CN1908443A - 模压非金属离心泵闭式叶轮及制备方法和模具 - Google Patents
模压非金属离心泵闭式叶轮及制备方法和模具 Download PDFInfo
- Publication number
- CN1908443A CN1908443A CN 200610040950 CN200610040950A CN1908443A CN 1908443 A CN1908443 A CN 1908443A CN 200610040950 CN200610040950 CN 200610040950 CN 200610040950 A CN200610040950 A CN 200610040950A CN 1908443 A CN1908443 A CN 1908443A
- Authority
- CN
- China
- Prior art keywords
- impeller
- die
- inserted sheet
- runner
- sleeve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Structures Of Non-Positive Displacement Pumps (AREA)
Abstract
本发明是关于对模压非金属离心泵闭式叶轮及制备方法和模具的改进,其特征是模压闭式叶轮前腹板吸入口内侧拐角处呈流线弧形,各叶片呈扭曲状弯曲,为获得此结构叶轮,在流道成型插片吸入口内侧位置增设有弧形成型块,流道成型插片有扭曲侧面。使所得模压闭式叶轮能够达到浇注成型叶轮效率,较原模压叶轮提高效率6-8%左右,改变了模压成型只能制作低效率闭式叶轮的技术偏见。本发明模具及方法,不仅可以用于模压成型,而且更可以用于浇注成型。
Description
技术领域
本发明是关于对模压非金属离心泵闭式叶轮及制备方法和模具的改进。
背景技术
离心泵闭式叶轮具有容积效率保持性好,因而成为离心泵中最为常用叶轮,尤其被用作输送含固颗粒的料浆、渣浆离心泵。闭式叶轮效率,与吸入口拐角处(口环与叶轮前腹板内侧)线型及两腹板间弯曲叶片扭曲有关,理想的闭式叶轮,要求吸入口拐角处呈弧形流线型,并且叶片顺着流体流向呈15-45度扭曲,这样流体吸入叶轮,通过顺畅,较小产生回流、旋涡等流阻,因而有高的效率。但因闭式叶轮流道线型曲折复杂,并且流道截面径向呈内大外小,通常获得理想流道高效率闭式叶轮,均唯一只能采用可击碎型芯,如通常的金属浇注叶轮,以及中国专利CN94194875.7公开的利用矿物铸件制造机器零件的方法,中国专利CN00112339.4公开的无骨架整体聚氨酯闭式叶轮及制作模具,由此也就决定只能采用熔融流动性好的金属、塑料、树脂浇注成型。
然而化工、冶金、环保等行业中输送含固颗粒料浆,具有一定腐蚀性,并还要求具有一定耐磨性,熔融流动性好的金属、塑料、以及浇注型聚氨酯闭式叶轮的使用受到限制,实际上输送料浆的闭式叶轮,较多采用各种熔融流动性差的功能塑料材料制作。通常能满足使用性能要求的塑料,例如高耐磨超高分子量聚乙烯、高耐腐蚀的聚四氟乙烯,其熔融流动性极差,不能用浇注成型方式成型,唯一只能采用压力模压成型,即装配组合模具,填充模压物料,加热、模压成型,冷却脱模,以及唯一只能采用硬质(例如金属)型芯,并必须采用叶轮径向外周拔出方式脱模(图5)。外周拔出式脱模模芯,由于受叶轮异型流道及脱模限制,不能像击碎式型芯那样做成内大外小,以及扭曲叶型,因此叶轮吸入口拐角处2.1只能做成有明显拐角(直角或钝角)如(图1),而不能像浇注叶轮那样做成弧形流线状,叶片3也只能做成仅是弯曲弧形(图2),而不能像浇注叶轮那样做成扭曲,因此所得流道2曲线不能像浇注成型叶轮那样符合理想要求,因此效率相对较浇注成型例如金属叶轮低6-8%左右,所以模压成型闭式叶轮通常被认为是一种低效率叶轮,但由于模具及脱模技术问题一直未能得到有效解决,因此长期以来也只能一直使用这种低效率模压闭式叶轮。
此外,易击碎叶轮流道模芯,为一次性模具,不能重复利用,不仅增加了制造成本,而且因型块较多,各型块及批次间一致性难以得到有效精确保证,也易造成流道及叶轮尺寸误差,各流道尺寸存在误差,运行时叶轮动平衡性差,对泵机机械稳定性也会产生不良影响。
发明内容
本发明的目的在于克服上述已有技术的不足,提供一种具有与浇注型闭式叶轮相同高效率的模压非金属离心泵闭式叶轮。
本发明的另一目的在于提供一种上述叶轮的制备方法。
本发明的再一目的在于提供一种上述叶轮模压成型模具。
本发明第一目的实现,主要改进是将模压成型闭式叶轮吸入口内侧拐角处改为弧形结构,以及将叶轮叶片制成扭曲状弯曲,从而使模压成型闭式叶轮流道具有与浇注成型闭式叶轮相同高效率流道。具体说,本发明模压非金属离心泵闭式叶轮,包括叶轮前腹板、后腹板,以及两腹板间若干相间同形弯曲叶片,其特征在于叶轮前腹板吸入口内侧拐角处(2.2)呈流线弧形,各叶片呈扭曲状弯曲。。
此外,对于规格较大叶轮,其前后腹板、叶片中还可以放置金属骨架,以对叶轮进行增强。
所说非金属材料,尤其是一些融熔流动性极差、除模压成型以外不能采用其他方法成型的塑料材料,例如超高分子量聚乙烯或聚丙烯、或氟塑料。当然,融熔流动性稍好及其他如环氧树脂、聚氨酯等非金属材料更可以。
本发明模压非金属离心泵闭式叶轮成型方法,包括装配组合模具,填充模压物料,加热,压力模压成型,冷却,脱模,其特征在于所说装配组合模具为:先组装上下模套,并在其间相间按装叠合的流道成型插片,夹紧两模套,使下模套朝上,在流道插片吸入口端逐个装配弧形成型块,装配下模,将组装模具翻转,使下模在底部,装配定位芯棒,充填模压物料装配上模;所说脱模为:卸下上模、上模套、下模、下模套,径向逐个向外拔出叠合的流道成型插片,从叶轮内芯逐个拔出弧形成型块。
本发明模压成型工艺参数,按现有技术,因模压物料不同而各异。
本发明模压非金属离心泵闭式叶轮成型模具,包括上模(6)、上模套(7),下模(10)、下模套(9),叠合的流道成型插片(8),定位芯棒(5),其特征在于所说叠合的流道成型插片叶轮吸入口内侧拐角处叠合有拐角弧形成型块(8.1),所说叠合的流道成型插片有扭曲侧面(8.3)。
本发明模具吸入口内侧拐角弧形型块定位,可以是与叠合流道插片定位,如通过凹凸台阶再配合销钉定位,也可以是二个或以上销钉定位,还可以是相互嵌入的凹凸环定位等等;也可以是与下模芯定位(或同时定位),例如相互嵌入的凹凸环定位。
本发明模压非金属离心泵闭式叶轮,不仅完全可以达到浇注成型叶轮流道线型要求,因而具有与浇注叶轮相同的高效率,较原模压叶轮可以提高效率约6-8%,从而改变了模压成型只能制作低效率闭式叶轮的技术偏见,并保持了原模压闭式叶轮独具优点。本发明方法除组装弧形成型块及脱模存在有不同外,其余全部与现有技术相仿,因而可以认为基本不增加工作量即可得到高效率闭式叶轮,方法简单实用。本发明模具,构思巧妙,除采取增设弧形成型块及流道插片侧面扭曲外,也基本不改变原有模具结构,简单实用,可以模压得到与浇注具有相同效率的闭式叶轮。模具型芯采用金属等硬性材料制作,不仅可以重复利用,而且通过机加工制作精度高,叶轮流道模芯一致性好,更有利于叶轮流道精确线形,动平衡性能好。本发明模具及方法,不仅可以用于模压成型,而且更可以用于浇注成型。
以下结合几个具体实施方式,进一步说明并帮助理解本发明。
附图说明
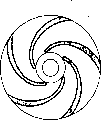
图1为已有技术模压闭式叶轮结构示意图。
图2为已有技术模压闭式叶轮叶片结构示意图。
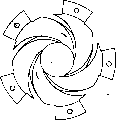
图3为发明模压闭式叶轮结构示意图。
图4为发明模压闭式叶轮叶片结构示意图。
图5为已有技术模压成型模具结构示意图。
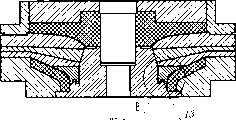
图6为发明一种模压成型模具结构示意图。
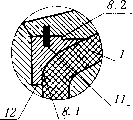
图7为图6A部放大结构示意图。
图8为发明模压成型弧形成型块又一种定位结构示意图。
图9为发明模压成型弧形成型块再一种定位结构示意图。
图10为图9B部放大结构示意图。
图11为图6M-M剖面结构示意图。
图12为本发明扭曲叶片成型模具图。
具体实施方式
实施例1:参见图3、4,本发明模压超高分子量聚乙烯离心泵闭式叶轮1,前腹板吸入口内侧拐角处2.2呈流线弧形,各相间弯曲叶片呈扭曲状4弯曲。
所述叶轮成型及模具,参见图6、7、11、12,模压模具,由组合套装的近似圆台形叶轮吸入口成型下模(简称下模)10,外围的环形成型前腹板下模套(简称下模套)9,成型后腹板上模(简称上模)6,上模定位环套7,定位芯棒5组成成型模套。上下模套间相间插放有二片以上(实施例为三片)叠合的流道成型插片8,吸入口内侧拐角处位置叠放有弧形成型块8.1,叠合的流道成型插片侧面,自吸入口处向径向外端有扭曲侧面8.3,插片扭曲可以是叶片长度全扭曲,也可以是自径向内侧起半长度扭曲。吸入口内侧弧形成型块定位,为与流道成型插片叠合面间径向凹凸定位台阶8.2,及轴向(厚度方向)定位销11共同定位,轴向压紧则通过下模定位台阶12定位。模压成型,先组装上下模及上下模套,在两模套间相间逐个装配流道成型块(相间定位通过凹凸齿环,图中未显示),并夹紧,然后将组装模具翻身使下模套底面朝上,在流道成型片上逐个装入弧形成型块8.1,装配下模10,将装配模具翻身,使上模套在上面,装插定位芯棒5,充填模压料,合上上模6;加热模具使物料熔融,并压下上模成型;冷却定型,卸下上模、上模套、下模、下模套,径向逐个向外拔出叠合的流道型插片8,从叶轮内芯逐个拔出弧形成型块,脱去定位芯棒5。
实施例2:参见图8,如实施例2,其中吸入口内侧弧形成型块,通过两个连接销钉11.1和11.2与叠合的流道成型插片8定位。
实施例3:参见图9、10,如实施例2,其中吸入口内侧弧形成型块,通过与下模两者间凹凸互补嵌入环13获得定位。
此外,叶轮前腹板可以做成有呈锥度形;模具组块,视大小可以采用中空结构,有利于节约模压加热能源。
为描述简便,本发明所说上下模为行业中模压叶轮常用称呼,下模为叶轮吸入口侧模具,上模为叶轮后腹板侧模具。
Claims (8)
1、模压非金属离心泵闭式叶轮,包括叶轮前腹板、后腹板,以及两腹板间若干相间同形弯曲叶片,其特征在于叶轮前腹板吸入口内侧拐角处(2.2)呈流线弧形,各叶片呈扭曲状弯曲。
2、根据权利要求1所述模压非金属离心泵闭式叶轮,其特征在于前后腹板、叶片中放置金属骨架。
3、根据权利要求1或2所述模压非金属离心泵闭式叶轮,其特征在于所说非金属为超高分子量聚乙烯或聚丙烯、或氟塑料。
4、根据权利要求1-3所述任一模压非金属离心泵闭式叶轮成型方法,包括装配组合模具,填充模压物料,加热,压力模压成型,冷却,脱模,其特征在于所说装配组合模具为:先组装上下模套,并在其间相间按装叠合的流道成型插片,夹紧两模套,使下模套朝上,在流道插片吸入口端逐个装配弧形成型块,装配下模,将组装模具翻转,使下模在底部,装配定位芯棒,充填模压物料装配上模;所说脱模为:卸下上模、上模套、下模、下模套,径向逐个向外拔出叠合的流道成型插片,从叶轮内芯逐个拔出弧形成型块。
5、根据权利要求1所述模压非金属闭式叶轮成型模具,包括上模(6)、上模套(7),下模(10)、下模套(9),叠合的流道成型插片(8),定位芯棒(5),其特征在于所说叠合的流道成型插片叶轮吸入口内侧拐角处叠合有拐角弧形成型块(8.1),所说叠合的流道成型插片有扭曲侧面(8.3)。
6、根据权利要求5所述模压非金属闭式叶轮成型模具,其特征在于模具组件为中空体。
7、根据权利要求5或6所述模压非金属闭式叶轮成型模具,其特征在于吸入口内侧拐角弧形成型块定位,为与叠合流道插片和/或与下模定位。
8、根据权利要求7所述模压非金属闭式叶轮成型模具,其特征在于所说定位为凹凸台阶再配合销钉或二个或以上销钉或相互嵌入的凹凸环定位。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200610040950 CN1908443A (zh) | 2006-08-11 | 2006-08-11 | 模压非金属离心泵闭式叶轮及制备方法和模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN 200610040950 CN1908443A (zh) | 2006-08-11 | 2006-08-11 | 模压非金属离心泵闭式叶轮及制备方法和模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN1908443A true CN1908443A (zh) | 2007-02-07 |
Family
ID=37699632
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200610040950 Pending CN1908443A (zh) | 2006-08-11 | 2006-08-11 | 模压非金属离心泵闭式叶轮及制备方法和模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN1908443A (zh) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102463623A (zh) * | 2010-11-05 | 2012-05-23 | 绍兴信诚电子瓷业有限公司 | 瓷套压制成型模具 |
| EP2202044B2 (de) † | 2008-12-24 | 2014-05-07 | Grundfos Management A/S | Verfahren zum Spritzgießen eines Pumpenlaufrades |
| CN104131995A (zh) * | 2013-04-30 | 2014-11-05 | 吴为国 | 一种水泵叶轮的制造方法及水泵 |
| CN104235076A (zh) * | 2013-06-18 | 2014-12-24 | 陈存东 | 一种聚氨酯在泵及泵零件镶嵌注射涂敷工艺方法 |
| CN105172014A (zh) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | 一种高扭曲闭式或半开式塑料叶轮的成型模具 |
| CN105179304A (zh) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | 一种塑料防腐耐磨泵及其叶轮的成型模具 |
| CN105710315A (zh) * | 2014-12-04 | 2016-06-29 | 北京有色金属研究总院 | 一种压叶轮的铸造方法 |
| CN108466396A (zh) * | 2018-05-30 | 2018-08-31 | 安徽凯特泵业有限公司 | 叶轮的成型模具 |
| CN109352892A (zh) * | 2018-09-29 | 2019-02-19 | 鸿浩泵业有限公司 | 一种带动环的偏二氟叶轮的压制模具及压制方法 |
| CN109878099A (zh) * | 2019-04-22 | 2019-06-14 | 哈尔滨商业大学 | 一种固定桨叶式螺旋桨、覆膜模具以及覆膜方法 |
| CN111113768A (zh) * | 2020-01-16 | 2020-05-08 | 鸿浩泵业有限公司 | 一种泵用叶轮模具 |
| WO2021056258A1 (zh) * | 2019-09-25 | 2021-04-01 | 协磁股份有限公司 | 离心泵的三维塑胶叶轮的制造方法及其结构 |
| CN113771303A (zh) * | 2021-11-10 | 2021-12-10 | 东营品航精密模具有限公司 | 一种全自动叶轮模具 |
| WO2023129031A1 (en) * | 2021-12-29 | 2023-07-06 | Kirpart Otomotiv Parcalari Sanayi Ve Ticaret Anonim Sirketi | A fan having combined axial-radial impeller geometry and production method thereof |
-
2006
- 2006-08-11 CN CN 200610040950 patent/CN1908443A/zh active Pending
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2202044B2 (de) † | 2008-12-24 | 2014-05-07 | Grundfos Management A/S | Verfahren zum Spritzgießen eines Pumpenlaufrades |
| CN102463623A (zh) * | 2010-11-05 | 2012-05-23 | 绍兴信诚电子瓷业有限公司 | 瓷套压制成型模具 |
| CN104131995A (zh) * | 2013-04-30 | 2014-11-05 | 吴为国 | 一种水泵叶轮的制造方法及水泵 |
| CN104235076A (zh) * | 2013-06-18 | 2014-12-24 | 陈存东 | 一种聚氨酯在泵及泵零件镶嵌注射涂敷工艺方法 |
| CN105710315A (zh) * | 2014-12-04 | 2016-06-29 | 北京有色金属研究总院 | 一种压叶轮的铸造方法 |
| CN105172014A (zh) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | 一种高扭曲闭式或半开式塑料叶轮的成型模具 |
| CN105179304A (zh) * | 2015-09-17 | 2015-12-23 | 宜兴市宙斯泵业有限公司 | 一种塑料防腐耐磨泵及其叶轮的成型模具 |
| CN105172014B (zh) * | 2015-09-17 | 2018-03-09 | 宜兴市宙斯泵业有限公司 | 一种高扭曲闭式或半开式塑料叶轮的成型模具 |
| CN108466396A (zh) * | 2018-05-30 | 2018-08-31 | 安徽凯特泵业有限公司 | 叶轮的成型模具 |
| CN108466396B (zh) * | 2018-05-30 | 2023-09-22 | 安徽凯特泵业有限公司 | 叶轮的成型模具 |
| CN109352892B (zh) * | 2018-09-29 | 2023-09-08 | 鸿浩泵业有限公司 | 一种带动环的偏二氟叶轮的压制模具及压制方法 |
| CN109352892A (zh) * | 2018-09-29 | 2019-02-19 | 鸿浩泵业有限公司 | 一种带动环的偏二氟叶轮的压制模具及压制方法 |
| CN109878099A (zh) * | 2019-04-22 | 2019-06-14 | 哈尔滨商业大学 | 一种固定桨叶式螺旋桨、覆膜模具以及覆膜方法 |
| CN109878099B (zh) * | 2019-04-22 | 2022-11-18 | 哈尔滨商业大学 | 一种固定桨叶式螺旋桨覆膜模具以及覆膜方法 |
| US11739642B2 (en) | 2019-09-25 | 2023-08-29 | Assoma Inc. | Manufacturing method of 3-dimensional plastic impeller of centrifugal pump and the impeller |
| WO2021056258A1 (zh) * | 2019-09-25 | 2021-04-01 | 协磁股份有限公司 | 离心泵的三维塑胶叶轮的制造方法及其结构 |
| CN111113768A (zh) * | 2020-01-16 | 2020-05-08 | 鸿浩泵业有限公司 | 一种泵用叶轮模具 |
| CN113771303A (zh) * | 2021-11-10 | 2021-12-10 | 东营品航精密模具有限公司 | 一种全自动叶轮模具 |
| CN113771303B (zh) * | 2021-11-10 | 2022-02-08 | 东营品航精密模具有限公司 | 一种全自动叶轮模具 |
| WO2023129031A1 (en) * | 2021-12-29 | 2023-07-06 | Kirpart Otomotiv Parcalari Sanayi Ve Ticaret Anonim Sirketi | A fan having combined axial-radial impeller geometry and production method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1908443A (zh) | 模压非金属离心泵闭式叶轮及制备方法和模具 | |
| CN101617122B (zh) | 注射模制的涡旋体结构 | |
| CN105172014B (zh) | 一种高扭曲闭式或半开式塑料叶轮的成型模具 | |
| CN205244141U (zh) | 带凸缘的模块化滑动轴承 | |
| CN104131995A (zh) | 一种水泵叶轮的制造方法及水泵 | |
| WO2021056258A1 (zh) | 离心泵的三维塑胶叶轮的制造方法及其结构 | |
| CN206297091U (zh) | 带镶件的注塑模具及模具 | |
| CN109253108B (zh) | 一种注塑成型的潜水泵闭式叶轮及其生产方法 | |
| CN201271993Y (zh) | 注塑模具流道流量控制开关 | |
| CN105179304A (zh) | 一种塑料防腐耐磨泵及其叶轮的成型模具 | |
| CN210617054U (zh) | 一种方便更换模芯的塑料包装盒模具 | |
| CN201283618Y (zh) | 滚塑机 | |
| CN211194288U (zh) | 一种热压注浆机 | |
| CN208912940U (zh) | 一种通用模具的下模具脱料装置 | |
| CN102107258A (zh) | 三偏心对夹金属密封蝶阀阀体蜡模模具 | |
| CN101655175B (zh) | 一种抗压防漏防脱管道接头的加工成型方法 | |
| CN202348762U (zh) | 一种塑料衬里泵的闭式叶轮 | |
| CN205154733U (zh) | 一种塑料防腐耐磨泵及其叶轮的成型模具 | |
| CN200951616Y (zh) | 管道保温瓦的浇注成型模具 | |
| CN211891759U (zh) | 一种硅胶密封件的注塑成型装置 | |
| CN202318762U (zh) | 一种制作塑料轴流风叶的模具 | |
| CN201348113Y (zh) | 外套整体成型套筒补偿器 | |
| CN222768806U (zh) | 一种带侧孔产品的成型模具 | |
| CN209324732U (zh) | 一种井用潜水电泵的塑料叶轮组件结构 | |
| CN2715969Y (zh) | 一种新型的无死角流道吹塑模头 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C12 | Rejection of a patent application after its publication | ||
| RJ01 | Rejection of invention patent application after publication |