CN201220254Y - 初定位精确的级进冲压模具 - Google Patents
初定位精确的级进冲压模具 Download PDFInfo
- Publication number
- CN201220254Y CN201220254Y CNU2008201157325U CN200820115732U CN201220254Y CN 201220254 Y CN201220254 Y CN 201220254Y CN U2008201157325 U CNU2008201157325 U CN U2008201157325U CN 200820115732 U CN200820115732 U CN 200820115732U CN 201220254 Y CN201220254 Y CN 201220254Y
- Authority
- CN
- China
- Prior art keywords
- briquetting
- sheet material
- locating piece
- material spare
- guide rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000000750 progressive effect Effects 0.000 claims abstract description 10
- 238000003825 pressing Methods 0.000 claims abstract description 9
- 239000000463 material Substances 0.000 claims description 38
- 230000006835 compression Effects 0.000 claims description 6
- 238000007906 compression Methods 0.000 claims description 6
- 239000000956 alloy Substances 0.000 claims description 4
- 229910045601 alloy Inorganic materials 0.000 claims description 4
- 238000004080 punching Methods 0.000 description 4
- 230000001105 regulatory effect Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 3
- 238000009414 blockwork Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
Images


Landscapes
- Punching Or Piercing (AREA)
Abstract
本实用新型公开了一种初定位精确的级进冲压模具,包括凹模、凸模,凹模固定板上固定有导轨及精定位装置,该装置由压块[6]和定位块[2]组成,压块[6]固定在凸模的卸料板[7]上,导轨[5]上设有与板材件定位槽垂直的与定位块[2]配合的导向槽,定位块[2]设置在所述导向槽中,压块[6]和定位块[2]上有相互配合的斜面[12],在合模时,压块[6]通过斜面推动定位块[2]向板材件定位槽中推进,将板材件贴紧在另一导轨上,消除了板材件与导轨之间的间隙,提高了定位精度。
Description
技术领域:
本实用新型涉及一种用于适合引线框架冲压的级进冲压模具,具体地说是一种可提高对待冲压板材件定位精度的级进冲压模具。
背景技术:
对于板材件,比如引线框架条带的冲压生产,在级进模中要若干步才能完成。级进冲压模具中一个重要的问题就是定位,每一步生产时都要精确定位,才能保证冲压的精度。一种常用的方法就是先在板材上冲出定位孔,模具上设置与定位孔配合的定位钉,用定位钉实现对产品的定位。但是新的问题就有了,如何在板材件上精准的冲制出定位孔,保证定位孔在排样上的位置。本实用新型要解决的就是这个问题。
发明内容:
本实用新型提供了一种提高初定位精度的级进冲压模具,可以提高定位精度。
本实用新型是这样实现的:包括凹模、凸模,凹模固定板上固定有对条带初定位的两个导轨,两个导轨之间的间隙为板材件定位槽,其特征是:它还包括至少两个对板材件精定位装置,该装置由压块和定位块组成,压块固定在凸模的卸料板上,一个导轨上设有与板材件定位槽垂直的与定位块配合的导向槽,定位块设置在所述导向槽中,压块和定位块上有相互配合的斜面,在合模时,压块通过斜面推动定位块向板材件定位槽中推进,将板材件推向另一侧导轨,以消除板材件与导轨之间的间隙,这样就可以提高定位精度。
为了防止导轨磨损,提高其使用寿命,所述定位块采用耐磨的硬质合金制成,与定位推块对应的另一个导轨上与板材件接触部位镶嵌有硬质合金材料制成的耐磨嵌块。
为了方便调节定位块对板材件的压力,卸料板上设有由压缩弹簧和调节螺栓组成的压块缓冲装置,卸料板上开有压块安装孔,压块上端开有与调节螺配栓合的螺孔,调节螺栓将压块固定在安装孔内,压缩弹簧设在压块与固定压板之间。通过调节螺栓,可以调节弹簧力。
本实用新型通过采用在合模时定位块由导轨一侧推进,将板材件贴紧在另一导轨上,从而消除了板材件与导轨之间的间隙,因而提高了定位精度,并且定位块及另一侧导轨上承受定位推块压力部位均由硬质合金制成,精度高且不易磨损。压块上加装缓冲装置,使得定位块对原材料,尤其是薄材的损伤小,而且调节比较方便。
附图说明:
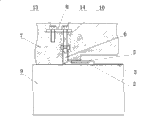
图1是本实用新型在开模状态时结构示意图。
图2是本实用新型在合模状态时结构示意图。
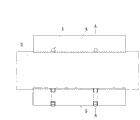
图3是在全模状态时定位推块工作时的平面视图。
图4是图3中沿A-A线剖面图。
具体实施方式:
本实用新型设有两个对板材件精定位装置,该精定位装置由压块6和定位块2组成,结构如图1和图2所示,凸模的卸料板7上开有压块安装孔,压块缓冲装置由压缩弹簧10和调节螺栓14组成,压块6上端开有与调节螺栓14配合的螺孔,压板8由螺栓13固定在卸料板7上,调节螺栓14将压块6固定在安装孔内,压缩弹簧10设在压块与压板之间,压块6下端有与定位块2上相互配合的斜面12。
凹模固定板9上固定有对板材件3初定位的一对导轨4、5,图1和图2中导轨4未画出。导轨与板材件的配合如图3所示,两个导轨4、5之间的间隙为板材件定位槽,板材件3由导轨4和5之间的定位槽通过,并与导轨4、5有一定的间隙。导轨4上设有与板材件定位槽垂直的与定位块2配合的导向槽,定位块2设置在导向槽中,定位块2后端有与压块6下端斜面配合的斜面12,在合模时,压块6通过斜面12推动定位块2向板材件定位槽中推进,将板材件3压在另一侧导轨4上。定位块2采用耐磨的硬质合金制成,与定位块2对应的另一个导轨4上与板材件接触部位镶嵌有硬质合金材料制成的耐磨嵌块1。
在开模状态时,如图1所示,压块6和定位块2不接触,定位块2在水平方向有一定的活动量,与板材件有一定的间隙11,板材件3可以自由进入模具。
在合模状态时,如图2所示,弹簧10给压块6一个向下的力,并通过压块6的斜面,把力作用在定位块2上,迫使其做水平运动,把板材件3推到与耐磨嵌块1相接触为止。如果力大了,板材件3的边缘可能会因受到水平的力而拱起;力小了,可能板材件3不能与耐磨嵌块1相接触,达不到定位的作用。通过调节压块6与压板8相连的螺栓14,可以调节这个力的大小,达到理想的效果。
Claims (3)
1、初定位精确的级进冲压模具,包括凹模、凸模,凹模固定板上固定有对板材件[3]初定位的两个导轨[4、5],两个导轨之间的间隙为板材件定位槽,其特征是:它还包括至少两个对板材件精定位装置,该装置由压块[6]和定位块[2]组成,压块[6]固定在凸模的卸料板[7]上,导轨[5]上设有与板材件定位槽垂直的与定位块[2]配合的导向槽,定位块[2]设置在所述导向槽中,压块[6]和定位块[2]上有相互配合的斜面[12],在合模时,压块[6]通过斜面推动定位块[2]向板材件定位槽中推进。
2、根据权利要求1所述的初定位精确的级进冲压模具,其特征是:所述定位块[2]采用耐磨的硬质合金制成,与定位块[2]对应的导轨[4]上与板材件接触部位镶嵌有硬质合金材料制成的耐磨嵌块[1]。
3、根据权利要求1或2所述的初定位精确的级进冲压模具,其特征是:卸料板[7]上设有由压缩弹簧[10]和调节螺栓[14]组成的压块缓冲装置,卸料板[7]上开有压块安装孔,压块上端开有与调节螺栓配合的螺孔,调节螺栓[14]将压块[6]固定在安装孔内,压缩弹簧[10]设在压块[6]与压板[8]之间。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008201157325U CN201220254Y (zh) | 2008-06-26 | 2008-06-26 | 初定位精确的级进冲压模具 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CNU2008201157325U CN201220254Y (zh) | 2008-06-26 | 2008-06-26 | 初定位精确的级进冲压模具 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201220254Y true CN201220254Y (zh) | 2009-04-15 |
Family
ID=40573774
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNU2008201157325U Expired - Fee Related CN201220254Y (zh) | 2008-06-26 | 2008-06-26 | 初定位精确的级进冲压模具 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201220254Y (zh) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102672049A (zh) * | 2012-05-23 | 2012-09-19 | 顺德工业(江苏)有限公司 | 板材精密冲压用模具 |
| CN105102192A (zh) * | 2012-10-04 | 2015-11-25 | 格罗兹-贝克特公司 | 用于设定冲压间隙的方法和刀具单元 |
| CN105538253A (zh) * | 2015-12-08 | 2016-05-04 | 厦门市万家灿灯具有限公司 | 一种用于板材加工且防磨损的工作台装置及其使用方法 |
| CN105643676A (zh) * | 2014-12-02 | 2016-06-08 | 阜南县方柳工艺品有限公司 | 一种用于家具板材的自动切割机 |
| CN106623630A (zh) * | 2016-12-20 | 2017-05-10 | 柳州通为机械有限公司 | 定位高精度的汽车配件冲压模具 |
-
2008
- 2008-06-26 CN CNU2008201157325U patent/CN201220254Y/zh not_active Expired - Fee Related
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102672049A (zh) * | 2012-05-23 | 2012-09-19 | 顺德工业(江苏)有限公司 | 板材精密冲压用模具 |
| CN105102192A (zh) * | 2012-10-04 | 2015-11-25 | 格罗兹-贝克特公司 | 用于设定冲压间隙的方法和刀具单元 |
| US9796103B2 (en) | 2012-10-04 | 2017-10-24 | Groz-Beckert Kg | Method and tool unit for setting a punching gap |
| CN105643676A (zh) * | 2014-12-02 | 2016-06-08 | 阜南县方柳工艺品有限公司 | 一种用于家具板材的自动切割机 |
| CN105538253A (zh) * | 2015-12-08 | 2016-05-04 | 厦门市万家灿灯具有限公司 | 一种用于板材加工且防磨损的工作台装置及其使用方法 |
| CN106623630A (zh) * | 2016-12-20 | 2017-05-10 | 柳州通为机械有限公司 | 定位高精度的汽车配件冲压模具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN201220254Y (zh) | 初定位精确的级进冲压模具 | |
| CN201644669U (zh) | 一种非垂直向上翻孔、翻边凹模活动斜楔退料结构 | |
| CN103962453A (zh) | 用于板件冲沉孔和凸包的复合模 | |
| CN201644636U (zh) | 电子秤用弹性件连续模 | |
| CN1733385A (zh) | 一种复合冲压模具 | |
| CN202411221U (zh) | 顺送模具弯曲整形工序杠杆机构 | |
| CN209998223U (zh) | 一种带定位机构的折弯成型模具 | |
| CN216175877U (zh) | 一种动力锂电池模块侧板无痕折弯模具 | |
| CN207170710U (zh) | 一种传递模上模脱料板滑块结构 | |
| CN104028659B (zh) | 一种侧向压料机构及冲压模具 | |
| CN213052198U (zh) | 一种厚板材折弯成型模具 | |
| CN203426290U (zh) | 导正销定距的导板冲孔落料连续模具 | |
| CN209986075U (zh) | 汽车加强板冲孔成型加工模具 | |
| CN107377779A (zh) | 一种传递模上模脱料板滑块结构 | |
| CN204638904U (zh) | 一种带有折弯防磨痕功能的冲压模结构 | |
| CN115464053B (zh) | 汽车覆盖件负角整形冲压模具的悬浮式限位机构 | |
| CN108555153B (zh) | 一种具有换芯结构的冲压模具 | |
| CN203900226U (zh) | 冲孔模具 | |
| CN216540464U (zh) | 冲头调节结构 | |
| CN203862829U (zh) | 用于板件冲沉孔和凸包的复合模 | |
| CN220177902U (zh) | 一种折弯模具 | |
| CN211758797U (zh) | 镍带切刀组机构 | |
| CN224168524U (zh) | 一种折弯模具 | |
| CN223518426U (zh) | 一种侧向冲孔模具 | |
| CN215032849U (zh) | 一种qdc五金模用模架 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090415 Termination date: 20110626 |