CN112828126A - 定向脚轮支架冲孔装置及加工方法 - Google Patents
定向脚轮支架冲孔装置及加工方法 Download PDFInfo
- Publication number
- CN112828126A CN112828126A CN202011609845.2A CN202011609845A CN112828126A CN 112828126 A CN112828126 A CN 112828126A CN 202011609845 A CN202011609845 A CN 202011609845A CN 112828126 A CN112828126 A CN 112828126A
- Authority
- CN
- China
- Prior art keywords
- shaft hole
- plate
- punch
- bottom hole
- caster bracket
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
- B21D28/24—Perforating, i.e. punching holes
- B21D28/243—Perforating, i.e. punching holes in profiles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
Abstract
本发明公开一种定向脚轮支架冲孔装置,包括:上基板、下基板、导套、导柱、上固定板、第一橡胶、压板、压块、底孔冲头、底孔冲套固定座、滑座、轴孔冲头、第二橡胶、导板、轴孔冲套固定座。本发明还公开利用该定向脚轮支架冲孔装置一次性同时冲出定向脚轮支架上的底孔和轴孔的加工方法。本发明提供的一种定向脚轮支架冲孔装置及加工方法,能够实现一次性同时冲出定向脚轮支架上的底孔和轴孔,提高了定向脚轮支架上的底孔和轴孔的加工效率,并有效保证孔位精度。
Description
技术领域
本发明涉及一种冲孔装置,特别是涉及一种定向脚轮支架冲孔装置,可用来在定向脚轮支架上冲孔。
背景技术
定向脚轮由定向脚轮支架、单轮、螺栓和螺母组装而成。如图1所示,定向脚轮支架50具有底板51以及位于底板两侧对称的两个侧板52,底板51上设置有底孔53,两个侧板52上分别设置有轴孔54。底孔53是竖直方向的通孔,用来将定向脚轮安装在相关设施上。轴孔54是水平方向的通孔,用来安装单轮。轴孔54和底孔53的位置精度会影响定向脚轮装配后的精度。轴孔54和底孔53的位置精度不良时,将导致安装固定脚轮的相关设施不平稳,移动时抖动会颠簸,影响设施的正常使用。现有技术中通常是将轴孔54和底孔53分步进行冲孔,分步冲孔会造成定向脚轮支架50的孔位偏移,导致轴孔54和底孔53的位置精度不良。
发明内容
本发明所要解决的技术问题在于,提供一种定向脚轮支架冲孔装置,其安装在压力机上可实现一次性同时冲出定向脚轮支架上的底孔和轴孔,并有效保证孔位精度。
为解决上述技术问题,本发明采用的技术方案为:
一种定向脚轮支架冲孔装置,包括:上基板、下基板、导套、导柱、上固定板、第一橡胶、压板、压块、底孔冲头、底孔冲套固定座、滑座、轴孔冲头、第二橡胶、导板、轴孔冲套固定座;
所述导套和所述导柱相连接组成可相对滑动的伸缩结构,所述上基板和所述下基板之间通过所述伸缩结构连接,使所述上基板和所述下基板能在竖直方向上发生相对运动;所述上固定板与所述上基板固定连接,所述第一橡胶与所述上固定板的下端固定连接,所述压板与所述第一橡胶的下端固定连接;所述压块的上端与所述上基板固定连接,所述压块的下端收缩形成两侧对称的第一斜面;所述底孔冲头呈竖直设置,所述底孔冲头的上端固定安装于所述上固定板;所述上固定板、第一橡胶、压板具有对齐的第一通孔,所述底孔冲头竖直穿插于所述第一通孔内;
所述底孔冲套固定座固定安装于所述下基板的上端,所述底孔冲套固定座用于放置定向脚轮支架的底板;所述底孔冲套固定座的上表面设有竖直的第一型孔,所述第一型孔位于所述底孔冲头的正下方,所述第一型孔内安装有底孔冲套,所述底孔冲套的内径尺寸与所述底孔冲头的外径尺寸相匹配使所述底孔冲头能竖直插入至所述底孔冲套内;所述底孔冲头与所述底孔冲套相配合用于冲出定向脚轮支架的底孔;
所述压块的正下方设有两个对称安装的滑座,两个滑座相对的一端均具有第二斜面,所述第二斜面与所述第一斜面相切合;所述压块下压至与两个滑座相接触时,利用所述第一斜面沿所述第二斜面的相对滑动,所述压块继续下压使两个滑座分别向两侧滑动远离分开;定义在两个滑座的滑动方向上,靠近所述压块的一端为近端,远离所述压块的一端为远端;在两个滑座的远端由近至远分别对称地安装有轴孔冲头、第二橡胶、导板、轴孔冲套固定座;所述轴孔冲头呈水平设置,所述轴孔冲头的近端与所述滑座的远端固定连接;所述导板与所述下基板固定连接,所述轴孔冲套固定座与所述下基板固定连接,所述第二橡胶的远端固定于所述导板的近端;所述第二橡胶、导板具有水平对齐的第二通孔,所述轴孔冲头水平穿插于所述第二通孔内;
所述轴孔冲套固定座和所述导板之间形成供所述定向脚轮支架的侧板插入的间隙;所述轴孔冲套固定座设有第二型孔,所述第二型孔与所述第二通孔对齐,所述第二型孔内安装有轴孔冲套,所述轴孔冲套的内径尺寸与所述轴孔冲头的外径尺寸相匹配使所述轴孔冲头能水平插入至所述轴孔冲套内;所述轴孔冲头与所述轴孔冲套相配合用于冲出定向脚轮支架的轴孔;
所述压块下压使两个滑座分别向两侧滑动远离时,所述底孔冲头冲出底孔且同时所述轴孔冲头冲出轴孔。
具体的,所述导套与所述上基板固定连接,所述导柱与所述下基板固定连接。
具体的,所述上固定板与所述上基板之间通过第一销钉和/或第二螺钉固定连接。较佳的,所述上固定板与所述上基板之间还安装有垫板,所述上固定板、垫板、上基板三者之间通过第一销钉/或第二螺钉固定连接。
具体的,所述压块的上端通过第一螺钉与所述垫板固定连接。所述压块的上端与所述上基板之间通过所述垫板和所述第一螺钉实现间接的固定连接。
具体的,所述上固定板、第一橡胶、压板具有对齐的中心孔,所述压块竖直穿插于所述中心孔内。此外,所述底孔冲套固定座、定向脚轮支架也同样具有的对齐的中心孔。所述压块下压时可穿插于所述底孔冲套固定座、定向脚轮支架的中心孔内。
具体的,所述压块的下端尺寸均匀缩小,形成向中间倾斜的斜面。
具体的,所述底孔冲头的上端抵靠于所述垫板的下表面,所述底孔冲头的上端被夹持于所述垫板与所述上固定板之间进行固定。所述底孔冲头的下端相比所述压板的下表面齐平或缩在压板下表面内。
具体的,所述底孔冲头的数量为四个。
具体的,所述上固定板、第一橡胶、压板之间通过第三螺钉固定连接。
具体的,所述第三螺钉竖直贯穿所述上基板、垫板、上固定板、第一橡胶,且所述第三螺钉的下端与所述压板固定连接。第三螺钉的螺帽压紧于所述垫板的上表面。
具体的,所述底孔冲套固定座与所述下基板通过第六螺钉和/或第四销钉固定连接。
具体的,所述轴孔冲头的近端与所述滑座的远端通过螺套固定连接;
具体的,所述下基板与所述导板通过第五螺钉和/或第三销钉固定连接。
具体的,在所述滑座的滑动方向上设置有相应的导轨。所述导轨安装于所述导板上。所述第五螺钉将所述导轨、导板、下基板同时固定。所述第三销钉将所述导轨、导板、下基板同时固定。
具体的,所述轴孔冲套固定座与所述下基板通过第四螺钉和/或第二销钉固定连接。
此外,本发明还提供一种利用前述定向脚轮支架冲孔装置一次性同时冲出定向脚轮支架上的底孔和轴孔的加工方法,所述方法包括:
将所述上基板固定安装于压力机的滑块上,将所述下基板固定安装在压力机的工作台上;将待冲孔的定向脚轮支架放置于冲孔工位上,使底板位于底孔冲套固定座上且两个侧板分别位于两侧的轴孔冲套固定座与导板之间;压力机滑块向下运动,压块随之下压使两个滑座分别向两侧滑动远离的同时,底孔冲头于竖直方向在底板冲出底孔且轴孔冲头于水平方向在侧板冲出轴孔。
具体的,在压力机滑块向下运动过程中,压板先接触定向脚轮支架,第一橡胶开始压缩;压力机滑块继续下行,压块的两个第一斜面推动两个滑座并带动轴孔冲头分别向两侧运动,并使第二橡胶压缩,轴孔冲头对定向脚轮支架的侧板进行冲孔;与此同时,底孔冲头也对定向脚轮支架的底板进行冲孔;当压力机滑块下行至下极限时,定向脚轮支架的轴孔和底孔完全冲穿。
具体的,在定向脚轮支架的轴孔和底孔完全冲穿时,冲孔产生的废料分别进入轴孔冲套、底孔冲套中。
具体的,在定向脚轮支架的轴孔和底孔完全冲穿后,压力机滑块上行,第二橡胶弹性回复推动滑座复位,带动轴孔冲头一同复位,导板挡住定向脚轮支架的侧板,轴孔冲头从定向脚轮支架的轴孔中脱出;同时,第一橡胶弹性回复使底孔冲头从定向脚轮支架的底孔中脱出。
具体的,在压力机滑块上行复位后,取出冲孔完成的定向脚轮支架,再放入下一件定向脚轮支架继续加工。
本发明提供了一种定向脚轮支架冲孔装置,能够实现一次性同时冲出定向脚轮支架上的底孔和轴孔,提高了定向脚轮支架上的底孔和轴孔的加工效率,并有效保证孔位精度。本发明还同时提供了利用该装置一次性同时冲出定向脚轮支架上的底孔和轴孔的加工方法。
附图说明
图1为现有的定向脚轮支架的一种结构示意图。
图2A为本发明的定向脚轮支架冲孔装置一具体实施例的结构示意图,显示该装置的正视图。
图2B为图2A中定向脚轮支架冲孔装置的俯视图。
图3A为图2B的A-A向剖视图。
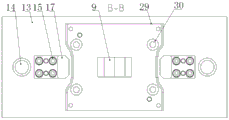
图3B为图3A的B-B向剖视图。
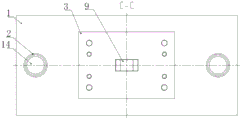
图3C为图3A的C-C向剖视图。
图4为图3A的左视图。
图5为本发明的定向脚轮支架冲孔装置安装在压力机上打开的状态。
图6为本发明的定向脚轮支架冲孔装置安装在压力机上闭合并将定向支架的底孔和轴孔冲穿的状态。
图7为本发明的定向脚轮支架冲孔装置的分解示意图。
附图中符号标记说明:
1上基板;
2导套;
3压板;
4第一橡胶;
5第一销钉;
6上固定板;
7垫板;
8第一螺钉;
9压块;
10第二螺钉;
11底孔冲头;
12第三螺钉;
13下基板;
14导柱;
15第四螺钉;
16第二销钉;
17轴孔冲套固定座;
18轴孔冲套;
19导板;
20第二橡胶;
21螺套;
22轴孔冲头;
23滑座;
24第五螺钉;
25第三销钉;
26导轨;
27第四销钉;
28第六螺钉;
29底孔冲套固定座;
30底孔冲套;
31第一斜面;
32第二斜面;
33第一通孔;
34第二通孔;
35第一型孔;
36第二型孔
37中心孔;
50定向脚轮支架;
51底板;
52侧板;
53底孔;
54轴孔。
具体实施方式
下面将对本发明的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一
如图2A-图7所示,为一种定向脚轮支架冲孔装置,主要包括:上基板1、下基板13、导套2、导柱14、上固定板6、第一橡胶4、压板3、压块9、底孔冲头11、底孔冲套固定座29、滑座23、轴孔冲头22、第二橡胶20、导板19和轴孔冲套固定座17。
其中,由导套2和导柱14相连接组成可相对滑动的伸缩结构,上基板1和下基板13两者之间通过该伸缩结构相连接,使上基板1和下基板13之间能在竖直方向上发生相对伸缩运动。上固定板6与上基板1直接或间接固定连接,第一橡胶4与上固定板6的下端固定连接,压板3与第一橡胶4的下端固定连接;压块9的上端与上基板1直接或间接固定连接,压块9的下端收缩形成两侧对称的第一斜面31;底孔冲头11呈竖直设置,底孔冲头11的上端固定安装于上固定板6;上固定板6、第一橡胶4、压板3具有对齐的第一通孔33,底孔冲头11竖直穿插于第一通孔33内;
其中,底孔冲套固定座29固定安装于下基板13的上端,底孔冲套固定座29是用于放置定向脚轮支架50,定向脚轮支架50的底板51放置于底孔冲套固定座29的上表面。底孔冲套固定座29的上表面设有竖直的第一型孔35,第一型孔35位于底孔冲头11的正下方,第一型孔35内安装有底孔冲套30,底孔冲套30的内径尺寸与底孔冲头11的外径尺寸相匹配使底孔冲头11能竖直插入至底孔冲套30内;通过底孔冲头11与底孔冲套30相配合用于实现冲出定向脚轮支架50的底孔53的目的;
其中,压块9的正下方设有两个对称安装的滑座23,两个滑座23相对的一端均具有第二斜面32,第二斜面32与第一斜面31相切合。压块9下压至与两个滑座23相接触时,利用第一斜面31沿着第二斜面32的相对滑动,压块9继续下压使两个滑座23分别向两侧滑动远离并分开。定义在两个滑座23的滑动方向上,各组件的靠近压块9的一端均为近端,各组件的远离压块9的一端均为远端。在两个滑座23的远端由近至远分别对称地安装有轴孔冲头22、第二橡胶20、导板19和轴孔冲套固定座17。轴孔冲头22是呈水平设置,轴孔冲头22的近端与滑座23的远端固定连接;导板19与下基板13固定连接,轴孔冲套固定座17与下基板13固定连接,第二橡胶20固定于导板19上。第二橡胶20、导板19具有水平对齐的第二通孔32,轴孔冲头22水平穿插于第二通孔32内;
其中,定向脚轮支架50的侧板52插入于轴孔冲套固定座17和导板19之间。轴孔冲套固定座17设有第二型孔36,第二型孔36与第二通孔34对齐,第二型孔36内安装有轴孔冲套18,轴孔冲套18的内径尺寸与轴孔冲头22的外径尺寸相匹配使轴孔冲头22能水平插入至轴孔冲套18内;通过轴孔冲头22与轴孔冲套18相配合用于实现冲出定向脚轮支架50的轴孔54的目的;
压块9的高度与底孔冲头11、轴孔冲头22的长度相匹配,使压块9下压令两个滑座23分别向两侧滑动远离时,底孔冲头11冲出底孔53并且轴孔冲头22同时冲出轴孔54。
本发明的定向脚轮支架冲孔装置实现了一次性同时冲出定向脚轮支架50上的底孔53和轴孔54,提高了定向脚轮支架50的底孔53和轴孔54的加工效率,并有效保证两种孔位的精度。
如图2A为正视图,图中所示导套2和导柱14相连接组成伸缩结构。导套2和导柱14竖直设置,且导套2位于导柱14的正上方。导套2的上端与上基板1固定连接,导柱14的下端与下基板13固定连接。导套2、导柱14、上基板1、下基板13组成了本发明的定向脚轮支架冲孔装置的基本框架,定向脚轮支架冲孔装置的其他个部件基本上都是位于上基板1和下基板13之间。图2B为图2A的俯视图,主要是显示上基板1的上表面。在上基板1的上表面显示了第一销钉5、第一螺钉8、第二螺钉10、第三螺钉12的位置。
如图3A所示,为图2B中A-A向剖视图。图中显示,上固定板6与上基板1之间通过第一销钉5和第二螺钉10固定连接,而且上固定板6与上基板1之间还安装有垫板7进行隔开。上固定板6、垫板7、上基板1三者之间通过第一销钉5和第二螺钉10固定连接。在其他的简易替代方式中,上固定板6也可以直接固定于上基板1下表面。压块9的上端通过第一螺钉8与垫板7固定连接,通过垫板7和第一螺钉8实现了与上基板7间接的固定连接。在其他的简易替代方式中,上固定板6也可以直接通过第一螺钉8固定于上基板1下表面。上固定板6的下端还依次固定安装了第一橡胶4和压板3。上固定板6、第一橡胶4、压板3之间是通过第三螺钉12进行固定连接。第三螺钉12竖直贯穿所述上基板1、垫板7、上固定板6、第一橡胶4,而且第三螺钉12的下端与压板3固定连接,例如螺纹结构固定。第三螺钉12的螺帽压紧于垫板7的上表面。
如图3A所示,底孔冲头11的上端被夹持于垫板7与上固定板6之间进行固定,底孔冲头11的上端抵靠于垫板7的下表面。底孔冲头11的下端相比压板3的下表面齐平或缩在压板3下表面内,即底孔冲头11的下端不凸出于压板3的下表面之外。由图3A结合图7,底孔冲头11的数量为四个且对称分布。四个底孔冲头11从上至下竖直插设于上固定板6、第一橡胶4、压板3的对齐的第一通孔33内。图3A结合图7,第一通孔33的正下方对应于底孔冲套固定座29上的第一型孔35,第一型孔35内安装有底孔冲套30。定向脚轮支架50的底板51放置于底孔冲套固定座29的台面上,底孔冲头11对准底孔冲套30,下压时第一橡胶4被压缩,底孔冲头11伸出并在底板51上冲出底孔53,图6显示了冲出底孔53的状态。完成冲孔后,利用第一橡胶4的形变回复可轻易将底孔冲头11从底孔冲套30及底孔53内快速拔出,底孔冲头11回缩。第一橡胶4起到快速拔出冲头和保护冲头的作用。
如图3A所示,压块9的下端两侧具有对称的第一斜面31。第一斜面31是由压块9的下端尺寸均匀缩小形成的向中间倾斜的对称的两个斜面。压块9的下端是对称分布的两个滑座23,两个滑座23相对的一面是对称的第二斜面32。两个第二斜面32靠近可组成V字形。第一斜面31与第二斜面32的形状完全吻合。压块9下压至接触两个滑座23时,第一斜面31与第二斜面32切合,压块9继续下压可将两个滑座23分别向两侧挤压推开,使两个滑座23滑动并远离分开。在滑座23的远端(远离压块的一端)固定连接有呈水平设置的轴孔冲头22。轴孔冲头22的近端通过一螺套21与滑座23的远端固定。在轴孔冲头22的远端,由近至远还依次设置了第二橡胶20、导板19和轴孔冲套固定座17,第二橡胶20、导板19具有水平对齐的第二通孔32,轴孔冲头22水平穿插于第二通孔32内。轴孔冲头22的远端相比导板19的远端齐平或缩于第二通孔32内,即轴孔冲头22的远端不凸出于导板19的远端之外。图3A结合图7,轴孔冲套固定座17设有第二型孔36,第二型孔36与第二通孔34对齐,第二型孔36内安装有轴孔冲套18。定向脚轮支架50的侧板52放置于轴孔冲套固定座17和导板19之间,压块9下压时推动滑座23、轴孔冲头22向两侧运动,轴孔冲头22的远端对准轴孔冲套18,第二橡胶20被压缩,轴孔冲头22伸出并在侧板52上冲出轴孔54,图6显示了冲出轴孔54的状态。完成冲孔后,利用第二橡胶20的形变回复可轻易将轴孔冲头22从轴孔冲套18及轴孔54内快速拔出,轴孔冲头22回缩至原位。第二橡胶20起到快速拔出冲头和保护冲头的作用。
图3B为图3A的B-B向剖视图,图中显示了底孔冲套固定座29和下基板13部分形态。压块9位于中心位置,四个底孔冲套30对称安装于底孔冲套固定座29台面的四角。底孔冲套固定座29台面的两侧显示了轴孔冲套固定座17,轴孔冲套固定座17与底孔冲套固定座29台面两侧之间存在间隙,是用于放置定向脚轮支架50的两边侧板52。
图3C为图3A的C-C向剖视图,图中显示了压板3和上基板1部分形态。压块9位于压板3及上基板1的中心位置。
图4为图3A的左视图。上基板1的下端从上至下依次设有垫板7、上固定班6、第一橡胶4和压板3。压块9的上端与垫板7固定连接。下基板13的上端安装有底孔冲套固定座29。定向脚轮支架50的底板51部位被压在压板3与底孔冲套固定座29之间。由图7可知,上固定板6、第一橡胶4、压板3具有对齐的中心孔37,压块9是竖直穿插于该中心37孔内。此外,底孔冲套固定座29以及定向脚轮支架50也同样具有的对齐的中心孔37。压块9下压时,压块9的下端伸入底孔冲套固定座29以及定向脚轮支架50的中心孔37,并抵押于滑座23上。滑座23的滑动方向的两侧安装有导轨26。导轨26安装于所述导板19上。导板19的下端安装于下基板13。
图7显示了底孔冲头11的数量为四个且对称分布。结合图3A和图7所示,底孔冲套固定座29与下基板13之间通过第六螺钉28和第四销钉27进行固定连接。轴孔冲头22的近端与滑座23的远端通过螺套21进行固定。下基板13与导板19通过第五螺钉24和第三销钉25固定连接。而且第五螺钉24和第三销钉25将导轨26、导板19、下基板13同时固定。轴孔冲套固定座17与下基板13之间通过第四螺钉15和第二销钉16固定连接。
本发明的定向脚轮支架冲孔装置的工作原理及方法如下:
将定向脚轮支架冲孔装置安装在压力机上,将上基板1固定压力机的滑块上,并将下基板13固定在压力机的工作台上。
压力机滑块上行时,带动上基板1向上运动,与下基板1连接的导套2、压板3、第一橡胶4、第一销钉5、上固定板6、垫板7、第一螺钉8、压块9、第二螺钉10、底孔冲头11和第三螺钉12一起向上运动。将要冲孔的定向支架放在底孔冲套固定座29上,状态如图5。
压力机滑块向下运动,压板3先接触定向支架,第一橡胶4开始压缩。压力机滑块继续向下运动,压块9的两个斜面推动两个滑座23并带动轴孔冲头22、螺套21分别向两侧运动,并使第二橡胶20压缩,轴孔冲头22对定向支架工件进行冲孔;与此同时,底孔冲头11也对定向支架工件进行冲孔。当压力机滑块下行至下极限时,定向支架的轴孔和底孔完全冲穿,冲孔产生的废料分别进入轴孔冲套18、底孔冲套30中,状态如图6。
压力机滑块上行,第二橡胶20弹性回复推动滑座23复位,带动螺套21和轴孔冲头22一同复位,导板19挡住工件,轴孔冲头22从工件中脱出;同时,第一橡胶4弹性回复,使底孔冲头11也从工件中脱出。压力机滑块继续上行,垫板7带动第三螺钉12和压板3向上运动。压力机滑块上行至极限位置,本发明定向脚轮支架冲孔装置完全打开,恢复至如图5。此时可取出冲孔完成的定向支架工件,再放入下一件工件继续加工。
综上所述,上述各实施例仅为本发明的较佳实施例而已,并不用以限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,皆应包含在本发明的保护范围内。
Claims (15)
1.一种定向脚轮支架冲孔装置,其特征在于,包括:上基板、下基板、导套、导柱、上固定板、第一橡胶、压板、压块、底孔冲头、底孔冲套固定座、滑座、轴孔冲头、第二橡胶、导板、轴孔冲套固定座;
所述导套和所述导柱相连接组成可相对滑动的伸缩结构,所述上基板和所述下基板之间通过所述伸缩结构连接,使所述上基板和所述下基板能在竖直方向上发生相对运动;所述上固定板与所述上基板固定连接,所述第一橡胶与所述上固定板的下端固定连接,所述压板与所述第一橡胶的下端固定连接;所述压块的上端与所述上基板固定连接,所述压块的下端收缩形成两侧对称的第一斜面;所述底孔冲头呈竖直设置,所述底孔冲头的上端固定安装于所述上固定板;所述上固定板、第一橡胶、压板具有对齐的第一通孔,所述底孔冲头竖直穿插于所述第一通孔内;
所述底孔冲套固定座固定安装于所述下基板的上端,所述底孔冲套固定座用于放置定向脚轮支架的底板;所述底孔冲套固定座的上表面设有竖直的第一型孔,所述第一型孔位于所述底孔冲头的正下方,所述第一型孔内安装有底孔冲套,所述底孔冲套的内径尺寸与所述底孔冲头的外径尺寸相匹配使所述底孔冲头能竖直插入至所述底孔冲套内;所述底孔冲头与所述底孔冲套相配合用于冲出定向脚轮支架的底孔;
所述压块的正下方设有两个对称安装的滑座,两个滑座相对的一端均具有第二斜面,所述第二斜面与所述第一斜面相切合;所述压块下压至与两个滑座相接触时,利用所述第一斜面沿所述第二斜面的相对滑动,所述压块继续下压使两个滑座分别向两侧滑动远离分开;定义在两个滑座的滑动方向上,靠近所述压块的一端为近端,远离所述压块的一端为远端;在两个滑座的远端由近至远分别对称地安装有轴孔冲头、第二橡胶、导板、轴孔冲套固定座;所述轴孔冲头呈水平设置,所述轴孔冲头的近端与所述滑座的远端固定连接;所述导板与所述下基板固定连接,所述轴孔冲套固定座与所述下基板固定连接,所述第二橡胶的远端固定于所述导板的近端;所述第二橡胶、导板具有水平对齐的第二通孔,所述轴孔冲头水平穿插于所述第二通孔内;
所述轴孔冲套固定座和所述导板之间形成供所述定向脚轮支架的侧板插入的间隙;所述轴孔冲套固定座设有第二型孔,所述第二型孔与所述第二通孔对齐,所述第二型孔内安装有轴孔冲套,所述轴孔冲套的内径尺寸与所述轴孔冲头的外径尺寸相匹配使所述轴孔冲头能水平插入至所述轴孔冲套内;所述轴孔冲头与所述轴孔冲套相配合用于冲出定向脚轮支架的轴孔;
所述压块下压使两个滑座分别向两侧滑动远离时,所述底孔冲头冲出底孔且同时所述轴孔冲头冲出轴孔。
2.如权利要求1所述的装置,其特征在于,所述导套与所述上基板固定连接,所述导柱与所述下基板固定连接。
3.如权利要求1所述的装置,其特征在于,所述上固定板与所述上基板之间还安装有垫板。
4.如权利要求3所述的装置,其特征在于,所述上固定板、垫板、上基板三者之间通过第一销钉和/或第二螺钉固定连接。
5.如权利要求3所述的装置,其特征在于,所述压块的上端通过第一螺钉与所述垫板固定连接。
6.如权利要求1所述的装置,其特征在于,所述上固定板、第一橡胶、压板具有对齐的中心孔,所述压块竖直穿插于所述中心孔内;所述底孔冲套固定座、定向脚轮支架也同样具有的对齐的中心孔;所述压块下压时可穿插于所述底孔冲套固定座、定向脚轮支架的中心孔内。
7.如权利要求1所述的装置,其特征在于,所述底孔冲头的数量为四个。
8.如权利要求1所述的装置,其特征在于,所述轴孔冲头的近端与所述滑座的远端通过螺套固定连接。
9.如权利要求1所述的装置,其特征在于,在所述滑座的滑动方向上设置有相应的导轨;所述导轨安装于所述导板上。
10.如权利要求1所述的装置,其特征在于,所述轴孔冲套固定座与所述下基板通过第四螺钉和/或第二销钉固定连接。
11.一种利用权利要求1-10任一项所述的定向脚轮支架冲孔装置一次性同时冲出定向脚轮支架上的底孔和轴孔的加工方法,所述方法包括:
将所述上基板固定安装于压力机的滑块上,将所述下基板固定安装在压力机的工作台上;将待冲孔的定向脚轮支架放置于冲孔工位上,使底板位于底孔冲套固定座上且两个侧板分别位于两侧的轴孔冲套固定座与导板之间;压力机滑块向下运动,压块随之下压使两个滑座分别向两侧滑动远离的同时,底孔冲头于竖直方向在底板冲出底孔且轴孔冲头于水平方向在侧板冲出轴孔。
12.如权利要求11所述的方法,其特征在于,在压力机滑块向下运动过程中,压板先接触定向脚轮支架,第一橡胶开始压缩;压力机滑块继续下行,压块的两个第一斜面推动两个滑座并带动轴孔冲头分别向两侧运动,并使第二橡胶压缩,轴孔冲头对定向脚轮支架的侧板进行冲孔;与此同时,底孔冲头也对定向脚轮支架的底板进行冲孔;当压力机滑块下行至下极限时,定向脚轮支架的轴孔和底孔完全冲穿。
13.如权利要求12所述的方法,其特征在于,在定向脚轮支架的轴孔和底孔完全冲穿时,冲孔产生的废料分别进入轴孔冲套、底孔冲套中。
14.如权利要求12所述的方法,其特征在于,在定向脚轮支架的轴孔和底孔完全冲穿后,压力机滑块上行,第二橡胶弹性回复推动滑座复位,带动轴孔冲头一同复位,导板挡住定向脚轮支架的侧板,轴孔冲头从定向脚轮支架的轴孔中脱出;同时,第一橡胶弹性回复使底孔冲头从定向脚轮支架的底孔中脱出。
15.如权利要求14所述的方法,其特征在于,在压力机滑块上行复位后,取出冲孔完成的定向脚轮支架,再放入下一件定向脚轮支架继续加工。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011609845.2A CN112828126A (zh) | 2020-12-30 | 2020-12-30 | 定向脚轮支架冲孔装置及加工方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202011609845.2A CN112828126A (zh) | 2020-12-30 | 2020-12-30 | 定向脚轮支架冲孔装置及加工方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN112828126A true CN112828126A (zh) | 2021-05-25 |
Family
ID=75925485
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202011609845.2A Pending CN112828126A (zh) | 2020-12-30 | 2020-12-30 | 定向脚轮支架冲孔装置及加工方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN112828126A (zh) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050104718A (ko) * | 2004-04-29 | 2005-11-03 | 현대자동차주식회사 | 피어싱 프레스 |
| CN104438586A (zh) * | 2014-12-12 | 2015-03-25 | 李俊 | 一种u型支架冲孔模具 |
| CN104907393A (zh) * | 2015-05-29 | 2015-09-16 | 成都瑞达科恒科技有限公司 | 一种直角v型支架模具 |
| CN104907394A (zh) * | 2015-05-29 | 2015-09-16 | 成都瑞达科恒科技有限公司 | 一种直角v型支架侧冲孔模具 |
| US20190184594A1 (en) * | 2017-12-15 | 2019-06-20 | Swanstrom Tools Usa Inc. | Die cutter holding and lifting apparatus |
| CN209094312U (zh) * | 2018-10-11 | 2019-07-12 | 苏州市恒升机械有限公司 | 一种长方管侧冲机构 |
| CN215391934U (zh) * | 2020-12-30 | 2022-01-04 | 上海凯众聚氨酯有限公司 | 定向脚轮支架冲孔装置 |
-
2020
- 2020-12-30 CN CN202011609845.2A patent/CN112828126A/zh active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050104718A (ko) * | 2004-04-29 | 2005-11-03 | 현대자동차주식회사 | 피어싱 프레스 |
| CN104438586A (zh) * | 2014-12-12 | 2015-03-25 | 李俊 | 一种u型支架冲孔模具 |
| CN104907393A (zh) * | 2015-05-29 | 2015-09-16 | 成都瑞达科恒科技有限公司 | 一种直角v型支架模具 |
| CN104907394A (zh) * | 2015-05-29 | 2015-09-16 | 成都瑞达科恒科技有限公司 | 一种直角v型支架侧冲孔模具 |
| US20190184594A1 (en) * | 2017-12-15 | 2019-06-20 | Swanstrom Tools Usa Inc. | Die cutter holding and lifting apparatus |
| CN209094312U (zh) * | 2018-10-11 | 2019-07-12 | 苏州市恒升机械有限公司 | 一种长方管侧冲机构 |
| CN215391934U (zh) * | 2020-12-30 | 2022-01-04 | 上海凯众聚氨酯有限公司 | 定向脚轮支架冲孔装置 |
Non-Patent Citations (2)
| Title |
|---|
| 张振钦;张红英;: "球轴承C型保持架一次冲孔模设计", 模具工业, no. 02, 25 February 2006 (2006-02-25), pages 27 - 28 * |
| 韩森和等: "冲压工艺及模具设计与制造", vol. 1, 29 February 2008, 湖北科学技术出版社、湖北长江出版集团, pages: 96 * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110900072A (zh) | 一种用于充气环保柜左右侧板的定位工装以及焊接设备 | |
| CN202155423U (zh) | 电池金属壳的制造设备 | |
| CN215391934U (zh) | 定向脚轮支架冲孔装置 | |
| CN112828126A (zh) | 定向脚轮支架冲孔装置及加工方法 | |
| CN213944520U (zh) | 一种斜冲孔的冲压模具 | |
| CN214235916U (zh) | 一种可反向翻边及冲孔的机构 | |
| CN213645526U (zh) | 一种用于零件侧面冲槽的模具 | |
| CN205798168U (zh) | 用于加工z形支架的弯曲模 | |
| CN219074189U (zh) | 一种自动脱模的冲压模具 | |
| CN215391935U (zh) | 脚轮支架冲孔装置 | |
| CN212217570U (zh) | 焊接治具结构及焊接设备 | |
| CN214601277U (zh) | 一种新型液压机 | |
| CN210969203U (zh) | 一种金属画塑封冲切冲床 | |
| CN112828113A (zh) | 一种新型液压机 | |
| CN222792812U (zh) | 一种笔记本键帽压合机 | |
| CN221493831U (zh) | 一种生产摩托车车架用冲压成型设备 | |
| CN218873423U (zh) | 一种异面冲孔装置 | |
| CN224128439U (zh) | 冲压模具的辅助导向装置 | |
| CN219211284U (zh) | 一种用于有色金属压延材挤出件的冲孔工装 | |
| CN220049664U (zh) | 一种汽车零部件用冲孔修边模具 | |
| CN221269575U (zh) | 一种打孔机铆接用防压手结构 | |
| CN223477869U (zh) | 一种密胺餐具冲边机 | |
| CN220049734U (zh) | 机柜安装架的冲压模具 | |
| CN219667075U (zh) | 一种钢化玻璃用冲孔装置 | |
| CN111390017A (zh) | 一种复合方管冲孔模具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20210525 |
|
| WD01 | Invention patent application deemed withdrawn after publication |