CN116372000A - 一种压力机及热压成型工艺 - Google Patents
一种压力机及热压成型工艺 Download PDFInfo
- Publication number
- CN116372000A CN116372000A CN202310428605.XA CN202310428605A CN116372000A CN 116372000 A CN116372000 A CN 116372000A CN 202310428605 A CN202310428605 A CN 202310428605A CN 116372000 A CN116372000 A CN 116372000A
- Authority
- CN
- China
- Prior art keywords
- conveying belt
- tray
- frame
- conveying
- piece
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 19
- 230000008569 process Effects 0.000 title claims abstract description 19
- 238000000465 moulding Methods 0.000 title claims description 5
- 230000007246 mechanism Effects 0.000 claims abstract description 104
- 238000009826 distribution Methods 0.000 claims abstract description 20
- 238000007731 hot pressing Methods 0.000 claims description 48
- 238000001816 cooling Methods 0.000 claims description 30
- 239000000463 material Substances 0.000 claims description 18
- 239000002184 metal Substances 0.000 claims description 14
- 229910052751 metal Inorganic materials 0.000 claims description 14
- 230000005540 biological transmission Effects 0.000 claims description 6
- 238000007599 discharging Methods 0.000 claims description 6
- 239000000498 cooling water Substances 0.000 claims description 4
- 230000005484 gravity Effects 0.000 claims description 3
- 230000007723 transport mechanism Effects 0.000 claims 3
- 238000003825 pressing Methods 0.000 claims 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 229910052742 iron Inorganic materials 0.000 description 6
- 239000004744 fabric Substances 0.000 description 4
- 238000010586 diagram Methods 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 230000007306 turnover Effects 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/16—Heating or cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D45/00—Ejecting or stripping-off devices arranged in machines or tools dealt with in this subclass
- B21D45/02—Ejecting devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/30—Feeding material to presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/32—Discharging presses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/34—Heating or cooling presses or parts thereof
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Press Drives And Press Lines (AREA)
Abstract
本发明涉及压力成型技术领域,提出了一种压力机及热压成型工艺,包括机架和设置在机架上的热压机构,输送机构带动着托盘在热压机构一侧移动,托盘包括两个托板,两个托板对称分布且通过转动件连接在一起;下料机构包括第一输送带,输送机构将托盘输送至第一输送带,抓起件设置与机架上,用于将托盘从中部抓起,布料台移动设置在机架上,位于第一输送带下方,第二输送带设置在布料台上,随布料台移动,第二输送带和第一输送带平行布置,第三输送带设置在机架上,位于第二输送带下料端,第三输送带和第二输送带垂直布置。通过上述技术方案,解决了相关技术中待加工件下料过程易发生相互碰撞导致变形的技术问题。
Description
技术领域
本发明涉及压力成型设备技术领域,具体的,涉及 一种压力机及热压成型工艺。
背景技术
金属件成型过程,需要进行热压成型,将金属件压制为所需结构的结构件。生产过程中,一般需要先将金属件预热,预热后再进入压力机,成型后的铁块仍处于较高温度,一般会采取降温措施。
现有技术中,较为先进的压力机,能够实现在模具上布置冷却水通道,在热压成型过程中完成冷却,方便快捷,提高生产效率。但是此种设备较为昂贵,目前大多数企业仍然采用热压后冷却的方式,也就是热压机构仅完成热压操作,冷却由后续单独的冷却机构完成,通过此种设备热压的铁块,从热压机构下料得到铁块温度较高,铁块即使经过了外部的冷却机构后,也难以完全冷却,铁块并未完全成型,如果相互碰撞,会导致变形和残次品的产生,进而降低成品率。
发明内容
本发明提出 一种压力机及热压成型工艺,解决了相关技术中待加工金属件下料过程易发生相互碰撞导致变形的技术问题。
本发明的技术方案如下:
一种压力机,包括机架和设置在所述机架上的热压机构,输送机构带动着托盘在所述热压机构一侧移动,所述托盘用于承托热压后的热压件,
所述托盘包括两个托板,两个所述托板对称分布且通过转动件连接在一起;
所述热压成型装置还包括下料机构,所述下料机构用于对所述输送机构上的所述托盘和所述热压件分开下料,所述下料机构包括:
第一输送带,设置于所述机架上,所述输送机构将托盘输送至所述第一输送带,所述第一输送带间歇传动,
抓起件,设置与所述机架上,位于所述第一输送带上方,用于将所述托盘从中部抓起,所述托盘抓起后,所述托板翻转,
布料台,移动设置在所述机架上,位于所述第一输送带下方,所述布料台用于承接从所述托板上滑落的热压件,
第二输送带,设置在所述布料台上,随所述布料台移动,所述第二输送带和所述第一输送带平行布置,
第三输送带,设置在所述机架上,位于所述第二输送带下料端,所述第三输送带和所述第二输送带垂直布置。
进一步,所述转动件包括:
金属件,位于两个所述托板之间,所述抓起件为电磁铁,所述抓起件通电后吸附所述金属件,
转轴,所述托板和所述金属件通过所述转轴连接。
进一步,所述布料台具有滚轮,所述机架上具有轨道,所述布料台通过所述滚轮在所述轨道上移动,所述热压成型装置还包括设置在所述机架上的线性驱动件,所述线性驱动件驱动所述布料台移动。
进一步,还包括设置在所述第一输送带下料端的收板机构,所述收板机构包括:
升降架,位于所述第一输送带下料端,
收板台,所述升降架驱动所述收板台升降,所述收板台用于收集所述第一输送带输送下来的托盘。
进一步,还包括设置在所述机架上的冷却机构,所述热压机构、所述冷却机构和所述下料机构顺序设置,所述冷却机构包括:
转盘,转动设置在所述机架上,位于所述输送机构的一侧,用于承托所述热压件,转盘内部设置有冷却水管道,
风扇,设置在所述机架上,所述转盘转动后,带动所述热压件依次经过所述风扇。
进一步,所述风扇具有若干个,若干个所述风扇沿着圆周方向间隔设置,所述转盘转动后带动所述热压件依次经过若干个所述风扇。
进一步,还包括设置在所述机架上的第一机械手和第二机械手,所述第一机械手用于将热压件从所述热压机构转移至所述输送机构,所述第一机械手还用于将热压件从所述输送机构转移至所述冷却机构,所述第二机械手用于将热压件从所述冷却机构转移至所述输送机构。
一种热压成型工艺,使用上述压力机,包括如下步骤:
A:待加工件预热后,进入所述热压机构进行热压,所述热压机构多工位同步进行;
B:热压完成后,所述第一机械手将多个待加工件从所述热压机构转移至所述输送机构上的所述托盘上,通过所述输送机构输送至所述冷却机构的所述转盘一侧,所述输送机构为间歇传动;
C:所述第一机械手将所述托盘上的待加工件转移至所述转盘上,待加工件随所述转盘转动至所述风扇下方进行冷却;
D:所述第二机械手将所述转盘上冷却后的待加工件转移至所述输送机构上的所述托盘上;
E:所述托盘携带其上冷却后的待加工件移动至所述下料机构的所述第一输送带上方,所述第一输送带将所述托盘移动到所述抓起件下方,所述第一输送带停止;
F:启动所述抓起件,所述抓起件将所述托盘从中部抬起,抬起后所述托板翻转,所述热压件从所述托板滑落至所述布料台上的所述第二输送带;
G:所述布料台带动所述第二输送带前后往复移动,移动过程中,所述第二输送带将落在其上的若干待加工件输送至所述第三输送带,待加工件在所述第三输送带的宽度方向间隔落料,所述第三输送带间歇传动;
H:关闭所述抓起件,所述托盘依靠重力落回所述第一输送带,所述第一输送带将所述托盘输送下料。
本发明的工作原理及有益效果为:
为了解决相关技术中待加工件下料过程易发生相互碰撞导致变形的技术问题。本发明提出了一种压力机,能够实现待加工件和托盘分开下料的同时,多个待加工件还能够交替下料。
具体的,实现待加工件和托盘分开下料是通过设计一种可从中部翻折的托盘,抓起件将托盘从中部抓起,托盘两侧的托板翻转,待加工件从托板上滑落,穿过第一输送带中部的间隙落到下方,抓起件释放托盘,托盘回落到第一输送带上,第一输送带将托盘继续朝前输送,这就实现了托盘和待加工件的分离,且托盘的两个托板分别承托一个待加工件,当两个托板超相反方向倾斜时,分别在两个托板上的待加工件从两侧滑落,两个待加工件也不会发生磕碰。
进一步,实现多个待加工件交替下料是通过可以移动的布料台以及相互垂直的第二输送带和第三输送带来实现的,具体的,当第二输送带上承接了来自托板上落料的两个待加工件后,第二输送带将位于前方的待加工件输送至第三输送带后,布料台带动第二输送带朝向第三输送带移动,移动一定距离后,第二输送带将另一个待加工件输送至第三输送带,布料台带动第二输送带远离第三输送带移动,等待下一次落料,两个待加工件在第三输送带的宽度上间隔分布,第三输送带间歇传动,带动两个待加工件朝第三输送带的输送方向移动一个工位,第三输送带空余出新的位置承接第二输送带的下料端。
附图说明
下面结合附图和具体实施方式对本发明作进一步详细的说明。
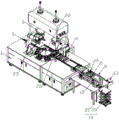
图1为本发明结构示意图;
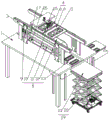
图2为本发明中下料机构的结构示意图;
图3为本发明中线性驱动件的结构示意图;
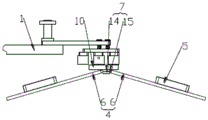
图4为本发明中托板倾斜后的结构示意图;
图5为本发明中冷却机构的结构示意图;
图中:1、机架,2、热压机构,3、输送机构,4、托盘,5、热压件,6、托板,7、转动件,8、下料机构,9、第一输送带,10、抓起件,11、布料台,12、第二输送带,13、第三输送带,14、金属件,15、转轴,16、滚轮,17、轨道,18、线性驱动件,19、收板机构,20、升降架,21、收板台,22、冷却机构,23、转盘,24、风扇,25、第一机械手,26、第二机械手。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都涉及本发明保护的范围。
实施例1
如图1~图5所示,为了解决相关技术中待加工件下料过程易发生相互碰撞导致变形的技术问题。本实施例提出了一种压力机,能够实现待加工件和托盘4分开下料的同时,多个待加工件还能够交替下料。
具体的,实现待加工件和托盘4分开下料是通过设计一种可从中部翻折的托盘4,抓起件10将托盘4从中部抓起,托盘4两侧的托板6翻转,待加工件从托板6上滑落,穿过第一输送带9中部的间隙落到下方,抓起件10释放托盘4,托盘4回落到第一输送带9上,第一输送带9将托盘4继续朝前输送,这就实现了托盘4和待加工件的分离,且托盘4的两个托板6分别承托一个待加工件,当两个托板6超相反方向倾斜时,分别在两个托板6上的待加工件从两侧滑落,两个待加工件也不会发生磕碰。
进一步,实现多个待加工件交替下料是通过可以移动的布料台11以及相互垂直的第二输送带12和第三输送带13来实现的,具体的,当第二输送带12上承接了来自托板6上落料的两个待加工件后,第二输送带12将位于前方的待加工件输送至第三输送带13后,布料台11带动第二输送带12朝向第三输送带13移动,移动一定距离后,第二输送带12将另一个待加工件输送至第三输送带13,布料台11带动第二输送带12远离第三输送带13移动,等待下一次落料,两个待加工件在第三输送带13的宽度上间隔分布,第三输送带13间歇传动,带动两个待加工件朝第三输送带13的输送方向移动一个工位,第三输送带13空余出新的位置承接第二输送带12的下料端。
基于以上的结构和工作过程,能够解决待加工件下料过程易发生相互碰撞导致变形的技术问题。
本实施例提出的一种压力机具体结构如下:
包括机架1和设置在机架1上的热压机构2,输送机构3带动着托盘4在热压机构2一侧移动,托盘4用于承托热压后的热压件5,
托盘4包括两个托板6,两个托板6对称分布且通过转动件7连接在一起;
热压成型装置还包括下料机构8,下料机构8用于对输送机构3上的托盘4和热压件5分开下料,下料机构8包括:
第一输送带9,设置于机架1上,输送机构3将托盘4输送至第一输送带9,第一输送带9间歇传动,
抓起件10,设置与机架1上,位于第一输送带9上方,用于将托盘4从中部抓起,托盘4抓起后,托板6翻转,
布料台11,移动设置在机架1上,位于第一输送带9下方,布料台11用于承接从托板6上滑落的热压件5,
第二输送带12,设置在布料台11上,随布料台11移动,第二输送带12和第一输送带9平行布置,
第三输送带13,设置在机架1上,位于第二输送带12下料端,第三输送带13和第二输送带12垂直布置。
实施例2
如图1~图5所示,本实施例在实施例1的基础上,提供了一种具体的抓起件10的实施方式。
具体的,本实施例中转动件7包括:
金属件14,位于两个托板6之间,抓起件10为电磁铁,抓起件10通电后吸附金属件14,
转轴15,托板6和金属件14通过转轴15连接。
实施例3
如图1~图5所示,本实施例在实施例1或2的基础上,进一步提高布料台11线性移动的稳定性。
具体的,本实施例中布料台11具有滚轮16,机架1上具有轨道17,布料台11通过滚轮16在轨道17上移动,热压成型装置还包括设置在机架1上的线性驱动件18,线性驱动件18驱动布料台11移动,线性驱动件18可以选择气缸。
实施例4
如图1~图5所示,本实施例在实施例1~3任一项的基础上,进一步设置托盘4收纳装置,实现每接收一个托盘4就下降一层,始终在同一个位置接收托盘4。
具体的,本实施例还包括设置在第一输送带9下料端的收板机构19,收板机构19包括:
升降架20,位于第一输送带9下料端,
收板台21,升降架20驱动收板台21升降,收板台21用于收集第一输送带9输送下来的托盘4。
实施例5
如图1~图5所示,本实施例在实施例1~4任一项的基础上,进一步设置冷却机构22。
具体的,本实施例还包括设置在机架1上的冷却机构22,热压机构2、冷却机构22和下料机构8顺序设置,冷却机构22包括:
转盘23,转动设置在机架1上,位于输送机构3的一侧,用于承托热压件5,转盘23内部设置有冷却水管道,
风扇24,设置在机架1上,转盘23转动后,带动热压件5依次经过风扇24。风扇24具有若干个,若干个风扇24沿着圆周方向间隔设置,转盘23转动后带动热压件5依次经过若干个风扇24。
待加工件热压成型装置还包括设置在机架1上的第一机械手25和第二机械手26,第一机械手25用于将热压件5从热压机构2转移至输送机构3,第一机械手25还用于将热压件5从输送机构3转移至冷却机构22,第二机械手26用于将热压件5从冷却机构22转移至输送机构3。
一种热压成型工艺,使用上述的压力机,包括如下步骤:
A:待加工件预热后,进入热压机构2进行热压,热压机构2多工位同步进行;
B:热压完成后,第一机械手25将多个待加工件从热压机构2转移至输送机构3上的托盘4上,通过输送机构3输送至冷却机构22的转盘23一侧,输送机构3为间歇传动;
C:第一机械手25将托盘4上的待加工件转移至转盘23上,待加工件随转盘23转动至风扇24下方进行冷却;
D:第二机械手26将转盘23上冷却后的待加工件转移至输送机构3上的托盘4上;
E:托盘4携带其上冷却后的待加工件移动至下料机构8的第一输送带9上方,第一输送带9将托盘4移动到抓起件10下方,第一输送带9停止;
F:启动抓起件10,抓起件10将托盘4从中部抬起,抬起后托板6翻转,热压件5从托板6滑落至布料台11上的第二输送带12;
G:布料台11带动第二输送带12前后往复移动,移动过程中,第二输送带12将落在其上的若干待加工件输送至第三输送带13,待加工件在第三输送带13的宽度方向间隔落料,第三输送带13间歇传动;
H:关闭抓起件10,托盘4依靠重力落回第一输送带9,第一输送带9将托盘4输送下料。
以上仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
Claims (8)
1.一种压力机,包括机架(1)和设置在所述机架(1)上的热压机构(2),输送机构(3)带动着托盘(4)在所述热压机构(2)一侧移动,所述托盘(4)用于承托热压后的热压件(5),其特征在于:
所述托盘(4)包括两个托板(6),两个所述托板(6)对称分布且通过转动件(7)连接在一起;
所述热压成型装置还包括下料机构(8),所述下料机构(8)用于对所述输送机构(3)上的所述托盘(4)和所述热压件(5)分开下料,所述下料机构(8)包括:
第一输送带(9),设置于所述机架(1)上,所述输送机构(3)将托盘(4)输送至所述第一输送带(9),所述第一输送带(9)间歇传动,
抓起件(10),设置与所述机架(1)上,位于所述第一输送带(9)上方,用于将所述托盘(4)从中部抓起,所述托盘(4)抓起后,所述托板(6)翻转,
布料台(11),移动设置在所述机架(1)上,位于所述第一输送带(9)下方,所述布料台(11)用于承接从所述托板(6)上滑落的热压件(5),
第二输送带(12),设置在所述布料台(11)上,随所述布料台(11)移动,所述第二输送带(12)和所述第一输送带(9)平行布置,
第三输送带(13),设置在所述机架(1)上,位于所述第二输送带(12)下料端,所述第三输送带(13)和所述第二输送带(12)垂直布置。
2.根据权利要求1所述的一种压力机,其特征在于,所述转动件(7)包括:
金属件(14),位于两个所述托板(6)之间,所述抓起件(10)为电磁铁,所述抓起件(10)通电后吸附所述金属件(14),
转轴(15),所述托板(6)和所述金属件(14)通过所述转轴(15)连接。
3.根据权利要求1所述的一种压力机,其特征在于,所述布料台(11)具有滚轮(16),所述机架(1)上具有轨道(17),所述布料台(11)通过所述滚轮(16)在所述轨道(17)上移动,所述热压成型装置还包括设置在所述机架(1)上的线性驱动件(18),所述线性驱动件(18)驱动所述布料台(11)移动。
4.根据权利要求1所述的一种压力机,其特征在于,还包括设置在所述第一输送带(9)下料端的收板机构(19),所述收板机构(19)包括:
升降架(20),位于所述第一输送带(9)下料端,
收板台(21),所述升降架(20)驱动所述收板台(21)升降,所述收板台(21)用于收集所述第一输送带(9)输送下来的托盘(4)。
5.根据权利要求1所述的一种压力机,其特征在于,还包括设置在所述机架(1)上的冷却机构(22),所述热压机构(2)、所述冷却机构(22)和所述下料机构(8)顺序设置,所述冷却机构(22)包括:
转盘(23),转动设置在所述机架(1)上,位于所述输送机构(3)的一侧,用于承托所述热压件(5),所述转盘(23)内部布置冷却水管道,
风扇(24),设置在所述机架(1)上,所述转盘(23)转动后,带动所述热压件(5)依次经过所述风扇(24)。
6.根据权利要求5所述的一种压力机,其特征在于,所述风扇(24)具有若干个,若干个所述风扇(24)沿着圆周方向间隔设置,所述转盘(23)转动后带动所述热压件(5)依次经过若干个所述风扇(24)。
7.根据权利要求6所述的一种压力机,其特征在于,还包括设置在所述机架(1)上的第一机械手(25)和第二机械手(26),所述第一机械手(25)用于将热压件(5)从所述热压机构(2)转移至所述输送机构(3),所述第一机械手(25)还用于将热压件(5)从所述输送机构(3)转移至所述冷却机构(22),所述第二机械手(26)用于将热压件(5)从所述冷却机构(22)转移至所述输送机构(3)。
8.一种热压成型工艺,使用权利要求7所述的压力机,其特征在于,包括如下步骤:
A:待加工件预热后,进入所述热压机构(2)进行热压,所述热压机构(2)多工位同步进行;
B:热压完成后,所述第一机械手(25)将多个待加工件从所述热压机构(2)转移至所述输送机构(3)上的所述托盘(4)上,通过所述输送机构(3)输送至所述冷却机构(22)的所述转盘(23)一侧,所述输送机构(3)为间歇传动;
C:所述第一机械手(25)将所述托盘(4)上的待加工件转移至所述转盘(23)上,待加工件随所述转盘(23)转动至所述风扇(24)下方进行冷却;
D:所述第二机械手(26)将所述转盘(23)上冷却后的待加工件转移至所述输送机构(3)上的所述托盘(4)上;
E:所述托盘(4)携带其上冷却后的待加工件移动至所述下料机构(8)的所述第一输送带(9)上方,所述第一输送带(9)将所述托盘(4)移动到所述抓起件(10)下方,所述第一输送带(9)停止;
F:启动所述抓起件(10),所述抓起件(10)将所述托盘(4)从中部抬起,抬起后所述托板(6)翻转,所述热压件(5)从所述托板(6)滑落至所述布料台(11)上的所述第二输送带(12);
G:所述布料台(11)带动所述第二输送带(12)前后往复移动,移动过程中,所述第二输送带(12)将落在其上的若干待加工件输送至所述第三输送带(13),待加工件在所述第三输送带(13)的宽度方向间隔落料,所述第三输送带(13)间歇传动;
H:关闭所述抓起件(10),所述托盘(4)依靠重力落回所述第一输送带(9),所述第一输送带(9)将所述托盘(4)输送下料。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310428605.XA CN116372000B (zh) | 2023-04-20 | 2023-04-20 | 一种压力机及热压成型工艺 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202310428605.XA CN116372000B (zh) | 2023-04-20 | 2023-04-20 | 一种压力机及热压成型工艺 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN116372000A true CN116372000A (zh) | 2023-07-04 |
| CN116372000B CN116372000B (zh) | 2023-12-26 |
Family
ID=86965573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202310428605.XA Active CN116372000B (zh) | 2023-04-20 | 2023-04-20 | 一种压力机及热压成型工艺 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN116372000B (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116728141A (zh) * | 2023-07-31 | 2023-09-12 | 上海华擎兴智装备有限公司 | 用于倒立车床的自动换料装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6277132A (ja) * | 1985-10-01 | 1987-04-09 | Honda Motor Co Ltd | ブランキングラインおよびプレスライン間のブランク材搬送方法 |
| WO2001014079A1 (en) * | 1999-08-25 | 2001-03-01 | Matsushita Electric Industrial Co., Ltd. | Thin sheet punching device |
| CN107470445A (zh) * | 2017-09-25 | 2017-12-15 | 东莞市楚诺机械科技有限公司 | 一种全自动上下料的金属管冲孔机 |
| CN108161543A (zh) * | 2017-12-25 | 2018-06-15 | 苏州宁林光电科技有限公司 | 一种用于板件加工的自动上下料装置 |
| CN209753760U (zh) * | 2019-01-18 | 2019-12-10 | 广东新宇智能装备有限公司 | 一种冲切下料装置 |
| CN210817705U (zh) * | 2019-10-25 | 2020-06-23 | 山东好景节能设备有限公司 | 一种自动下料机 |
| CN217432854U (zh) * | 2022-05-28 | 2022-09-16 | 太仓市荟轩机械有限公司 | 一种薄壁电机框架冲孔下料装置 |
-
2023
- 2023-04-20 CN CN202310428605.XA patent/CN116372000B/zh active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6277132A (ja) * | 1985-10-01 | 1987-04-09 | Honda Motor Co Ltd | ブランキングラインおよびプレスライン間のブランク材搬送方法 |
| WO2001014079A1 (en) * | 1999-08-25 | 2001-03-01 | Matsushita Electric Industrial Co., Ltd. | Thin sheet punching device |
| CN107470445A (zh) * | 2017-09-25 | 2017-12-15 | 东莞市楚诺机械科技有限公司 | 一种全自动上下料的金属管冲孔机 |
| CN108161543A (zh) * | 2017-12-25 | 2018-06-15 | 苏州宁林光电科技有限公司 | 一种用于板件加工的自动上下料装置 |
| CN209753760U (zh) * | 2019-01-18 | 2019-12-10 | 广东新宇智能装备有限公司 | 一种冲切下料装置 |
| CN210817705U (zh) * | 2019-10-25 | 2020-06-23 | 山东好景节能设备有限公司 | 一种自动下料机 |
| CN217432854U (zh) * | 2022-05-28 | 2022-09-16 | 太仓市荟轩机械有限公司 | 一种薄壁电机框架冲孔下料装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116728141A (zh) * | 2023-07-31 | 2023-09-12 | 上海华擎兴智装备有限公司 | 用于倒立车床的自动换料装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN116372000B (zh) | 2023-12-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108313693A (zh) | 一种适用于磁瓦生产的自动化生产线及其实现方法 | |
| CN106116117B (zh) | 一种玻璃多头双面压型装置和方法 | |
| CN109592383A (zh) | 定位输送装置 | |
| CN116372000B (zh) | 一种压力机及热压成型工艺 | |
| CN108454075A (zh) | 双胆并行压空吸塑成型机 | |
| CN110884072A (zh) | 一种产品水口分离机 | |
| CN110961543B (zh) | 高强钢板冲压热成型生产线综合运送料设备 | |
| CN106166573B (zh) | 一种多功能冲压机 | |
| CN212329421U (zh) | 一种角钢自动化冲孔生产线 | |
| CN106166587B (zh) | 一种全自动冲压机 | |
| CN212314818U (zh) | 一种自动翻转装置 | |
| CN214779108U (zh) | 一种物料推送模组机构 | |
| CN106238541B (zh) | 一种快速冲压机 | |
| CN206907746U (zh) | 一种uv膜盘多工位搬送翻转机构 | |
| CN209038515U (zh) | 制品杯盒整理堆叠机构 | |
| CN217604672U (zh) | 一种推舟炉自动出料装置 | |
| CN107470891A (zh) | 一种刹车片自动拆卸流水线 | |
| CN215325578U (zh) | 一种全自动玻璃板转料机 | |
| CN114426190B (zh) | 触点摆放设备 | |
| CN205999270U (zh) | 一种玻璃多头双面压型装置 | |
| CN218662669U (zh) | 一种滑轨包装运输封边设备 | |
| CN118650088B (zh) | 一种板式换热器板件自动加工叠片系统及其控制方法 | |
| CN220536892U (zh) | 一种多组双层搬运转移装置 | |
| CN105253682A (zh) | 一种顶针定位模切纸品输送设备 | |
| CN216736370U (zh) | 插针模具的运送模组 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PB01 | Publication | ||
| PB01 | Publication | ||
| SE01 | Entry into force of request for substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| GR01 | Patent grant | ||
| GR01 | Patent grant |