述升降转轴通过相应的轴承和轴套连接升降滚轮组,所述升降滚轮组支撑自动挂线部件。
进一步,所述线束存放附件包括线束支撑滚轮组,所述线束支撑滚轮组上支撑待挂线束架的线束。
有益技术效果:
本专利采用所述车体上固定自动升降部件,所述自动升降部件侧部固定电控制部件,其顶部支撑自动挂线部件,所述自动升降部件侧部径向固定线束存放附件;显示屏:用于显示滚动送线装置位置以及控制微调装置总成;示教器:用于控制车体行走到待挂线束架下及相应的控制运动部件,所述相应的控制运动部件包括自动升降部件、自动挂线部件;所述自动挂线部件包括微调装置总成,所述微调装置总成支撑总送线总成;所述微调装置总成包括上下微调装置、前后微调装置以及摆角微调装置,所述上下微调装置连接前后微调装置,所述前后微调装置连接摆角微调装置;所述总送线总成包括上送线总成和下送线总成;所述上送线总成包括上横移装置总成,所述上横移装置总成连接上滚动送线总成;所述下送线总成包括下横移基座总成,所述下横移基座总成支撑下横移装置总成,所述下横移装置总成支撑下滚动送线总成;所述上横移装置和下横移装置之间通过夹紧装置总成连接;所述摆角微调装置支撑下横移基座总成,由于本方案包括车体、自动升降部件、自动挂线部件、线束存放附件、显示屏、示教器、电控制部件。所述的车体顶部与升降总成底部连接,自动升降部件顶部后方固定有电控制部件,自动升降部件顶部前方和自动挂线部件相连,自动挂线部件上设有夹紧装置、下横移基座总成、上、下横移装置总成、微调装置和滚动送线装置,升降总成的固定支架中部左侧挂有显示器和示教器,固定支架中部后方固定有线束存放附件,所述的升降总成由滚轮组、升降模块、固定支架组成;所述的夹紧装置由夹紧装置总成、夹紧拖链、夹紧行程开关、夹紧滑轨、夹紧滑块组成;所述的下横移基座总成由横移基座结构的基座拖链、基座行程开关、基座滑轨、基座滑块组成;所述的上、下横移装置总成由上横移装置总成和下横移装置总成组成;所述的微调装置由摆角微调装置、前后微调装置、上下微调装置组成;所述的滚动送线装置,包括支撑座、弹簧、弹簧定位杆、导杆、轮毂电机、轮毂电机支架、槽轮、槽轮支架;所述的电控制部件固定于自动升降部件顶部后方,电控制部件是电器原件的电源和信息交换控制平台;采用本专利实施过程中,人工使用示教器控制车辆行走到需要挂线的线束架旁。人工从线束存放附件上取下线束放到自动挂线部件的滚轮中,人工操控示教器使自动挂线部件的滚动送线装置夹紧线束。人工操控示教器将车辆行驶到线束架下合适的位置后,继续操作示教器使自动升降部件上升,将自动挂线部件升到需要挂线的高度。下横移基座总成伸出完成后,上、下横移装置总成伸出。人工通过显示屏观看滚动送线装置位置,调整微调装置,通过逐步对上下微调装置、摆角微调装置、前后微调装置的调整靠近挂钩,通过上下微调装置下降将线束放入线束架的挂钩,之后通过滚动送线装置的轮毂电机带动线束挂入线束架的挂钩中。之后松开自动挂线部件的夹紧装置,通过微调装置使自动挂线部件远离线束架,之后收回下横移基座总成,再收回上、下横移装置总成,收回自动升降部件,完成挂线任务,通过人工操作和高空线束挂线车辆的相互配合,提高了生产效率,节省了人力并降低了生产成本,提升了生产的安全性;本专利提出的挂线车是一种可以通过示教器遥控的一种设备,速度可到达到每分钟五米,可绕车体中心旋转,旋转半径一米,可前进、后退、左转、右转等多种控制,并可以实现高空自动挂线功能。本专利的最大优点是使用高空线束挂线车辆代替传统的人工挂线,将车辆与挂线功能结合,具有操作简单、动作灵活、使用安全等优点。
附图说明
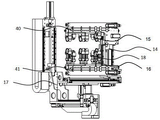
图1是本发明一种高空线束挂线车辆的结构示意图;
图2为本发明一种高空线束挂线车辆的自动升降部件外部示意图;
图3为本发明一种高空线束挂线车辆的自动升降部件内部示意图;
图4为本发明一种高空线束挂线车辆的线束存放附件结构示意图;
图5为本发明一种高空线束挂线车辆的自动挂线部件总结构示意图;
图6为本发明一种高空线束挂线车辆的夹紧装置前面示意图;
图7为本发明一种高空线束挂线车辆的夹紧装置后面示意图;
图8为本发明一种高空线束挂线车辆的下横移基座总成的视角一结构示意图;
图9为本发明一种高空线束挂线车辆的下横移基座总成的视角二结构示意图;
图10为本发明一种高空线束挂线车辆的上横移装置总成前面示意图;
图11为本发明一种高空线束挂线车辆的上横移装置总成后面示意图;
图12为本发明一种高空线束挂线车辆的下横移装置总成前面示意图;
图13为本发明一种高空线束挂线车辆的下横移装置总成后面示意图;
图14为本发明一种高空线束挂线车辆的微调装置总成的结构示意图;
图15为本发明一种高空线束挂线车辆的摆角微调装置的结构示意图;
图16为本发明一种高空线束挂线车辆的前后微调装置的顶面示意图;
图17为本发明一种高空线束挂线车辆的前后微调装置的底面示意图;
图18为本发明一种高空线束挂线车辆的上下微调装置的结构示意图;
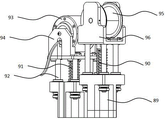
图19为本发明一种高空线束挂线车辆的滚动送线装置的结构示意图;
图20为本发明一种高空线束挂线车辆的夹线状态示意图;
图21为本发明一种高空线束挂线车辆的挂线状态示意图。
具体实施方式
以下结合附图对本发明做进一步描述:
图中:1-车体;2-自动升降部件;3-自动挂线部件;4-线束存放附件;5-显示屏;6-示教器;7-电控制部件;8-线束支撑滚轮组;9-自动升降模块组;10-固定块;11-转轴;12-轴承;13-轴套;14-夹紧装置;15-上滚动送线总成;16-下滚动送线总成;17-微调装置总成;18-滚动送线结构;19-夹紧装置总成;20-夹紧拖链;21-夹紧行程开关;22-夹紧滑轨;23-夹紧滑块;24-夹紧伺服电机;25-夹紧电机座;26-夹紧丝杠;27-夹紧丝杠座;28-夹紧联轴器;29-下横移基座总成;30-基座同步带;31-基座拖链;32-基座行程开关;33-基座滑轨;34-基座滑块;35-基座伺服电机;36-基座电机座;37-基座丝杠;38-基座丝杠座;39-基座联轴器;40-上横移装置总成;41-下横移装置总成;42-上横移装置结构;43-上装置行程开关;44-上装置伺服电机;45-上装置电机座;46-上装置丝杠;47-上装置丝杠座;48-上装置同步带;49-上装置联轴器;50-下横移装置结构;51-下装置行程开关;52-下装置伺服电机;53-下装置电机座;54-下装置丝杠;55-下装置丝杠座;56-下装置同步带;57-下装置联轴器;58-摆角微调装置;59-前后微调装置;60-上下微调装置;61-摆角微调伺服驱动装置;62-转动部件;63-支撑套管;64-摆角同步带;65-摆角微调行程开关;66-摆角微调伺服电机;67-摆角微调电机座;69-前后微调结构;70-前后微调拖链;71-前后微调滑轨;72-前后微调滑块;73-前后微调行程开关;74-前后微调伺服电机;75-前后微调电机座;76-前后微调丝杠;77-前后微调丝杠座;78-前后微调联轴器;79-上下微调结构;80-上下微调拖链;81-上下微调滑轨;82-上下微调滑块;83-上下微调行程开关;84-上下微调伺服电机;85-上下微调电机座;86-上下微调丝杠;87-上下微调丝杠座;88-上下微调联轴器;89-支撑座;90-弹簧;91-弹簧定位杆;92-导杆;93-轮毂电机;94-轮毂电机支架;95-槽轮;96-槽轮支架;97-线束;98-线束架。
实施例:
本实施例:如图1、5、20、21所示,一种高空线束97挂线车辆,包括车体1,所述车体1上固定自动升降部件2,所述自动升降部件2侧部固定电控制部件7,其顶部支撑自动挂线部件3,所述自动升降部件2侧部径向固定线束存放附件4;
显示屏5:用于显示滚动送线装置位置以及控制微调装置总成17;
示教器6:用于控制车体1行走到待挂线束架下及相应的控制运动部件,所述相应的控制运动部件包括自动升降部件2、自动挂线部件3;
所述自动挂线部件3包括微调装置总成17,所述微调装置总成17支撑总送线总成;
所述微调装置总成17包括上下微调装置60、前后微调装置59以及摆角微调装置58,所述上下微调装置60连接前后微调装置59,所述前后微调装置59连接摆角微调装置58;
所述总送线总成包括上送线总成和下送线总成;
所述上送线总成包括上横移装置总成40,所述上横移装置总成40连接上滚动送线总成15;
所述下送线总成包括下横移基座总成29,所述下横移基座总成29支撑下横移装置总成41,所述下横移装置总成41支撑下滚动送线总成16;
所述上横移装置和下横移装置之间通过夹紧装置总成19连接;
所述摆角微调装置58支撑下横移基座总成29。
采用所述车体上固定自动升降部件,所述自动升降部件侧部固定电控制部件,其顶部支撑自动挂线部件,所述自动升降部件侧部径向固定线束存放附件;显示屏:用于显示滚动送线装置位置以及控制微调装置总成;示教器:用于控制车体行走到待挂线束架下及相应的控制运动部件,所述相应的控制运动部件包括自动升降部件、自动挂线部件;所述自动挂线部件包括微调装置总成,所述微调装置总成支撑总送线总成;所述微调装置总成包括上下微调装置、前后微调装置以及摆角微调装置,所述上下微调装置连接前后微调装置,所述前后微调装置连接摆角微调装置;所述总送线总成包括上送线总成和下送线总成;所述上送线总成包括上横移装置总成,所述上横移装置总成连接上滚动送线总成;所述下送线总成包括下横移基座总成,所述下横移基座总成支撑下横移装置总成,所述下横移装置总成支撑下滚动送线总成;所述上横移装置和下横移装置之间通过夹紧装置总成连接;所述摆角微调装置支撑下横移基座总成,由于本方案包括车体、自动升降部件、自动挂线部件、线束存放附件、显示屏、示教器、电控制部件。所述的车体顶部与升降总成底部连接,自动升降部件顶部后方固定有电控制部件,自动升降部件顶部前方和自动挂线部件相连,自动挂线部件上设有夹紧装置、下横移基座总成、上、下横移装置总成、微调装置和滚动送线装置,升降总成的固定支架中部左侧挂有显示器和示教器,固定支架中部后方固定有线束存放附件,所述的升降总成由滚轮组、升降模块、固定支架组成;所述的夹紧装置由夹紧装置总成、夹紧拖链、夹紧行程开关、夹紧滑轨、夹紧滑块组成;所述的下横移基座总成由横移基座结构、基座拖链、基座行程开关、基座滑轨、基座滑块组成;所述的上、下横移装置总成由上横移装置总成和下横移装置总成组成;所述的微调装置由摆角微调装置、前后微调装置、上下微调装置组成;所述的滚动送线装置,包括支撑座、弹簧、弹簧定位杆、导杆、轮毂电机、轮毂电机支架、槽轮、槽轮支架;所述的电控制部件固定于自动升降部件顶部后方,电控制部件是电器原件的电源和信息交换控制平台;采用本专利实施过程中,人工使用示教器控制车辆行走到需要挂线的线束架旁。人工从线束存放附件上取下线束放到自动挂线部件的滚轮中,人工操控示教器使自动挂线部件的滚动送线装置夹紧线束。人工操控示教器将车辆行驶到线束架下合适的位置后,继续操作示教器使自动升降部件上升,将自动挂线部件升到需要挂线的高度。下横移基座总成伸出完成后,上、下横移装置总成伸出。人工通过显示屏观看滚动送线装置位置,调整微调装置,通过逐步对上下微调装置、摆角微调装置、前后微调装置的调整靠近挂钩,通过上下微调装置下降将线束放入线束架的挂钩,之后通过滚动送线装置的轮毂电机带动线束挂入线束架的挂钩中。之后松开自动挂线部件的夹紧装置,通过微调装置使自动挂线部件远离线束架,之后收回下横移基座总成,再收回上、下横移装置总成,收回自动升降部件,完成挂线任务,通过人工操作和高空线束挂线车辆的相互配合,提高了生产效率,节省了人力并降低了生产成本,提升了生产的安全性;本专利提出的挂线车是一种可以通过示教器遥控的一种设备,速度可到达到每分钟五米,可绕车体中心旋转,旋转半径一米,可前进、后退、左转、右转等多种控制,并可以实现高空自动挂线功能。本专利的最大优点是使用高空线束挂线车辆代替传统的人工挂线,将车辆与挂线功能结合,具有操作简单、动作灵活、使用安全等优点。
实施过程中,人工操纵示教器通过车体将高空挂线车辆行驶到线束架下方,将线束存放附件上的线束放到滚动送线装置的槽轮中,操纵示教器,由夹紧装置总成动作带动夹紧拖链运动同时(通过丝杠总成)带动夹紧滑块在夹紧滑轨上滑动,滑动到指定位置时触发夹紧行程开关,通过电控制部件控制夹紧装置总成停止运动,使夹紧装置动作使轮毂电机和槽轮夹紧线束。使用示教器通过升降模块间滚轮组的传动,使自动升降部件上升,将自动挂线部件升到需要挂线的高度。横移基座结构动作带动基座拖链运动同时带动基座滑块在基座滑轨上滑动,滑动到指定位置时触发基座行程开关,通过电控制部件控制横移基座结构停止运动,使下横移基座总成完成伸出动作。之后上横移装置结构动作带动模块滑动,滑动到指定位置时触发上装置行程开关,通过电控制部件控制上横移装置结构停止运动,下横移装置结构动作带动模块滑动,滑动到指定位置时触发下装置行程开关,通过电控制部件控制下横移装置结构停止运动,从而使上横移装置总成和下横移装置总成完成伸出动作。人工通过显示屏观看滚动送线装置位置,通过上下微调结构动作带动上下微调拖链运动同时带动上下微调滑块在上下微调滑轨上滑动,滑动到指定位置时触发上下微调行程开关,通过电控制部件控制上下微调结构停止运动,对上下微调装置进行调整。通过驱动装置通过摆角同步带带动支撑套管上的转动部件转动,转到到指定位置触发摆角微调行程开关,通过电控制部件控制驱动装置停止运动,对摆角微调装置进行调整。前后微调结构动作带动前后微调拖链运动同时带动前后微调滑块在前后微调滑轨上滑动,滑动到指定位置时触发前后微调行程开关,通过电控制部件控制前后微调结构停止运动,对前后微调装置进行调整。通过对微调装置的操作使滚动送线装置位于线束架的挂钩上方。通过上下微调结构动作带动上下微调拖链运动同时带动上下微调滑块在上下微调滑轨上滑动,滑动到指定位置时触发上下微调行程开关,通过电控制部件控制上下微调结构停止运动,使上下微调装置下降,将线束放入线束架的挂钩中。通过滚动送线装置的轮毂电机使线束完全挂入线束架的挂钩中。由夹紧装置总成动作带动夹紧拖链运动同时带动夹紧滑块在夹紧滑轨上滑动,使夹紧装置动作使轮毂电机和槽轮松开线束。之后通过微调装置远离线束架。横移基座结构动作带动基座拖链运动同时带动基座滑块在基座滑轨上滑动,滑动到指定位置时触发基座行程开关,通过电控制部件控制横移基座结构停止运动,收回下横移基座总成。之后上横移装置结构动作带动模块滑动,滑动到指定位置时触发上装置行程开关,通过电控制部件控制上横移装置结构停止运动,下横移装置结构动作带动模块滑动,滑动到指定位置时触发下装置行程开关,通过电控制部件控制下横移装置结构停止运动,收回上横移装置总成和下横移装置总成。最后通过升降模块间滚轮组的传动,使自动升降部件下降,将自动挂线部件下降到最低高度。完成挂线任务。
如图5、8、9所示,所述下横移基座总成29包括横移基座结构,所述横移基座结构包括横移基座基板,所述横移基座基板上分布经基座丝杠座38固定的基座丝杠37、基座滑轨33和基座拖链31,所述基座丝杠37一端连接于基座伺服驱动装置,所述基座丝杠37和基座滑轨33共同支撑横向移动的基座滑块34,所述基座滑块34上支撑下横移装置总成41,所述基座拖链31随动连接于下横移装置总成41,所述横移基座基板端部设置基座行程开关32。
采用所述下横移基座总成包括横移基座结构,所述横移基座结构包括横移基座基板,所述横移基座基板上分布经基座丝杠座固定的基座丝杠、基座滑轨和基座拖链,所述基座丝杠一端连接于基座伺服驱动装置,所述基座丝杠和基座滑轨共同支撑横向移动的基座滑块,所述基座滑块上支撑下横移装置总成,所述基座拖链随动连接于下横移装置总成,所述横移基座基板端部设置基座行程开关,由于所述的自动挂线部件,微调装置的上部连接着下横移基座总成,下横移基座总成前部的上侧和第二横移装置的下横移装置尾部下侧相连接,下横移装置的尾部上端和夹紧装置的下端相连,夹紧装置的上端和第二横移装置上的尾部下侧相连,其连接关系为:所述下横移基座总成固定在基座电机座上的基座伺服电机通过基座联轴器和基座同步带与固定在基座丝杠座上的基座丝杠连接,组成横移基座结构。横移基座结构动作带动基座拖链运动同时带动基座滑块在基座滑轨上滑动,滑动到指定位置时触发基座行程开关,通过电控制部件控制横移基座结构停止运动,其工作原理为:横移基座结构动作带动基座拖链运动同时带动基座滑块在基座滑轨上滑动,滑动到指定位置时触发基座行程开关,通过电控制部件控制横移基座结构停止运动,使下横移基座总成完成伸出动作。
如图5、10、11、12、13所示,所述上横移装置总成40和下横移装置总成41均包括横移装置结构42 50,所述横移装置结构42 50包括横移装置基板,所述横移装置基板上分布经装置丝杠座47 55固定的装置丝杠46 54,所述装置丝杠46 54一端连接于装置伺服驱动装置,所述装置丝杠46 54支撑或连接横向移动的装置滑块,所述装置滑块上支撑或连接相应的滚动送线结构18,所述横移基座基板端部设置装置行程开关43 51。
采用所述上横移装置总成和下横移装置总成均包括横移装置结构,所述横移装置结构包括横移装置基板,所述横移装置基板上分布经装置丝杠座固定的装置丝杠,所述装置丝杠一端连接于装置伺服驱动装置,所述装置丝杠支撑或连接横向移动的装置滑块,所述装置滑块上支撑或连接相应的滚动送线结构,所述横移基座基板端部设置装置行程开关,由于所述的自动挂线部件,微调装置的上部连接着下横移基座总成,下横移基座总成前部的上侧和第二横移装置的下横移装置尾部下侧相连接,下横移装置的尾部上端和夹紧装置的下端相连,夹紧装置的上端和第二横移装置上的尾部下侧相连,其中,下横移基座总成连接关系为:固定在上装置电机座上的上装置伺服电机通过上装置联轴器和上装置同步带与固定在上装置丝杠座上的上装置丝杠连接,组成上横移装置结构。上横移装置结构动作带动模块滑动,滑动到指定位置时触发上装置行程开关,通过电控制部件控制上横移装置结构停止运动,其中,第二横移装置连接关系为:固定在下装置电机座上的下装置伺服电机通过下装置联轴器和下装置同步带与固定在下装置丝杠座上的下装置丝杠连接,组成下横移装置结构。下横移装置结构动作带动模块滑动,滑动到指定位置时触发下装置行程开关,通过电控制部件控制下横移装置结构停止运动,其工作原理为:上横移装置结构动作带动模块滑动,滑动到指定位置时触发上装置行程开关,通过电控制部件控制上横移装置结构停止运动,下横移装置结构动作带动模块滑动,滑动到指定位置时触发下装置行程开关,通过电控制部件控制下横移装置结构停止运动,从而使下横移基座总成以及上横移装置总成和下横移装置总成完成伸出动作。
其中,伸展动作的完成主要依靠:下横移基座总成先伸出,带动上横移装置总成和下横移装置总成移动,当下横移基座总成移动到位后,上横移装置总成和下横移装置总成完成伸出动作。
如图5、19所示,所述上滚动送线总成和下滚动送线总成均包括滚动送线结构18,所述滚动送线结构18包括连接或支撑于装置滑块上的送线支撑座89,所述送线支撑座89分别支撑相应的送线导杆92和弹簧定位杆91,所述送线导杆92和弹簧定位杆91共同导向或支撑相应的轮毂电机支架94和槽轮支架96,所述轮毂电机支架94支撑轮毂电机93,所述槽轮支架96支撑送线槽轮95,所述送线槽轮95间的线槽内相对夹紧送线线束97。
采用所述上滚动送线总成和下滚动送线总成均包括滚动送线结构,所述滚动送线结构包括连接或支撑于装置滑块上的送线支撑座,所述送线支撑座分别支撑相应的送线导杆和弹簧定位杆,所述送线导杆和弹簧定位杆共同导向或支撑相应的轮毂电机支架和槽轮支架,所述轮毂电机支架支撑轮毂电机,所述槽轮支架支撑送线槽轮,所述送线槽轮间的线槽内相对夹紧送线线束,由于其结构连接关系为:所述的滚动送线装置,支撑座的顶部四角分别固定着四根导杆,支撑座顶部中间位置固定着弹簧定位杆,弹簧定位杆从中心穿过弹簧,四根导杆顶部固定着轮毂电机支架,轮毂电机支架固定着轮毂电机,四根导杆顶部固定着槽轮支架,槽轮支架固定着槽轮,其工作原理为:人工操纵示教器通过车体将高空挂线车辆行驶到线束架下方,将线束存放附件上的线束放到滚动送线装置的槽轮中。
如图5、6、7所示,所述夹紧装置总成19包括夹紧装置14立板,所述夹紧装置14立板上分布经夹紧丝杠座27固定的夹紧丝杠26、夹紧滑轨22和夹紧拖链20,所述夹紧丝杠26一端连接于夹紧伺服驱动装置,所述夹紧丝杠26和夹紧滑轨22共同连接纵向移动的夹紧滑块23,所述夹紧滑块23上连接上横移装置总成40,所述夹紧拖链20随动连接于上横移装置总成40,所述夹紧装置14立板端部设置夹紧行程开关21。
采用所述夹紧装置总成包括夹紧装置立板,所述夹紧装置立板上分布经夹紧丝杠座固定的夹紧丝杠、夹紧滑轨和夹紧拖链,所述夹紧丝杠一端连接于夹紧伺服驱动装置,所述夹紧丝杠和夹紧滑轨共同连接纵向移动的夹紧滑块,所述夹紧滑块上连接上横移装置总成,所述夹紧拖链随动连接于上横移装置总成,所述夹紧装置立板端部设置夹紧行程开关,由于所述的自动挂线部件,微调装置的上部连接着下横移基座总成,下横移基座总成前部的上侧和第二横移装置的下横移装置尾部下侧相连接,下横移装置的尾部上端和夹紧装置的下端相连,夹紧装置的上端和第二横移装置上的尾部下侧相连,其连接关系为:所述夹紧装置,固定在夹紧电机座上的夹紧伺服电机通过夹紧联轴器与固定在夹紧丝杠座上的夹紧丝杠连接,组成夹紧装置总成。夹紧装置总成动作带动夹紧拖链运动同时带动夹紧滑块在夹紧滑轨上滑动,滑动到指定位置时触发夹紧行程开关,通过电控制部件控制夹紧装置总成停止运动,其工作原理为:操纵示教器,由夹紧装置总成动作带动夹紧拖链运动同时(通过丝杠总成)带动夹紧滑块在夹紧滑轨上滑动,滑动到指定位置时触发夹紧行程开关,通过电控制部件控制夹紧装置总成停止运动,使夹紧装置动作使轮毂电机和槽轮夹紧线束。
如图18所示,所述上下微调装置60包括上下微调立板,所述上下微调立板上分布经上下微调丝杠座87固定的上下微调丝杠86、上下微调滑轨81和上下微调拖链80,所述上下微调丝杠86一端连接于上下微调伺服驱动装置,所述上下微调丝杠86和上下微调滑轨81共同连接纵向移动的上下微调滑块82,所述上下微调滑块82上连接前后微调装置59,所述上下微调拖链80随动连接于前后微调装置59,所述上下微调立板端部设置上下微调行程开关83。
采用所述上下微调装置包括上下微调立板,所述上下微调立板上分布经上下微调丝杠座固定的上下微调丝杠、上下微调滑轨和上下微调拖链,所述上下微调丝杠一端连接于上下微调伺服驱动装置,所述上下微调丝杠和上下微调滑轨共同连接纵向移动的上下微调滑块,所述上下微调滑块上连接前后微调装置,所述上下微调拖链随动连接于前后微调装置,所述上下微调立板端部设置上下微调行程开关,由于其连接关系为:所述上下微调装置的下部与前后微调装置的的后部相连,前后微调装置的前部与摆角微调装置的下部相连,其工作原理为:人工通过显示屏观看滚动送线装置位置,通过上下微调结构动作带动上下微调拖链运动同时带动上下微调滑块在上下微调滑轨上滑动,滑动到指定位置时触发上下微调行程开关,通过电控制部件控制上下微调结构停止运动,对上下微调装置进行调整。
如图16、17所示,所述前后微调装置59包括前后微调基板,所述前后微调基板上分布经前后微调丝杠座77固定的前后微调丝杠76、前后微调滑轨71和前后微调拖链70,所述前后微调丝杠76一端连接于前后微调伺服驱动装置,所述前后微调丝杠76和前后微调滑轨71共同连接前后移动的前后微调滑块72,所述前后微调滑块72上连接摆角微调装置58,所述前后微调拖链70随动连接于摆角微调装置58,所述前后微调基板端部设置前后微调行程开关73。
由于采用所述前后微调装置包括前后微调基板,所述前后微调基板上分布经前后微调丝杠座固定的前后微调丝杠、前后微调滑轨和前后微调拖链,所述前后微调丝杠一端连接于前后微调伺服驱动装置,所述前后微调丝杠和前后微调滑轨共同连接前后移动的前后微调滑块,所述前后微调滑块上连接摆角微调装置,所述前后微调拖链随动连接于摆角微调装置,所述前后微调基板端部设置前后微调行程开关,由于其连接关系为:所述的前后微调装置,固定在前后微调电机座上的前后微调伺服电机通过前后微调联轴器与固定在前后微调丝杠座上的前后微调丝杠连接,组成前后微调结构。前后微调结构动作带动前后微调拖链运动同时带动前后微调滑块在前后微调滑轨上滑动,滑动到指定位置时触发前后微调行程开关,通过电控制部件控制前后微调结构停止运动,其工作原理为:前后微调结构动作带动前后微调拖链运动同时带动前后微调滑块在前后微调滑轨上滑动,滑动到指定位置时触发前后微调行程开关,通过电控制部件控制前后微调结构停止运动,对前后微调装置进行调整。
如图14、15所示,所述摆角微调装置58包括摆角微调基体,所述摆角微调基体上设置支撑套管63,所述支撑套管63支撑转动部件62,所述转动部件62支撑相应的横移基座结构29,所述转动部件62经滚动轴承12连接于摆角微调伺服驱动装置61,所述摆角微调基体旋转圆周内设置摆角微调行程开关65。
由于采用所述摆角微调装置包括摆角微调基体,所述摆角微调基体上设置支撑套管,所述支撑套管支撑转动部件,所述转动部件支撑相应的横移基座结构,所述转动部件经滚动轴承连接于摆角微调伺服驱动装置,所述摆角微调基体旋转圆周内设置摆角微调行程开关,由于所述的摆角微调装置,固定在摆角微调电机座上的摆角微调电机座和滚动轴承组成驱动装置,驱动装置通过摆角同步带带动支撑套管上的转动部件转动,转到到指定位置触发摆角微调行程开关,通过电控制部件控制驱动装置停止运动,其工作原理为:通过驱动装置通过摆角同步带带动支撑套管上的转动部件转动,转到到指定位置触发摆角微调行程开关,通过电控制部件控制驱动装置停止运动,对摆角微调装置进行调整,其工作原理为:通过驱动装置通过摆角同步带带动支撑套管上的转动部件转动,转到到指定位置触发摆角微调行程开关,通过电控制部件控制驱动装置停止运动,对摆角微调装置进行调整,通过对微调装置的操作使滚动送线装置位于线束架的挂钩上方;
通过上下微调结构动作带动上下微调拖链运动同时带动上下微调滑块在上下微调滑轨上滑动,滑动到指定位置时触发上下微调行程开关,通过电控制部件控制上下微调结构停止运动,使上下微调装置下降,将线束放入线束架的挂钩中。
如图2、3所示,所述自动升降部件2包括相应的自动升降模块组9,所述自动升降模块组9底端连接于车体1上,其顶端经升降固定块10设置相应的升降转轴11,所述升降转轴11通过相应的轴承12和轴套13连接升降滚轮组,所述升降滚轮组支撑自动挂线部件3。
由于采用所述自动升降部件包括相应的自动升降模块组,所述自动升降模块组底端连接于车体上,其顶端经升降固定块设置相应的升降转轴,所述升降转轴通过相应的轴承和轴套连接升降滚轮组,所述升降滚轮组支撑自动挂线部件,由于所述的自动升降部件,五个升降模块通过由固定块、转轴、轴承,轴套组成的四组滚轮组完成升降动作;其工作原理为:使用示教器通过升降模块间滚轮组的传动,使自动升降部件上升,将自动挂线部件升到需要挂线的高度。
如图4所示,所述线束97存放附件4包括线束97支撑滚轮组8,所述线束97支撑滚轮组8上支撑待挂线束架的线束97。
由于采用所述线束存放附件包括线束支撑滚轮组,所述线束支撑滚轮组上支撑待挂线束架的线束,由于所述的线束存放附件用于存放等待挂到线束架的线束。
工作原理:
本专利通过采用所述车体上固定自动升降部件,所述自动升降部件侧部固定电控制部件,其顶部支撑自动挂线部件,所述自动升降部件侧部径向固定线束存放附件;显示屏:用于显示滚动送线装置位置以及控制微调装置总成;示教器:用于控制车体行走到待挂线束架下及相应的控制运动部件,所述相应的控制运动部件包括自动升降部件、自动挂线部件;所述自动挂线部件包括微调装置总成,所述微调装置总成支撑总送线总成;所述微调装置总成包括上下微调装置、前后微调装置以及摆角微调装置,所述上下微调装置连接前后微调装置,所述前后微调装置连接摆角微调装置;所述总送线总成包括上送线总成和下送线总成;所述上送线总成包括上横移装置总成,所述上横移装置总成连接上滚动送线总成;所述下送线总成包括下横移基座总成,所述下横移基座总成支撑下横移装置总成,所述下横移装置总成支撑下滚动送线总成;所述上横移装置和下横移装置之间通过夹紧装置总成连接;所述摆角微调装置支撑下横移基座总成,由于本方案包括车体、自动升降部件、自动挂线部件、线束存放附件、显示屏、示教器、电控制部件。所述的车体顶部与升降总成底部连接,自动升降部件顶部后方固定有电控制部件,自动升降部件顶部前方和自动挂线部件相连,自动挂线部件上设有夹紧装置、下横移基座总成、上、下横移装置总成、微调装置和滚动送线装置,升降总成的固定支架中部左侧挂有显示器和示教器,固定支架中部后方固定有线束存放附件,所述的升降总成由滚轮组、升降模块、固定支架组成;所述的夹紧装置由夹紧装置总成、夹紧拖链、夹紧行程开关、夹紧滑轨、夹紧滑块组成;所述的下横移基座总成由横移基座结构、基座拖链、基座行程开关、基座滑轨、基座滑块组成;所述的上、下横移装置总成由上横移装置总成和下横移装置总成组成;所述的微调装置由摆角微调装置、前后微调装置、上下微调装置组成;所述的滚动送线装置,包括支撑座、弹簧、弹簧定位杆、导杆、轮毂电机、轮毂电机支架、槽轮、槽轮支架;所述的电控制部件固定于自动升降部件顶部后方,电控制部件是电器原件的电源和信息交换控制平台;采用本专利实施过程中,人工使用示教器控制车辆行走到需要挂线的线束架旁。人工从线束存放附件上取下线束放到自动挂线部件的滚轮中,人工操控示教器使自动挂线部件的滚动送线装置夹紧线束。人工操控示教器将车辆行驶到线束架下合适的位置后,继续操作示教器使自动升降部件上升,将自动挂线部件升到需要挂线的高度。下横移基座总成伸出完成后,上、下横移装置总成伸出。人工通过显示屏观看滚动送线装置位置,调整微调装置,通过逐步对上下微调装置、摆角微调装置、前后微调装置的调整靠近挂钩,通过上下微调装置下降将线束放入线束架的挂钩,之后通过滚动送线装置的轮毂电机带动线束挂入线束架的挂钩中。之后松开自动挂线部件的夹紧装置,通过微调装置使自动挂线部件远离线束架,之后收回下横移基座总成,再收回上、下横移装置总成,收回自动升降部件,完成挂线任务,通过人工操作和高空线束挂线车辆的相互配合,提高了生产效率,节省了人力并降低了生产成本,提升了生产的安全性;本专利提出的挂线车是一种可以通过示教器遥控的一种设备,速度可到达到每分钟五米,可绕车体中心旋转,旋转半径一米,可前进、后退、左转、右转等多种控制,并可以实现高空自动挂线功能。本专利的最大优点是使用高空线束挂线车辆代替传统的人工挂线,将车辆与挂线功能结合,具有操作简单、动作灵活、使用安全等优点。
实施过程中,人工操纵示教器通过车体将高空挂线车辆行驶到线束架下方,将线束存放附件上的线束放到滚动送线装置的槽轮中,操纵示教器,由夹紧装置总成动作带动夹紧拖链运动同时(通过丝杠总成)带动夹紧滑块在夹紧滑轨上滑动,滑动到指定位置时触发夹紧行程开关,通过电控制部件控制夹紧装置总成停止运动,使夹紧装置动作使轮毂电机和槽轮夹紧线束。使用示教器通过升降模块间滚轮组的传动,使自动升降部件上升,将自动挂线部件升到需要挂线的高度。横移基座结构动作带动基座拖链运动同时带动基座滑块在基座滑轨上滑动,滑动到指定位置时触发基座行程开关,通过电控制部件控制横移基座结构停止运动,使下横移基座总成完成伸出动作。之后上横移装置结构动作带动模块滑动,滑动到指定位置时触发上装置行程开关,通过电控制部件控制上横移装置结构停止运动,下横移装置结构动作带动模块滑动,滑动到指定位置时触发下装置行程开关,通过电控制部件控制下横移装置结构停止运动,从而使上横移装置总成和下横移装置总成完成伸出动作。人工通过显示屏观看滚动送线装置位置,通过上下微调结构动作带动上下微调拖链运动同时带动上下微调滑块在上下微调滑轨上滑动,滑动到指定位置时触发上下微调行程开关,通过电控制部件控制上下微调结构停止运动,对上下微调装置进行调整。通过驱动装置通过摆角同步带带动支撑套管上的转动部件转动,转到到指定位置触发摆角微调行程开关,通过电控制部件控制驱动装置停止运动,对摆角微调装置进行调整。前后微调结构动作带动前后微调拖链运动同时带动前后微调滑块在前后微调滑轨上滑动,滑动到指定位置时触发前后微调行程开关,通过电控制部件控制前后微调结构停止运动,对前后微调装置进行调整。通过对微调装置的操作使滚动送线装置位于线束架的挂钩上方。通过上下微调结构动作带动上下微调拖链运动同时带动上下微调滑块在上下微调滑轨上滑动,滑动到指定位置时触发上下微调行程开关,通过电控制部件控制上下微调结构停止运动,使上下微调装置下降,将线束放入线束架的挂钩中。通过滚动送线装置的轮毂电机使线束完全挂入线束架的挂钩中。由夹紧装置总成动作带动夹紧拖链运动同时带动夹紧滑块在夹紧滑轨上滑动,使夹紧装置动作使轮毂电机和槽轮松开线束。之后通过微调装置远离线束架。横移基座结构动作带动基座拖链运动同时带动基座滑块在基座滑轨上滑动,滑动到指定位置时触发基座行程开关,通过电控制部件控制横移基座结构停止运动,收回下横移基座总成。之后上横移装置结构动作带动模块滑动,滑动到指定位置时触发上装置行程开关,通过电控制部件控制上横移装置结构停止运动,下横移装置结构动作带动模块滑动,滑动到指定位置时触发下装置行程开关,通过电控制部件控制下横移装置结构停止运动,收回上横移装置总成和下横移装置总成。最后通过升降模块间滚轮组的传动,使自动升降部件下降,将自动挂线部件下降到最低高度。完成挂线任务,本发明解决了现有技术存在由于高空挂线自动化程度低,从而导致挂线难度高且危险大的问题,具有代替传统的人工挂线,将车辆与挂线功能结合,且操作简单、动作灵活、使用安全的有益技术效果。
利用本发明的技术方案,或本领域的技术人员在本发明技术方案的启发下,设计出类似的技术方案,而达到上述技术效果的,均是落入本发明的保护范围。
Claims (9)
1.一种高空线束挂线车辆,其特征在于,包括车体,所述车体上固定自动升降部件,所述自动升降部件侧部固定电控制部件,其顶部支撑自动挂线部件,所述自动升降部件侧部径向固定线束存放附件;
显示屏:用于显示滚动送线装置位置以及控制微调装置总成;
示教器:用于控制车体行走到待挂线束架下及相应的控制运动部件,所述相应的控制运动部件包括自动升降部件、自动挂线部件;
所述自动挂线部件包括微调装置总成,所述微调装置总成支撑总送线总成;
所述微调装置总成包括上下微调装置、前后微调装置以及摆角微调装置,所述上下微调装置连接前后微调装置,所述前后微调装置连接摆角微调装置;
所述总送线总成包括上送线总成和下送线总成;
所述上送线总成包括上横移基座总成,所述上横移基座总成连接上横移装置总成,所述上横移装置总成连接上滚动送线总成;
所述下送线总成包括下横移基座总成,所述下横移基座总成支撑下横移装置总成,所述下横移装置总成支撑下滚动送线总成;
所述上横移装置和下横移装置之间通过夹紧装置总成连接;
所述摆角微调装置支撑下横移基座总成;
所述上滚动送线总成和下滚动送线总成均包括滚动送线结构,所述滚动送线结构包括连接或支撑于装置滑块上的送线支撑座,所述送线支撑座分别支撑相应的送线导杆和弹簧定位杆,所述送线导杆和弹簧定位杆共同导向或支撑相应的轮毂电机支架和槽轮支架,所述轮毂电机支架支撑轮毂电机,所述槽轮支架支撑送线槽轮,所述送线槽轮间的线槽内相对夹紧送线线束。
2.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述上横移基座总成和下横移基座总成均包括横移基座结构,所述横移基座结构包括横移基座基板,所述横移基座基板上分布经基座丝杠座固定的基座丝杠、基座滑轨和基座拖链,所述基座丝杠一端连接于基座伺服驱动装置,所述基座丝杠和基座滑轨共同支撑或连接横向移动的基座滑块,所述基座滑块上支撑或连接横移装置结构,所述基座拖链随动连接于横移装置结构,所述横移基座基板端部设置基座行程开关。
3.根据权利要求2所述的一种高空线束挂线车辆,其特征在于,所述上横移装置总成和下横移装置总成均包括横移装置结构,所述横移装置结构包括横移装置基板,所述横移装置基板上分布经装置丝杠座固定的装置丝杠,所述装置丝杠一端连接于装置伺服驱动装置,所述装置丝杠支撑或连接横向移动的装置滑块,所述装置滑块上支撑或连接滚动送线结构,所述横移基座基板端部设置装置行程开关。
4.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述夹紧装置总成包括夹紧装置立板,所述夹紧装置立板上分布经夹紧丝杠座固定的夹紧丝杠、夹紧滑轨和夹紧拖链,所述夹紧丝杠一端连接于夹紧伺服驱动装置,所述夹紧丝杠和夹紧滑轨共同连接纵向移动的夹紧滑块,所述夹紧滑块上连接相应的横移装置结构,所述夹紧拖链随动连接于相应的横移装置结构,所述夹紧装置立板端部设置夹紧行程开关。
5.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述上下微调装置包括上下微调立板,所述上下微调立板上分布经上下微调丝杠座固定的上下微调丝杠、上下微调滑轨和上下微调拖链,所述上下微调丝杠一端连接于上下微调伺服驱动装置,所述上下微调丝杠和上下微调滑轨共同连接纵向移动的上下微调滑块,所述上下微调滑块上连接前后微调装置,所述上下微调拖链随动连接于前后微调装置,所述上下微调立板端部设置上下微调行程开关。
6.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述前后微调装置包括前后微调基板,所述前后微调基板上分布经前后微调丝杠座固定的前后微调丝杠、前后微调滑轨和前后微调拖链,所述前后微调丝杠一端连接于前后微调伺服驱动装置,所述前后微调丝杠和前后微调滑轨共同连接前后移动的前后微调滑块,所述前后微调滑块上连接摆角微调装置,所述前后微调拖链随动连接于摆角微调装置,所述前后微调基板端部设置前后微调行程开关。
7.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述摆角微调装置包括摆角微调基体,所述摆角微调基体上设置支撑套管,所述支撑套管支撑转动部件,所述转动部件支撑相应的横移基座结构,所述转动部件经滚动轴承连接于摆角微调伺服驱动装置,所述摆角微调基体旋转圆周内设置摆角微调行程开关。
8.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述自动升降部件包括相应的自动升降模块组,所述自动升降模块组底端连接于车体上,其顶端经升降固定块设置相应的升降转轴,所述升降转轴通过相应的轴承和轴套连接升降滚轮组,所述升降滚轮组支撑自动挂线部件。
9.根据权利要求1所述的一种高空线束挂线车辆,其特征在于,所述线束存放附件包括线束支撑滚轮组,所述线束支撑滚轮组上支撑待挂线束架的线束。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011426002.9A CN112736794B (zh) | 2020-12-09 | 2020-12-09 | 一种高空线束挂线车辆 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011426002.9A CN112736794B (zh) | 2020-12-09 | 2020-12-09 | 一种高空线束挂线车辆 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112736794A CN112736794A (zh) | 2021-04-30 |
| CN112736794B true CN112736794B (zh) | 2022-07-29 |
Family
ID=75598551
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011426002.9A Active CN112736794B (zh) | 2020-12-09 | 2020-12-09 | 一种高空线束挂线车辆 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112736794B (zh) |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103066775A (zh) * | 2012-12-28 | 2013-04-24 | 深圳市方能达科技有限公司 | 电动车定子绕线机 |
| CN104253517A (zh) * | 2014-08-11 | 2014-12-31 | 常州金康精工机械股份有限公司 | 一种半自动卧式嵌线机 |
| CN206029097U (zh) * | 2016-10-10 | 2017-03-22 | 山东交通学院 | 抛丸机壳体焊接机器人总成 |
| CN107221874A (zh) * | 2017-07-07 | 2017-09-29 | 国网湖南省电力公司带电作业中心 | 一种带挂线无人机的车载式自主上下线装置及方法 |
| CN107332164A (zh) * | 2017-07-19 | 2017-11-07 | 西安电子科技大学 | 一种用于高空安装电缆挂钩的自动化控制装置及控制方法 |
| CN110931174A (zh) * | 2019-12-10 | 2020-03-27 | 长春理工大学 | 基于线缆预成束技术的布线机 |
| CN111223662A (zh) * | 2020-03-09 | 2020-06-02 | 何国标 | 一种变压器线圈绕线机的多轴搬料装置 |
| WO2020200826A1 (de) * | 2019-03-29 | 2020-10-08 | Metzner Maschinenbau Gmbh | Vorrichtung und verfahren zur montage eines elektrischen steckverbinders |
-
2020
- 2020-12-09 CN CN202011426002.9A patent/CN112736794B/zh active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103066775A (zh) * | 2012-12-28 | 2013-04-24 | 深圳市方能达科技有限公司 | 电动车定子绕线机 |
| CN104253517A (zh) * | 2014-08-11 | 2014-12-31 | 常州金康精工机械股份有限公司 | 一种半自动卧式嵌线机 |
| CN206029097U (zh) * | 2016-10-10 | 2017-03-22 | 山东交通学院 | 抛丸机壳体焊接机器人总成 |
| CN107221874A (zh) * | 2017-07-07 | 2017-09-29 | 国网湖南省电力公司带电作业中心 | 一种带挂线无人机的车载式自主上下线装置及方法 |
| CN107332164A (zh) * | 2017-07-19 | 2017-11-07 | 西安电子科技大学 | 一种用于高空安装电缆挂钩的自动化控制装置及控制方法 |
| WO2020200826A1 (de) * | 2019-03-29 | 2020-10-08 | Metzner Maschinenbau Gmbh | Vorrichtung und verfahren zur montage eines elektrischen steckverbinders |
| CN110931174A (zh) * | 2019-12-10 | 2020-03-27 | 长春理工大学 | 基于线缆预成束技术的布线机 |
| CN111223662A (zh) * | 2020-03-09 | 2020-06-02 | 何国标 | 一种变压器线圈绕线机的多轴搬料装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112736794A (zh) | 2021-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110999763A (zh) | 一种农业用灌溉机器人 | |
| CN110682083B (zh) | 一种风力发电机组机舱罩装配调整装置 | |
| CN112736794B (zh) | 一种高空线束挂线车辆 | |
| CN206230346U (zh) | 一种用于家具木料的打磨设备 | |
| CN209335217U (zh) | 一种多规格板材上下料机 | |
| CN113680928A (zh) | 用于管座引线打扁装置的机械手送料机构 | |
| CN112538704A (zh) | 一种纺织绣花机自动化机架设备 | |
| CN119177752A (zh) | 一种柔性光伏板铺设装置及其施工方法 | |
| CN109205204B (zh) | 一种服装生产布匹转移机构 | |
| CN216528208U (zh) | 一种电缆生产用成缆机辅助牵引机构 | |
| CN210755948U (zh) | 一种用于电磁开关的自动焊接装置 | |
| CN111015575B (zh) | 便于智能碳滑板多角度安装的辅助设备及其安装方法 | |
| CN103789932B (zh) | 一种全自动直式袜子缝头机 | |
| CN207756799U (zh) | 一种升降调节机构及自动切脚机 | |
| CN103463820A (zh) | 一体化皮影表演设备 | |
| CN218809396U (zh) | 一种热风棉无纺布生产用输送装置 | |
| CN209578959U (zh) | 一种车床自动上料装置 | |
| CN219935894U (zh) | 一种变压器调试台 | |
| CN216580126U (zh) | 一种可对太阳能板进行高度调节的电动车 | |
| CN114964847A (zh) | 一种智能工厂生产线全方位监测系统 | |
| CN222290213U (zh) | 一种移动式上下料机器人 | |
| CN221460651U (zh) | 一种纺织品加工上针装置 | |
| CN220092294U (zh) | 清洗装置 | |
| CN216503131U (zh) | 一种管道全位置自动焊机摆动和升降装置 | |
| CN211546842U (zh) | 一种经编机牵拉支撑结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |