CN113634423B - 一种用于星光瓷砖生产的固定剂喷涂装置 - Google Patents
一种用于星光瓷砖生产的固定剂喷涂装置 Download PDFInfo
- Publication number
- CN113634423B CN113634423B CN202111066069.0A CN202111066069A CN113634423B CN 113634423 B CN113634423 B CN 113634423B CN 202111066069 A CN202111066069 A CN 202111066069A CN 113634423 B CN113634423 B CN 113634423B
- Authority
- CN
- China
- Prior art keywords
- fixing agent
- plate
- sliding block
- spray head
- partition plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B16/00—Spray booths
- B05B16/20—Arrangements for spraying in combination with other operations, e.g. drying; Arrangements enabling a combination of spraying operations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/04—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work the spray heads being moved during spraying operation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B15/00—Details of spraying plant or spraying apparatus not otherwise provided for; Accessories
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/002—Pretreatement
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Landscapes
- Processing Of Stones Or Stones Resemblance Materials (AREA)
Abstract
本发明公开了一种用于星光瓷砖生产的固定剂喷涂装置,包括工作台,所述工作台的上表面固定安装有传送带,所述传送带的上方设置有喷涂机构,所述喷涂机构包括主壳体、左壳体和右壳体,所述喷涂机构的内部设置有隔板,所述隔板的上方的靠近左壳体的一侧设置有冷却袋,所述隔板的下端面设置有第一喷头、第二喷头和刮板。本发明通过设置的冷却袋、第一滑块、第一喷头和隔板,第一电动滑台启动后,第一滑块带动第一喷头移动,并对砖坯表面喷涂固定剂,最先喷涂固定剂的位置环形水流通道的数量多降温效果好,冷气通过隔板上开设的通风口下沉。
Description
技术领域
本发明涉及喷涂设备技术领域,特别涉及一种用于星光瓷砖生产的固定剂喷涂装置。
背景技术
目前瓷砖想要获得表面星光般闪耀的效果,通过将不同颜色的玻璃干粒破碎成合适的大小,将玻璃干粒均布于砖坯表面后,将固定剂喷施于金星玻璃干粒层的表面使金星玻璃干粒固定,将砖坯输送至辊道窑烧成,经后续加工,可得到表面具有星光效果的瓷砖,但是由于固定剂在喷涂时喷涂的先后有差别,导致整块瓷砖上的固定剂凝固时间不同,影响瓷砖的下一步处理,同时喷涂装置使用一段时间后会发热,温度增高导致固定剂的反应速度加快,凝胶时间变短,难以及时的将玻璃干粒固定,而且由于玻璃干粒的形状不规整,导致玻璃干粒与砖坯之间有缝隙,现有的喷涂装置只能对玻璃干粒的表面进行喷涂固定,当砖坯表面的固定剂凹凸不平时,现有方法是用刮板与砖坯成锐角将固定剂刮平,当固定剂过多时,刮板刮起的固定剂直接将凹下的部分直接盖住,导致凹陷处产生气泡,影响美观且固定不牢固,为此,我们提出一种用于星光瓷砖生产的固定剂喷涂装置。
发明内容
本发明的主要目的在于提供一种用于星光瓷砖生产的固定剂喷涂装置,通过设置的冷却袋、第一滑块、第一喷头和隔板,确保固定剂凝胶速度基本相同,且凝胶速度减缓便于下一步处理;通过设置的刮板、补平板和辅助推平板,将刮板与砖坯成钝角设置,第三滑块通过带动连接板使刮板移动,补平板将砖坯表面多余的固定剂刮起后,由通孔进入凹槽内储存,随着刮板的移动,凹槽内的固定剂顺着补平板的底部被导入缝隙中,可避免缝隙中产生气泡,辅助推平板将填补进缝隙中多余的固定剂推平,可以有效解决背景技术中的问题。
为实现上述目的,本发明采取的技术方案为:
一种用于星光瓷砖生产的固定剂喷涂装置,包括工作台,所述工作台的上表面固定安装有传送带,所述传送带的上方设置有喷涂机构,所述喷涂机构包括主壳体、左壳体和右壳体,所述喷涂机构的内部设置有隔板,所述隔板的上方的靠近左壳体的一侧设置有冷却袋,所述隔板的下端面设置有第一喷头、第二喷头和刮板,所述隔板的一端与左壳体的内壁固定连接,所述隔板的另一端与右壳体的内壁固定连接,所述主壳体的连接有左壳体和右壳体的两侧均开设有穿孔,所述穿孔用于工作时供第一喷头、第二喷头和刮板通过,所述工作台的背面设置有水循环箱。
本发明进一步的改进在于,所述隔板的位于主壳体的部分开设有通风口,若干个所述通风口均匀设置,所述隔板的中部开设有安装槽,所述安装槽的内部固定安装有第一电动滑台,所述第一电动滑台的内部滑动安装有第一滑块,第二滑块和第三滑块,所述第一滑块的底部与第一喷头固定连接,所述第二滑块的底部与第二喷头固定连接,所述第三滑块的底部固定连接有连接板,所述连接板的底端固定安装有刮板,且刮板倾斜设置,所述主壳体的顶部固定安装有充气模块和加压模块,所述主壳体的内壁底部固定安装有密封橡胶。
通过以上结构可实现:这样通过充气模块对密封橡胶进行充气,密封橡胶充气后膨胀与砖坯紧密接触,加压模块启动后,使喷涂机构与砖坯间的气压升高,第一喷头喷出的固定剂由于压力差被挤进砖坯与玻璃干粒间的缝隙内,提高了固定剂的固定效果,但由于缝隙上方的固定剂被挤进缝隙内,会导致边沿出现凹陷缺少固定剂,需使用第二喷头复喷。
本发明进一步的改进在于,所述刮板的底部固定连接有补平板和辅助推平板,所述刮板的位于补平板和辅助推平板之间的底部开设有凹槽,所述补平板的内部开设有通孔,所述补平板和辅助推平板的上表面与砖坯之间呈钝角,所述补平板和辅助推平板的底部平齐并与砖坯的上表面接触。
通过以上结构可实现:这样使用第二喷头复喷固定剂,会使砖坯表面的固定剂凹凸不平,通过将刮板与砖坯成钝角设置,刮板移动时,补平板将砖坯表面多余的固定剂刮起后,由通孔进入凹槽内储存,随着刮板的移动,凹槽内的固定剂顺着补平板的底部被导入缝隙中,可避免缝隙中产生气泡,辅助推平板将填补进缝隙内多余的固定剂推平。
本发明进一步的改进在于,所述冷却袋的内部开设有环形水流通道,所述环形水流通道的进水口和出水口分别连接有进水管和出水管,所述进水管和出水管的远离冷却袋的一端贯穿主壳体后与水循环箱连通,所述冷却袋的一端与主壳体的内壁固定连接,所述冷却袋的另一端与第一滑块固定连接。
通过以上结构可实现:这样水循环箱启动后,通过进水管和出水管保持环形水流通道中的水温度低,冷却袋使用塑料材料能折叠放置,最先喷涂固定剂的位置上方环形水流通道的数量多降温效果好,随着第一滑块的移动,冷却袋被带到另一端,直到最后均匀分布,确保固定剂凝胶速度基本相同,且凝胶速度减缓便于下一步处理。
本发明进一步的改进在于,所述右壳体的内壁的底部固定安装有弧形承接板和第二电动滑台,所述第二电动滑台的顶部滑动连接有L形连接杆,所述弧形承接板的内部设有清理板,所述清理板与L形连接杆的靠近弧形承接板的一端固定连接,所述清理板的底部形状和尺寸与弧形承接板相匹配,所述清理板的顶部形状和尺寸与刮板上开设的凹槽相匹配。
通过以上结构可实现:这样设置当刮板将固定剂刮平后,启动第二电动滑台通过L形连接杆带动清理板移动,将凹槽内残留的刮除,弧形承接板用于避免接取刮下的固定剂,避免污染右壳体的内部环境。
本发明进一步的改进在于,所述工作台的正面固定安装有电机,所述电机的输出端贯穿工作台后与传送带连接,所述传送带的外侧固定连接有两根限位条,两根所述限位条之间的距离与砖坯的长度或宽度相同,所述工作台的上表面固定安装有激光发射器和激光接收器,所述限位条的高度小于砖坯的高度。
通过以上结构可实现:这样设置限位条用于限制砖坯的位置,便于主壳体罩住砖坯,激光发射器发出的激光位于限位条的上方可持续被激光接收器接收,当露出限位条的砖坯将激光挡住后,可确定砖坯的位置。
本发明进一步的改进在于,所述工作台的上表面固定安装有L形柱,所述L形柱的横梁的底部固定安装有液压杆,所述液压杆的底部与主壳体的上表面固定连接,所述工作台的正面固定安装有显示控制屏。
通过以上结构可实现:这样当砖坯的位置的位置确定后,液压杆带动主壳体下移,使超出限位条的砖坯位于主壳体的内部,显示控制屏用于控制各器件的开关并观察是否出现异常。
本发明进一步的改进在于,一种用于星光瓷砖生产的固定剂喷涂装置,使用步骤如下:
A:通过显示控制屏启动电机和水循环箱,电机带动传送带运转,进水管和出水管保持环形水流通道中的水循环,使冷却袋的温度低,布施玻璃干粒后的砖坯位于两根限位条之间,激光发射器发出的激光位于限位条的上方可持续被激光接收器接收,当露出限位条的砖坯将激光挡住后,可确定砖坯的位置;
B:完成A步骤后,砖坯的位置的位置确定后,传送带带动砖坯移动到主壳体的下方后停止移动,液压杆带动主壳体下移,使超出限位条的砖坯位于主壳体的内部,充气模块启动,对密封橡胶进行充气,密封橡胶充气后膨胀与砖坯紧密接触,第一电动滑台启动后,第一滑块带动第一喷头移动,并对砖坯表面喷涂固定剂,最先喷涂固定剂的位置上方环形水流通道的数量多降温效果好,随着第一滑块的移动,冷却袋的一端随之移动,被带到隔板的另一端,直到最后均匀分布,确保固定剂凝胶速度基本相同,且凝胶速度减缓便于下一步处理,启动加压模块,使喷涂机构与砖坯间的气压升高,第一喷头喷出的固定剂由于压力差被挤进砖坯与玻璃干粒间的缝隙内,提高了固定剂的固定效果;
C:完成B步骤后,由于缝隙上方的固定剂被挤进缝隙内,会导致边沿出现凹陷缺少固定剂,通过第二滑块带动第二喷头复喷,重复喷固定剂会使砖坯表面的固定剂凹凸不平,通过将刮板与砖坯成钝角设置,第三滑块通过带动连接板使刮板移动,补平板将砖坯表面多余的固定剂刮起后,由通孔进入凹槽内储存,随着刮板的移动,凹槽内的固定剂顺着补平板的底部被导入缝隙中,可避免缝隙中产生气泡,辅助推平板将填补进缝隙中多余的固定剂推平;
D:完成C步骤后,当刮板将固定剂刮平后,启动第二电动滑台通过L形连接杆带动清理板移动,将凹槽内残留的刮除,弧形承接板用于避免接取刮下的固定剂,避免污染右壳体的内部环境,密封橡胶泄气,液压杆带动主壳体上移,第一电动滑台和第二电动滑台上的部件回到原位,重复上述步骤对砖坯喷涂固定剂。
与现有技术相比,本发明具有如下有益效果:
1、通过设置的冷却袋、第一滑块、第一喷头和隔板,第一电动滑台启动后,第一滑块带动第一喷头移动,并对砖坯表面喷涂固定剂,最先喷涂固定剂的位置环形水流通道的数量多降温效果好,冷气通过隔板上开设的通风口下沉,随着第一滑块的移动,冷却袋的一端随之移动,被带到隔板的另一端,直到最后冷却袋平铺在隔板上,确保固定剂凝胶速度基本相同,且凝胶速度减缓便于下一步处理,启动加压模块,使喷涂机构与砖坯间的气压升高,第一喷头喷出的固定剂由于压力差被挤进砖坯与玻璃干粒间的缝隙内,提高了固定剂的固定效果;
2、通过设置的刮板、补平板和辅助推平板,由于缝隙上方的固定剂被挤进缝隙内,会导致边沿出现凹陷缺少固定剂,通过第二滑块带动第二喷头复喷,重复喷固定剂会使砖坯表面的固定剂凹凸不平,通过将刮板与砖坯成钝角设置,第三滑块通过带动连接板使刮板移动,补平板将砖坯表面多余的固定剂刮起后,由通孔进入凹槽内储存,随着刮板的移动,凹槽内的固定剂顺着补平板的底部被导入缝隙中,可避免缝隙中产生气泡,辅助推平板将填补进缝隙中多余的固定剂推平,使固定剂分布均匀。
附图说明
图1为本发明一种用于星光瓷砖生产的固定剂喷涂装置的整体结构示意图。
图2为本发明一种用于星光瓷砖生产的固定剂喷涂装置的喷涂机构内部结构示意图。
图3为本发明一种用于星光瓷砖生产的固定剂喷涂装置的隔板结构示意图。
图4为本发明一种用于星光瓷砖生产的固定剂喷涂装置的冷却袋剖视示意图。
图5为本发明一种用于星光瓷砖生产的固定剂喷涂装置的图2中A的放大示意图。
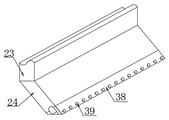
图6为本发明一种用于星光瓷砖生产的固定剂喷涂装置的刮板结构示意图。
图7为本发明一种用于星光瓷砖生产的固定剂喷涂装置的刮板剖视示意图。
图中:1、工作台;2、L形柱;3、液压杆;4、喷涂机构;5、传送带;6、限位条;7、电机;8、激光发射器;9、激光接收器;10、水循环箱;11、进水管;12、出水管;13、显示控制屏;14、主壳体;15、左壳体;16、右壳体;17、隔板;18、冷却袋;19、密封橡胶;20、穿孔;21、第一喷头;22、第二喷头;23、连接板;24、刮板;25、充气模块;26、加压模块;27、通风口;28、安装槽;29、第一电动滑台;30、第一滑块;31、第二滑块;32、第三滑块;33、环形水流通道;34、弧形承接板;35、第二电动滑台;36、L形连接杆;37、清理板;38、补平板;39、通孔;40、凹槽;41、辅助推平板。
具体实施方式
下面结合具体实施方式对本发明作进一步的说明,其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制,为了更好地说明本发明的具体实施方式,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸,对本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的,基于本发明中的具体实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他具体实施方式,都属于本发明保护的范围。
实施例1
如图1-7所示,一种用于星光瓷砖生产的固定剂喷涂装置,包括工作台(1),工作台(1)的上表面固定安装有传送带(5),传送带(5)的上方设置有喷涂机构(4),喷涂机构(4)包括主壳体(14)、左壳体(15)和右壳体(16),喷涂机构(4)的内部设置有隔板(17),隔板(17)的上方的靠近左壳体(15)的一侧设置有冷却袋(18),隔板(17)的下端面设置有第一喷头(21)、第二喷头(22)和刮板(24),隔板(17)的一端与左壳体(15)的内壁固定连接,隔板(17)的另一端与右壳体(16)的内壁固定连接,主壳体(14)的连接有左壳体(15)和右壳体(16)的两侧均开设有穿孔(20),穿孔(20)用于工作时供第一喷头(21)、第二喷头(22)和刮板(24)通过,工作台(1)的背面设置有水循环箱(10),第一喷头(21)和第二喷头(22)的喷涂范围覆盖整个砖坯的表面。
隔板(17)的位于主壳体(14)的部分开设有通风口(27),若干个通风口(27)均匀设置,隔板(17)的中部开设有安装槽(28),安装槽(28)的内部固定安装有第一电动滑台(29),第一电动滑台(29)的内部滑动安装有第一滑块(30),第二滑块(31)和第三滑块(32),第一滑块(30)的底部与第一喷头(21)固定连接,第二滑块(31)的底部与第二喷头(22)固定连接,第三滑块(32)的底部固定连接有连接板(23),连接板(23)的底端固定安装有刮板(24),且刮板(24)倾斜设置,主壳体(14)的顶部固定安装有充气模块(25)和加压模块(26),主壳体(14)的内壁底部固定安装有密封橡胶(19)。
刮板(24)的底部固定连接有补平板(38)和辅助推平板(41),刮板(24)的位于补平板(38)和辅助推平板(41)之间的底部开设有凹槽(40),补平板(38)的内部开设有通孔(39),补平板(38)和辅助推平板(41)的上表面与砖坯之间呈钝角,补平板(38)和辅助推平板(41)的底部平齐并与砖坯的上表面接触。
冷却袋(18)的内部开设有环形水流通道(33),环形水流通道(33)的进水口和出水口分别连接有进水管(11)和出水管(12),进水管(11)和出水管(12)的远离冷却袋(18)的一端贯穿主壳体(14)后与水循环箱(10)连通,冷却袋(18)的一端与主壳体(14)的内壁固定连接,冷却袋(18)的另一端与第一滑块(30)固定连接,进水管(11)和出水管(12)与主壳体(14)连接处密封。
右壳体(16)的内壁的底部固定安装有弧形承接板(34)和第二电动滑台(35),第二电动滑台(35)的顶部滑动连接有L形连接杆(36),弧形承接板(34)的内部设有清理板(37),清理板(37)与L形连接杆(36)的靠近弧形承接板(34)的一端固定连接,清理板(37)的底部形状和尺寸与弧形承接板(34)相匹配,清理板(37)的顶部形状和尺寸与刮板(24)上开设的凹槽(40)相匹配。
工作台(1)的正面固定安装有电机(7),电机(7)的输出端贯穿工作台(1)后与传送带(5)连接,传送带(5)的外侧固定连接有两根限位条(6),两根限位条(6)之间的距离与砖坯的长度或宽度相同,工作台(1)的上表面固定安装有激光发射器(8)和激光接收器(9),限位条(6)的高度小于砖坯的高度。
工作台(1)的上表面固定安装有L形柱(2),L形柱(2)的横梁的底部固定安装有液压杆(3),液压杆(3)的底部与主壳体(14)的上表面固定连接,工作台(1)的正面固定安装有显示控制屏(13)。
通过采用上述技术方案:通过设置的冷却袋(18)、第一滑块(30)、第一喷头(21)和隔板(17),第一电动滑台(29)启动后,第一滑块(30)带动第一喷头(21)移动,并对砖坯表面喷涂固定剂,最先喷涂固定剂的位置环形水流通道(33)的数量多降温效果好,冷气通过隔板(17)上开设的通风口(27)下沉,随着第一滑块(30)的移动,冷却袋(18)的一端随之移动,被带到隔板(17)的另一端,直到最后冷却袋(18)平铺在隔板(17)上,确保固定剂凝胶速度基本相同,且凝胶速度减缓便于下一步处理,启动加压模块(26),使喷涂机构(4)与砖坯间的气压升高,第一喷头(21)喷出的固定剂由于压力差被挤进砖坯与玻璃干粒间的缝隙内,提高了固定剂的固定效果。
实施例2
如图1-7所示,一种用于星光瓷砖生产的固定剂喷涂装置,包括工作台(1),工作台(1)的上表面固定安装有传送带(5),传送带(5)的上方设置有喷涂机构(4),喷涂机构(4)包括主壳体(14)、左壳体(15)和右壳体(16),喷涂机构(4)的内部设置有隔板(17),隔板(17)的上方的靠近左壳体(15)的一侧设置有冷却袋(18),隔板(17)的下端面设置有第一喷头(21)、第二喷头(22)和刮板(24),隔板(17)的一端与左壳体(15)的内壁固定连接,隔板(17)的另一端与右壳体(16)的内壁固定连接,主壳体(14)的连接有左壳体(15)和右壳体(16)的两侧均开设有穿孔(20),穿孔(20)用于工作时供第一喷头(21)、第二喷头(22)和刮板(24)通过,工作台(1)的背面设置有水循环箱(10)。
隔板(17)的位于主壳体(14)的部分开设有通风口(27),若干个通风口(27)均匀设置,隔板(17)的中部开设有安装槽(28),安装槽(28)的内部固定安装有第一电动滑台(29),第一电动滑台(29)的内部滑动安装有第一滑块(30),第二滑块(31)和第三滑块(32),第一滑块(30)的底部与第一喷头(21)固定连接,第二滑块(31)的底部与第二喷头(22)固定连接,第三滑块(32)的底部固定连接有连接板(23),连接板(23)的底端固定安装有刮板(24),且刮板(24)倾斜设置,主壳体(14)的顶部固定安装有充气模块(25)和加压模块(26),主壳体(14)的内壁底部固定安装有密封橡胶(19)。
刮板(24)的底部固定连接有补平板(38)和辅助推平板(41),刮板(24)的位于补平板(38)和辅助推平板(41)之间的底部开设有凹槽(40),补平板(38)的内部开设有通孔(39),补平板(38)和辅助推平板(41)的上表面与砖坯之间呈钝角,补平板(38)和辅助推平板(41)的底部平齐并与砖坯的上表面接触,通孔(39)的孔径较大便于固定剂进入,且不易堵塞。
右壳体(16)的内壁的底部固定安装有弧形承接板(34)和第二电动滑台(35),第二电动滑台(35)的顶部滑动连接有L形连接杆(36),弧形承接板(34)的内部设有清理板(37),清理板(37)与L形连接杆(36)的靠近弧形承接板(34)的一端固定连接,清理板(37)的底部形状和尺寸与弧形承接板(34)相匹配,清理板(37)的顶部形状和尺寸与刮板(24)上开设的凹槽(40)相匹配,弧形承接板(34)的长度大于刮板(24)的长度。
通过采用上述技术方案:通过设置的刮板(24)、补平板(38)和辅助推平板(41),由于缝隙上方的固定剂被挤进缝隙内,会导致边沿出现凹陷缺少固定剂,通过第二滑块(31)带动第二喷头(22)复喷,重复喷固定剂会使砖坯表面的固定剂凹凸不平,通过将刮板(24)与砖坯成钝角设置,第三滑块(32)通过带动连接板(23)使刮板(24)移动,补平板(38)将砖坯表面多余的固定剂刮起后,由通孔(39)进入凹槽(40)内储存,随着刮板(24)的移动,凹槽(40)内的固定剂顺着补平板(38)的底部被导入缝隙中,可避免缝隙中产生气泡,辅助推平板(41)将填补进缝隙中多余的固定剂推平,使固定剂分布均匀。
需要说明的是,本发明为一种用于星光瓷砖生产的固定剂喷涂装置,在使用时,首先,通过显示控制屏(13)启动电机(7)和水循环箱(10),电机(7)带动传送带(5)运转,进水管(11)和出水管(12)保持环形水流通道(33)中的水循环,使冷却袋(18)的温度低,布施玻璃干粒后的砖坯位于两根限位条(6)之间,激光发射器(8)发出的激光位于限位条(6)的上方可持续被激光接收器(9)接收,当露出限位条(6)的砖坯将激光挡住后,可确定砖坯的位置,其次,砖坯的位置的位置确定后,传送带(5)带动砖坯移动到主壳体(14)的下方后停止移动,液压杆(3)带动主壳体(14)下移,使超出限位条(6)的砖坯位于主壳体(14)的内部,充气模块(25)启动,对密封橡胶(19)进行充气,密封橡胶(19)充气后膨胀与砖坯紧密接触,第一电动滑台(29)启动后,第一滑块(30)带动第一喷头(21)移动,并对砖坯表面喷涂固定剂,最先喷涂固定剂的位置上方环形水流通道(33)的数量多降温效果好,随着第一滑块(30)的移动,冷却袋(18)的一端随之移动,被带到隔板(17)的另一端,直到最后均匀分布,确保固定剂凝胶速度基本相同,且凝胶速度减缓便于下一步处理,启动加压模块(26),使喷涂机构(4)与砖坯间的气压升高,第一喷头(21)喷出的固定剂由于压力差被挤进砖坯与玻璃干粒间的缝隙内,提高了固定剂的固定效果,再者,由于缝隙上方的固定剂被挤进缝隙内,会导致边沿出现凹陷缺少固定剂,通过第二滑块(31)带动第二喷头(22)复喷,重复喷固定剂会使砖坯表面的固定剂凹凸不平,通过将刮板(24)与砖坯成钝角设置,第三滑块(32)通过带动连接板(23)使刮板(24)移动,补平板(38)将砖坯表面多余的固定剂刮起后,由通孔(39)进入凹槽(40)内储存,随着刮板(24)的移动,凹槽(40)内的固定剂顺着补平板(38)的底部被导入缝隙中,可避免缝隙中产生气泡,辅助推平板(41)将填补进缝隙中多余的固定剂推平,最后,当刮板(24)将固定剂刮平后,启动第二电动滑台(35)通过L形连接杆(36)带动清理板(37)移动,将凹槽(40)内残留的刮除,弧形承接板(34)用于避免接取刮下的固定剂,避免污染右壳体(16)的内部环境,密封橡胶(19)泄气,液压杆(3)带动主壳体(14)上移,第一电动滑台(29)和第二电动滑台(35)上的部件回到原位,重复上述步骤对砖坯喷涂固定剂。
以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
Claims (4)
1.一种用于星光瓷砖生产的固定剂喷涂装置,包括工作台,其特征在于:所述工作台的上表面固定安装有传送带,所述传送带的上方设置有喷涂机构,所述喷涂机构包括主壳体、左壳体和右壳体,所述喷涂机构的内部设置有隔板,所述隔板的上方的靠近左壳体的一侧设置有冷却袋,所述隔板的下端面设置有第一喷头、第二喷头和刮板,所述隔板的一端与左壳体的内壁固定连接,所述隔板的另一端与右壳体的内壁固定连接,所述主壳体的连接有左壳体和右壳体的两侧均开设有穿孔,所述穿孔用于工作时供第一喷头、第二喷头和刮板通过,所述工作台的背面设置有水循环箱;
所述隔板的位于主壳体的部分开设有通风口,若干个所述通风口均匀设置,所述隔板的中部开设有安装槽,所述安装槽的内部固定安装有第一电动滑台,所述第一电动滑台的内部滑动安装有第一滑块,第二滑块和第三滑块,所述第一滑块的底部与第一喷头固定连接,所述第二滑块的底部与第二喷头固定连接,所述第三滑块的底部固定连接有连接板,所述连接板的底端固定安装有刮板,且刮板倾斜设置,所述主壳体的顶部固定安装有充气模块和加压模块,所述主壳体的内壁底部固定安装有密封橡胶;
所述刮板的底部固定连接有补平板和辅助推平板,所述刮板的位于补平板和辅助推平板之间的底部开设有凹槽,所述补平板的内部开设有通孔,所述补平板和辅助推平板的上表面与砖坯之间呈钝角,所述补平板和辅助推平板的底部平齐并与砖坯的上表面接触;
所述冷却袋的内部开设有环形水流通道,所述环形水流通道的进水口和出水口分别连接有进水管和出水管,所述进水管和出水管的远离冷却袋的一端贯穿主壳体后与水循环箱连通,所述冷却袋的一端与主壳体的内壁固定连接,所述冷却袋的另一端与第一滑块固定连接;
所述工作台的上表面固定安装有L形柱,所述L形柱的横梁的底部固定安装有液压杆,所述液压杆的底部与主壳体的上表面固定连接,所述工作台的正面固定安装有显示控制屏。
2.根据权利要求1所述的一种用于星光瓷砖生产的固定剂喷涂装置,其特征在于:所述右壳体的内壁的底部固定安装有弧形承接板和第二电动滑台,所述第二电动滑台的顶部滑动连接有L形连接杆,所述弧形承接板的内部设有清理板,所述清理板与L形连接杆的靠近弧形承接板的一端固定连接,所述清理板的底部形状和尺寸与弧形承接板相匹配,所述清理板的顶部形状和尺寸与刮板上开设的凹槽相匹配。
3.根据权利要求1所述的一种用于星光瓷砖生产的固定剂喷涂装置,其特征在于:所述工作台的正面固定安装有电机,所述电机的输出端贯穿工作台后与传送带连接,所述传送带的外侧固定连接有两根限位条,两根所述限位条之间的距离与砖坯的长度或宽度相同,所述工作台的上表面固定安装有激光发射器和激光接收器,所述限位条的高度小于砖坯的高度。
4.根据权利要求1-3任一项所述的一种用于星光瓷砖生产的固定剂喷涂装置,其特征在于:使用步骤如下:
A:通过显示控制屏启动电机和水循环箱,电机带动传送带运转,进水管和出水管保持环形水流通道中的水循环,使冷却袋的温度低,布施玻璃干粒后的砖坯位于两根限位条之间,激光发射器发出的激光位于限位条的上方持续被激光接收器接收,当露出限位条的砖坯将激光挡住后,确定砖坯的位置;
B:完成A步骤后,砖坯的位置确定后,传送带带动砖坯移动到主壳体的下方后停止移动,液压杆带动主壳体下移,使超出限位条的砖坯位于主壳体的内部,充气模块启动,对密封橡胶进行充气,密封橡胶充气后膨胀与砖坯紧密接触,第一电动滑台启动后,第一滑块带动第一喷头移动,并对砖坯表面喷涂固定剂,最先喷涂固定剂的位置上方环形水流通道的数量多降温效果好,随着第一滑块的移动,冷却袋的一端随之移动,被带到隔板的另一端,直到最后均匀分布,确保固定剂凝胶速度相同,且凝胶速度减缓便于下一步处理,启动加压模块,使喷涂机构与砖坯间的气压升高,第一喷头喷出的固定剂由于压力差被挤进砖坯与玻璃干粒间的缝隙内,提高了固定剂的固定效果;
C:完成B步骤后,由于缝隙上方的固定剂被挤进缝隙内,会导致边沿出现凹陷缺少固定剂,通过第二滑块带动第二喷头复喷,重复喷固定剂会使砖坯表面的固定剂凹凸不平,通过将刮板与砖坯成钝角设置,第三滑块通过带动连接板使刮板移动,补平板将砖坯表面多余的固定剂刮起后,由通孔进入凹槽内储存,随着刮板的移动,凹槽内的固定剂顺着补平板的底部被导入缝隙中,避免缝隙中产生气泡,辅助推平板将填补进缝隙中多余的固定剂推平;
D:完成C步骤后,当刮板将固定剂刮平后,启动第二电动滑台通过L形连接杆带动清理板移动,将凹槽内残留的刮除,弧形承接板用于接取刮下的固定剂,避免污染右壳体的内部环境,密封橡胶泄气,液压杆带动主壳体上移,第一电动滑台和第二电动滑台上的部件回到原位,重复上述步骤对砖坯喷涂固定剂。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111066069.0A CN113634423B (zh) | 2021-09-13 | 2021-09-13 | 一种用于星光瓷砖生产的固定剂喷涂装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202111066069.0A CN113634423B (zh) | 2021-09-13 | 2021-09-13 | 一种用于星光瓷砖生产的固定剂喷涂装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN113634423A CN113634423A (zh) | 2021-11-12 |
| CN113634423B true CN113634423B (zh) | 2022-09-09 |
Family
ID=78425572
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202111066069.0A Active CN113634423B (zh) | 2021-09-13 | 2021-09-13 | 一种用于星光瓷砖生产的固定剂喷涂装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN113634423B (zh) |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3726841A1 (de) * | 1987-08-12 | 1989-02-23 | Raupach Udo | Vorrichtung zum beschichten von fliesen mit moertel |
| FR2762596A3 (fr) * | 1997-04-25 | 1998-10-30 | Ruppkeramik Gmbh | Dispositif pour la pulverisation d'un engobe ou d'une glacure sur des ebauches de tuile |
| KR20080063434A (ko) * | 2006-12-30 | 2008-07-04 | 최희은 | 타일접착장치 |
| CN109265005A (zh) * | 2018-10-26 | 2019-01-25 | 广东能强陶瓷有限公司 | 一种环保柔光陶瓷砖及制备方法 |
| CN110396005A (zh) * | 2019-06-20 | 2019-11-01 | 蒙娜丽莎集团股份有限公司 | 一种立体定位效果干粒全抛陶瓷砖及制备方法 |
| CN110801976A (zh) * | 2019-10-08 | 2020-02-18 | 陕西安易信息科技有限公司 | 一种计算机触控板保护涂层喷涂装置 |
| CN111054593A (zh) * | 2020-01-22 | 2020-04-24 | 江苏锐升新材料有限公司 | 一种spc仿磁砖地板制备用的滚涂装置 |
| CN210753427U (zh) * | 2019-08-27 | 2020-06-16 | 镇江新区鼎元表面处理有限公司 | 一种空调散热器表面处理用涂料喷涂装置 |
| CN213557977U (zh) * | 2020-11-04 | 2021-06-29 | 青岛泰达电子有限公司 | 一种立体商标喷涂装置 |
| CN213612236U (zh) * | 2020-08-24 | 2021-07-06 | 沈阳五洲陶瓷科技发展有限公司 | 一种镀金金属大理石瓷砖的涂胶装置 |
-
2021
- 2021-09-13 CN CN202111066069.0A patent/CN113634423B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3726841A1 (de) * | 1987-08-12 | 1989-02-23 | Raupach Udo | Vorrichtung zum beschichten von fliesen mit moertel |
| FR2762596A3 (fr) * | 1997-04-25 | 1998-10-30 | Ruppkeramik Gmbh | Dispositif pour la pulverisation d'un engobe ou d'une glacure sur des ebauches de tuile |
| KR20080063434A (ko) * | 2006-12-30 | 2008-07-04 | 최희은 | 타일접착장치 |
| CN109265005A (zh) * | 2018-10-26 | 2019-01-25 | 广东能强陶瓷有限公司 | 一种环保柔光陶瓷砖及制备方法 |
| CN110396005A (zh) * | 2019-06-20 | 2019-11-01 | 蒙娜丽莎集团股份有限公司 | 一种立体定位效果干粒全抛陶瓷砖及制备方法 |
| CN210753427U (zh) * | 2019-08-27 | 2020-06-16 | 镇江新区鼎元表面处理有限公司 | 一种空调散热器表面处理用涂料喷涂装置 |
| CN110801976A (zh) * | 2019-10-08 | 2020-02-18 | 陕西安易信息科技有限公司 | 一种计算机触控板保护涂层喷涂装置 |
| CN111054593A (zh) * | 2020-01-22 | 2020-04-24 | 江苏锐升新材料有限公司 | 一种spc仿磁砖地板制备用的滚涂装置 |
| CN213612236U (zh) * | 2020-08-24 | 2021-07-06 | 沈阳五洲陶瓷科技发展有限公司 | 一种镀金金属大理石瓷砖的涂胶装置 |
| CN213557977U (zh) * | 2020-11-04 | 2021-06-29 | 青岛泰达电子有限公司 | 一种立体商标喷涂装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113634423A (zh) | 2021-11-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1202962A (zh) | 生产立方体冰块的装置 | |
| CN110252568B (zh) | 一种转印膜胶黏层涂布装置 | |
| CN210026654U (zh) | 一种多功能鞋材移印机 | |
| CN116422722A (zh) | 一种铝型材生产用挤压设备及其使用方法 | |
| CN113634423B (zh) | 一种用于星光瓷砖生产的固定剂喷涂装置 | |
| CN117283790A (zh) | 一种塑胶制品连续注塑机 | |
| CN100348397C (zh) | 一种瓷砖坯体的生产方法及其装置 | |
| CN101130260A (zh) | 一种大规格超薄瓷板的压制设备及其压制方法 | |
| CN107599143A (zh) | 一种线条通体陶瓷的布料设备 | |
| CN218615460U (zh) | 一种3d打印喷料装置 | |
| US3776990A (en) | Method of forming solid structures from a continuously supplied liquid | |
| CN112192727A (zh) | 模框自动刷油系统及自动刷油方法 | |
| CN107627450A (zh) | 一种线条通体陶瓷的生产设备 | |
| CN219820653U (zh) | 3d打印设备 | |
| CN219020115U (zh) | 一种可一次浇注成型夹心巧克力的设备 | |
| CN215320674U (zh) | 一种3d打印机的铺料调节装置 | |
| CN116901221A (zh) | 陶瓷品生产用的功能性结构陶瓷制作装置及其制作方法 | |
| CN114226542B (zh) | 一种冲压复合模及冲压机 | |
| CN211848717U (zh) | 一种透气渗水型塑胶跑道基础空隙处理装置 | |
| CN211164970U (zh) | 一种3d仿砖墙贴纸成型装置 | |
| CN207273522U (zh) | 一种线条通体陶瓷的生产设备 | |
| CN221029551U (zh) | 一种绘画路面指示线的设备 | |
| CN210755169U (zh) | 一种便于粉末重复利用的随形冷却水道模具的3d成型机 | |
| CN219006945U (zh) | 一种aba板共挤设备 | |
| CN113580431A (zh) | 一种eva鞋机自动清理模具设备及模具自动清理方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right | ||
| PE01 | Entry into force of the registration of the contract for pledge of patent right |
Denomination of invention: A Fixing Agent Spraying Device for Starlight Ceramic Tile Production Effective date of registration: 20230818 Granted publication date: 20220909 Pledgee: Xiaoxian finance Company limited by guarantee Pledgor: ANHUI PANSHENG NEW MATERIAL TECHNOLOGY Co.,Ltd. Registration number: Y2023980052673 |