CN115091402A - 一种装配岛的产品装配方法 - Google Patents
一种装配岛的产品装配方法 Download PDFInfo
- Publication number
- CN115091402A CN115091402A CN202210919787.6A CN202210919787A CN115091402A CN 115091402 A CN115091402 A CN 115091402A CN 202210919787 A CN202210919787 A CN 202210919787A CN 115091402 A CN115091402 A CN 115091402A
- Authority
- CN
- China
- Prior art keywords
- assembly
- robot
- assembling
- module
- product
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B25—HAND TOOLS; PORTABLE POWER-DRIVEN TOOLS; MANIPULATORS
- B25B—TOOLS OR BENCH DEVICES NOT OTHERWISE PROVIDED FOR, FOR FASTENING, CONNECTING, DISENGAGING OR HOLDING
- B25B27/00—Hand tools, specially adapted for fitting together or separating parts or objects whether or not involving some deformation, not otherwise provided for
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P21/00—Machines for assembling a multiplicity of different parts to compose units, with or without preceding or subsequent working of such parts, e.g. with program control
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Assembly (AREA)
Abstract
本发明提供一种装配岛的产品装配方法,属于装配技术领域。装配岛包括装配台以及相对于装配台对称布局的两个装配机器人;产品装配方法,包括:获取装配对象及装配机器人的工作模式,装配对象至少为装配演示小车、风扇、模型小车之一,工作模式为协同模式或独立模式;根据装配对象、工作模式以及预先设置的多条装配路线之间的映射关系,确定每个装配机器人的装配路线;根据装配路线确定装配机器人的装配工作任务,若工作模式为协同模式,则两个装配机器人协同完成同一装配对象的装配工作任务;若工作模式为独立模式,则每个装配机器人独立完成一个装备对象的全部装配工作任务。本发明中,两个装配机器人可以互相协同,提高装配岛的装配效率。
Description
技术领域
本发明属于装配技术领域,特别是涉及一种装配岛的产品装配方法。
背景技术
作为柔性装配生产线中的一环,装配岛经常采用装配机器人进行装配。现有技术中,装配岛中的装配机器人通常只设置一个。但是,由于装配岛中装配机器人数量的限制,导致现有的装配岛的装配效率较低。
发明内容
鉴于以上所述现有技术的缺点,本发明的目的在于提供一种装配岛的产品装配方法,用于解决现有技术中装配岛中装配效率低等问题。
为实现上述目的及其他相关目的,本发明提供一种装配岛的产品装配方法,所述装配岛包括装配台以及相对于所述装配台对称布局的两个装配机器人;
所述产品装配方法,包括:
获取装配对象及所述装配机器人的工作模式,所述装配对象至少为装配演示小车、风扇、模型小车之一,所述工作模式为协同模式或独立模式;
根据所述装配对象、所述工作模式以及预先设置的多条装配路线之间的映射关系,确定每个装配机器人的装配路线;
根据所述装配路线确定所述装配机器人的装配工作任务,若所述工作模式为协同模式,则两个装配机器人协同完成同一装配对象的装配工作任务;若所述工作模式为独立模式,则每个装配机器人独立完成一个装备对象的全部装配工作任务。
可选地,所述装配台上设置有第一装夹组件和用于顶升能源模块的第一辅助装配组件,所述第一装夹组件包括工装平台及安装于工装平台上的装夹机构,所述工装平台转动设置,所述工装平台包括用于装配所述装配演示小车的第一装配面,所述工装平台还包括用于装配所述模型小车的第二装配面,所述第一装配面及所述第二装配面相对设置在所述工装平台转动轴线的两侧,所述第一装配面及所述第二装配面上分别设置有所述装夹机构。
可选地,所述装配演示小车包括底盘模块、驱动模块及能源模块,所述底盘模块包括设置于所述底盘模块前部及后部的连接结构及设置于所述底盘模块中部的能源舱;
当所述装配对象为装配演示小车时,所述产品装配方法包括:
通过所述装配机器人将所述底盘模块放置于所述第一装配面上,所述装夹机构定位所述底盘模块;
通过所述装配机器人将所述驱动模块对应于所述连接结构放置于所述底盘模块上,所述装夹机构定位所述驱动模块;
通过所述装配机器人将所述驱动模块固定连接在所述底盘模块上;
通过所述辅助装配组件将所述能源模块顶升进入所述能源舱内,所述装配机器人将所述能源模块固定连接在所述底盘模块上。
可选地,所述装配演示小车还包括车壳;
所述第一装夹组件还包括升降装置,所述工装平台通过所述升降装置在从高到低的第一装配位、第二装配位及第三装配位之间升降;
当所述装配目标为装配演示小车时,所述产品装配方法还包括:
所述装配机器人将所述驱动模块对应于所述连接结构放置于所述底盘模块上之后,所述工装平台通过所述升降装置上升至第一装配位;
所述装配机器人将所述驱动模块固定连接在所述底盘模块上之后,所述工装平台通过所述升降装置下降至第二装配位;
所述装配机器人将所述车壳对应于所述连接结构放置于所述底盘模块上之后,所述工装平台通过所述升降装置上升至第一装配位;
所述装配机器人将所述能源模块固定连接在所述底盘模块上之后,所述工装平台通过所述升降装置下降到第三装配位。
可选地,所述模型小车包括底盘模块、座椅及车壳;
当所述装配对象为模型小车时,所述产品装配方法包括:
通过所述装配机器人将所述底盘模块放置于所述第二装配面,所述装夹机构定位所述底盘模块;
通过所述装配机器人依次将所述座椅、车壳放置于所述底盘模块上,所述装夹机构定位所述车壳;
通过所述装配机器人将所述车壳固定在所述底盘模块上。
可选地,所述第一装夹组件还包括升降装置,所述工装平台通过所述升降装置在从高到低的第一装配位及第三装配位之间升降;
所述模型小车还包括可拆卸连接在底盘模块上的车轮;
所述装配台还包括用于将所述车轮安装在所述模型小车上的第二辅助装配组件,所述第二辅助装配组件对应于所述第三装配位设置;
当所述装配目标为模型小车时,所述产品装配方法还包括:
通过所述装配机器人将所述座椅、车壳依次放置于所述底盘模块上之后,所述工装平台上升至第一装配位;
通过所述装配机器人将所述车壳固定在所述底盘模块上后,所述工装平台下降至所述第三装配位,通过所述第二辅助装配组件将所述车轮安装在所述底盘模块上。
可选地,所述装配台上设置有用于装夹所述风扇的第二装夹组件,两个所述装配机器人对称布局于装配台的两侧,并通过所述第二装夹组件装配所述风扇,所述第二装夹组件设置在两个所述装配机器人装配范围的相交区域内。
可选地,所述模型风扇包括风扇盖及风扇主体,
当所述装配目标为风扇时,所述产品装配方法还包括:
通过所述装配机器人将所述风扇盖放置于所述第二装夹组件上;
通过所述装配机器人将所述风扇主体扣合在所述风扇盖上并旋转预设角度以使所述风扇主体与所述风扇盖固接。
可选地,所述装配机器人的工作状态还包括故障状态及正常状态,则所述产品装配方法还包括:
确定当前所述装配机器人的工作状态及当前工作任务,若当前所述装配机器人的工作状态为故障状态,则由另一个所述装配机器人继续执行当前工作任务及后续全部工作任务。
可选地,所述装配机器人的装配范围内设置有零部件放置位及成品放置位。
如上所述,本发明的一种装配岛的产品装配方法,具有以下有益效果:由于装配机器人为两个,两个装配机器人可以同时进行装配,提高的装配效率,而且两个装配机器人可以同时装配不同的产品,提高了装配岛的装配灵活性。同时,两个装配机器人可以同时从不同的方向对同一个产品进行装配,两个装配机器人可以互相协同,提高装配岛的装配效率。
附图说明
图1为本发明实施例中装配岛立体结构示意图其一;
图2为本发明实施例中装配岛立体结构示意图其二;
图3为本发明实施例中第一装夹组件的结构示意图;
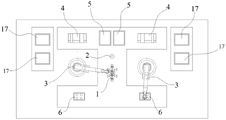
图4为本发明实施例中装配岛俯视结构示意图;
图5为本发明实施例中产品装配方法的流程框图。
附图标记说明:第一装夹组件1、第二装夹组件2、机器人3、第一工具放置架4、成品放置位5、第二工具放置架6、装配演示小车7、模型小车8、第二辅助装配组件9、装配台10、工装平台11、升降杆12、转动结构13、第一装夹机构14、第二装夹机构15、顶升通道16、零部件放置位17。
具体实施方式
以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
请参阅图1~图4,本实施例提供一种装配岛的产品装配方法,装配岛包括装配台10以及至少两个装配机器人3。两个装配机器人3相对于装配台10对称布局。
如图5所示,产品装配方法,包括:
S10:获取装配对象及装配机器人的工作模式,装配对象至少为装配演示小车7、风扇、模型小车8之一,工作模式为协同模式或独立模式。
S20:根据装配对象、工作模式以及预先设置的多条装配路线之间的映射关系,确定每个装配机器人的装配路线。
装配路线包括装配工作任务及装配次序,一些装配工作任务之间可以同时进行,另一些装配工作任务之间则只能按顺序进行。
S30:根据装配路线确定装配机器人3的装配工作任务,若工作模式为协同模式,则两个装配机器人3协同完成同一装配对象的装配工作任务,若工作模式为独立模式,则每个装配机器人独立完成一个装备对象的全部装配工作任务。
由于装配机器人3为两个,两个装配机器人3可以同时进行协同装配,提高了装配效率,同时,两个装配机器人3可以同时装配不同的产品,提高了装配岛的装配灵活性。两个装配机器人3对称布局于装配台10的两侧,因此两个装配机器人3可以同时从不同的方向对同一个产品进行装配,两个装配机器人3可以互相协同,而且两个装配机器人3分别在装配台10的两侧,减少了装配机器人3活动范围之间重叠区域,降低两个装配机器人3之间碰撞、干涉的几率。
在一些实施例中,由于多种原因,装配机器人3可能出现故障,因此装配机器人3的工作状态包括故障状态及正常状态,在这种情况下,产品装配方法还包括:
S40:确定当前装配机器人3的工作状态及当前工作任务,若当前装配机器人3的工作状态为故障模式,则由另一个装配机器人3继续执行当前装配工作任务及后续全部装配工作任务。当两台装配机器人3中的一台出现故障时,另一台装配机器人3可以接替处于故障状态的机器人3,使生产可以继续进行。
在一些实施例中,装配台10上设置有第一装夹组件1和用于顶升能源模块的第一辅助装配组件,第一装夹组件1设置在两个装配机器人3装配范围的相交区域内。
第一装夹组件1包括工装平台11及安装于工装平台11上的装夹机构,工装平台11转动设置,工装平台11包括用于装配装配演示小车7的第一装配面,工装平台11还包括用于装配模型小车8的第二装配面,第一装配面及第二装配面相对设置在工装平台11转动轴线的两侧,第一装配面及第二装配面上分别设置有装夹机构。工装平台11可以通过转动调整第一转配面及第二装配面的朝向,便于装配机器人3进行装配。装夹机构包括滑动气缸和转角压紧气缸,滑动气缸能够在第一方向上移动,转角压紧气缸能够在第二方向转动升降,第一方向与第二方向垂直。具体的,一些实施例中,装夹机构还包括用于与产品接触的压紧头,压紧头通过滑动气缸和转角压紧气缸连接在工作平台上。本实施例中,第一方向平行于工装平台11的第一装配面及第二装配面,第二方向与工装平台11的第一装配面及第二装配面之间垂直。压紧头能够通过滑动气缸和转角压紧气缸将产品压紧在工装平台11上。
如图3所示,一些实施例中,装夹机构包括对应于第一装配面的第一装夹机构14及对应于第二装配面的第二装夹机构15,第一装夹机构14可以用于装夹装配演示小车7,第二装夹机构15可以用于装夹模型小车8。本实施例中工装平台11的两端上分别设有转动结构13,例如步进电机,两个转动结构13之间共轴设置,工装平台11通过转动结构13实现转动。
在一些实施例中,装配演示小车7包括底盘模块、驱动模块及能源模块,底盘模块包括设置于底盘模块前部及后部的连接结构及设置于底盘模块中部的能源舱,驱动模块包括原动机及车轮并通过连接结构与底盘模块可拆卸连接,能源模块通过可拆卸结构安装在能源舱内。
由于装配演示小车7采用底盘模块、驱动模块及能源模块的模块化结构,因此将各个模块经过简单步骤组装后即可得到小车,步骤简单、方便,能够在较短时间内完成组装,适于在参观过程中进行演示。同时,底盘模块、驱动模块及能源模块之间按功能划分,作用明确,形象直观,易于社会大众理解,演示效果好。
当装配对象为装配演示小车7时,产品装配方法包括:
通过装配机器人3将底盘模块放置于第一装配面上,装夹机构定位底盘模块。
通过装配机器人3将驱动模块对应于连接结构放置于底盘模块上,装夹机构定位驱动模块。
通过装配机器人3将驱动模块固定连接在底盘模块上。
通过第一辅助装配组件装配台将能源模块顶升进入能源舱内,装配机器人将能源模块固定连接在底盘模块上。
在一些实施例中,能源舱的底部设置有用于能源模块进出的拆装开口,工装平台11设有与能源模块尺寸对应的开口,装配台10还包括将能源模块顶升以穿过开口的第一辅助装配组件。具体的,第一辅助装配组件对应与第一装夹组件1设置。第一辅助装夹组件包括顶升机构,用于对放置于第一辅助装配组件上的底盘模块进行顶升。在一些实施例中,装配台10对应于第一装夹组件1的位置设置有顶升通道16,顶升通道16对准工装平台11上的开口,第一辅助装配组件设置在顶升通道16内,在安装装配演示小车7的能源模块时,可以由顶升通道16向上顶升。
在一些实施例中,装配演示小车7还包括车壳,第一装夹组件1还包括升降装置,工装平台11通过升降装置在从高到低的第一装配位、第二装配位及第三装配位之间升降。
当装配目标为装配演示小车7时,产品装配方法包括:
装配机器人3将驱动模块对应于连接结构放置于底盘模块上之后,工装平台11通过升降装置上升至第一装配位;
装配机器人3将驱动模块固定连接在底盘模块上之后,工装平台11通过升降装置下降至第二装配位;
装配机器人3将车壳对应于连接结构放置于底盘模块上之后,工装平台11通过升降装置上升至第一装配位;
装配机器人3将能源模块固定连接在底盘模块上之后,工装平台11通过升降装置下降到第三装配位。
具体的,通过装配机器人3将底盘模块放置于装夹组件上之前,工装平台11位于第三装配位,工装平台11转动,使第一装配面朝上,工装平台11位于第三装配位,工装平台11位置较低,且第一装配面朝上,便于通过装配机器人3放置底盘模块及驱动模块。通过装配机器人3将底盘模块放置于装夹组件上之后,装夹机构夹紧底盘模块。装夹机构夹紧底盘模块的过程中,对底盘模块定位,便于后续零部件的安装。
通过装配机器人3将驱动模块对应于连接结构放置于底盘模块上之后,装夹机构夹紧驱动模块。装夹机构夹紧驱动模块的过程中,对驱动模块定位,保证驱动模块的位置精度。
工装平台11上升至第一装配位,装配机器人3对驱动模块进行紧固。本实施例中,驱动模块采用螺钉紧固在底盘模块上,工装平台11上升后,工装平台11下方空间增加,便于装配机器人3移动、紧固。
装配机器人3将能源模块放置于第一辅助装配组件上,当底盘模块装夹在第一装夹组件1上时,能源舱上的拆装开口正对于工装平台11上的开口。工装平台11下降至第二装配位,第一辅助装配组件将能源模块顶升穿过开口后,并通过拆装开口安装在能源舱内。工装平台11下降后,底盘模块的位置降低,有利于减少第一辅助装配组件的顶升行程。同时,降低了底盘模块的重力,增加了工装平台11的稳定性,便于能源模块准确进入能源舱。装配机器人3将车壳置于底盘模块上并紧固,工装平台11降低至第三装配位。装配演示小车7装配完成后,下降至第三装配位,位置降低后,便于转入放入成品放置位5。
在一些实施例中,模型小车8包括底盘模块、座椅及车壳。当装配对象为模型小车8时,产品装配方法包括:
通过装配机器人3将底盘模块放置于第二装配面,所述装夹机构定位所述底盘模块;通过装配机器人3依次将座椅、车壳放置于底盘模块上;装夹机构定位所车壳。通过所述装配机器人将所述车壳固定在所述底盘模块上。座椅在放置过程中安装在底盘模块上。通过装配机器人3将车壳放置于底盘模块上。
在一些实施例中,模型小车8还包括可拆卸连接在底盘模块上的车轮,装配台10还包括用于将车轮安装在模型小车8上的第二辅助装配组件9,第二辅助装配组件9对应于第三装配位设置。
当装配目标为模型小车8时,产品装配方法还包括:
通过装配机器人3将车壳固定在底盘模块上后,工装平台11下降至第三装配位,通过第二辅助装配组件9将车轮安装在底盘模块上。
具体的,在通过装配机器人3将底盘模块放置于第二装配面之前,工装平台11升降至第三装配位,工装平台11转动使第二装配面朝上。第二装配面朝上,有利于底盘模块的放置。
通过装配机器人3将底盘模块放置于第二装配面之后,装夹机构对底盘模块夹紧,装夹机构夹紧的过程中,对底盘模块进行定位。通过装配机器人3将车壳放置于底盘模块上之后,装夹机构对车壳夹紧,装夹机构夹紧的过程中,对车壳进行定位工装平台11上升至第一装配位,装配机器人3对车壳进行紧固,本实施例中,底盘模块与车壳之间采用螺钉连接。车壳装配后,工装平台11降低至第三装配位,第二辅助装配组件9将车轮安装在底盘模块上。车轮在安装时,第二辅助装配组件9将车轮沿车轴的轴线方向推入,从而安装在车轴上。
在另一些实施例中,装配台10上设置有用于装夹风扇的第二装夹组件2,两个装配机器人3对称布局于装配台10的两侧,并通过第二装夹组件2装配风扇,第二装夹组件2设置在两个装配机器人3装配范围的相交区域内。
具体的,模型风扇包括风扇盖及风扇主体,当装配目标为风扇时,产品装配方法包括:
通过装配机器人3将风扇盖放置于第二装夹组件2上,通过装配机器人3将风扇主体扣合在风扇盖上并旋转预设角度以使风扇主体与风扇盖固接。
紧固螺钉的过程中,装配机器人3的装配工具为螺钉枪。在一些实施例中,螺钉枪采用单钉供给,相较于连续螺钉供给,可以降低螺钉卡滞发生的几率,避免工作人员进行故障排除,而影响参观人员的观感。
在一些实施例中,装配机器人3上设置有切换接头,切换接头用于切换装配机器人3的装配工具。装配机器人3的装配工具有不同的种类及规格。本实施例中,装配机器人3包括机械臂,机械臂包括作业端,装配工具连接在机械臂的作业端上,常见的装配工具包括螺钉枪、夹爪等。装配机器人3通过切换装配工具,可以使两个装配机器人3完成相同工序,也可以使两个装配机器人3同时进行不同工序。例如,本实施例中,装配岛包括两个工具放置架,分别为第一工具放置架4及第二工具放置架6。第一工具放置架4用于放置螺钉枪并供给螺钉,第二工具放置架6用于放置夹爪。工具放置架能够存提供装配工具,并存储装配机器人3切换下来的装配工具,同时工具放置架还能够对其中的工具提供定位,便于装配机器人3能够自动找到并连接装配工具。
在一些实施例中,装配机器人3的装配范围内设置有零部件放置位17及成品放置位5。成品放置位5及零部件放置位17用于放置托盘,托盘用于盛放装配完成的产品,例如模型小车、风扇及装配演示小车,以及各产品所需要装配的零部件,例如轮胎。托盘内产品放满后,或者零部件用完后,由搬运小车负责进行更换。
在一些实施例中,装配机器人3上设置有图像采集装置,图像采集装置随装配机器人3一起移动。图像采集装置能采集第一装夹组件1、第二装夹组件2、工具放置架、成品放置位5、零部件放置位17的图像,通过对图像进行分析,可以得到第一装夹组件1、第二装夹组件2、工具放置架、成品放置位5、零部件放置位17等目标的位置,便于装配机器人3去抓取。在一些实施例,还包括显示器显示器以图像显示图像获取装置所获取的图像信息,并对显示的图像中的第一装夹组件1、第二装夹组件2、工具放置架、成品放置位5、零部件放置位17等目标进行标注。显示器能够对图像采集装置采集到的图像信息进行显示,便于参观人员观察。同时,对图像中各种目标进行标注,形象直观,有利于参观人员理解图像采集的作用,加深对图像采集原理的理解。
综上所述,本实施例提供的一种装配岛,由于装配机器人为两个,两个装配机器人可以同时进行装配,提高的装配效率,而且两个装配机器人可以同时装配不同的产品,提高了装配岛的装配灵活性。同时,两个装配机器人可以同时从不同的方向对同一个产品进行装配,两个装配机器人可以互相协同,提高装配岛的装配效率。
上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
Claims (10)
1.一种装配岛的产品装配方法,其特征在于,所述装配岛包括装配台以及相对于所述装配台对称布局的两个装配机器人;
所述产品装配方法,包括:
获取装配对象及所述装配机器人的工作模式,所述装配对象至少为装配演示小车、风扇、模型小车之一,所述工作模式为协同模式或独立模式;
根据所述装配对象、所述工作模式以及预先设置的多条装配路线之间的映射关系,确定每个装配机器人的装配路线;
根据所述装配路线确定所述装配机器人的装配工作任务,若所述工作模式为协同模式,则两个装配机器人协同完成同一装配对象的装配工作任务;若所述工作模式为独立模式,则每个装配机器人独立完成一个装备对象的全部装配工作任务。
2.根据权利要求1所述的装配岛的产品装配方法,其特征在于:所述装配台上设置有第一装夹组件和用于顶升能源模块的第一辅助装配组件,所述第一装夹组件包括工装平台及安装于工装平台上的装夹机构,所述工装平台转动设置,所述工装平台包括用于装配所述装配演示小车的第一装配面,所述工装平台还包括用于装配所述模型小车的第二装配面,所述第一装配面及所述第二装配面相对设置在所述工装平台转动轴线的两侧,所述第一装配面及所述第二装配面上分别设置有所述装夹机构。
3.根据权利要求2所述的装配岛的产品装配方法,其特征在于:
所述装配演示小车包括底盘模块、驱动模块及能源模块,所述底盘模块包括设置于所述底盘模块前部及后部的连接结构及设置于所述底盘模块中部的能源舱;
当所述装配对象为装配演示小车时,所述产品装配方法包括:
通过所述装配机器人将所述底盘模块放置于所述第一装配面上,所述装夹机构定位所述底盘模块;
通过所述装配机器人将所述驱动模块对应于所述连接结构放置于所述底盘模块上,所述装夹机构定位所述驱动模块;
通过所述装配机器人将所述驱动模块固定连接在所述底盘模块上;
通过所述辅助装配组件将所述能源模块顶升进入所述能源舱内,所述装配机器人将所述能源模块固定连接在所述底盘模块上。
4.根据权利要求3所述的装配岛的产品装配方法,其特征在于:
所述装配演示小车还包括车壳;
所述第一装夹组件还包括升降装置,所述工装平台通过所述升降装置在从高到低的第一装配位、第二装配位及第三装配位之间升降;
当所述装配目标为装配演示小车时,所述产品装配方法还包括:
所述装配机器人将所述驱动模块对应于所述连接结构放置于所述底盘模块上之后,所述工装平台通过所述升降装置上升至第一装配位;
所述装配机器人将所述驱动模块固定连接在所述底盘模块上之后,所述工装平台通过所述升降装置下降至第二装配位;
所述装配机器人将所述车壳对应于所述连接结构放置于所述底盘模块上之后,所述工装平台通过所述升降装置上升至第一装配位;
所述装配机器人将所述能源模块固定连接在所述底盘模块上之后,所述工装平台通过所述升降装置下降到第三装配位。
5.根据权利要求2所述的装配岛的产品装配方法,其特征在于:
所述模型小车包括底盘模块、座椅及车壳;
当所述装配对象为模型小车时,所述产品装配方法包括:
通过所述装配机器人将所述底盘模块放置于所述第二装配面,所述装夹机构定位所述底盘模块;
通过所述装配机器人依次将所述座椅、车壳放置于所述底盘模块上,所述装夹机构定位所述车壳;
通过所述装配机器人将所述车壳固定在所述底盘模块上。
6.根据权利要求5所述的装配岛的产品装配方法,其特征在于:
所述第一装夹组件还包括升降装置,所述工装平台通过所述升降装置在从高到低的第一装配位及第三装配位之间升降;
所述模型小车还包括可拆卸连接在底盘模块上的车轮;
所述装配台还包括用于将所述车轮安装在所述模型小车上的第二辅助装配组件,所述第二辅助装配组件对应于所述第三装配位设置;
当所述装配目标为模型小车时,所述产品装配方法还包括:
通过所述装配机器人将所述座椅、车壳依次放置于所述底盘模块上之后,所述工装平台上升至第一装配位;
通过所述装配机器人将所述车壳固定在所述底盘模块上后,所述工装平台下降至所述第三装配位,通过所述第二辅助装配组件将所述车轮安装在所述底盘模块上。
7.根据权利要求1所述的装配岛的产品装配方法,其特征在于:所述装配台上设置有用于装夹所述风扇的第二装夹组件,两个所述装配机器人对称布局于装配台的两侧,并通过所述第二装夹组件装配所述风扇,所述第二装夹组件设置在两个所述装配机器人装配范围的相交区域内。
8.根据权利要求7所述的装配岛的产品装配方法,其特征在于:
所述模型风扇包括风扇盖及风扇主体,
当所述装配目标为风扇时,所述产品装配方法还包括:
通过所述装配机器人将所述风扇盖放置于所述第二装夹组件上;
通过所述装配机器人将所述风扇主体扣合在所述风扇盖上并旋转预设角度以使所述风扇主体与所述风扇盖固接。
9.根据权利要求1~8任一项所述的装配岛的产品装配方法,其特征在于:所述装配机器人的工作状态还包括故障状态及正常状态,则所述产品装配方法还包括:
确定当前所述装配机器人的工作状态及当前工作任务,若当前所述装配机器人的工作状态为故障状态,则由另一个所述装配机器人继续执行当前工作任务及后续全部工作任务。
10.根据权利要求1~8任一项所述的装配岛的产品装配方法,其特征在于,所述装配机器人的装配范围内设置有零部件放置位及成品放置位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210919787.6A CN115091402B (zh) | 2022-07-29 | 2022-07-29 | 一种装配岛的产品装配方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202210919787.6A CN115091402B (zh) | 2022-07-29 | 2022-07-29 | 一种装配岛的产品装配方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN115091402A true CN115091402A (zh) | 2022-09-23 |
| CN115091402B CN115091402B (zh) | 2024-03-26 |
Family
ID=83300571
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202210919787.6A Active CN115091402B (zh) | 2022-07-29 | 2022-07-29 | 一种装配岛的产品装配方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN115091402B (zh) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180094736A1 (en) * | 2016-10-05 | 2018-04-05 | Johnson Controls Technology Company | Valve member with improved fluid flow and control |
| CN207337754U (zh) * | 2017-01-04 | 2018-05-08 | 南京南戈特机电科技有限公司 | 工业机器人汽车生产线教学系统 |
| FR3063665A1 (fr) * | 2017-03-07 | 2018-09-14 | Peugeot Citroen Automobiles Sa | Outil pour l’assemblage d’un siege dans un vehicule. |
| CN109760045A (zh) * | 2018-12-27 | 2019-05-17 | 西安交通大学 | 一种离线编程轨迹生成方法及基于该方法的双机器人协同装配系统 |
| CN111805191A (zh) * | 2020-06-11 | 2020-10-23 | 苏州和瑞科自动化科技有限公司 | 一种岛式结构的产品装配设备 |
| CN111941060A (zh) * | 2019-05-16 | 2020-11-17 | 沈阳自动化研究所(昆山)智能装备研究院 | 机器人装配岛 |
| CN213916996U (zh) * | 2020-11-20 | 2021-08-10 | 常州工业职业技术学院 | 汽车模型自动装配工作站 |
| WO2021196461A1 (zh) * | 2020-04-01 | 2021-10-07 | 南京英尼格玛工业自动化技术有限公司 | 一种柔性切换工装小车的快换装置 |
| WO2021244355A1 (zh) * | 2020-06-05 | 2021-12-09 | 北京极智嘉科技股份有限公司 | 一种货箱搬运机器人及其使用方法 |
| CN114115151A (zh) * | 2021-11-24 | 2022-03-01 | 山东哈博特机器人有限公司 | 一种基于mes的工业机器人协同装配方法和系统 |
| CN114535986A (zh) * | 2022-03-30 | 2022-05-27 | 松果新能源汽车有限公司 | 一种用于新能源汽车车体与电池安装的装配结构 |
-
2022
- 2022-07-29 CN CN202210919787.6A patent/CN115091402B/zh active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180094736A1 (en) * | 2016-10-05 | 2018-04-05 | Johnson Controls Technology Company | Valve member with improved fluid flow and control |
| CN207337754U (zh) * | 2017-01-04 | 2018-05-08 | 南京南戈特机电科技有限公司 | 工业机器人汽车生产线教学系统 |
| FR3063665A1 (fr) * | 2017-03-07 | 2018-09-14 | Peugeot Citroen Automobiles Sa | Outil pour l’assemblage d’un siege dans un vehicule. |
| CN109760045A (zh) * | 2018-12-27 | 2019-05-17 | 西安交通大学 | 一种离线编程轨迹生成方法及基于该方法的双机器人协同装配系统 |
| CN111941060A (zh) * | 2019-05-16 | 2020-11-17 | 沈阳自动化研究所(昆山)智能装备研究院 | 机器人装配岛 |
| WO2021196461A1 (zh) * | 2020-04-01 | 2021-10-07 | 南京英尼格玛工业自动化技术有限公司 | 一种柔性切换工装小车的快换装置 |
| WO2021244355A1 (zh) * | 2020-06-05 | 2021-12-09 | 北京极智嘉科技股份有限公司 | 一种货箱搬运机器人及其使用方法 |
| CN111805191A (zh) * | 2020-06-11 | 2020-10-23 | 苏州和瑞科自动化科技有限公司 | 一种岛式结构的产品装配设备 |
| CN213916996U (zh) * | 2020-11-20 | 2021-08-10 | 常州工业职业技术学院 | 汽车模型自动装配工作站 |
| CN114115151A (zh) * | 2021-11-24 | 2022-03-01 | 山东哈博特机器人有限公司 | 一种基于mes的工业机器人协同装配方法和系统 |
| CN114535986A (zh) * | 2022-03-30 | 2022-05-27 | 松果新能源汽车有限公司 | 一种用于新能源汽车车体与电池安装的装配结构 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115091402B (zh) | 2024-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6899377B2 (en) | Vehicle body | |
| CN103144697A (zh) | 车身装配系统 | |
| CN110328077A (zh) | 一种具有移动升降云台的一体化混联喷涂机器人 | |
| CN115931374B (zh) | 一种自动导航车综合检测装置 | |
| CN113042996A (zh) | 一种用于智能装配拧紧工作站的装配工装和装配工艺 | |
| EP1403176B1 (en) | A method of engineering a process line for a flexible manufacturing system | |
| CN109465585A (zh) | 汽车钣金件组合式焊接的集成式固定系统 | |
| JP2000177663A (ja) | 車体組立方法および車体組立装置 | |
| CN109305387A (zh) | 一种飞机机轮自动化拆装设备及自动化拆装方法 | |
| US20040055129A1 (en) | Method of engineering a flexible process line | |
| CN115091402A (zh) | 一种装配岛的产品装配方法 | |
| CN110562688B (zh) | 一种定位夹具的快速切换系统 | |
| CN210589269U (zh) | 一种用于实训的桌面型双臂协作机器人系统 | |
| CN110315169A (zh) | 一种用于实训的机器人模拟焊接系统 | |
| CN211056032U (zh) | 一种定位夹具的快速切换系统 | |
| JPH08257762A (ja) | 車両のルーフ溶接装置 | |
| JP2001151175A (ja) | 車両ボディの組み立て治具装置 | |
| CN217647909U (zh) | 一种装配岛 | |
| JP6439580B2 (ja) | 自動車のフード組付方法およびフード組付装置 | |
| CN116160188A (zh) | 履带式车辆车体柔性装配焊接装置 | |
| CN210209331U (zh) | 一种5g通讯产品自动合盖装置 | |
| CN213859269U (zh) | 标准化推进模型构建曲线图生成系统 | |
| CN219379228U (zh) | 高比强热塑性工程车辆驾驶室扶手箱攻丝生产装置 | |
| CN112938287B (zh) | 一种移动式飞机发动机叶片存取装置及控制方法 | |
| CN222388863U (zh) | 一种搬运小车 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |