CN116102013A - 一种利用废催化剂制备蜂窝活性炭的制备方法 - Google Patents
一种利用废催化剂制备蜂窝活性炭的制备方法 Download PDFInfo
- Publication number
- CN116102013A CN116102013A CN202310390802.7A CN202310390802A CN116102013A CN 116102013 A CN116102013 A CN 116102013A CN 202310390802 A CN202310390802 A CN 202310390802A CN 116102013 A CN116102013 A CN 116102013A
- Authority
- CN
- China
- Prior art keywords
- activated carbon
- cutting
- honeycomb
- extrusion molding
- waste catalyst
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 title claims abstract description 226
- 239000003054 catalyst Substances 0.000 title claims abstract description 93
- 239000002699 waste material Substances 0.000 title claims abstract description 87
- 238000002360 preparation method Methods 0.000 title claims abstract description 19
- 238000005520 cutting process Methods 0.000 claims description 127
- 238000001125 extrusion Methods 0.000 claims description 95
- 230000007246 mechanism Effects 0.000 claims description 42
- 230000004913 activation Effects 0.000 claims description 36
- 238000000034 method Methods 0.000 claims description 25
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 23
- 238000007885 magnetic separation Methods 0.000 claims description 22
- 239000003245 coal Substances 0.000 claims description 18
- 229910000831 Steel Inorganic materials 0.000 claims description 17
- 239000010959 steel Substances 0.000 claims description 17
- 238000002156 mixing Methods 0.000 claims description 16
- 238000001035 drying Methods 0.000 claims description 15
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 claims description 12
- 230000005540 biological transmission Effects 0.000 claims description 12
- 230000033001 locomotion Effects 0.000 claims description 12
- 239000000463 material Substances 0.000 claims description 12
- 238000001816 cooling Methods 0.000 claims description 6
- 238000004898 kneading Methods 0.000 claims description 6
- 239000000314 lubricant Substances 0.000 claims description 6
- 238000005406 washing Methods 0.000 claims description 6
- KXGFMDJXCMQABM-UHFFFAOYSA-N 2-methoxy-6-methylphenol Chemical compound [CH]OC1=CC=CC([CH])=C1O KXGFMDJXCMQABM-UHFFFAOYSA-N 0.000 claims description 4
- 229920002134 Carboxymethyl cellulose Polymers 0.000 claims description 4
- 239000004372 Polyvinyl alcohol Substances 0.000 claims description 4
- 235000021355 Stearic acid Nutrition 0.000 claims description 4
- 239000011230 binding agent Substances 0.000 claims description 4
- 239000001768 carboxy methyl cellulose Substances 0.000 claims description 4
- 235000010948 carboxy methyl cellulose Nutrition 0.000 claims description 4
- 239000008112 carboxymethyl-cellulose Substances 0.000 claims description 4
- 239000011280 coal tar Substances 0.000 claims description 4
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 claims description 4
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 claims description 4
- 239000012188 paraffin wax Substances 0.000 claims description 4
- 239000005011 phenolic resin Substances 0.000 claims description 4
- 229920001568 phenolic resin Polymers 0.000 claims description 4
- 229920002401 polyacrylamide Polymers 0.000 claims description 4
- 229920002451 polyvinyl alcohol Polymers 0.000 claims description 4
- 239000008117 stearic acid Substances 0.000 claims description 4
- 238000007603 infrared drying Methods 0.000 claims description 3
- 239000002253 acid Substances 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 claims description 2
- 230000001070 adhesive effect Effects 0.000 claims description 2
- 239000003513 alkali Substances 0.000 claims description 2
- FPAFDBFIGPHWGO-UHFFFAOYSA-N dioxosilane;oxomagnesium;hydrate Chemical compound O.[Mg]=O.[Mg]=O.[Mg]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O.O=[Si]=O FPAFDBFIGPHWGO-UHFFFAOYSA-N 0.000 claims description 2
- 238000007602 hot air drying Methods 0.000 claims description 2
- 229910044991 metal oxide Inorganic materials 0.000 claims description 2
- 150000004706 metal oxides Chemical group 0.000 claims description 2
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 claims description 2
- 238000002203 pretreatment Methods 0.000 claims description 2
- 238000007873 sieving Methods 0.000 claims description 2
- 235000015112 vegetable and seed oil Nutrition 0.000 claims description 2
- 239000008158 vegetable oil Substances 0.000 claims description 2
- 238000001179 sorption measurement Methods 0.000 abstract description 10
- 239000002994 raw material Substances 0.000 abstract description 9
- 229910052684 Cerium Inorganic materials 0.000 abstract description 7
- GWXLDORMOJMVQZ-UHFFFAOYSA-N cerium Chemical compound [Ce] GWXLDORMOJMVQZ-UHFFFAOYSA-N 0.000 abstract description 7
- 229910052746 lanthanum Inorganic materials 0.000 abstract description 7
- FZLIPJUXYLNCLC-UHFFFAOYSA-N lanthanum atom Chemical compound [La] FZLIPJUXYLNCLC-UHFFFAOYSA-N 0.000 abstract description 7
- 229910052761 rare earth metal Inorganic materials 0.000 abstract description 7
- 150000002910 rare earth metals Chemical class 0.000 abstract description 7
- 229910052723 transition metal Inorganic materials 0.000 abstract description 7
- 150000003624 transition metals Chemical class 0.000 abstract description 7
- 229910052720 vanadium Inorganic materials 0.000 abstract description 7
- LEONUFNNVUYDNQ-UHFFFAOYSA-N vanadium atom Chemical compound [V] LEONUFNNVUYDNQ-UHFFFAOYSA-N 0.000 abstract description 7
- 229910052799 carbon Inorganic materials 0.000 abstract description 6
- 230000000694 effects Effects 0.000 abstract description 5
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 abstract description 4
- 230000008901 benefit Effects 0.000 abstract description 4
- 238000003421 catalytic decomposition reaction Methods 0.000 abstract description 2
- 229910052759 nickel Inorganic materials 0.000 abstract description 2
- 239000003795 chemical substances by application Substances 0.000 description 28
- 238000000465 moulding Methods 0.000 description 9
- 238000005516 engineering process Methods 0.000 description 8
- 238000006243 chemical reaction Methods 0.000 description 7
- 238000004523 catalytic cracking Methods 0.000 description 6
- 238000004517 catalytic hydrocracking Methods 0.000 description 6
- 238000001833 catalytic reforming Methods 0.000 description 6
- 238000005984 hydrogenation reaction Methods 0.000 description 6
- 239000003921 oil Substances 0.000 description 6
- 235000019198 oils Nutrition 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 5
- 229910010413 TiO 2 Inorganic materials 0.000 description 5
- 229910052750 molybdenum Inorganic materials 0.000 description 5
- 239000011733 molybdenum Substances 0.000 description 5
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 4
- 239000003250 coal slurry Substances 0.000 description 4
- 239000011630 iodine Substances 0.000 description 4
- 229910052740 iodine Inorganic materials 0.000 description 4
- 238000001878 scanning electron micrograph Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 239000010779 crude oil Substances 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 230000009471 action Effects 0.000 description 2
- 238000004042 decolorization Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 239000012071 phase Substances 0.000 description 2
- 238000004064 recycling Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- -1 V 2 O 5 Inorganic materials 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000006555 catalytic reaction Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000002427 irreversible effect Effects 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000000746 purification Methods 0.000 description 1
- 239000008213 purified water Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/30—Active carbon
- C01B32/312—Preparation
- C01B32/336—Preparation characterised by gaseous activating agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/08—Accessory tools, e.g. knives; Mountings therefor
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/30—Active carbon
- C01B32/312—Preparation
- C01B32/318—Preparation characterised by the starting materials
- C01B32/324—Preparation characterised by the starting materials from waste materials, e.g. tyres or spent sulfite pulp liquor
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01B—NON-METALLIC ELEMENTS; COMPOUNDS THEREOF; METALLOIDS OR COMPOUNDS THEREOF NOT COVERED BY SUBCLASS C01C
- C01B32/00—Carbon; Compounds thereof
- C01B32/30—Active carbon
- C01B32/354—After-treatment
- C01B32/382—Making shaped products, e.g. fibres, spheres, membranes or foam
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P20/00—Technologies relating to chemical industry
- Y02P20/50—Improvements relating to the production of bulk chemicals
- Y02P20/584—Recycling of catalysts
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Environmental & Geological Engineering (AREA)
- Materials Engineering (AREA)
- Catalysts (AREA)
Abstract
本发明涉及活性炭制备技术领域,提供了一种利用废催化剂制备蜂窝活性炭的制备方法,包括废催化剂预处理、混合物料、捏合练泥、挤出成型、干燥、高温活化处理以及冷却等步骤。本发明通过采用在石油化工领域中产生的废催化剂作为原料以制备蜂窝活性炭,充分利用了废催化剂中的完整骨架、多孔结构和富含的过渡金属(钒、镍)、稀土金属(镧、铈)的活性点位,有效改善了蜂窝活性炭的吸附、催化分解作用,大幅提高了蜂窝活性炭的吸附性能。此外,利用废催化剂代替部分粉末活性炭,实现了废催化剂的资源化利用,在提高蜂窝活性炭的吸附效果以及机械性能的同时也很好的降低了成本,提高了经济效益。
Description
技术领域
本发明涉及活性炭制备技术领域,具体而言,涉及一种利用废催化剂制备蜂窝活性炭的制备方法。
背景技术
蜂窝活性炭由于其独特的蜂窝结构,在工业气相应用中具有开孔率高、气流分布均匀、比表面积大、气体扩散路程短、耐磨损、抗粉尘污染能力强、流体力学性能好、床层阻力低、压力损失小等优点,因此被广泛用于气相和液相的吸附、脱色、提纯、分离、催化等领域。
现有的蜂窝活性炭大都以粉末活性炭作为原料进行制备,所存在的问题是成本较高且最终制得的蜂窝活性炭的性能不佳。
另一方面,在石油化工领域炼制原油的过程中通常需要经过催化裂化、加氢裂化、渣油加氢、催化重整等反应,在这些反应过程中,每吨原油炼制时大约会产生0.345kg的废催化剂,不作处理的废催化剂大部分被认定为危险废物,不但会造成资源的浪费,产生一系列的污染问题,也让企业承担着很重的经济负担。
据分析,上述原油炼制过程中产生的废催化剂保留着完整的骨架和多孔结构,理化性质稳定,同时富含过渡金属(钒、钼)、稀土金属(镧、铈)的活性点位,因此根据此类废催化剂的特点,考虑将废催化剂和粉末活性炭作为制备蜂窝活性炭的原料一起捏合,以制备一种全新的蜂窝活性炭,在实现废催化剂的完全资源化利用的基础上降低蜂窝活性炭的制备成本并提升蜂窝活性炭的性能。
发明内容
本发明的目的在于提供一种利用废催化剂制备蜂窝活性炭的制备方法,通过以废催化剂和粉末活性炭作为制备蜂窝活性炭的原料,在实现废催化剂的完全资源化利用的基础上降低蜂窝活性炭的制备成本并提升蜂窝活性炭的性能。
本发明的目的通过以下技术方案实现:
一种利用废催化剂制备蜂窝活性炭的制备方法,包括以下步骤:
步骤S1. 对废催化剂进行预处理;其中,废催化剂可以但不局限于为在石油化工领域中经催化裂化、加氢裂化、渣油加氢、催化重整等反应后产生的废催化剂;
步骤S2. 向步骤S1中经预处理后的废催化剂中加入粉末活性炭和活性组分,混合以得到混合物料;
步骤S3. 向步骤S2中得到的混合物料中加入粘合剂、润滑剂以及水,混合捏合后送入练泥机中进行练泥,以得到煤泥;
步骤S4. 将步骤S3中得到的煤泥加入至挤出成型装置中挤出成型,以得到湿的蜂窝体;
步骤S5. 对步骤S4中得到的湿的蜂窝体进行干燥,干燥后的蜂窝体进行高温活化处理,高温活化处理后冷却,以得到蜂窝活性炭。
在一些可能的实施例中,在步骤S1中,废催化剂的预处理方法为水洗、酸洗、碱洗、筛分、磁选中的一种或多种。
在一些可能的实施例中,在步骤S2中,废催化剂与粉末活性炭的质量比为1:9-9:1,活性组分为金属氧化物,例如V2O5、MoO2或TiO2。
在一些可能的实施例中,在步骤S3中,粘合剂、润滑剂以及水的混合质量占总质量的1%-10%。
在一些可能的实施例中,粘合剂为煤焦油、酚醛树脂、羧甲基纤维素、聚乙烯醇、聚乙烯醇缩丁醛中的一种或多种;润滑剂为甘油、石蜡、植物油、聚丙烯酰胺、滑石粉、硬脂酸中的一种或多种。
在一些可能的实施例中,在步骤S5中,湿的蜂窝体的干燥方式为自然干燥、红外线干燥、微波干燥、热风干燥、加热干燥中的一种或多种。
在一些可能的实施例中,在步骤S5中,高温活化处理时的活化温度为500-2000℃,活化时间为1-20h,活化介质为水蒸气、空气或CO2。
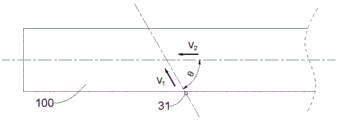
在一些可能的实施例中,在步骤S4中,挤出成型装置包括挤出成型机、输送机构以及切割机构;挤出成型机用于以一定的挤出成型速度将煤泥挤出成型为湿的蜂窝体,输送机构设置于挤出成型机的输出端且用于输送蜂窝体,输送机构输送湿的蜂窝体时的输送速度与挤出成型机的挤出成型速度相等;切割机构设置于挤出成型机与输送机构之间,切割机构包括切割钢丝,切割钢丝用于以一定的切割速度沿切割路径对湿的蜂窝体进行切割,切割钢丝的切割路径与蜂窝体的运动路径呈夹角设置;其中,定义切割钢丝的切割路径与蜂窝体的运动路径之间的夹角为θ,切割钢丝的切割速度为V1,蜂窝体的运动速度为V2,则有:V2/V1=cosθ。
在一些可能的实施例中,切割机构还包括驱动组件,驱动组件包括框体、两个驱动单元以及驱动部件,挤出成型机的输出端与框体的内部对位,切割钢丝竖直设置于框体内部,两个驱动单元对称设置于切割钢丝的上下两端;驱动单元包括滑座、丝杆以及副锥齿轮,滑座与框体滑动连接,切割钢丝的上下两端分别与两个驱动单元的滑座连接,丝杆的一端与框体转动连接,丝杆的另一端沿切割钢丝的切割路径延伸并依次贯穿滑座和框体的一侧后与副锥齿轮传动连接,丝杆与滑座之间螺纹连接;驱动部件包括驱动电机、驱动轴以及两个主锥齿轮,驱动电机固定设置于框体上,驱动轴可自由转动的竖直设置于框体一侧,驱动轴的一端与驱动电机的输出端传动连接,两个主锥齿轮均套设于驱动轴上且与副锥齿轮一一对应,主锥齿轮与副锥齿轮相啮合。
在一些可能的实施例中,切割机构还包括支架以及旋转组件,支架呈门字型且设置于挤出成型机的输出端,框体设置于支架内部;旋转组件包括旋转电机以及旋转轴,旋转电机设置于支架的顶部,旋转轴的一端与旋转电机的输出端传动连接,旋转轴的另一端与框体的顶部中心连接。
本发明实施例的技术方案至少具有如下优点和有益效果:
1、本发明通过采用在石油化工领域中产生的废催化剂作为原料以制备蜂窝活性炭,充分利用了废催化剂中的完整骨架、多孔结构和富含的过渡金属(钒、镍)、稀土金属(镧、铈)的活性点位,有效改善了蜂窝活性炭的吸附、催化分解作用,大幅提高了蜂窝活性炭的吸附性能。此外,利用废催化剂代替部分粉末活性炭,实现了废催化剂的资源化利用,在提高蜂窝活性炭的吸附效果以及机械性能的同时也很好的降低了成本,提高了经济效益。
2、本发明提供的挤出成型装置通过在挤出成型机的输出端增设经改进后的切割机构,能够实现在挤出成型机不停机的情况下对挤出成型的蜂窝体进行切割,并能保证切割后的蜂窝体的切割面平整,在不影响蜂窝体挤出成型时的加工效率的同时确保切割后的蜂窝体的质量良好,从而实现进一步提高最终制备得到的蜂窝活性炭的质量。
附图说明
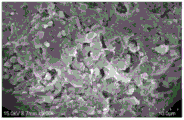
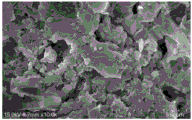
图1为本发明实施例1制备得到的蜂窝活性炭的SEM图;
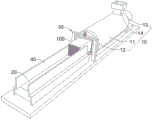
图2为本发明实施例1提供的挤出成型装置的结构示意图;
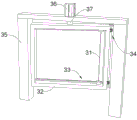
图3为本发明实施例1提供的切割机构的结构示意图;
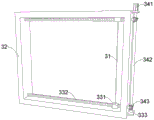
图4为本发明实施例1提供的切割钢丝及驱动组件的结构示意图;
图5为本发明实施例1提供的切割钢丝位于蜂窝体一侧时的切割原理图;
图6为本发明实施例1提供的切割钢丝位于蜂窝体另一侧时的切割原理图;
图7为本发明实施例2制备得到的蜂窝活性炭的SEM图。
图标:10-挤出成型机,11-挤出成型筒,12-成型模具,13-挤出成型部件,14-加料仓,20-输送机构,30-切割机构,31-切割钢丝,32-框体,33-驱动单元,331-滑座,332-丝杆,333-副锥齿轮,34-驱动部件,341-驱动电机,342-驱动轴,343-主锥齿轮,35-支架,36-旋转电机,37-旋转轴,40-挡板,100-蜂窝体。
具体实施方式
实施例1
一方面,本实施例提供了一种利用废催化剂制备蜂窝活性炭的制备方法,该制备方法包括以下步骤:
步骤S1. 对废催化剂进行预处理;其中,废催化剂可以但不局限于为在石油化工领域中经催化裂化、加氢裂化、渣油加氢、催化重整等反应后产生的废催化剂,且废催化剂的预处理方式为磁选,磁选是石油化工领域中常规的废催化剂处理技术,即通过磁分离技术将废催化剂筛分为低磁剂和高磁剂,其中低磁剂可直接回用,而高磁剂则无法实现资源化利用,经研究发现,高磁剂保留着完整的骨架和多孔结构,理化性质稳定,同时富含过渡金属(钒、钼)、稀土金属(镧、铈)的活性点位,因此,本实施例将经磁选后得到的高磁剂作为原料以制备蜂窝活性炭,也就是说,本实施例下文中所说的废催化剂在不做特殊说明的情况下均指的是经磁选分离出来的高磁剂。
步骤S2. 向步骤S1中经预处理后的废催化剂中加入粉末活性炭和适量的活性组分,混合以得到混合物料;其中,废催化剂与粉末活性炭的质量比为3:4,活性组分的质量占总质量的8%,活性组分为V2O5、MoO2或TiO2。
步骤S3. 向步骤S2中得到的混合物料中加入煤焦油、甘油以及水,混合捏合后送入练泥机中进行练泥,以得到煤泥;其中,煤焦油、甘油以及水的混合质量占总质量的2%。
步骤S4. 将步骤S3中得到的煤泥加入至挤出成型装置中挤出成型,以得到湿的蜂窝体100。
步骤S5. 对步骤S4中得到的湿的蜂窝体100进行干燥,干燥时先自然干燥,待自然干燥后进行红外线干燥,以确保蜂窝体100干燥充分,将干燥后的蜂窝体100进行高温活化处理,高温活化时的活化温度为800℃,活化时间为2h,活化介质为水蒸气,高温活化处理后冷却,以得到蜂窝活性炭。
结合图1示出的蜂窝活性炭的SEM图可见,采用本实施例提供的利用废催化剂制备得到的蜂窝活性炭,其孔隙结构多,活性炭的结构疏松,密度比现有的未采用废催化剂制备的普通蜂窝活性炭的密度低3%-6%,将相同重量的蜂窝活性炭投入水中,本实施例制备的蜂窝活性炭在水中产生气泡所持续的时间比现有的普通蜂窝活性炭在水中产生气泡所持续的时间长3%-5%。即相较于现有技术的未采用废催化剂制备的蜂窝活性炭,本实施例利用废催化剂制得的蜂窝活性炭的吸附性能略优于普通蜂窝活性炭的吸附性能。
另一方面,考虑到现有用于制备蜂窝活性炭的挤出成型设备不具备切割功能,而湿的蜂窝体100在挤出成型后往往需要及时切割至预定大小,以避免蜂窝体100发生固化现象后难以切割,常规的方式是将挤压成型的蜂窝体100在干燥前输送至单独的切割设备处进行切割,且在切割过程中往往需要挤出成型设备停机才能进行,原因在于挤出成型设备持续工作过程中,挤出成型的蜂窝体100始终处于运动的状态,若在挤出成型设备持续工作的过程中对蜂窝体100进行切割将无法保证切割出来的蜂窝体100的切割面的平整度,从而影响最终制备得到的蜂窝活性炭的质量,若将挤出成型设备停机后再进行切割,则将影响蜂窝体100的挤出成型效率,从而影响最终制备蜂窝活性炭的效率。
为此,请参照图2至图6,本实施例还提供了一种用于实施上述利用废催化剂制备蜂窝活性炭的制备方法中的步骤S4的挤出成型装置,以实现将煤泥挤出成型为湿的蜂窝体100时在不停机的状态下将蜂窝体100切割至预定大小。
具体地,步骤S4中所采用的挤出成型装置包括挤出成型机10、输送机构20以及切割机构30。
在本实施例中,挤出成型机10用于以一定的挤出成型速度将煤泥挤出成型为湿的蜂窝体100,该挤出成型机10为卧式的挤出成型机,具体来说,结合图2所示的内容,该挤出成型机10包括挤出成型筒11、成型模具12以及挤出成型部件13,其中,挤出成型筒11水平设置且其内部作为挤出成型腔,成型模具12则设置在挤出成型筒11的一端,且设置有成型模具12的一端作为挤出成型机10的输出端,挤出成型筒11远离成型模具12的一侧顶部还设置有加料仓14,挤出成型部件13的输出端则设置在挤出成型筒11的内部,以通过挤出成型部件13将挤出成型筒11内部的煤泥朝成型模具12所在方向挤出,该挤出成型部件13可以但不局限于由设置在挤出成型筒11内部的挤压输送绞龙以及用于驱动挤压输送绞龙在挤出成型筒11内转动以输送煤泥朝成型模具12所在方向运动的挤压成型电机组成。
具体来说,在实际制备时,将步骤S3中得到煤泥经加料仓14添加至挤出成型筒11内部的挤出成型腔内,待煤泥添加完成后利用挤出成型部件13将挤出成型筒11内的煤泥朝成型模具12所在方向挤出,此时煤泥在成型模具12的作用下即可变为蜂窝体100,且蜂窝体100能够以一定的速度(即挤出成型机10的挤出成型速度)朝输送机构20所在方向运动。
在本实施例中,结合图2所示的内容,输送机构20设置于挤出成型机10的输出端,以通过输送机构20接收并进一步输送经挤出成型机10挤出成型的蜂窝体100,可以理解的是,该输送机构20可以但不局限于为带式输送机,且为了便于利用切割机构30切割蜂窝体100,输送机构20输送蜂窝体100时的输送速度与挤出成型机10的挤出成型速度(即蜂窝体100的运动速度)相等。
与此同时,为了避免在输送机构20上运动的蜂窝体100发生偏移,以提高切割机构30切割蜂窝体100时蜂窝体100的稳定性,继续参照图2,可以在沿蜂窝体100运动方向的输送机构20的两侧设置两个挡板40,当蜂窝体100运动至输送机构20上时,蜂窝体100两侧的侧壁分别与两个挡板40的内侧壁接触,以通过两个挡板40限制蜂窝体100的运动路径。
在本实施例中,如图2所示,切割机构30设置在挤出成型机10的输出端与输送机构20之间,以通过切割机构30对挤出成型机10挤出成型并持续运动的蜂窝体100进行切割,从而实现在不停机的情况下对持续运动的蜂窝体100进行切割,且能够确保切割后的蜂窝体100的切割面平整。
具体地,结合图3和图4所示的内容,切割机构30包括切割钢丝31,该切割钢丝31用于以一定的切割速度沿切割路径对经挤出成型机10挤出成型的蜂窝体100进行切割,且切割钢丝31的切割路径与蜂窝体100的运动路径呈夹角设置,作为优选的,本实施例中切割钢丝31竖直设置在待切割蜂窝体100的旁侧,且在切割前,切割钢丝31刚好与蜂窝体100的侧壁接触,在切割过程中切割钢丝31始终处于张紧状态,通过采用切割钢丝31作为切割部件能够实现以线切割的方式切割蜂窝体100,从而尽可能的降低切割部件在切割持续运动的蜂窝体100时对蜂窝体100造成不可逆的损伤。
为了使得切割后的蜂窝体100的切割面平整,在本实施例中,结合图5和图6所示的内容,定义切割钢丝31的切割路径与蜂窝体100的运动路径之间的夹角为θ,切割钢丝31的切割速度为V1,蜂窝体100的运动速度为V2,则有:V2/V1=cosθ。
需要说明的是,为了尽可能的减小切割钢丝31在切割蜂窝体100时所受的阻力并减小切割钢丝31的切割行程,以使得切割钢丝31能够更加顺畅的切割蜂窝体100,上述切割钢丝31的切割路径与蜂窝体100的运动路径之间的夹角θ优选为60-85°。与此同时,假设输送机构20输送蜂窝体100时蜂窝体100的运动方向为水平方向,则在实际实施时,切割钢丝31的切割速度在水平方向上的分速度的方向应该与蜂窝体100的运动方向相同,从而确保蜂窝体100被切割钢丝31切割后的切割面平整。
如此设置,基于切割钢丝31的切割速度V1以及蜂窝体100的运动速度V2满足V2/V1=cosθ,在实际切割过程中,切割钢丝31的切割速度V1在蜂窝体100的运动方向上的分速度与蜂窝体100的运动速度V2相同,此时,切割钢丝31将相对于持续运动的蜂窝体100垂直切割蜂窝体100,进而使得蜂窝体100被切割的一面在切割后是平面而非斜面,以保证蜂窝体100被切割后的切割面平整,在不影响蜂窝体100挤出成型时的加工效率的同时确保切割后的蜂窝体100的质量良好。
可以理解的是,为了使得切割钢丝31能够以一定的切割速度沿切割路径切割蜂窝体100,结合图3和图4所示的内容,切割机构30还包括用于驱动切割钢丝31运动的驱动组件,其中,驱动组件包括框体32、两个驱动单元33以及驱动部件34。
具体地,框体32设置在挤出成型机10的输出端,且框体32的内部与挤出成型机10的输出端对位,以便于从挤出成型机10中挤出成型的蜂窝体100能够穿过框体32到达输送机构20上,此时,切割钢丝31竖直设置于框体32内部,两个驱动单元33则对称设置于切割钢丝31的上下两端,以使得切割钢丝31能够在两个驱动单元33的共同作用下以一定的切割速度沿切割路径运动。
结合图4所示的内容,驱动单元33包括滑座331、丝杆332以及副锥齿轮333,滑座331与框体32滑动连接,具体来说,位于切割钢丝31上端的驱动单元33的滑座331与框体32的内顶部滑动连接,位于切割钢丝31下端的驱动单元33的滑座331与框体32的内底部滑动连接,此时,切割钢丝31的上下两端分别与两个驱动单元33的滑座331连接,且切割钢丝31在切割过程中始终处于张紧状态。其次,丝杆332的一端与框体32转动连接,丝杆332的另一端沿切割钢丝31的切割路径延伸并依次贯穿滑座331和框体32的一侧后与副锥齿轮333传动连接,也就是说,两个驱动单元33的丝杆332均与切割钢丝31的切割路径平行,且副锥齿轮333能够与丝杆332同轴转动,此时,丝杆332与滑座331之间螺纹连接,以便于当丝杆332转动时滑座331能够沿丝杆332的轴向做直线运动。
驱动部件34则用于驱动两个驱动单元33的丝杆332同步转动,具体地,结合图4所示的内容,驱动部件34包括驱动电机341、驱动轴342以及两个主锥齿轮343,驱动电机341固定设置于框体32的顶部,驱动轴342可自由转动的竖直设置于框体32一侧,驱动轴342的一端与驱动电机341的输出端传动连接,以通过驱动电机341驱动驱动轴342转动,两个主锥齿轮343均套设于驱动轴342上,以使得两个主锥齿轮343能够与驱动轴342同轴转动,且两个主锥齿轮343与副锥齿轮333一一对应,主锥齿轮343与副锥齿轮333相啮合。
如此设置,假设在初始状态下切割钢丝31连同两个驱动单元33的滑座331均位于待切割的蜂窝体100的旁侧,当需要切割蜂窝体100时,驱动电机341驱动驱动轴342转动,此时驱动轴342将带动两个主锥齿轮343同步转动,在此过程中,两个主锥齿轮343分别带动两个驱动单元33的副锥齿轮333转动,进而实现带动两个驱动单元33的丝杆332同步转动,此时,两个驱动单元33的滑座331将同步沿丝杆332的轴向运动,从而实现利用两个驱动单元33的滑座331带动切割钢丝31以一定的切割速度沿切割路径切割持续运动的蜂窝体100,基于两个驱动单元33的滑座331的运动速度与驱动电机341驱动驱动轴342转动时的转速成正比,因此只需要合理控制驱动电机341的输出功率即可控制切割钢丝31的切割速度,且采用丝杆332与滑座331组成的直线运动机构能够更加精确的控制切割钢丝31的运动行程。
需要说明的是,在实际实施时,上述驱动电机341与两个驱动单元33的丝杆332之间的传动方式也可以采用皮带传动、链传动或齿轮传动的方式所替代,在此不做具体限定。
在此基础上,考虑到当切割钢丝31完成一次切割作业后将从蜂窝体100的一侧运动至蜂窝体100的另一侧,若不调整切割钢丝31的位置,在进行下一次切割作业时切割钢丝31将原路返回切割蜂窝体100,此时,切割钢丝31的切割速度在水平方向上的分速度的方向会与蜂窝体100的运动方向相反,也就无法保证切割后的蜂窝体100的切割面平整,为此,本实施例还对切割机构30做了进一步改进,以使得切割钢丝31能够来回切割蜂窝体100,在提高切割效率的同时保证切割后的蜂窝体100的切割面平整,具体地,结合图3所示的内容,切割机构30还包括支架35以及旋转组件,支架35呈门字型且设置于挤出成型机10的输出端,此时挤出成型机10的输出端正对支架35的中间镂空区域,框体32则设置于支架35内部。旋转组件则用于驱动框体32旋转,进而实现调整切割钢丝31的位置。
其中,旋转组件包括旋转电机36以及旋转轴37,旋转电机36设置于支架35的顶部,旋转轴37的一端与旋转电机36的输出端传动连接,以通过旋转电机36驱动旋转轴37转动,旋转轴37的另一端与框体32的顶部中心连接,以通过旋转轴37带动框体32转动,在实际实施时,框体32的顶部中心与待切割的蜂窝体100的中心线对位,以使得框体32能够以蜂窝体100的中心线中的某一点为圆心转动。
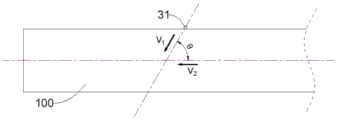
如此设置,初始状态下切割钢丝31位于蜂窝体100的一侧,此时切割钢丝31与蜂窝体100的相对位置关系如图5所示,当切割钢丝31完成一次切割作业后,切割钢丝31将从蜂窝体100的一侧运动至蜂窝体100的另一侧,在进行下一次切割作业前,旋转电机36驱动旋转轴37转动一定的角度β,其中,β=180°-2θ,此时,旋转轴37带动框体32连同切割钢丝31在蜂窝体100的旁侧同步转动一定的角度β,此时切割钢丝31与蜂窝体100的相对位置关系如图6所示,例如,假设初始状态下切割钢丝31的切割路径与蜂窝体100的运动路径之间的夹角θ为60°,则完成一次切割后旋转电机36驱动旋转轴37转动60°,以使得切割钢丝31此时的切割路径与上一次切割作业时的切割路径呈镜像对称状态,如此即可使得在进行下一次切割作业时,切割钢丝31的切割速度在水平方向上的分速度的方向与蜂窝体100的运动方向相同,从而使得切割钢丝31能够相对于持续运动的蜂窝体100再次垂直切割蜂窝体100,也就实现了利用切割钢丝31来回切割蜂窝体100时均能保证切割后的蜂窝体100的切割面平整,且能够使得两次切割作业时切割出来的蜂窝体100的长度相等,有利于批量化的切割出长度一致的蜂窝体100。
实施例2
本实施例提供了一种利用废催化剂制备蜂窝活性炭的制备方法,该制备方法包括以下步骤:
步骤S1. 对废催化剂进行预处理;其中,废催化剂可以但不局限于为在石油化工领域中经催化裂化、加氢裂化、渣油加氢、催化重整等反应后产生的废催化剂,且废催化剂的预处理方式为磁选,磁选是石油化工领域中常规的废催化剂处理技术,即通过磁分离技术将废催化剂筛分为低磁剂和高磁剂,其中低磁剂可直接回用,而高磁剂则无法实现资源化利用,经研究发现,高磁剂保留着完整的骨架和多孔结构,理化性质稳定,同时富含过渡金属(钒、钼)、稀土金属(镧、铈)的活性点位,因此,本实施例将经磁选后得到的高磁剂作为原料以制备蜂窝活性炭,也就是说,本实施例下文中所说的废催化剂在不做特殊说明的情况下均指的是经磁选分离出来的高磁剂。
步骤S2. 向步骤S1中经预处理后的废催化剂中加入粉末活性炭和适量的活性组分,混合以得到混合物料;其中,废催化剂与粉末活性炭的质量比为1:2,活性组分的质量占总质量的9%,活性组分为V2O5、MoO2或TiO2。
步骤S3. 向步骤S2中得到的混合物料中加入酚醛树脂、石蜡以及水,混合捏合后送入练泥机中进行练泥,以得到煤泥;其中,酚醛树脂、石蜡以及水的混合质量占总质量的8%。
步骤S4. 将步骤S3中得到的煤泥加入至挤出成型装置中挤出成型,以得到湿的蜂窝体100;其中,本实施例所采用的挤出成型装置与实施例1中的挤出成型装置相同,在此不做过多赘述。
步骤S5. 对步骤S4中得到的湿的蜂窝体100进行自然干燥,自然干燥后的蜂窝体100进行高温活化处理,高温活化时的活化温度为1200℃,活化时间为6h,活化介质为水蒸气,高温活化处理后冷却,以得到蜂窝活性炭。
结合图7示出的蜂窝活性炭的SEM图可见,采用本实施例提供的利用废催化剂制备得到的蜂窝活性炭,孔隙结构多,活性炭的结构疏松,经秤量,同体积下,本实施例制备得到的蜂窝活性炭比现有的普通蜂窝活性炭的重量轻2%-5%。在重量相同的情况下,本实施例制备得到的蜂窝活性炭的体积要比现有的普通蜂窝活性炭的体积稍大。
经脱色能力检测,取两只透明的杯子,在一只杯子里放入纯净水后滴入两滴红墨水,搅拌过后将一半有色水倒入另一个杯子当中,以便作对比。将本实施例利用废催化剂制得的蜂窝活性炭,与现有的普通蜂窝活性炭,各秤取相同质量,各放入一个有色水的杯子中,静置15到20分钟,进行水样对照,结果是本实施例利用废催化剂制得的蜂窝活性炭的脱色效果与普通蜂窝活性炭的脱色效果一致。
即相较于现有技术的未采用废催化剂制备的普通的蜂窝活性炭,本实施例利用废催化剂制得的蜂窝活性炭的吸附性能平于或稍优于普通蜂窝活性炭的吸附性能。
实施例3
本实施例提供了一种利用废催化剂制备蜂窝活性炭的制备方法,该制备方法包括以下步骤:
步骤S1. 对废催化剂进行预处理;其中,废催化剂可以但不局限于为在石油化工领域中经催化裂化、加氢裂化、渣油加氢、催化重整等反应后产生的废催化剂,且废催化剂的预处理方式为磁选,磁选是石油化工领域中常规的废催化剂处理技术,即通过磁分离技术将废催化剂筛分为低磁剂和高磁剂,其中低磁剂可直接回用,而高磁剂则无法实现资源化利用,经研究发现,高磁剂保留着完整的骨架和多孔结构,理化性质稳定,同时富含过渡金属(钒、钼)、稀土金属(镧、铈)的活性点位,因此,本实施例将经磁选后得到的高磁剂作为原料以制备蜂窝活性炭,也就是说,本实施例下文中所说的废催化剂在不做特殊说明的情况下均指的是经磁选分离出来的高磁剂。
步骤S2. 向步骤S1中经预处理后的废催化剂中加入粉末活性炭和适量的活性组分,混合以得到混合物料;其中,废催化剂与粉末活性炭的质量比为1:1,活性组分的质量占总质量的7%,活性组分为V2O5、MoO2或TiO2。
步骤S3. 向步骤S2中得到的混合物料中加入羧甲基纤维素、聚丙烯酰胺以及水,混合捏合后送入练泥机中进行练泥,以得到煤泥;其中,羧甲基纤维素、聚丙烯酰胺以及水的混合质量占总质量的5%。
步骤S4. 将步骤S3中得到的煤泥加入至挤出成型装置中挤出成型,以得到湿的蜂窝体100;其中,本实施例所采用的挤出成型装置与实施例1中的挤出成型装置相同,在此不做过多赘述。
步骤S5. 对步骤S4中得到的湿的蜂窝体100进行自然干燥,自然干燥后的蜂窝体100进行高温活化处理,高温活化时的活化温度为1400℃,活化时间为3h,活化介质为水蒸气,高温活化处理后冷却,以得到蜂窝活性炭。
实施例4
本实施例提供了一种利用废催化剂制备蜂窝活性炭的制备方法,该制备方法包括以下步骤:
步骤S1. 对废催化剂进行预处理;其中,废催化剂可以但不局限于为在石油化工领域中经催化裂化、加氢裂化、渣油加氢、催化重整等反应后产生的废催化剂,且废催化剂的预处理方式为磁选,磁选是石油化工领域中常规的废催化剂处理技术,即通过磁分离技术将废催化剂筛分为低磁剂和高磁剂,其中低磁剂可直接回用,而高磁剂则无法实现资源化利用,经研究发现,高磁剂保留着完整的骨架和多孔结构,理化性质稳定,同时富含过渡金属(钒、钼)、稀土金属(镧、铈)的活性点位,因此,本实施例将经磁选后得到的高磁剂作为原料以制备蜂窝活性炭,也就是说,本实施例下文中所说的废催化剂在不做特殊说明的情况下均指的是经磁选分离出来的高磁剂。
步骤S2. 向步骤S1中经预处理后的废催化剂中加入粉末活性炭和适量的活性组分,混合以得到混合物料;其中,废催化剂与粉末活性炭的质量比为1:2,活性组分的质量占总质量的9%,活性组分为V2O5、MoO2或TiO2。
步骤S3. 向步骤S2中得到的混合物料中加入聚乙烯醇、硬脂酸以及水,混合捏合后送入练泥机中进行练泥,以得到煤泥;其中,聚乙烯醇、硬脂酸以及水的混合质量占总质量的6%。
步骤S4. 将步骤S3中得到的煤泥加入至挤出成型装置中挤出成型,以得到湿的蜂窝体100;其中,本实施例所采用的挤出成型装置与实施例1中的挤出成型装置相同,在此不做过多赘述。
步骤S5. 对步骤S4中得到的湿的蜂窝体100进行自然干燥,自然干燥后的蜂窝体100进行高温活化处理,高温活化时的活化温度为800℃,活化时间为10h,活化介质为水蒸气,高温活化处理后冷却,以得到蜂窝活性炭。
通过将实施例1、实施例2、实施例3以及实施例4所得到的蜂窝活性炭进行碘值及比表面积测试,其测试结果如表1所示。
表1 蜂窝活性炭的碘值及比表面积测试结果表
结合表1可知,采用本发明提供的制备方法,利用废催化剂制备得到的蜂窝活性炭,碘值均在600mg/kg以上,满足蜂窝活性炭的行业标准关于碘值不低于600mg/kg的要求。
在比表面积方面,采用本发明提供的制备方法,利用废催化剂制备得到的蜂窝活性炭,其比表面积均在600m2/g以上,优于普通蜂窝活性炭的比表面积的均值600m2/g。
通过将实施例1、实施例2、实施例3以及实施例4所得到的蜂窝活性炭进行机械强度测试,其测试结果如表2所示。
表2 蜂窝活性炭的机械强度测试结果表
现有的普通蜂窝活性炭的机械强度的值为:
1、抗压强度,轴向强度为2至3MPa;径向强度为0.5至1 MPa;
2、磨损率,迎风端为0.15至0.3%;非迎风端为0.1至0.2%。
在机械强度方面,结合表2可知,采用本发明提供的制备方法,利用废催化剂制备得到的蜂窝活性炭,与现有的普通蜂窝活性炭在抗压强度和磨损率方面的性能相当。
即本实施例利用废催化剂制得的蜂窝活性炭的机械强度与现有普通蜂窝活性炭的机械强度相当。
综上所述,本实施例利用废催化剂制得的蜂窝活性炭,在吸附性能及机械强度等方面,其性能均平于或略优于现有的普通蜂窝活性炭,本发明很好的实现了废物利用,实现了变废为益。
以上仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (10)
1.一种利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,包括以下步骤:
步骤S1. 对废催化剂进行预处理;
步骤S2. 向步骤S1中经预处理后的废催化剂中加入粉末活性炭和活性组分,混合以得到混合物料;
步骤S3. 向步骤S2中得到的混合物料中加入粘合剂、润滑剂以及水,混合捏合后送入练泥机中进行练泥,以得到煤泥;
步骤S4. 将步骤S3中得到的煤泥加入至挤出成型装置中挤出成型,以得到湿的蜂窝体;
步骤S5. 对步骤S4中得到的湿的蜂窝体进行干燥,干燥后的蜂窝体进行高温活化处理,高温活化处理后冷却,以得到蜂窝活性炭。
2.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,在步骤S1中,废催化剂的预处理方法为水洗、酸洗、碱洗、筛分、磁选中的一种或多种。
3.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,在步骤S2中,废催化剂与粉末活性炭的质量比为1:9-9:1,活性组分为金属氧化物。
4.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,在步骤S3中,粘合剂、润滑剂以及水的混合质量占总质量的1%-10%。
5.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,粘合剂为煤焦油、酚醛树脂、羧甲基纤维素、聚乙烯醇、聚乙烯醇缩丁醛中的一种或多种;润滑剂为甘油、石蜡、植物油、聚丙烯酰胺、滑石粉、硬脂酸中的一种或多种。
6.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,在步骤S5中,湿的蜂窝体的干燥方式为自然干燥、红外线干燥、微波干燥、热风干燥、加热干燥中的一种或多种。
7.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,在步骤S5中,高温活化处理时的活化温度为500-2000℃,活化时间为1-20h,活化介质为水蒸气、空气或CO2。
8.根据权利要求1所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,在步骤S4中,挤出成型装置包括挤出成型机、输送机构以及切割机构;
挤出成型机用于以一定的挤出成型速度将煤泥挤出成型为湿的蜂窝体,输送机构设置于挤出成型机的输出端且用于输送蜂窝体,输送机构输送湿的蜂窝体时的输送速度与挤出成型机的挤出成型速度相等;
切割机构设置于挤出成型机与输送机构之间,切割机构包括切割钢丝,切割钢丝用于以一定的切割速度沿切割路径对湿的蜂窝体进行切割,切割钢丝的切割路径与蜂窝体的运动路径呈夹角设置;
其中,定义切割钢丝的切割路径与蜂窝体的运动路径之间的夹角为θ,切割钢丝的切割速度为V1,蜂窝体的运动速度为V2,则有:V2/V1=cosθ。
9.根据权利要求8所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,切割机构还包括驱动组件,驱动组件包括框体、两个驱动单元以及驱动部件,挤出成型机的输出端与框体的内部对位,切割钢丝竖直设置于框体内部,两个驱动单元对称设置于切割钢丝的上下两端;
驱动单元包括滑座、丝杆以及副锥齿轮,滑座与框体滑动连接,切割钢丝的上下两端分别与两个驱动单元的滑座连接,丝杆的一端与框体转动连接,丝杆的另一端沿切割钢丝的切割路径延伸并依次贯穿滑座和框体的一侧后与副锥齿轮传动连接,丝杆与滑座之间螺纹连接;
驱动部件包括驱动电机、驱动轴以及两个主锥齿轮,驱动电机固定设置于框体上,驱动轴可自由转动的竖直设置于框体一侧,驱动轴的一端与驱动电机的输出端传动连接,两个主锥齿轮均套设于驱动轴上且与副锥齿轮一一对应,主锥齿轮与副锥齿轮相啮合。
10.根据权利要求9所述的利用废催化剂制备蜂窝活性炭的制备方法,其特征在于,切割机构还包括支架以及旋转组件,支架呈门字型且设置于挤出成型机的输出端,框体设置于支架内部;
旋转组件包括旋转电机以及旋转轴,旋转电机设置于支架的顶部,旋转轴的一端与旋转电机的输出端传动连接,旋转轴的另一端与框体的顶部中心连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310390802.7A CN116102013B (zh) | 2023-04-13 | 2023-04-13 | 一种利用废催化剂制备蜂窝活性炭的制备方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310390802.7A CN116102013B (zh) | 2023-04-13 | 2023-04-13 | 一种利用废催化剂制备蜂窝活性炭的制备方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116102013A true CN116102013A (zh) | 2023-05-12 |
| CN116102013B CN116102013B (zh) | 2023-06-27 |
Family
ID=86264162
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310390802.7A Active CN116102013B (zh) | 2023-04-13 | 2023-04-13 | 一种利用废催化剂制备蜂窝活性炭的制备方法 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116102013B (zh) |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4399052A (en) * | 1980-12-22 | 1983-08-16 | Kabushiki Kaisha Kobe Seiko Sho | Activated carbonaceous honeycomb body and production method thereof |
| JP2004358843A (ja) * | 2003-06-05 | 2004-12-24 | Miyota Kk | 連続成形品の切断装置及び切断方法 |
| US20080115597A1 (en) * | 2006-04-20 | 2008-05-22 | Ibiden Co., Ltd. | Method for inspecting honeycomb fired body and method for manufacturing honeycomb structured body |
| CN101214957A (zh) * | 2008-01-15 | 2008-07-09 | 青岛华世洁环保科技有限公司 | 一种耐水高机械强度蜂窝状活性炭及其制备方法 |
| WO2009105749A2 (en) * | 2008-02-21 | 2009-08-27 | Saudi Arabian Oil Company | Catalyst to attain low sulfur gasoline |
| CN101857224A (zh) * | 2010-06-11 | 2010-10-13 | 清华大学 | 一种酚醛树脂结合蜂窝状活性炭的制备方法 |
| CN102441373A (zh) * | 2011-11-08 | 2012-05-09 | 北京紫光威肯环保工程技术有限公司 | 一种以蜂窝活性炭为载体的烟气脱硝催化剂的制备方法 |
| CN107285600A (zh) * | 2017-08-10 | 2017-10-24 | 中冶节能环保有限责任公司 | 一种利用工矿固体废弃物制备的催化剂进行污泥热解制活性炭的方法 |
| CN108993531A (zh) * | 2018-08-28 | 2018-12-14 | 武汉科技大学 | 一种废fcc催化剂资源化利用的方法 |
| CN209380852U (zh) * | 2018-12-19 | 2019-09-13 | 宁波钛安新材料科技有限公司 | 一种自动化蜂窝切割装置 |
| CN112390254A (zh) * | 2020-11-19 | 2021-02-23 | 江西尚绿科技有限公司 | 一种高效去除tvoc蜂窝碳及其生产工艺 |
| CN113209983A (zh) * | 2021-05-19 | 2021-08-06 | 一重集团大连工程建设有限公司 | 一种廉价高效烟气脱硫脱硝催化剂及其制备方法 |
-
2023
- 2023-04-13 CN CN202310390802.7A patent/CN116102013B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4399052A (en) * | 1980-12-22 | 1983-08-16 | Kabushiki Kaisha Kobe Seiko Sho | Activated carbonaceous honeycomb body and production method thereof |
| JP2004358843A (ja) * | 2003-06-05 | 2004-12-24 | Miyota Kk | 連続成形品の切断装置及び切断方法 |
| US20080115597A1 (en) * | 2006-04-20 | 2008-05-22 | Ibiden Co., Ltd. | Method for inspecting honeycomb fired body and method for manufacturing honeycomb structured body |
| CN101214957A (zh) * | 2008-01-15 | 2008-07-09 | 青岛华世洁环保科技有限公司 | 一种耐水高机械强度蜂窝状活性炭及其制备方法 |
| WO2009105749A2 (en) * | 2008-02-21 | 2009-08-27 | Saudi Arabian Oil Company | Catalyst to attain low sulfur gasoline |
| CN101857224A (zh) * | 2010-06-11 | 2010-10-13 | 清华大学 | 一种酚醛树脂结合蜂窝状活性炭的制备方法 |
| CN102441373A (zh) * | 2011-11-08 | 2012-05-09 | 北京紫光威肯环保工程技术有限公司 | 一种以蜂窝活性炭为载体的烟气脱硝催化剂的制备方法 |
| CN107285600A (zh) * | 2017-08-10 | 2017-10-24 | 中冶节能环保有限责任公司 | 一种利用工矿固体废弃物制备的催化剂进行污泥热解制活性炭的方法 |
| CN108993531A (zh) * | 2018-08-28 | 2018-12-14 | 武汉科技大学 | 一种废fcc催化剂资源化利用的方法 |
| CN209380852U (zh) * | 2018-12-19 | 2019-09-13 | 宁波钛安新材料科技有限公司 | 一种自动化蜂窝切割装置 |
| CN112390254A (zh) * | 2020-11-19 | 2021-02-23 | 江西尚绿科技有限公司 | 一种高效去除tvoc蜂窝碳及其生产工艺 |
| CN113209983A (zh) * | 2021-05-19 | 2021-08-06 | 一重集团大连工程建设有限公司 | 一种廉价高效烟气脱硫脱硝催化剂及其制备方法 |
Non-Patent Citations (3)
| Title |
|---|
| ZHU,LW: "Chemical-free fabrication of N,P dual-doped honeycomb-like carbon as an efficient electrocatalyst for oxygen reduction", JOURNAL OF COLLOID INTERFACE SCIENCE, vol. 510 * |
| 马王蕊: "湿法消解-电感耦合等离子体原子发射光谱(ICP-AES)法测定含铑废催化剂冶金废水中的铑", 中国无机分析化学 * |
| 黄利华: "活化温度对蜂窝活性炭结构和脱硫性能的影响", 四川环境, vol. 25, no. 5, pages 9 - 11 * |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116102013B (zh) | 2023-06-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP4389702A1 (en) | Porous carbon material, and preparation method therefor and use thereof | |
| CN116102013B (zh) | 一种利用废催化剂制备蜂窝活性炭的制备方法 | |
| CN115382431A (zh) | 一种复合保温材料的加工设备 | |
| Xu et al. | Processing poly (ethylene terephthalate) waste into functional carbon materials by mechanochemical extrusion | |
| CN113333761A (zh) | 一种粉末冶金制品原料生产加工工艺 | |
| CN114768820B (zh) | 一种铁基催化加氢制低碳烯烃催化剂的压片成型方法 | |
| CN101774596B (zh) | 一种切托型膨润土钠化改型方法及其装置 | |
| CN111389267A (zh) | 一种化工用石油助剂生产搅拌装置 | |
| US5143706A (en) | Sulfur absorbants | |
| JP2019042731A (ja) | フィルター成形体の製造装置及び製造方法 | |
| CN219209576U (zh) | 一种吸附剂生产用混料装置 | |
| CN116355358B (zh) | 一种增强汽车防撞性的吸能缓冲材料、生产工艺及装置 | |
| CN112452493B (zh) | 一种耐火材料的生产设备 | |
| CN209034227U (zh) | 一种用于生产铝基还原剂的原料搅拌装置 | |
| CN119059522A (zh) | 一种竹质柱状活性炭及生产方法 | |
| CN217774034U (zh) | 一种耐火材料生产用混料装置 | |
| CN114713069B (zh) | 一种明胶的分离浓缩加工处理设备 | |
| CN115888500A (zh) | 一种基于废润滑油加氢催化的复合催化剂制备装置及其制备方法 | |
| CN222768668U (zh) | 一种刨花板原料滚筒式拌胶设备 | |
| CN219385041U (zh) | 一种橡胶脱硫解交联装置 | |
| CN221908280U (zh) | 一种活性炭加工用多层筛分装置 | |
| CN1167077A (zh) | 一种高碳石墨颗粒的制备方法 | |
| CN222534590U (zh) | 一种用于催化材料生产合成的混料装置 | |
| CN221619269U (zh) | 一种活性炭加工用混料装置 | |
| CN213590401U (zh) | 一种高速搅拌制粒机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |