CN112763583B - 一种超声相控阵扇形扫描的校准块及制造和使用方法 - Google Patents
一种超声相控阵扇形扫描的校准块及制造和使用方法 Download PDFInfo
- Publication number
- CN112763583B CN112763583B CN202110369788.3A CN202110369788A CN112763583B CN 112763583 B CN112763583 B CN 112763583B CN 202110369788 A CN202110369788 A CN 202110369788A CN 112763583 B CN112763583 B CN 112763583B
- Authority
- CN
- China
- Prior art keywords
- phased array
- calibration block
- block
- calibration
- ultrasonic phased
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 23
- 238000000034 method Methods 0.000 title claims abstract description 20
- 238000012360 testing method Methods 0.000 claims abstract description 45
- 239000002131 composite material Substances 0.000 claims abstract description 37
- 239000000523 sample Substances 0.000 claims abstract description 21
- 239000010410 layer Substances 0.000 claims description 25
- 238000003825 pressing Methods 0.000 claims description 15
- 238000005520 cutting process Methods 0.000 claims description 13
- 238000003801 milling Methods 0.000 claims description 13
- 238000003475 lamination Methods 0.000 claims description 10
- 239000000463 material Substances 0.000 claims description 7
- 239000011347 resin Substances 0.000 claims description 7
- 229920005989 resin Polymers 0.000 claims description 7
- 238000003754 machining Methods 0.000 claims description 6
- 238000004088 simulation Methods 0.000 claims description 5
- 238000000465 moulding Methods 0.000 claims description 4
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 3
- 239000004917 carbon fiber Substances 0.000 claims description 3
- 238000005553 drilling Methods 0.000 claims description 3
- 239000003292 glue Substances 0.000 claims description 3
- 238000010030 laminating Methods 0.000 claims description 3
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 3
- 238000004806 packaging method and process Methods 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 239000002344 surface layer Substances 0.000 claims description 3
- 239000011159 matrix material Substances 0.000 claims 1
- 238000001514 detection method Methods 0.000 abstract description 10
- 230000007547 defect Effects 0.000 abstract description 8
- 238000013461 design Methods 0.000 abstract description 3
- 238000011002 quantification Methods 0.000 abstract description 3
- 238000010586 diagram Methods 0.000 description 8
- 238000002474 experimental method Methods 0.000 description 7
- 239000007769 metal material Substances 0.000 description 4
- 238000012795 verification Methods 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000000805 composite resin Substances 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000002592 echocardiography Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000009659 non-destructive testing Methods 0.000 description 1
- 230000008520 organization Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images








Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/30—Arrangements for calibrating or comparing, e.g. with standard objects
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
本发明提出了一种超声相控阵扇形扫描的校准块及制造和使用方法,通过设计制造用于复合材料超声相控阵扇形扫描的校准块,用于超声相控阵扇形扫描对不同结构、不同厚度复合材料的适用性验证,测定探头的入射点、测定探头的偏转角度、声波传播速度测定、超声波波型确定、超声显示时基线比例调节,从而实现缺陷的精确定位定量,有效提高超声相控阵扇形扫描检测结果的准确性、可重复性、可比性。在本发明中,校准块的设计是重点,而圆弧面、平底孔则是校准试块制作的难点所在。
Description
技术领域
本发明属于无损检测技术领域,具体地说,涉及一种超声相控阵扇形扫描的校准块及制造和使用方法。
背景技术
金属材料是由晶粒构成,晶粒在空间方位上排列是无规则的,金属材料整体表现为各向同性,超声传播速度恒定;而复合材料是一种非均质的混合相结构,内部组织结构复杂。纤维丝在树脂里浸润烘干后形成预浸料纤维布,利用预浸料进行裁剪、层层铺叠、固化后形成复合材料,复合材料各向异性显著,超声波传播过程中可能会在铺层-树脂异质界面可能发生折射,波型转换,使得传播特性较为复杂,超声在各个方向上显现出不同的传播速度。因此,金属材料采用校准试块测定的恒定传播速度,无法直接应用于复合材料。
现阶段,国内外复合材料超声相控阵扇形扫描基本上基于CIVA、COMSOL等软件进行理论仿真模拟,无实际复合材料校准试块进行实验验证,复合材料具有重量轻、耐腐蚀、易制作成复杂结构等特点在各大领域得到广泛应用,制作一种用于复合材料超声相控阵扇形扫描的校准试块,可以用于超声相控阵扇形扫描对不同结构、不同厚度复合材料的适用性验证,测定探头的入射点、测定探头的偏转角度、声波传播速度测定、超声波波型确定、超声显示时基线比例调节,从而实现缺陷的精确定位定量,有效提高超声相控阵扇形扫描检测结果的准确性、可重复性、可比性。
发明内容
本发明针对现有技术的上述缺陷及需求,提出了一种超声相控阵扇形扫描的校准块及制造和使用方法,通过设计制造用于复合材料超声相控阵扇形扫描的校准块,用于超声相控阵扇形扫描对不同结构、不同厚度复合材料的适用性验证,测定探头的入射点、测定探头的偏转角度、声波传播速度测定、超声波波型确定、超声显示时基线比例调节,从而实现缺陷的精确定位定量,有效提高超声相控阵扇形扫描检测结果的准确性、可重复性、可比性。在本发明中,校准块的设计是重点,而圆弧面、平底孔则是校准试块制作的难点所在。
本发明具体实现内容如下:
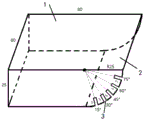
本发明公开了一种超声相控阵扇形扫描的校准块,用于在超声相控阵扇形扫描中对不同结构、不同厚度的复合材料进行适用性验证,所述校准块为一端设置半圆弧形端头的板状结构,在所述半圆弧形端头角度为90°的半圆弧形面上径向排布有五个平底孔,所述平底孔以15°为间隔,绕半圆弧形端头的圆心分别设置在半圆弧形面的15°、30°、45°、60°和75°的位置处并呈一线径向排布。
为了更好地实现本发明,进一步地,所述校准块包括200张厚度为0.125mm的复合材料预浸料,且校准块的长度和宽度分别为80mm;所述平底孔分布在离所述校准块左侧或右侧25mm距离处以半圆弧形端头的圆心为圆心呈一线径向分布;
所述校准块的半圆弧形端头的半径为25mm;
所述平底孔的孔径为3mm,孔深为5mm。
为了更好地实现本发明,进一步地,所述复合材料预浸料为具有铺层-树脂异质界面的非均质的混合相结构的碳纤维树脂基复合材料。
本发明还公开了一种超声相控阵扇形扫描的校准块的制造方法,用于制造上述一种超声相控阵扇形扫描的校准块,所述制造方法的具体操作为:选取200张单张尺寸为100mm×100mm×0.125mm的复合材料预浸料,依次采用铺叠、组装、热压罐成型固化生成100mm×100mm×25mm的试块板;然后对100mm×100mm×25mm的试块板进行切割得到80mm×80mm×25mm的试块板,再对80mm×80mm×25mm的试板块的一端头进行铣切,生成半径为25mm的半圆弧形端头;最后在半圆弧形端头上以15°为间隔,以半圆弧形面的圆心为圆心,分别在半圆弧形端头的半圆弧形面上距离校准头侧边25mm处的15°、30°、45°、60°、75°处钻5个一线径向分布的孔,然后进行铣孔得到五个孔径3mm、孔深5mm的平底孔,完成校准块的制造。
为了更好地实现本发明,进一步地,所述铺叠的具体操作为:将200张复合材料预浸料分为两组100张的复合材料预浸料,对于一组100张的复合材料预浸料,采用0°和90°垂直的方式交叉叠合得到一个100层板,最后将两个叠合得到的100层板再叠合得到一个200层板。
为了更好地实现本发明,进一步地,在进行100层板交叉叠合的时候,每交叉叠合10层,就进行一次真空预压。
为了更好地实现本发明,进一步地,所述组装的操作为:分别在叠合的200层板的中心位置的底层、中间层和表层放置一根热电偶,然后再封装入真空袋;所述中间层为两个100层板之间。
为了更好地实现本发明,进一步地,所述切割的具体操作为:去除周边辅助材料,打磨清理表面余胶,对100mm×100mm×25mm的试块板的边缘进行单边切割量为10mm的切割,得到80mm×80mm×25mm的试块板。
为了更好地实现本发明,进一步地,对80mm×80mm×25mm的试块板的一端头进行铣切的具体操作为:首先采用搭压板方式进行试块装夹并找正,试块垫高≥400mm,其中压板厚度≤50mm,宽度≤60mm,压入试块深度≤20mm;压板位置居中;然后进行“粗精铣”的圆弧面轮廓加工,加工采用刀具:GXIPJ4G/20×15×30R5,刀套:HSK63、E9304、5803、20100,工作长度:30min,仿真时间:15min,走刀采用行切方式。
本发明还公开了一种超声相控阵扇形扫描的校准块的使用方法,使用相控阵探头对所述校准块开展相控阵实验,在具体实验时,将相控阵探头放置在校准块上与半圆弧形端头的圆心及五个平底孔的圆心相对应的位置。
本发明与现有技术相比具有以下优点及有益效果:
本发明提供的校准块及其制造和使用的方法,突破了复合材料超声相控阵声传播特性研究瓶颈,实现了从理论仿真走向实验验证,从复杂问题转向单一问题,具有极大的工程应用价值。本发明给出校准块的制作方法,从复合材料预抽固化成型,到数控精确铣切,所得到圆弧面和平底孔,平底孔底粗糙度、平整度及尺寸,完全符合设计图纸要求,避免加工误差带来的误判,校准试块可重复制作;平底孔与自然缺陷声阻抗一致,可以更加真实有效地验证超声相控阵扇形扫描声传播中偏转角测定、传播速度测定、波型确定等以及各类检测设备、各种复合材料检测对象的检测能力有效性;平底孔在不同角度径向错层分布,可以分别验证不同检测设备对不同方位上缺陷的检出能力,有效提高超声相控阵扇形扫描检测结果的准确性、可重复性、可比性。
附图说明
图1为本发明校准块结构设计示意图;
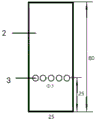
图2为本发明校准块的半圆弧形面上的平底孔分布示意图;
图3为本发明校准块CATIA立体结构模型示意图;
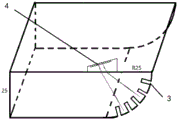
图4为本发明校准块另一视角的CATIA立体结构模型示意图;
图5为本发明校准块波形验证试验结果示意图;
图6为本发明使用相控阵探头的示意图;
图7为传播速度试验结果示意图;
图8为时基线调节后的平底孔声程SA的试验结果示意图;
图9为时基线调节后的半圆弧形端头的弧底SA的试验结果示意图;
图10为测定偏转角度为29°的试验结果示意图;
图11为测定偏转角度为42°的试验结果示意图;
图12为本发明校准块的实物立体结构示意图;
图13为本发明校准块的实物另一个立体结构示意图。
其中:1、校准块,2、半圆弧形端头,3、平底孔,4、相控阵探头。
具体实施方式
为了更清楚地说明本发明实施例的技术方案,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,应当理解,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例,因此不应被看作是对保护范围的限定。基于本发明中的实施例,本领域普通技术工作人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;也可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
实施例1:
本实施例提出了一种超声相控阵扇形扫描的校准块,用于在超声相控阵扇形扫描中对不同结构、不同厚度的复合材料进行适用性验证,如图1、图2、图3、图4、图12、图13所示,所述校准块1为一端设置半圆弧形端头2的板状结构,在所述半圆弧形端头2角度为90°的半圆弧形面上径向排布有五个平底孔3,所述平底孔3以15°为间隔,绕半圆弧形端头2的圆心分别设置在半圆弧形面的15°、30°、45°、60°和75°的位置处并呈一线径向排布。
为了更好地实现本发明,进一步地,所述校准块1包括200张厚度为0.125mm的复合材料预浸料,且校准块1的长度和宽度分别为80mm;所述平底孔3分布在离所述校准块1左侧或右侧25mm距离处以半圆弧形端头2的圆心为圆心呈一线径向分布;
所述校准块1的半圆弧形端头2的半径为25mm;
所述平底孔3的孔径为3mm,孔深为5mm。
为了更好地实现本发明,进一步地,所述复合材料预浸料为具有铺层-树脂异质界面的非均质的混合相结构的碳纤维树脂基复合材料,具有各向异性,不同于各向同性金属材料。
需要注意的是图12和图13为本申请校准块1的实物扫描图,在此处仅作为展示,其并不对本申请所记载的技术方案有任何实质的影响,故若因扫描操作光线等问题存在不清楚的地方也不对本申请技术内容造成影响。
图1中记载的数值80的单位均为mm,代表校准块1的长和宽为80mm,25和R25的单位也为mm,分别代表校准块1的厚度为25mm和半径为25mm。图2中Φ3代表孔径为3mm,25的单位为mm,代表平底孔3距离边缘25mm;80的单位也为mm,代表校准块1的宽度为80mm。
实施例2:
本实施例提出了一种超声相控阵扇形扫描的校准块的制造方法,用于制造上述一种超声相控阵扇形扫描的校准块,如图1、图2、图3、图4、图12、图13所示所述制造方法的具体操作为:选取200张单张尺寸为100mm×100mm×0.125mm的复合材料预浸料,依次采用铺叠、组装、热压罐成型固化生成100mm×100mm×25mm的试块板;然后对100mm×100mm×25mm的试块板进行切割得到80mm×80mm×25mm的试块板,再对80mm×80mm×25mm的试板块的一端头进行铣切,通过编制圆弧面专用程序和调用程序,生成半径为25mm的半圆弧形端头2;最后在半圆弧形端头2上以15°为间隔,以半圆弧形面的圆心为圆心,分别在半圆弧形端头2的半圆弧形面上距离校准头1侧边25mm处的15°、30°、45°、60°、75°处钻5个一线径向分布的孔,然后进行铣孔得到五个孔径3mm、孔深5mm的平底孔,完成校准块1的制造。
为了更好地实现本发明,进一步地,所述铺叠的具体操作为:将200张复合材料预浸料分为两组100张的复合材料预浸料,对于一组100张的复合材料预浸料,采用0°和90°垂直的方式交叉叠合得到一个100层板,最后将两个叠合得到的100层板再叠合得到一个200层板。
为了更好地实现本发明,进一步地,在进行100层板交叉叠合的时候,每交叉叠合10层,就进行一次真空预压。
为了更好地实现本发明,进一步地,所述组装的操作为:分别在叠合的200层板的中心位置的底层、中间层和表层放置一根热电偶,然后再封装入真空袋;所述中间层为两个100层板之间。
为了更好地实现本发明,进一步地,所述切割的具体操作为:去除周边辅助材料,打磨清理表面余胶,对100mm×100mm×25mm的试块板的边缘进行单边切割量为10mm的切割,得到80mm×80mm×25mm的试块板。
为了更好地实现本发明,进一步地,对80mm×80mm×25mm的试块板的一端头进行铣切的具体操作为:首先采用搭压板方式进行试块装夹并找正,试块垫高≥400mm,其中压板厚度≤50mm,宽度≤60mm,压入试块深度≤20mm;压板位置居中;然后进行“粗精铣”的圆弧面轮廓加工,加工采用刀具:GXIPJ4G/20×15×30R5,刀套:HSK63、E9304、5803、20100,工作长度:30min,仿真时间:15min,走刀采用行切方式。
实施例3:
本实施例提出了一种超声相控阵扇形扫描的校准块的使用方法,使用相控阵探头4对所述校准块1开展相控阵实验,在具体实验时,将相控阵探头4放置在校准块1上与半圆弧形端头2的圆心及五个平底孔3的圆心相对应的位置。
实施例4:
本实施例在上述实施例3的基础上,为了更好的实现本发明,进一步地,如图1、图2、图3、图4、图5、图6、图12、图13所示使用相控阵探头确定超声波波型的操作为:将相控阵探头放置于圆弧面的圆心处,采用校准试块圆弧面开展相控阵实验,相控阵扇形扫描实验结果如图5所示,图5中以箭头指示的地方即为一次底波,采用液滴法间接验证,一次底波幅值有跳动,基于仅纵波能在液体中传播,确定波型为纵波。
本实施例的其他部分与上述实施例3相同,故不再赘述。
实施例5:
本实施例在上述实施例3-4任一项的基础上,如图1、图2、图3、图4、图7、图8、图9、图12、图13所示,使用校准块1结合相控阵探头4测定传播速度和1:1时基线比例调节的具体操作为:将相控阵探头放置于圆弧面的圆心处,采用校准试块圆弧面和45°平底孔开展相控阵实验,复合材料各向异性显著,超声波传播过程中可能会在铺层-树脂异质界面可能发生折射,波型转换,使得传播特性较为复杂,超声在各个方向上显现出不同的传播速度,采用校准试块首次测得主声束方向的传播速度。如图7所示传播速度测定为2387m/s,为了方便查看,在图7中以方框的形式将传播速度标定展示,如图8和图9所示,时基线比例调节验证,平底孔孔深20.2mm,R25弧底显示50mm,时基线比例为1:1,在工程应用中,时基线比例为1:1,可以对发现的缺陷进行精确定位,对于设计人员对损伤容限评估并开展下一步工程处置指名方向。为了方便查看,在图中以方框的形式对平底孔声程SA以方框的形式进行标定。
本实施例的其他部分与上述实施例1-4任一项相同,故不再赘述。
实施例6:
本实施例在上述实施例1-5任一项的基础上,如图1、图2、图3、图4、图10、图11、图12、图13所示,使用校准块1结合相控阵探头4测定偏转角度的操作为:将相控阵探头放置于圆弧面的平底孔轴线圆心处,如图10和图11所示,扇扫检测范围内发现2个平底孔回波,分别是42°与29°,相比较而言,42°平底孔回波高于29°回波幅值,因此主声束偏转角为42°。42°是5MHz探头及39°物理角度楔块组合的主声束偏转角,在42°方向主声束超声能量高发现缺陷灵敏度高。
工作原理:
本实施例的其他部分与上述实施例1-5任一项相同,故不再赘述。
以上所述,仅是本发明的较佳实施例,并非对本发明做任何形式上的限制,凡是依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化,均落入本发明的保护范围之内。需要说明的是,图5、图7、图8、图9、图10、图11仅为试验数据的计算机界面截图,在此仅仅作为效果的展示,其并不对本申请方法的实质内容造成影响。
Claims (8)
1.一种超声相控阵扇形扫描的校准块,用于在超声相控阵扇形扫描中对不同结构、不同厚度的复合材料进行适用性验证,其特征在于,所述校准块(1)为一端设置半圆弧形端头(2)的板状结构,在所述半圆弧形端头(2)角度为90°的半圆弧形面上径向排布有五个平底孔(3),所述平底孔(3)以15°为间隔,绕半圆弧形端头(2)的圆心分别设置在半圆弧形面的15°、30°、45°、60°和75°的位置处并呈一线径向排布;
所述校准块(1)包括200张厚度为0.125mm的复合材料预浸料,且校准块(1)的长度和宽度分别为80mm;所述平底孔(3)分布在离所述校准块(1)左侧或右侧25mm距离处以半圆弧形端头(2)的圆心为圆心呈一线径向分布;
所述校准块(1)的半圆弧形端头(2)的半径为25mm;
所述平底孔(3)的孔径为3mm,孔深为5mm;
所述复合材料预浸料为具有铺层-树脂异质界面的非均质的混合相结构的碳纤维树脂基复合材料。
2.一种超声相控阵扇形扫描的校准块的制造方法,用于制造如权利要求1所述的一种超声相控阵扇形扫描的校准块,其特征在于,具体操作为:选取200张单张尺寸为100mm×100mm×0.125mm的复合材料预浸料,依次采用铺叠、组装、热压罐成型固化生成100mm×100mm×25mm的试块板;然后对100mm×100mm×25mm的试块板进行切割得到80mm×80mm×25mm的试块板,再对80mm×80mm×25mm的试板块的一端头进行铣切,生成半径为25mm的半圆弧形端头(2);最后在半圆弧形端头(2)上以15°为间隔,以半圆弧形面的圆心为圆心,分别在半圆弧形端头(2)的半圆弧形面上距离校准头(1)侧边25mm处的15°、30°、45°、60°、75°处钻5个一线径向分布的孔,然后进行铣孔得到五个孔径3mm、孔深5mm的平底孔,完成校准块(1)的制造。
3.如权利要求2所述的一种超声相控阵扇形扫描的校准块的制造方法,其特征在于,所述铺叠的具体操作为:将200张复合材料预浸料分为两组100张的复合材料预浸料,对于一组100张的复合材料预浸料,采用0°和90°垂直的方式交叉叠合得到一个100层板,最后将两个叠合得到的100层板再叠合得到一个200层板。
4.如权利要求3所述的一种超声相控阵扇形扫描的校准块的制造方法,其特征在于,在进行100层板交叉叠合的时候,每交叉叠合10层,就进行一次真空预压。
5.如权利要求3所述的一种超声相控阵扇形扫描的校准块的制造方法,其特征在于,所述组装的操作为:分别在叠合的200层板的中心位置的底层、中间层和表层放置一根热电偶,然后再封装入真空袋;所述中间层为两个100层板之间。
6.如权利要求2所述的一种超声相控阵扇形扫描的校准块的制造方法,其特征在于,所述切割的具体操作为:去除周边辅助材料,打磨清理表面余胶,对100mm×100mm×25mm的试块板的边缘进行单边切割量为10mm的切割,得到80mm×80mm×25mm的试块板。
7.如权利要求2所述的一种超声相控阵扇形扫描的校准块的制造方法,其特征在于,对80mm×80mm×25mm的试块板的一端头进行铣切的具体操作为:首先采用搭压板方式进行试块装夹并找正,试块垫高≥400mm,其中压板厚度≤50mm,宽度≤60mm,压入试块深度≤20mm;压板位置居中;然后进行“粗精铣”的圆弧面轮廓加工,加工采用刀具:GXIPJ4G/20×15×30R5,刀套:HSK63、E9304、5803、20100,工作长度:30min,仿真时间:15min,走刀采用行切方式。
8.一种超声相控阵扇形扫描的校准块的使用方法,基于权利要求1所述的一种超声相控阵扇形扫描的校准块,其特征在于,使用相控阵探头(4)对所述校准块(1)开展相控阵实验,在具体实验时,将相控阵探头(4)放置在校准块(1)上与半圆弧形端头(2)的圆心及五个平底孔(3)的圆心相对应的位置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110369788.3A CN112763583B (zh) | 2021-04-07 | 2021-04-07 | 一种超声相控阵扇形扫描的校准块及制造和使用方法 |
| PCT/CN2021/136928 WO2022213646A1 (zh) | 2021-04-07 | 2021-12-10 | 一种超声相控阵扇形扫描的校准块及制造和使用方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202110369788.3A CN112763583B (zh) | 2021-04-07 | 2021-04-07 | 一种超声相控阵扇形扫描的校准块及制造和使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN112763583A CN112763583A (zh) | 2021-05-07 |
| CN112763583B true CN112763583B (zh) | 2021-08-03 |
Family
ID=75691381
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202110369788.3A Active CN112763583B (zh) | 2021-04-07 | 2021-04-07 | 一种超声相控阵扇形扫描的校准块及制造和使用方法 |
Country Status (2)
| Country | Link |
|---|---|
| CN (1) | CN112763583B (zh) |
| WO (1) | WO2022213646A1 (zh) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112763583B (zh) * | 2021-04-07 | 2021-08-03 | 成都飞机工业(集团)有限责任公司 | 一种超声相控阵扇形扫描的校准块及制造和使用方法 |
| CN113866279B (zh) * | 2021-08-19 | 2023-11-10 | 中车唐山机车车辆有限公司 | 曲面双轴肩搅拌摩擦焊缝的超声波相控阵检测方法 |
| CN115468514B (zh) * | 2022-10-26 | 2025-03-18 | 山东瑞祥模具有限公司 | 一种测厚能力验证试块 |
| CN120801536B (zh) * | 2025-09-05 | 2025-12-09 | 中国航空发动机研究院 | 一种腐蚀缺陷的超声试块及其检测方法 |
Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2341147Y (zh) * | 1997-11-17 | 1999-09-29 | 北京电力科学研究院 | 小径管焊接超声探伤用试块装置 |
| CN201207045Y (zh) * | 2008-03-12 | 2009-03-11 | 河北省电力研究院 | 一种超声波探伤试块 |
| CN201788174U (zh) * | 2010-07-28 | 2011-04-06 | 南车戚墅堰机车车辆工艺研究所有限公司 | 一种探头性能检定试块 |
| CN202066835U (zh) * | 2011-05-18 | 2011-12-07 | 马鞍山十七冶工程科技有限责任公司 | 金属焊缝超声波探伤检测用简易试块 |
| CN203894199U (zh) * | 2014-04-02 | 2014-10-22 | 深圳市泰克尼林科技发展有限公司 | 一种pe超声检测校准试块 |
| CN204008571U (zh) * | 2014-03-13 | 2014-12-10 | 河北省电力建设调整试验所 | 一种多方位检测用超声波试块 |
| JP2015108523A (ja) * | 2013-12-03 | 2015-06-11 | 株式会社東芝 | タービン翼の検査装置及びその検査方法 |
| CN205749406U (zh) * | 2016-06-22 | 2016-11-30 | 成都飞机工业(集团)有限责任公司 | 一种用于飞机进气道套环铆钉的超声波检测试块 |
| CN106404920A (zh) * | 2016-06-15 | 2017-02-15 | 中国航空工业集团公司北京航空材料研究院 | 一种复合材料r角结构超声检测用对比试块 |
| CN106525985A (zh) * | 2016-10-27 | 2017-03-22 | 中国海洋石油总公司 | 双金属复合材料相控阵超声波检测校准试块的设置方法 |
| CN109406629A (zh) * | 2018-10-15 | 2019-03-01 | 成都飞机工业(集团)有限责任公司 | 一种用于复合材料结构超声检测的r角试块及制作方法 |
| CN109668966A (zh) * | 2018-12-28 | 2019-04-23 | 哈尔滨焊接研究院有限公司 | 发动机转子组件惯性摩擦焊缝超声检测用校准试块 |
| CN109668967A (zh) * | 2019-01-08 | 2019-04-23 | 哈尔滨焊接研究院有限公司 | 发动机转子组件惯性摩擦焊缝超声相控阵检测用对比试块 |
| CN208897748U (zh) * | 2018-10-30 | 2019-05-24 | 广东华路交通科技有限公司 | 一种超声波测厚仪校准标准厚度块的存储装置 |
| CN111272868A (zh) * | 2019-12-31 | 2020-06-12 | 中国航空制造技术研究院 | 一种用于复合材料超声检测的曲率系数的确定方法 |
| CN210803374U (zh) * | 2019-10-29 | 2020-06-19 | 中航通飞华南飞机工业有限公司 | 一种碳纤维复合材料“r”角结构超声检测的对比试块 |
| CN211426385U (zh) * | 2019-11-06 | 2020-09-04 | 海洋石油工程股份有限公司 | 海洋工程超声仪器和探头组合性能测试通用试块 |
| CN212134587U (zh) * | 2019-12-05 | 2020-12-11 | 山东电力工业锅炉压力容器检验中心有限公司 | 测量铝合金横波声程与探头入射点误差关系的试块 |
| CN112213399A (zh) * | 2020-09-29 | 2021-01-12 | 中国航发动力股份有限公司 | 一种胶接质量的检测方法 |
| CN212780653U (zh) * | 2020-07-30 | 2021-03-23 | 广东汕头超声电子股份有限公司 | 一种用于探轮校准及静态测试的组合试块 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN101475299A (zh) * | 2008-12-03 | 2009-07-08 | 中国兵器工业集团第五三研究所 | 一种纤维增强玻璃基复合材料制备工艺 |
| CN102085739B (zh) * | 2010-11-18 | 2013-01-09 | 西安超码科技有限公司 | 一种二维炭纤维复合材料板材的铺层方法 |
| US8521446B2 (en) * | 2010-11-23 | 2013-08-27 | Olympus Ndt Inc. | System and method of conducting refraction angle verification for phased array probes using standard calibration blocks |
| CN202583136U (zh) * | 2012-03-31 | 2012-12-05 | 南车戚墅堰机车车辆工艺研究所有限公司 | 一种超声波探伤探头性能检定试块 |
| CN202916247U (zh) * | 2012-10-29 | 2013-05-01 | 哈电集团(秦皇岛)重型装备有限公司 | 超声波检测多功能试块 |
| CN205720115U (zh) * | 2016-04-26 | 2016-11-23 | 中国海洋石油总公司 | 相控阵超声波检测装置的校准试块 |
| CN105911144A (zh) * | 2016-05-17 | 2016-08-31 | 上海卫星装备研究所 | 碳纤维复合材料桁架胶接缺陷超声相控阵检测装置及方法 |
| CN106124638B (zh) * | 2016-06-15 | 2018-10-02 | 中国航空工业集团公司北京航空材料研究院 | R角结构超声相控阵检测用曲面线阵探头的声场测量方法 |
| CN206489123U (zh) * | 2016-12-29 | 2017-09-12 | 上海船舶工程质量检测有限公司 | 一种斜入射平底孔反射灵敏度定量试块 |
| CN208366915U (zh) * | 2018-04-26 | 2019-01-11 | 安徽津利能源科技发展有限责任公司 | 一种用于相控阵超声仪器和探头的系统性能校准a型试块 |
| CN110007003B (zh) * | 2019-04-10 | 2022-11-11 | 上海船舶工艺研究所(中国船舶集团有限公司第十一研究所) | 用于声速非均匀金属厚板焊缝相控阵超声检测的分区方法 |
| CN110682559A (zh) * | 2019-09-19 | 2020-01-14 | 中航复合材料有限责任公司 | 一种芳纶纤维复合材料中心筒的成型方法 |
| CN212514423U (zh) * | 2020-06-23 | 2021-02-09 | 西安热工研究院有限公司 | 一种超声相控阵小角度纵波探头用校准/对比试块 |
| CN112763583B (zh) * | 2021-04-07 | 2021-08-03 | 成都飞机工业(集团)有限责任公司 | 一种超声相控阵扇形扫描的校准块及制造和使用方法 |
-
2021
- 2021-04-07 CN CN202110369788.3A patent/CN112763583B/zh active Active
- 2021-12-10 WO PCT/CN2021/136928 patent/WO2022213646A1/zh not_active Ceased
Patent Citations (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN2341147Y (zh) * | 1997-11-17 | 1999-09-29 | 北京电力科学研究院 | 小径管焊接超声探伤用试块装置 |
| CN201207045Y (zh) * | 2008-03-12 | 2009-03-11 | 河北省电力研究院 | 一种超声波探伤试块 |
| CN201788174U (zh) * | 2010-07-28 | 2011-04-06 | 南车戚墅堰机车车辆工艺研究所有限公司 | 一种探头性能检定试块 |
| CN202066835U (zh) * | 2011-05-18 | 2011-12-07 | 马鞍山十七冶工程科技有限责任公司 | 金属焊缝超声波探伤检测用简易试块 |
| JP2015108523A (ja) * | 2013-12-03 | 2015-06-11 | 株式会社東芝 | タービン翼の検査装置及びその検査方法 |
| CN204008571U (zh) * | 2014-03-13 | 2014-12-10 | 河北省电力建设调整试验所 | 一种多方位检测用超声波试块 |
| CN203894199U (zh) * | 2014-04-02 | 2014-10-22 | 深圳市泰克尼林科技发展有限公司 | 一种pe超声检测校准试块 |
| CN106404920A (zh) * | 2016-06-15 | 2017-02-15 | 中国航空工业集团公司北京航空材料研究院 | 一种复合材料r角结构超声检测用对比试块 |
| CN205749406U (zh) * | 2016-06-22 | 2016-11-30 | 成都飞机工业(集团)有限责任公司 | 一种用于飞机进气道套环铆钉的超声波检测试块 |
| CN106525985A (zh) * | 2016-10-27 | 2017-03-22 | 中国海洋石油总公司 | 双金属复合材料相控阵超声波检测校准试块的设置方法 |
| CN109406629A (zh) * | 2018-10-15 | 2019-03-01 | 成都飞机工业(集团)有限责任公司 | 一种用于复合材料结构超声检测的r角试块及制作方法 |
| CN208897748U (zh) * | 2018-10-30 | 2019-05-24 | 广东华路交通科技有限公司 | 一种超声波测厚仪校准标准厚度块的存储装置 |
| CN109668966A (zh) * | 2018-12-28 | 2019-04-23 | 哈尔滨焊接研究院有限公司 | 发动机转子组件惯性摩擦焊缝超声检测用校准试块 |
| CN109668967A (zh) * | 2019-01-08 | 2019-04-23 | 哈尔滨焊接研究院有限公司 | 发动机转子组件惯性摩擦焊缝超声相控阵检测用对比试块 |
| CN210803374U (zh) * | 2019-10-29 | 2020-06-19 | 中航通飞华南飞机工业有限公司 | 一种碳纤维复合材料“r”角结构超声检测的对比试块 |
| CN211426385U (zh) * | 2019-11-06 | 2020-09-04 | 海洋石油工程股份有限公司 | 海洋工程超声仪器和探头组合性能测试通用试块 |
| CN212134587U (zh) * | 2019-12-05 | 2020-12-11 | 山东电力工业锅炉压力容器检验中心有限公司 | 测量铝合金横波声程与探头入射点误差关系的试块 |
| CN111272868A (zh) * | 2019-12-31 | 2020-06-12 | 中国航空制造技术研究院 | 一种用于复合材料超声检测的曲率系数的确定方法 |
| CN212780653U (zh) * | 2020-07-30 | 2021-03-23 | 广东汕头超声电子股份有限公司 | 一种用于探轮校准及静态测试的组合试块 |
| CN112213399A (zh) * | 2020-09-29 | 2021-01-12 | 中国航发动力股份有限公司 | 一种胶接质量的检测方法 |
Non-Patent Citations (3)
| Title |
|---|
| Assessment of uncertainty in damage evaluation by ultrasonic testing of composite structures;Angelika Wronkowicz等;《Composite Structures》;20181101;第203卷;第71-84页 * |
| 复合材料无损检测对比试块的制作工艺及测试评价;王丹 等;《工程设备与材料》;20191231(第14期);第130-131页 * |
| 纤维增强树脂基复合材料国内外超声检测标准;王铮 等;《无损检测》;20181110;第40卷(第11期);第59-63页 * |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2022213646A1 (zh) | 2022-10-13 |
| CN112763583A (zh) | 2021-05-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN112763583B (zh) | 一种超声相控阵扇形扫描的校准块及制造和使用方法 | |
| Smith et al. | Automated analysis and advanced defect characterisation from ultrasonic scans of composites | |
| Liu et al. | Delamination damage detection of laminated composite beams using air-coupled ultrasonic transducers | |
| US7320241B2 (en) | Ultrasonic inspection reference standard for composite materials | |
| US7216544B2 (en) | Ultrasonic inspection reference standard for composite Materials | |
| Cao et al. | In situ elastic constant determination of unidirectional CFRP composites via backwall reflected multi-mode ultrasonic bulk waves using a linear array probe | |
| CN105158333B (zh) | 一种纤维增强树脂基复合材料r区超声检测模型建立方法 | |
| CN115097009A (zh) | 一种基于频域调控的超声导波相控阵cfrp缺陷检测方法 | |
| Jing et al. | Ultrasonic detection and evaluation of delamination defects in carbon fiber composites based on finite element simulation | |
| CN111579646B (zh) | 石质文物裂隙的原位、无损检测方法 | |
| He et al. | Noncontact measurement of elastic constants of anisotropic CFRP laminate using orthogonal cross-scan point source-point receiver laser ultrasound | |
| Luo et al. | Defects imaging in corner part with surface adaptive ultrasonic and focusing in receiving (FiR) strategy | |
| Ma et al. | A damage localization technique using wave front shapes in composite laminates without knowing the velocity profile | |
| Lobkis et al. | In-plane elastic property characterization in composite plates | |
| Wu et al. | Detection of edge delamination in composite laminates using edge waves | |
| CN217739092U (zh) | 一种用于非金属复合材料超声检测系统性能校准的试块 | |
| Edmund et al. | Advanced Composites | |
| Wang et al. | Ultrasonic wave interaction with multidirectional composites: Modeling and experiment | |
| CN115128172A (zh) | 一种无损检测工艺验证试块 | |
| CN208902317U (zh) | 一种轴类零件表面残余应力检测装置 | |
| Govada et al. | A study of the stress wave factor technique for the characterization of composite materials | |
| CN115078544B (zh) | 一种基于时域调控的超声导波相控阵cfrp缺陷检测方法 | |
| CN114324575B (zh) | 一种基于压电纤维传感器阵列的复合材料板裂纹定位方法 | |
| Hervin et al. | Directionally Dependent Guided Wave Scattering for the Monitoring of Anisotropic Composite Structures | |
| Hernández-Moreno et al. | Experimental analysis of CFRP and GFRP composites using guided ultrasonic waves: development of frequency maps |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |