CN114682811A - 一种用于变速箱差速器壳体的车削工装 - Google Patents
一种用于变速箱差速器壳体的车削工装 Download PDFInfo
- Publication number
- CN114682811A CN114682811A CN202210549311.8A CN202210549311A CN114682811A CN 114682811 A CN114682811 A CN 114682811A CN 202210549311 A CN202210549311 A CN 202210549311A CN 114682811 A CN114682811 A CN 114682811A
- Authority
- CN
- China
- Prior art keywords
- positioning
- gearbox
- standard soft
- differential
- claws
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 210000000078 claw Anatomy 0.000 claims abstract description 47
- 230000007704 transition Effects 0.000 claims abstract description 13
- 230000005540 biological transmission Effects 0.000 claims description 10
- 230000007246 mechanism Effects 0.000 claims description 7
- 238000010586 diagram Methods 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B31/00—Chucks; Expansion mandrels; Adaptations thereof for remote control
- B23B31/02—Chucks
- B23B31/10—Chucks characterised by the retaining or gripping devices or their immediate operating means
- B23B31/12—Chucks with simultaneously-acting jaws, whether or not also individually adjustable
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Details Of Gearings (AREA)
Abstract
本发明属于变速箱差速器壳体的技术领域,具体涉及到一种用于变速箱差速器壳体的车削工装。包括卡盘定位座和三个非标软爪;卡盘定位座包括三角形定位板,定位板顶面的三个内角处分别设有直立的定位柱;每个非标软爪为水平块状,且下底面为台阶面;使用时,定位凸圆和车床卡盘配合定位安装,三个非标软爪的另一端通过螺栓和车床卡爪固定连接;变速箱差速器壳体的外圆下端限位在三个非标软爪的对应端形成的圆内,每个定位柱的上端对应抵接在变速箱差速器壳体的法兰盘下端。因此本发明的三个非标软爪的圆弧端夹紧变速箱差速器壳体的轴承连接柱的外圆面,变速箱差速器壳体的过渡锥台限位于三个定位柱的中间,不容易产生振动,安装精度高。
Description
技术领域
本发明属于变速箱差速器壳体的技术领域,具体涉及到一种用于变速箱差速器壳体的车削工装。
背景技术
叉车变速箱差速器壳体与齿轮组装时,要求进行高精度车削,车削时需要保证待车削变速箱差速器壳体稳定的安装在车床上,结合叉车变速箱差速器壳体产品的结构特点,夹持其外径时变速箱差速器壳体悬伸较长,容易产生振动,不能保证车削精度。
发明内容
根据背景技术中提出的问题,本发明设计一种用于变速箱差速器壳体的车削工装,提高加工精度,且稳定可靠。
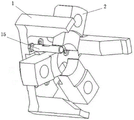
发明的具体技术方案如下:一种用于变速箱差速器壳体的车削工装,包括卡盘定位座1和三个非标软爪2;
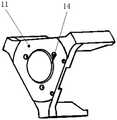
所述卡盘定位座1包括三角形定位板11,以及定位板11顶面的三个内角处分别直立设置的定位柱12,定位板11的底面中部设有定位凸圆14;
每个所述非标软爪2为水平块状,非标软爪2和定位板11顶面的侧边一一对应布置;
每个所述非标软爪2的靠近端为圆弧段,且三个所述非标软爪2的靠近端为同一圆形的不同圆弧段;
使用时,定位凸圆14和车床卡盘配合定位安装,三个非标软爪2的远离端通过螺栓和车床卡爪固定连接;
三个所述非标软爪2的靠近端相互靠近,并夹紧变速箱差速器壳体3的轴承连接柱31的外圆面,同时每个定位柱12的上端对应支撑在变速箱差速器壳体3的法兰盘32下端面。
进一步,每个所述非标软爪2的下底面为台阶面,且下底面的前部为台阶面的高面,所述定位板11顶面对应的三条侧边处分别开设有避让槽13,当三个所述非标软爪2的靠近端相互靠近,并夹紧变速箱差速器壳体3的轴承连接柱31时,避让槽13可避让非标软爪2下底面的低面。
进一步,所述定位板11顶面的一侧边上设有直立的定位挡销15,且定位挡销15位于对应避让槽13的一侧,使用时旋转变速箱差速器壳体3,使得定位挡销15挡在变速箱差速器壳体3的过渡锥台33的缺口内缘上。
进一步,每个所述定位柱12相对内侧的上部开设有倾斜的避让面,使得定位柱12的上端支撑在变速箱差速器壳体3的法兰盘32下端面时,避让面避让变速箱差速器壳体3的过渡锥台33的外圆面。
本发明的有意技术效果:
(1)本发明的一种用于变速箱差速器壳体的车削工装,包括卡盘定位座和三个非标软爪;卡盘定位座包括三角形定位板,以及定位板顶面的三个内角处分别直立设置的定位柱,定位板的底面中部设有定位凸圆;每个非标软爪为水平块状,非标软爪和定位板顶面的侧边一一对应布置;每个非标软爪的靠近端为圆弧段,且三个所述非标软爪的靠近端为同一圆形的不同圆弧段;
使用时定位凸圆和车床卡盘配合定位安装,三个非标软爪的远离端通过螺栓和车床卡爪固定连接;三个非标软爪的靠近端相互靠近,并夹紧变速箱差速器壳体的轴承连接柱的外圆面,同时每个定位柱的上端对应支撑在变速箱差速器壳体的法兰盘下端面,变速箱差速器壳体的过渡锥台限位于三个定位柱的中间,不容易产生振动,安装精度高。
(2)本发明的定位板顶面对应的三条侧边处分别开设有避让槽,当三个所述非标软爪的靠近端相互靠近,并夹紧变速箱差速器壳体的轴承连接柱时,避让槽可避让非标软爪下底面的低面;同时定位柱相对内侧的上部开设有倾斜的避让面,使得定位柱的上端支撑在变速箱差速器壳体的法兰盘下端面时,避让面避让变速箱差速器壳体的过渡锥台的外圆面,因此本发明的车削工装可准确夹持变速箱差速器壳体的对应部位,其他部位不产生干涉行为,使得操作方便安全。
附图说明
图1为本发明一种用于变速箱差速器壳体的车削工装的结构示意图。
图2为本发明卡盘定位座的结构示意图。
图3为图2的另一轴测视图。
图4为本发明的三个非标软爪的结构示意图。
图5为本发明的使用状态图。
图6为图5的另一轴测视图。
图7为本发明的变速箱差速器壳体的结构示意图。
其中:卡盘定位座1、非标软爪2、定位板11、定位柱12、定位槽13、定位凸圆14、定位挡销15、变速箱差速器壳体3、轴承连接柱31、法兰盘32、过渡锥台33。
具体实施方式
为使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明作进一步详细说明。应当理解,此处所描述的具体实施方式仅仅用以解释本发明,并不用于限定本发明。
实施例
一种用于变速箱差速器壳体的车削工装,包括卡盘定位座1和三个非标软爪2;
见图7,待变速箱差速器壳体3包括同轴固定连接的法兰盘32、过渡锥台33和轴承连接柱31,过渡锥台33的大端固定连接着法兰盘32,过渡锥台33的小端固定连接着轴承连接柱31一端。
见图1~6,所述卡盘定位座1包括三角形定位板11,以及定位板11顶面的三个内角处分别直立设置的定位柱12,定位板11的底面中部设有定位凸圆14;
每个所述非标软爪2为水平块状,非标软爪2和定位板11顶面的侧边一一对应布置;
每个所述非标软爪2的靠近端为圆弧段,且三个所述非标软爪2的靠近端为同一圆形的不同圆弧段;
使用时,定位凸圆14和车床卡盘配合定位安装,三个非标软爪2的远离端通过螺栓和车床卡爪固定连接;
三个所述非标软爪2的靠近端相互靠近,并夹紧变速箱差速器壳体3的轴承连接柱31的外圆面,同时每个定位柱12的上端对应支撑在变速箱差速器壳体3的法兰盘32下端面。
每个所述非标软爪2的下底面为台阶面,且下底面的前部为台阶面的高面,所述定位板11顶面对应的三条侧边处分别开设有避让槽13,当三个所述非标软爪2的靠近端相互靠近,并夹紧变速箱差速器壳体3的轴承连接柱31时,避让槽13可避让非标软爪2下底面的低面。
所述定位板11顶面的一侧边上设有直立的定位挡销15,且定位挡销15位于对应避让槽13的一侧,使用时旋转变速箱差速器壳体3,使得定位挡销15挡在变速箱差速器壳体3的过渡锥台33的缺口内缘上。
每个所述定位柱12相对内侧的上部开设有倾斜的避让面,使得定位柱12的上端支撑在变速箱差速器壳体3的法兰盘32下端面时,避让面避让变速箱差速器壳体3的过渡锥台33的外圆面。
本领域的技术人员容易理解,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
Claims (4)
1.一种用于变速箱差速器壳体的车削工装,其特征在于:包括卡盘定位座(1)和三个非标软爪(2);
所述卡盘定位座(1)包括三角形定位板(11),以及定位板(11)顶面的三个内角处分别直立设置的定位柱(12),定位板(11)的底面中部设有定位凸圆(14);
每个所述非标软爪(2)为水平块状,非标软爪(2)和定位板(11)顶面的侧边一一对应布置;
每个所述非标软爪(2)的靠近端为圆弧段,且三个所述非标软爪(2)的靠近端为同一圆形的不同圆弧段;
使用时,定位凸圆(14)和车床卡盘配合定位安装,三个非标软爪(2)的远离端通过螺栓和车床卡爪固定连接;
三个所述非标软爪(2)的靠近端相互靠近,并夹紧变速箱差速器壳体(3)的轴承连接柱(31)的外圆面,同时每个定位柱(12)的上端对应支撑在变速箱差速器壳体(3)的法兰盘(32)下端面。
2.根据权利要求1所述一种用于变速箱差速器壳体的车削工装,其特征在于:每个所述非标软爪(2)的下底面为台阶面,且下底面的前部为台阶面的高面,所述定位板(11)顶面对应的三条侧边处分别开设有避让槽(13),当三个所述非标软爪(2)的靠近端相互靠近,并夹紧变速箱差速器壳体(3)的轴承连接柱(31)时,避让槽(13)可避让非标软爪(2)下底面的低面。
3.根据权利要求1所述一种用于变速箱差速器壳体的车削工装,其特征在于:所述定位板(11)顶面的一侧边上设有直立的定位挡销(15),且定位挡销(15)位于对应避让槽(13)的一侧,使用时旋转变速箱差速器壳体(3),使得定位挡销(15)挡在变速箱差速器壳体(3)的过渡锥台(33)的缺口内缘上。
4.根据权利要求1所述一种用于变速箱差速器壳体的车削工装,其特征在于:每个所述定位柱(12)相对内侧的上部开设有倾斜的避让面,使得定位柱(12)的上端支撑在变速箱差速器壳体(3)的法兰盘(32)下端面时,避让面避让变速箱差速器壳体(3)的过渡锥台(33)的外圆面。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210549311.8A CN114682811A (zh) | 2022-05-20 | 2022-05-20 | 一种用于变速箱差速器壳体的车削工装 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210549311.8A CN114682811A (zh) | 2022-05-20 | 2022-05-20 | 一种用于变速箱差速器壳体的车削工装 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114682811A true CN114682811A (zh) | 2022-07-01 |
Family
ID=82144786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210549311.8A Pending CN114682811A (zh) | 2022-05-20 | 2022-05-20 | 一种用于变速箱差速器壳体的车削工装 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114682811A (zh) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH552431A (de) * | 1973-05-29 | 1974-08-15 | Rieder Ernst | Spannfutter fuer drehmaschinen. |
| CN201324844Y (zh) * | 2008-12-18 | 2009-10-14 | 重庆迈崴机器有限公司 | 差速器壳球面加工夹具 |
| CN103551815A (zh) * | 2013-11-15 | 2014-02-05 | 中国重汽集团济南动力有限公司 | 一种加工差速器壳的工艺方法及加工装置 |
| CN104015065A (zh) * | 2014-05-16 | 2014-09-03 | 安徽合力股份有限公司 | 用于叉车差速器壳体的车削定位工装 |
| CN104191186A (zh) * | 2014-08-01 | 2014-12-10 | 柳州市英利机械铸造有限责任公司 | 齿轮箱的加工方法 |
| CN204321229U (zh) * | 2014-12-19 | 2015-05-13 | 重庆美欧特机电制造有限公司 | 变速箱前盖端面加工夹具 |
| CN206405784U (zh) * | 2017-01-11 | 2017-08-15 | 上海凯佑辉精密机械有限公司 | 一种加工中心专用工装夹具 |
| CN208374243U (zh) * | 2018-03-02 | 2019-01-15 | 苏州市昌星模具机械有限公司 | 一种用于加工高精度齿轮坯件的卡盘软爪 |
| CN208450636U (zh) * | 2018-07-06 | 2019-02-01 | 安徽合力股份有限公司 | 一种用于车床加工轴类偏心孔的加工工装 |
| CN209736665U (zh) * | 2019-04-12 | 2019-12-06 | 长春一汽四环金仑汽车零部件有限公司 | 一种差速器壳体定位卡盘 |
| CN210132077U (zh) * | 2019-07-07 | 2020-03-10 | 赵宏伟 | 一种汽车后制动毂的卡盘软爪 |
| CN211939154U (zh) * | 2020-04-03 | 2020-11-17 | 山东蓬翔汽车有限公司 | 一种差速器壳体立式加工钻孔装置 |
| CN213998645U (zh) * | 2020-12-31 | 2021-08-20 | 青岛畅隆智造科技有限公司 | 一种差速器内壳加工工装 |
| KR102348826B1 (ko) * | 2021-10-15 | 2022-01-10 | 브이앤씨테크 주식회사 | 선반 진원 가공용 지그 |
-
2022
- 2022-05-20 CN CN202210549311.8A patent/CN114682811A/zh active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH552431A (de) * | 1973-05-29 | 1974-08-15 | Rieder Ernst | Spannfutter fuer drehmaschinen. |
| CN201324844Y (zh) * | 2008-12-18 | 2009-10-14 | 重庆迈崴机器有限公司 | 差速器壳球面加工夹具 |
| CN103551815A (zh) * | 2013-11-15 | 2014-02-05 | 中国重汽集团济南动力有限公司 | 一种加工差速器壳的工艺方法及加工装置 |
| CN104015065A (zh) * | 2014-05-16 | 2014-09-03 | 安徽合力股份有限公司 | 用于叉车差速器壳体的车削定位工装 |
| CN104191186A (zh) * | 2014-08-01 | 2014-12-10 | 柳州市英利机械铸造有限责任公司 | 齿轮箱的加工方法 |
| CN204321229U (zh) * | 2014-12-19 | 2015-05-13 | 重庆美欧特机电制造有限公司 | 变速箱前盖端面加工夹具 |
| CN206405784U (zh) * | 2017-01-11 | 2017-08-15 | 上海凯佑辉精密机械有限公司 | 一种加工中心专用工装夹具 |
| CN208374243U (zh) * | 2018-03-02 | 2019-01-15 | 苏州市昌星模具机械有限公司 | 一种用于加工高精度齿轮坯件的卡盘软爪 |
| CN208450636U (zh) * | 2018-07-06 | 2019-02-01 | 安徽合力股份有限公司 | 一种用于车床加工轴类偏心孔的加工工装 |
| CN209736665U (zh) * | 2019-04-12 | 2019-12-06 | 长春一汽四环金仑汽车零部件有限公司 | 一种差速器壳体定位卡盘 |
| CN210132077U (zh) * | 2019-07-07 | 2020-03-10 | 赵宏伟 | 一种汽车后制动毂的卡盘软爪 |
| CN211939154U (zh) * | 2020-04-03 | 2020-11-17 | 山东蓬翔汽车有限公司 | 一种差速器壳体立式加工钻孔装置 |
| CN213998645U (zh) * | 2020-12-31 | 2021-08-20 | 青岛畅隆智造科技有限公司 | 一种差速器内壳加工工装 |
| KR102348826B1 (ko) * | 2021-10-15 | 2022-01-10 | 브이앤씨테크 주식회사 | 선반 진원 가공용 지그 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN212444193U (zh) | 一种用于减速箱壳盖加工的定位工装 | |
| CN208961525U (zh) | 一种轮毂装夹定位装置 | |
| CN114682811A (zh) | 一种用于变速箱差速器壳体的车削工装 | |
| CN203936569U (zh) | 一种齿盘组件防错焊接定位装置 | |
| CN112355552A (zh) | 一种用于叉车倾斜油缸支座组焊工装 | |
| CN213672982U (zh) | 一种智能机床用定位装置 | |
| CN215846601U (zh) | 一种电机有杆式定子铁芯加工定位工装 | |
| CN210030889U (zh) | 一种用于化铣成型样板铣边的刀头架 | |
| CN210173062U (zh) | 机加工板形壳体定位装置 | |
| CN218192703U (zh) | 一种风机风口接管加工工装 | |
| CN209919373U (zh) | Cnc工件定位装置及使用该夹具的机床 | |
| CN221135617U (zh) | 一种纽扣状钛板装夹工具 | |
| CN211759484U (zh) | 一种带有零点定位器的快换装置 | |
| CN215035446U (zh) | 一种铣针槽组合工装 | |
| CN220902509U (zh) | 一种阀盖去毛刺加工工装 | |
| CN219336513U (zh) | 一种焊接装置及电芯组装设备 | |
| CN220373062U (zh) | 一种新型双夹持外径夹具 | |
| CN214024332U (zh) | 一种翻转焊接变位机 | |
| CN206936410U (zh) | 一种快换软爪装置 | |
| CN218657880U (zh) | 无人机桨毂侧孔加工工装 | |
| CN221435440U (zh) | 一种用于托盘车箱体的定位工装 | |
| CN215999506U (zh) | 一种旋转夹具 | |
| CN217668071U (zh) | 一种适用于建立五轴设备虚拟工作台用的通用底板 | |
| CN214722455U (zh) | 一种用于薄壁零件定位的加工工装 | |
| CN219444906U (zh) | 一种组装产品用的工装 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WD01 | Invention patent application deemed withdrawn after publication | ||
| WD01 | Invention patent application deemed withdrawn after publication |
Application publication date: 20220701 |