CN114802467A - 一种一体式门环结构及其加工工艺、汽车 - Google Patents
一种一体式门环结构及其加工工艺、汽车 Download PDFInfo
- Publication number
- CN114802467A CN114802467A CN202210502931.6A CN202210502931A CN114802467A CN 114802467 A CN114802467 A CN 114802467A CN 202210502931 A CN202210502931 A CN 202210502931A CN 114802467 A CN114802467 A CN 114802467A
- Authority
- CN
- China
- Prior art keywords
- blanking
- sheet
- door ring
- blanking sheet
- welding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000003754 machining Methods 0.000 title claims description 4
- 238000003466 welding Methods 0.000 claims abstract description 90
- 239000000463 material Substances 0.000 claims abstract description 9
- 230000003014 reinforcing effect Effects 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 7
- 230000002787 reinforcement Effects 0.000 claims description 3
- 238000005516 engineering process Methods 0.000 abstract description 11
- 210000001503 joint Anatomy 0.000 description 6
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000003856 thermoforming Methods 0.000 description 2
- 230000007547 defect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/04—Door pillars ; windshield pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P15/00—Making specific metal objects by operations not covered by a single other subclass or a group in this subclass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D25/00—Superstructure or monocoque structure sub-units; Parts or details thereof not otherwise provided for
- B62D25/20—Floors or bottom sub-units
- B62D25/2009—Floors or bottom sub-units in connection with other superstructure subunits
- B62D25/2036—Floors or bottom sub-units in connection with other superstructure subunits the subunits being side panels, sills or pillars
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D27/00—Connections between superstructure or understructure sub-units
- B62D27/02—Connections between superstructure or understructure sub-units rigid
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Laser Beam Processing (AREA)
Abstract
本发明提供一种一体式门环结构及其加工工艺、汽车,所述门环结构包括门环本体,门环本体由多片落料片通过激光拼焊成的单件结构,相邻两个落料片之间的连接处直接对接后通过激光拼焊连接;本发明提出的一体式门环结构及其加工工艺、汽车,可保证车身同等强度及刚度,并同时降低车身成本及重量,保证安全性能,且能够满足21版CNCAP五星碰撞要求,提升整车材料的利用率,减少工时,节省结构件。
Description
技术领域
本发明属于一体式门环结构技术领域,具体涉及一种一体式门环结构及其加工工艺、汽车。
背景技术
随着碰撞性能要求提升,车身强度也需相应提升,对车身薄弱部位需通过增加结构件、增加料厚或更换高强度材料等手段提升强度,保证车身强度。零部件数量增加导致模具及焊接工装数量增加,增加了工时成本及一次性投入费用;而零部件数量增加也增加了车身重量,不利于燃油经济性。
如图1和图2所示,门环结构是通过A柱上加强板总成1、A柱下加强板总成2、门槛加强板总成3以及B柱加强板总成4四部分点焊连接,各个总成上布置有补丁板,但是这样连接存在冲压及焊装工序较多、工时费用高的问题;同时由于采用点焊连接,因此各个总成之间需要重叠交错较多面积的接触面,这就造成了重量较重。
基于上述汽车门环结构中存在的技术问题,尚未有相关的解决方案;因此迫切需要寻求有效方案以解决上述问题。
发明内容
本发明的目的是针对上述技术中存在的不足之处,提出一种一体式门环结构及其加工工艺、汽车,旨在解决现有汽车重量或成本的问题。
本发明提供一种一体式门环结构,所述门环结构包括门环本体,门环本体由多片落料片通过激光拼焊成的单件结构,相邻两个落料片之间的连接处直接对接后通过激光拼焊连接。
进一步地,落料片包括第一落料片、第二落料片、第三落料片、第四落料片以及第五落料片;第一落料片的一端与第五落料片的一端对接,并通过激光拼焊连接;第一落料片的另一端与第二落料片的一端对接,并通过激光拼焊连接;第二落料片的另一端与第三落料片的一端对接,并通过激光拼焊连接;第三落料片的另一端与第四落料片的一端对接,并通过激光拼焊连接;第四落料片的另一端与第五落料片的另一端对接,并通过激光拼焊连接,从而形成环状结构。
进一步地,门环结构还包括多个补丁板;各个补丁板分别焊接固定于各个落料片上,或者各个补丁板分别焊接固定于门环本体的周向上。
进一步地,门环结构还包括补丁板,补丁板包括柱上铰链加强板、柱下铰链加强板、门槛补丁板以及柱补丁板;柱上铰链加强板通过点焊连接于第一落料片上,柱下铰链加强板通过点焊连接于第二落料片上,门槛补丁板通过点焊沿水平方向连接于第四落料片的下端;柱补丁板通过patch工艺沿竖直方向连接于第四落料片的上端。
进一步地,A柱上铰链加强板、A柱下铰链加强板以及门槛补丁板分别通过一套夹具焊接完成,再通过冷冲压形成一体结构;patch工艺包括将柱补丁板与第四落料片通过激光拼焊连接在一起,再通过一次热成型后冲压形成一体结构。
进一步地,门环本体由多片落料片通过激光拼焊形成环状结构;门环本体由多片落料片通过激光拼焊后,再通过一次热成型后冲压形成一体结构。
进一步地,落料片均为热成型板材,并且各个落料片的厚度不一样。
相应地,本发明还提供一种一体式门环结构的加工工艺,所述加工工艺包括以下过程:
S1:将多片落料片依次通过激光拼焊成门环本体,相邻两个落料片之间的连接处直接对接后通过激光拼焊连接;
S2:将各个补丁板分别焊接固定于各个落料片上,或者将各个补丁板分别焊接固定于门环本体的周向上;
S3:将S2步骤中得到的门环本体通过一次热成型后冲压形成一体结构。
进一步地,门环本体为环状结构或回字形结构。
进一步地,落料片包括第一落料片、第二落料片、第三落料片、第四落料片以及第五落料片;补丁板包括柱上铰链加强板、柱下铰链加强板、门槛补丁板以及柱补丁板;所述S2步骤中包括:
S21:将第一落料片的一端与第五落料片的一端对接,并通过激光拼焊连接;将第一落料片的另一端与第二落料片的一端对接,并通过激光拼焊连接;将第二落料片的另一端与第三落料片的一端对接,并通过激光拼焊连接;将第三落料片的另一端与第四落料片的一端对接,并通过激光拼焊连接;将第四落料片的另一端与第五落料片的另一端对接,并通过激光拼焊连接,从而形成环状结构;
S22:将柱上铰链加强板通过点焊连接于第一落料片上,将柱下铰链加强板通过点焊连接于第二落料片上,将门槛补丁板通过点焊沿水平方向连接于第四落料片的下端;将柱补丁板与第四落料片通过激光拼焊连接在一起,再通过一次热成型后冲压形成一体结构。
相应地,本发明还提供一种汽车,包括门环结构,所述门环结构为上述所述的一体式门环结构。
本发明提出的一体式门环结构及其加工工艺、汽车,可保证车身同等强度及刚度,并同时降低车身成本及重量,保证安全性能,且能够满足21版CNCAP五星碰撞要求,提升整车材料的利用率,减少工时,节省结构件。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
以下将结合附图对本发明作进一步说明:
图1 为现有技术门环结构示意图;
图2 为图1沿A-A方向的剖视图;
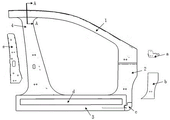
图3 为本发明一种一体式门环结构示意图;
图4 为本发明图3沿B-B方向的剖视图。
图中:1、A柱上加强板总成;2、A柱下加强板总成;3、门槛加强板总成;4、B柱加强板总成;5、门环本体;6、第一落料片;7、第二落料片;8、第三落料片;9、第四落料片;10、第二落料片;11、激光拼焊缝;a、A柱上铰链加强板;b、A柱下铰链加强板;c、下A柱连接板;d、门槛补丁板;e、B柱补丁板;f、A柱下铰链加强板;g、门槛补丁板;h、点焊。
具体实施方式
为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
如图 3至图4所示,本发明提供一种一体式门环结构,所述门环结构包括门环本体5,门环本体5由多片落料片通过激光拼焊成的单件结构,相邻两个落料片之间的连接处直接对接后通过激光拼焊连接;具体地,本申请方案的门环本体5通过多个落料片对接成整体框架后,相邻两个落料片的连接处直接对接,然后通过激光拼焊固定连接,需要强调的是,采用上述相邻两个落料片对接后通过激光拼焊固定的连接方式,这样能够避免相邻两个落料片通过点焊连接,因此点焊连接的方式需要两个落料片的连接面出重叠20mm至40mm,这就严重增加了整车门环结构的重量和成本;本发明提供的一体式门环结构,保证车身同等强度及刚度,同时降低车身成本及重量。
优选地,结合上述方案,如图 3至图4所示,本实施例中,落料片包括第一落料片6、第二落料片7、第三落料片8、第四落料片9以及第五落料片10;其中,第一落料片6的一端与第五落料片10的一端对接,并通过激光拼焊连接;第一落料片6的另一端与第二落料片7的一端对接,并通过激光拼焊连接;第二落料片7的另一端与第三落料片8的一端对接,并通过激光拼焊连接;第三落料片8的另一端与第四落料片9的一端对接,并通过激光拼焊连接;第四落料片9的另一端与第五落料片10的另一端对接,并通过激光拼焊连接,从而形成环状结构;采用上述落料片之间的对接方式,能够有效减低落料片之间的交接面,进而降低采用料片的重量,整个门环本体5共计五个零部件,能够有效降低整车的重量。
优选地,结合上述方案,如图 3至图4所示,为提升门环结构的强度和刚度,门环结构还包括多个补丁板;各个补丁板分别焊接固定于各个落料片上,或者各个补丁板分别焊接固定于门环本体5的周向上,从而形成补丁板加强结构;本发明提供的一体式门环结构,可保证在同等性能条件下,满足21版CNCAP五星要求,能够降低开发及生产成本,降低车身重量。
优选地,结合上述方案,如图 3至图4所示,门环结构还包括补丁板,该补丁板包括A柱上铰链加强板a、A柱下铰链加强板f、门槛补丁板g以及B柱补丁板e;其中,A柱上铰链加强板a通过点焊连接于第一落料片6上,A柱下铰链加强板f通过点焊连接于第二落料片7上,门槛补丁板g通过点焊沿水平方向连接于第四落料片9的下端;进一步地,B柱补丁板e通过patch工艺沿竖直方向连接于第四落料片9的上端,从而实现强度加强。
优选地,结合上述方案,如图 3至图4所示,A柱上铰链加强板a、A柱下铰链加强板f以及门槛补丁板g分别通过一套夹具焊接完成,再通过冷冲压形成一体结构,从而有效提升整车的刚度和强度;具体地,patch工艺包括将B柱补丁板e与第四落料片9通过激光拼焊连接在一起,再通过一次热成型后冲压形成一体结构,从而形成强度和刚度均为保证的门环本体5。
优选地,结合上述方案,如图 3至图4所示,门环本体5由多片落料片通过激光拼焊形成环状结构,该环状结构具体为首尾连接的框架结构,其中间为空心结构;进一步地,门环本体5由多片落料片通过激光拼焊后,再通过一次热成型后冲压形成一体结构,从而提升整体强度;具体参阅图4所示,由于落料片之间采用激光拼焊连接的方式,使得落料片之间通过激光拼焊缝11形成加强结构,这样有效保证门环本体5的强度及刚度,同时降低重量。
优选地,结合上述方案,如图 3至图4所示,落料片均为热成型板材,并且各个落料片的厚度不一样;本申请方案中,通过将各个落料片的连接边直接对接,这样能够减少落料片之间搭接面,进而减少零部件的重量、成本以及费用,具体参阅表1。
表1

相应地,结合上述方案,如图 3至图4所示,本发明还提供一种一体式门环结构的加工工艺,能够实现上述一体式门环结构的加工成型;具体地,该加工工艺包括以下过程:
S1:将多片落料片依次通过激光拼焊成门环本体5,相邻两个落料片之间的连接处直接对接后通过激光拼焊连接;
S2:将各个补丁板分别焊接固定于各个落料片上,或者将各个补丁板分别焊接固定于门环本体5的周向上;
S3:将S2步骤中得到的门环本体5通过一次热成型后冲压形成一体结构。
优选地,结合上述方案,如图 3至图4所示,门环本体5为环状结构或回字形结构;具体地,该环状结构具体为首尾连接的框架结构,其中心为空心结构。
优选地,结合上述方案,如图 3至图4所示,落料片包括第一落料片6、第二落料片7、第三落料片8、第四落料片9以及第五落料片10;进一步地,补丁板包括A柱上铰链加强板a、A柱下铰链加强板f、门槛补丁板g以及B柱补丁板e;其具体加工工艺过程为:
S21:将第一落料片6的一端与第五落料片10的一端对接,并通过激光拼焊连接;将第一落料片6的另一端与第二落料片7的一端对接,并通过激光拼焊连接;将第二落料片7的另一端与第三落料片8的一端对接,并通过激光拼焊连接;将第三落料片8的另一端与第四落料片9的一端对接,并通过激光拼焊连接;将第四落料片9的另一端与第五落料片10的另一端对接,并通过激光拼焊连接,从而形成环状结构;
S22:将A柱上铰链加强板a通过点焊连接于第一落料片6上,将A柱下铰链加强板f通过点焊连接于第二落料片7上,将门槛补丁板g通过点焊沿水平方向连接于第四落料片9的下端;将B柱补丁板e与第四落料片9通过激光拼焊连接在一起,再通过一次热成型后冲压形成一体结构。
相应地,结合上述方案,如图 3至图4所示,本发明还提供一种汽车,包括门环结构,其中,所述门环结构为上述所述的一体式门环结构;采用上述一体式门环结构,能够有效提升整车的强度和刚度,并且降低整车重量,降低汽车能够损耗,从而增加旅程。
本发明提出的一体式门环结构及其加工工艺、汽车,可保证车身同等强度及刚度,并同时降低车身成本及重量,保证安全性能,且能够满足21版CNCAP五星碰撞要求,提升整车材料的利用率,减少工时,节省结构件。
以上所述,仅为本发明的较佳实施例,并非对本发明做任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围情况下,都可利用上述所述技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术对以上实施例所做的任何改动修改、等同变化及修饰,均属于本技术方案的保护范围。
Claims (10)
1.一种一体式门环结构,其特征在于,所述门环结构包括门环本体(5),所述门环本体(5)由多片落料片通过激光拼焊成的单件结构,相邻两个落料片之间的连接处直接对接后通过激光拼焊连接。
2.根据权利要求1所述的一体式门环结构,其特征在于,所述落料片包括第一落料片(6)、第二落料片(7)、第三落料片(8)、第四落料片(9)以及第五落料片(10);所述第一落料片(6)的一端与所述第五落料片(10)的一端对接,并通过激光拼焊连接;所述第一落料片(6)的另一端与所述第二落料片(7)的一端对接,并通过激光拼焊连接;所述第二落料片(7)的另一端与所述第三落料片(8)的一端对接,并通过激光拼焊连接;所述第三落料片(8)的另一端与所述第四落料片(9)的一端对接,并通过激光拼焊连接;所述第四落料片(9)的另一端与所述第五落料片(10)的另一端对接,并通过激光拼焊连接,从而形成环状结构。
3.根据权利要求1或2所述的一体式门环结构,其特征在于,所述门环结构还包括多个补丁板;各个所述补丁板分别焊接固定于各个所述落料片上,或者各个所述补丁板分别焊接固定于所述门环本体(5)的周向上。
4.根据权利要求2所述的一体式门环结构,其特征在于,所述门环结构还包括补丁板,所述补丁板包括A柱上铰链加强板(a)、A柱下铰链加强板(f)、门槛补丁板(g)以及B柱补丁板(e);所述A柱上铰链加强板(a)通过点焊连接于所述第一落料片(6)上,所述A柱下铰链加强板(f)通过点焊连接于所述第二落料片(7)上,所述门槛补丁板(g)通过点焊沿水平方向连接于所述第四落料片(9)的下端;所述B柱补丁板(e)通过patch工艺沿竖直方向连接于所述第四落料片(9)的上端。
5.根据权利要求4所述的一体式门环结构,其特征在于,所述A柱上铰链加强板(a)、所述A柱下铰链加强板(f)以及所述门槛补丁板(g)分别通过一套夹具焊接完成,再通过冷冲压形成一体结构;所述patch工艺包括将所述B柱补丁板(e)与所述第四落料片(9)通过激光拼焊连接在一起,再通过一次热成型后冲压形成一体结构。
6.根据权利要求1所述的一体式门环结构,其特征在于,所述门环本体(5)由多片落料片通过激光拼焊形成环状结构;所述门环本体(5)由多片落料片通过激光拼焊后,再通过一次热成型后冲压形成一体结构。
7.根据权利要求2所述的一体式门环结构,其特征在于,所述落料片均为热成型板材,并且各个所述落料片的厚度不一样。
8.一种一体式门环结构的加工工艺,其特征在于,所述加工工艺包括以下过程:
S1:将多片落料片依次通过激光拼焊成门环本体(5),相邻两个落料片之间的连接处直接对接后通过激光拼焊连接;
S2:将各个补丁板分别焊接固定于各个所述落料片上,或者将各个所述补丁板分别焊接固定于所述门环本体(5)的周向上;
S3:将所述S2步骤中得到的门环本体(5)通过一次热成型后冲压形成一体结构。
9.根据权利要求8所述的一体式门环结构的加工工艺,其特征在于,所述门环本体(5)为环状结构或回字形结构;和/或,
所述落料片包括第一落料片(6)、第二落料片(7)、第三落料片(8)、第四落料片(9)以及第五落料片(10);所述补丁板包括A柱上铰链加强板(a)、A柱下铰链加强板(f)、门槛补丁板(g)以及B柱补丁板(e);
所述S2步骤中包括:
S21:将所述第一落料片(6)的一端与所述第五落料片(10)的一端对接,并通过激光拼焊连接;将所述第一落料片(6)的另一端与所述第二落料片(7)的一端对接,并通过激光拼焊连接;将所述第二落料片(7)的另一端与所述第三落料片(8)的一端对接,并通过激光拼焊连接;将所述第三落料片(8)的另一端与所述第四落料片(9)的一端对接,并通过激光拼焊连接;将所述第四落料片(9)的另一端与所述第五落料片(10)的另一端对接,并通过激光拼焊连接,从而形成环状结构;
S22:将所述A柱上铰链加强板(a)通过点焊连接于所述第一落料片(6)上,将所述A柱下铰链加强板(f)通过点焊连接于所述第二落料片(7)上,将所述门槛补丁板(g)通过点焊沿水平方向连接于所述第四落料片(9)的下端;将所述B柱补丁板(e)与所述第四落料片(9)通过激光拼焊连接在一起,再通过一次热成型后冲压形成一体结构。
10.一种汽车,包括门环结构,其特征在于,所述门环结构为上述权利要求1至7任一项所述的一体式门环结构。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210502931.6A CN114802467A (zh) | 2022-05-10 | 2022-05-10 | 一种一体式门环结构及其加工工艺、汽车 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210502931.6A CN114802467A (zh) | 2022-05-10 | 2022-05-10 | 一种一体式门环结构及其加工工艺、汽车 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN114802467A true CN114802467A (zh) | 2022-07-29 |
Family
ID=82514201
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210502931.6A Withdrawn CN114802467A (zh) | 2022-05-10 | 2022-05-10 | 一种一体式门环结构及其加工工艺、汽车 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN114802467A (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115257973A (zh) * | 2022-08-12 | 2022-11-01 | 浙江吉利控股集团有限公司 | 侧围加强板及其加工方法、侧围加强板总成和车辆 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180237072A1 (en) * | 2017-02-17 | 2018-08-23 | Ford Global Technologies, Llc | Vehicle body including reinforcement on rocker panel |
| CN113147904A (zh) * | 2021-05-18 | 2021-07-23 | 上汽通用五菱汽车股份有限公司 | 一种两门电动车门环加强框组件 |
| CN113276954A (zh) * | 2021-06-15 | 2021-08-20 | 东风汽车集团股份有限公司 | 一种热成型激光拼焊一体式门环及加工方法 |
| CN214451332U (zh) * | 2021-03-25 | 2021-10-22 | 长城汽车股份有限公司 | A柱加强板结构及车辆 |
-
2022
- 2022-05-10 CN CN202210502931.6A patent/CN114802467A/zh not_active Withdrawn
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180237072A1 (en) * | 2017-02-17 | 2018-08-23 | Ford Global Technologies, Llc | Vehicle body including reinforcement on rocker panel |
| CN214451332U (zh) * | 2021-03-25 | 2021-10-22 | 长城汽车股份有限公司 | A柱加强板结构及车辆 |
| CN113147904A (zh) * | 2021-05-18 | 2021-07-23 | 上汽通用五菱汽车股份有限公司 | 一种两门电动车门环加强框组件 |
| CN113276954A (zh) * | 2021-06-15 | 2021-08-20 | 东风汽车集团股份有限公司 | 一种热成型激光拼焊一体式门环及加工方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115257973A (zh) * | 2022-08-12 | 2022-11-01 | 浙江吉利控股集团有限公司 | 侧围加强板及其加工方法、侧围加强板总成和车辆 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2046628B1 (en) | Vehicle upper body structure | |
| CN113276954A (zh) | 一种热成型激光拼焊一体式门环及加工方法 | |
| CN212085102U (zh) | 一种分离式水冷板的电池箱 | |
| CN212499831U (zh) | 一种整体式热冲压门环 | |
| CN115257973A (zh) | 侧围加强板及其加工方法、侧围加强板总成和车辆 | |
| EP3950204A1 (en) | Joint structure, automobile part, and method for manufacturing joint structure | |
| CN114104116A (zh) | 一种汽车前门环及其制造方法 | |
| CN219277623U (zh) | 一种汽车热成形材料拼焊门环结构 | |
| CN114802467A (zh) | 一种一体式门环结构及其加工工艺、汽车 | |
| CN217893041U (zh) | 侧围加强板、车身框架总成和车辆 | |
| CN115723862B (zh) | 一种门槛总成与侧围总成连接结构及车辆 | |
| CN113602366A (zh) | 一种车顶与车身间的连接结构 | |
| CN211480134U (zh) | 一种电池箱体 | |
| CN201666093U (zh) | 轿车车门内板 | |
| CN208248300U (zh) | 侧围板、车身总成以及车辆 | |
| CN217396644U (zh) | 一种车身前排抗撞结构 | |
| CN113386537B (zh) | 一种天窗加强环总成、天窗顶盖总成及车辆 | |
| CN114987622B (zh) | 一种热成型激光拼焊一体式门环结构 | |
| CN213921231U (zh) | 一种钢铝混合连接型汽车车身b柱 | |
| CN117125147A (zh) | 一种钢铝混合车身骨架结构及电动汽车 | |
| CN221541734U (zh) | 车身侧围结构及车辆 | |
| CN115257930A (zh) | 一种汽车前纵梁后部组合体结构 | |
| CN223736123U (zh) | 车身侧部结构及车辆 | |
| CN216034671U (zh) | 一种汽车a柱的加强板结构 | |
| CN220009908U (zh) | 一种一体式热成型汽车零部件 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| WW01 | Invention patent application withdrawn after publication | ||
| WW01 | Invention patent application withdrawn after publication |
Application publication date: 20220729 |