CN201728450U - 改进的钢坯切割机 - Google Patents
改进的钢坯切割机 Download PDFInfo
- Publication number
- CN201728450U CN201728450U CN2010202597118U CN201020259711U CN201728450U CN 201728450 U CN201728450 U CN 201728450U CN 2010202597118 U CN2010202597118 U CN 2010202597118U CN 201020259711 U CN201020259711 U CN 201020259711U CN 201728450 U CN201728450 U CN 201728450U
- Authority
- CN
- China
- Prior art keywords
- cutting machine
- machine body
- flame
- cutting
- cutting knife
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images
Landscapes
- Milling Processes (AREA)
Abstract
本实用新型公开了一种改进的钢坯切割机,包括装有行走轮以及火焰切割刀的切割机本体,在切割机本体的顶面上设置着支撑架,所说的火焰切割刀水平安装在支撑架的一侧部,火焰切割刀与切割机的行走方向相平行,火焰切割刀的喷气割嘴与切割机本体之间的距离大于500mm。本实用新型能够一次切割若干根连铸坯,不仅大幅度提高了工作效率,而且有效保证了工人的人身安全,降低了工人的劳动强度。
Description
技术领域
本实用新型属于钢铁厂使用的钢坯切割机结构的改进,涉及一种改进的钢坯切割机。
背景技术
钢水在结晶器内冷却形成初生坯壳后,进入二次冷却区,带液芯的铸坯经冷却水冷却、进一步凝固。铸坯继续运行,火焰切割机自动切割一定定尺的铸坯,由热送辊道送到轧钢厂。
由于炼钢厂连铸机火焰切割机切割铸坯的定尺范围是5~12米,轧钢厂轧制240mm×200mm断面铸坯需要的尺寸为2.5米,炼钢厂设定的铸坯长度为5.1米(考虑割缝),再由人工进行切割成2.5米的连铸坯。每个班需要8个人才能完成切割任务,现场温度高,职工的劳动强度很大,切割的断面也不平整。
发明内容
本实用新型的目的在于提供一种改进的钢坯切割机,其结构简单,易于制造,能够方便地完成若干根连铸坯的切割任务,切割断面平整,工人劳动强度低。
本实用新型的目的是这样实现的:一种改进的钢坯切割机,包括装有行走轮以及火焰切割刀的切割机本体,在切割机本体的顶面上设置着支撑架,所说的火焰切割刀水平安装在支撑架的一侧部,火焰切割刀与切割机的行走方向相平行,火焰切割刀的喷气割嘴与切割机本体之间的距离大于500mm。
使用改进后的本实用新型切割机切割连铸坯,每个班只需5个人即可,原人工切割每个班8个人减少3人,职工的劳动强度也大幅降低,深受职工欢迎。其结构简单,易于制造,由于火焰切割刀的喷气割嘴与切割机本体之间的距离大于500mm,这样能够方便地完成若干根连铸坯的切割任务,切割连铸坯的断面很平整,彻底消除了工人切割连铸坯所出现的断面凹凸不平现象。
附图说明
下面将结合附图对本实用新型作进一步说明。
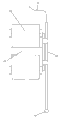
附图为本实用新型的俯视结构示意图。
具体实施方式
一种改进的钢坯切割机,如附图所示,包括装有行走轮以及火焰切割刀5的切割机本体2,在切割机本体2的顶面上设置着支撑架3,支撑架3的一侧端位于切割机本体2的外侧,所说的火焰切割刀5水平安装在支撑架3的一侧部,火焰切割刀5与切割机的行走方向相平行,火焰切割刀5的喷气割嘴4与切割机本体2之间的距离为800mm。
火焰切割刀5的喷气割嘴4由焦炉煤气燃烧喷嘴构成,这样能够使用钢铁厂中丰富的焦炉煤气资源,而不用使用乙炔气进行切割作业,既能减少空气污染,又能废物利用,降低企业生产成本。
Claims (2)
1.一种改进的钢坯切割机,包括装有行走轮以及火焰切割刀的切割机本体,其特征是:在切割机本体的顶面上设置着支撑架,所说的火焰切割刀水平安装在支撑架的一侧部,火焰切割刀与切割机的行走方向相平行,火焰切割刀的喷气割嘴与切割机本体之间的距离大于500mm。
2.根据权利要求1所述的改进的钢坯切割机,其特征是:火焰切割刀的喷气割嘴由焦炉煤气燃烧喷嘴构成。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202597118U CN201728450U (zh) | 2010-07-15 | 2010-07-15 | 改进的钢坯切割机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2010202597118U CN201728450U (zh) | 2010-07-15 | 2010-07-15 | 改进的钢坯切割机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN201728450U true CN201728450U (zh) | 2011-02-02 |
Family
ID=43519608
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2010202597118U Expired - Fee Related CN201728450U (zh) | 2010-07-15 | 2010-07-15 | 改进的钢坯切割机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN201728450U (zh) |
-
2010
- 2010-07-15 CN CN2010202597118U patent/CN201728450U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101391264B (zh) | 一种薄中板连铸连轧生产的工艺方法 | |
| CN106180192B (zh) | 一种线棒材连铸坯高速直送直轧系统及方法 | |
| CN104550237B (zh) | 用于生产棒线材和型材的连铸-直接轧制装置及方法 | |
| CN101585077B (zh) | 防止车轮钢连铸板坯微裂纹的冷却方法 | |
| CN206652838U (zh) | 一种低能耗的线材热轧生产装置 | |
| CN106180191B (zh) | 一种线棒材连铸坯免加热直轧系统及方法 | |
| CN107008750A (zh) | 双通道长材连铸连轧生产线及其生产方法 | |
| CN1840252A (zh) | 中厚板坯连铸连轧板卷的生产工艺 | |
| CN205988959U (zh) | 一种线棒材连铸坯高速直送直轧系统 | |
| CN103397250B (zh) | 大单重特厚q460级别高强度结构钢板及制造方法 | |
| CN101653779B (zh) | 一种热轧带钢生产工艺-ehsp及方法 | |
| CN105598406A (zh) | 一种连铸坯热送热装工艺 | |
| CN101456066B (zh) | 一种楔形铸坯在线切割方法及设备 | |
| CN105772667A (zh) | 一种板坯角部清理装置及清理方法 | |
| CN201150982Y (zh) | 一种楔形铸坯在线切割设备 | |
| CN201728450U (zh) | 改进的钢坯切割机 | |
| CN101003051A (zh) | 一种高效连铸连轧工艺 | |
| CN107790656A (zh) | 一种防止连铸板坯火切时中心切豁的方法 | |
| CN104816083A (zh) | 基于铝热自蔓延技术的连铸板坯表面纵裂清理方法 | |
| CN204338571U (zh) | 用于生产棒线材和型材的连铸-直接轧制装置 | |
| CN109014100B (zh) | 一种提高钢质薄板坯连铸过程拉钢速度的方法 | |
| CN202591568U (zh) | 连铸板坯二次自动切割系统 | |
| CN111331088A (zh) | 弧形空心圆坯连铸机用结晶器及弧形空心圆坯连铸机 | |
| CN202667242U (zh) | 生产长材的连铸连轧装置 | |
| CN103071802B (zh) | 一种机械破碎生产铁合金的方法及其装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20110202 Termination date: 20110715 |