CN202498800U - 连续纤维增强聚丙烯发泡板材 - Google Patents
连续纤维增强聚丙烯发泡板材 Download PDFInfo
- Publication number
- CN202498800U CN202498800U CN2012201093442U CN201220109344U CN202498800U CN 202498800 U CN202498800 U CN 202498800U CN 2012201093442 U CN2012201093442 U CN 2012201093442U CN 201220109344 U CN201220109344 U CN 201220109344U CN 202498800 U CN202498800 U CN 202498800U
- Authority
- CN
- China
- Prior art keywords
- continuous fiber
- foaming plate
- rpp
- foaming
- based composites
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 45
- 239000004743 Polypropylene Substances 0.000 title claims abstract description 26
- -1 polypropylene Polymers 0.000 title claims abstract description 9
- 229920001155 polypropylene Polymers 0.000 title claims abstract description 9
- 239000002131 composite material Substances 0.000 claims abstract description 19
- 238000007731 hot pressing Methods 0.000 claims abstract description 9
- 238000005187 foaming Methods 0.000 claims description 40
- 239000003365 glass fiber Substances 0.000 claims description 11
- 229920005992 thermoplastic resin Polymers 0.000 claims description 7
- 229920000914 Metallic fiber Polymers 0.000 claims description 3
- 238000000034 method Methods 0.000 abstract description 8
- 230000036314 physical performance Effects 0.000 abstract 1
- 229920005989 resin Polymers 0.000 description 7
- 239000011347 resin Substances 0.000 description 7
- 238000007598 dipping method Methods 0.000 description 4
- 238000001125 extrusion Methods 0.000 description 4
- 239000011152 fibreglass Substances 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 230000000704 physical effect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 239000004088 foaming agent Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000005337 ground glass Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
Images
Landscapes
- Laminated Bodies (AREA)
Abstract
本实用新型公开了一种连续纤维增强聚丙烯发泡板材,包括连续纤维基复合材料层和采用真空热压形成的PP发泡板。本实用新型可解决如何使发泡板材具有很好的物理性能的技术问题。
Description
技术领域
本实用新型涉及一种发泡板材,具体的说是一种连续纤维增强聚丙烯发泡板材。
背景技术
发泡板材由于其相对其它板材如实木板材具有很多优点如重量轻等,使得普遍应用于人们的日常生活中,传统的发泡工艺如螺杆挤出或者注塑发泡由于在实施工艺时时刻接触到空气,从而使得温度不能均匀的传递给均匀混合发泡剂的聚丙烯,从而使得发泡的质量较差而且发泡的厚度也较薄,如5mm,无法发泡到更厚的厚度。另外,目前的发泡板材由于只是一层结构,其没有很强的物理性能,如弯曲强度、拉伸强度及冲击强度等,这给使用带来了一定的限制。
实用新型内容
本实用新型的目的是提供一种连续纤维增强聚丙烯发泡板材,解决如何使发泡板材具有很好的物理性能的技术问题。
本实用新型解决其技术问题所采用的技术方案是:
连续纤维增强聚丙烯发泡板材,包括连续纤维基复合材料层和采用真空热压形成的PP发泡板。
所述连续纤维基复合材料层为两层,PP发泡板设在这两层之间形成三层结构。
所述连续纤维基复合材料是由连续纤维在熔融热塑性树脂中浸渍得到的。
所述在连续纤维基复合材料中,按重量比,连续纤维为10-70%,热塑性树脂为30-90%。
所述热塑性树脂为聚丙烯。
所述连续纤维为无机纤维或者有机纤维或者金属纤维。
所述无机纤维为玻璃纤维。
所述PP发泡板的厚度为0-40mm。
所述PP发泡板的厚度为20 mm。
连续纤维基复合材料层为10-50 mm。
本实用新型的有益效果是:由于发泡板材由原来的一层结构变成了两层连续纤维基复合材料夹住PP发泡板形成的这样的三层结构,而且PP发泡板由于经过真空热压,其厚度最高可达到40mm,这使得最后加工好的板材具有很强的物理性能,如弯曲强度、拉伸强度及冲击强度等,从而提高其应用性能。
附图说明
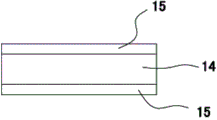
图1是发泡板材的结构示意图;
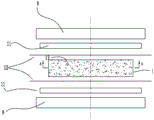
图2是板材成型设备的示意图;
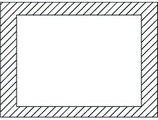
图3是图2中A-A中平板模具的示意图;
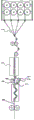
图4是将连续纤维基复合材料加工过程的示意图;
图中1. 玻璃纤维、2. 聚丙烯、3. 预热烘箱、4. 初次浸渍槽、5. 挤出模头、6. 第一熔融树脂通道、7. 第二道熔融树脂通道、8. 玻璃纤维基复合材料片材、9. 热压机、10. 平板模具、11. 模具固定板、12. 防透气膜、13. 聚丙烯颗粒、14. PP发泡板、15. 连续纤维基复合材料层。
具体实施方式
请参考图1,该发泡板材具有三层结构,最外面的两层是连续纤维基复合材料层15,里面的是PP发泡板14,图1中显示的PP发泡板为块状,由于采用真空热压技术,其最高可达到40mm,传统的发泡技术只能达到5mm。当然可根据需要将图3中的平板模具10内的平板型腔换成其它异型模具,这样就可以制作不同的产品,如头盔、座椅、家具等。
请参考图2及图3,连续纤维增强聚丙烯发泡板材成型设备,包括热压机9、平板模具10、模具固定板11、使模具内的聚丙烯颗粒13处于真空环境下的防透气膜12或者真空泵;防透气膜12或者真空泵固定在平板模具10上,平板模具10通过模具固定板11固定在热压机9内。制作时将上述玻璃纤维基复合材料片材8布置在平板模具10的上下两面,片材的中间填充均匀混合发泡剂的聚丙烯颗粒13;将平板模具10放入热压机9内使用高温防透气膜12或者真空泵进行真空热压,不与空气接触,热压机9的加热温度为180-350度,加热时间为5-30分钟,使温度均匀的传递到聚丙烯2颗粒中使其发泡,热压后9将模具进行冷却处理即可。
请参考图4,玻璃纤维基复合材料片材的制作方法是:首先将两个方向如成平行或者倾斜角度的两个方向的玻璃纤维1分别从纱架上引出,通过导丝辊、分丝箔后,通过牵拉辊控制玻璃纤维的张力,保证其引出时的稳定性和平行排列。引出后将第二个方向的玻璃纤维1引至第一个方向的玻璃纤维1的表面上;将上述混合好地玻璃纤维1送入预热烘箱3预热;玻璃纤维1经过预热后,初次浸渍槽4上的挤出模头5通过第一熔融树脂通道6挤出一道熔融树脂对预热后的玻璃纤维1进行初步浸渍,然后另一个与上个模头相对方向的挤出模头5通过第二道熔融树脂通道7挤出熔融树脂对经过初步浸渍的玻璃纤维1进行第二次浸渍使浸渍度达到90%以上;浸渍后玻璃纤维1经过热压辊热压后形成的玻璃纤维基复合材料片材进行冷却处理,实现熔融树脂的冷却凝固,形成多轴向增强热塑性固定片。在实际应用中,可根据不同需要选用不同的连续纤维,连续纤维可从无机纤维、有机纤维、金属纤维中任意挑选,热塑性树脂原料也可选用其它材料,如PA等。
Claims (10)
1.连续纤维增强聚丙烯发泡板材,其特征在于:包括连续纤维基复合材料层和采用真空热压形成的PP发泡板。
2.依据权利要求1所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述连续纤维基复合材料层为两层,PP发泡板设在这两层之间形成三层结构。
3.依据权利要求1所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述连续纤维基复合材料是由连续纤维在熔融热塑性树脂中浸渍得到的。
4.依据权利要求1所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述在连续纤维基复合材料中,按重量比,连续纤维为10-70%,热塑性树脂为30-90%。
5.依据权利要求4所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述热塑性树脂为聚丙烯。
6.依据权利要求4所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述连续纤维为无机纤维或者有机纤维或者金属纤维。
7.依据权利要求5所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述无机纤维为玻璃纤维。
8.依据权利要求1所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述PP发泡板的厚度为0-40mm。
9.依据权利要求1所述的连续纤维增强聚丙烯发泡板材,其特征在于:所述PP发泡板的厚度为20 mm。
10.依据权利要求1所述的连续纤维增强聚丙烯发泡板材,其特征在于:连续纤维基复合材料层为10-50 mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201093442U CN202498800U (zh) | 2012-03-22 | 2012-03-22 | 连续纤维增强聚丙烯发泡板材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN2012201093442U CN202498800U (zh) | 2012-03-22 | 2012-03-22 | 连续纤维增强聚丙烯发泡板材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN202498800U true CN202498800U (zh) | 2012-10-24 |
Family
ID=47035426
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN2012201093442U Expired - Fee Related CN202498800U (zh) | 2012-03-22 | 2012-03-22 | 连续纤维增强聚丙烯发泡板材 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN202498800U (zh) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102848560A (zh) * | 2012-03-22 | 2013-01-02 | 台州市家得宝日用品有限公司 | Pp发泡板、成型方法、聚丙烯发泡板材及成型方法 |
| CN102991403A (zh) * | 2012-12-19 | 2013-03-27 | 杭州华聚复合材料有限公司 | 冷藏车用厢体板材及其制备方法 |
| CN106183266A (zh) * | 2016-07-04 | 2016-12-07 | 江苏科悦新材料有限公司 | 一种发泡夹芯材料及其制造方法和应用 |
| CN106608445A (zh) * | 2016-11-17 | 2017-05-03 | 河南冰熊专用车辆制造有限公司 | 一种新材料医药专用冷藏箱及其加工工艺 |
-
2012
- 2012-03-22 CN CN2012201093442U patent/CN202498800U/zh not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102848560A (zh) * | 2012-03-22 | 2013-01-02 | 台州市家得宝日用品有限公司 | Pp发泡板、成型方法、聚丙烯发泡板材及成型方法 |
| CN102991403A (zh) * | 2012-12-19 | 2013-03-27 | 杭州华聚复合材料有限公司 | 冷藏车用厢体板材及其制备方法 |
| CN106183266A (zh) * | 2016-07-04 | 2016-12-07 | 江苏科悦新材料有限公司 | 一种发泡夹芯材料及其制造方法和应用 |
| CN106608445A (zh) * | 2016-11-17 | 2017-05-03 | 河南冰熊专用车辆制造有限公司 | 一种新材料医药专用冷藏箱及其加工工艺 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101845232A (zh) | 一种热塑性树脂基碳纤维复合材料及其制备方法 | |
| WO2009152682A1 (zh) | 一种纤维网格塑料板及其制备方法 | |
| CN102294830B (zh) | 一种热塑性纤维增强建筑模板的制备方法 | |
| CN106239937B (zh) | 一种制备连续纤维增强热塑性预浸带的装置 | |
| CN1925977A (zh) | 将环状低聚物加工成热塑性聚对苯二甲酸丁二酯塑料的方法 | |
| CN106273989A (zh) | 一种纤维增强热塑性复合材料板的成型装置及其成型方法 | |
| CN202498800U (zh) | 连续纤维增强聚丙烯发泡板材 | |
| CN103507330B (zh) | 一种复合芯铝塑板及其制备方法 | |
| CN105269833A (zh) | 一种热塑性复合材料二次模压成型技术 | |
| WO2014112644A1 (ja) | 繊維強化された樹脂基材又は樹脂成形体の製造方法及びこの製造方法に使用する可塑化吐出機 | |
| CN101293413A (zh) | 高强度减量化聚酯薄膜及其制备方法 | |
| CN102463678A (zh) | 电缆支架制备工艺 | |
| CN217553378U (zh) | 一种生物基聚酰胺复合板材 | |
| CN104669636A (zh) | 一种混杂纤维增强聚丙烯高强度复合材料的制备方法 | |
| CN102296805A (zh) | 可回收的复合材料建筑模板及其制造方法 | |
| CN106113811A (zh) | 热塑性连续纤维复合材料及其制备方法和生产装置 | |
| CN107379594A (zh) | Lvt覆膜地板的生产装置及其使用方法 | |
| CN102848560A (zh) | Pp发泡板、成型方法、聚丙烯发泡板材及成型方法 | |
| CN114103340B (zh) | 一种连续纤维增强热塑性头盔外壳材料及制备方法 | |
| CN106273527A (zh) | 一种高强度淋膜编织布热压成型复合材料的生产方法 | |
| CN202498676U (zh) | 连续纤维增强聚丙烯发泡板材成型设备 | |
| CN104910615A (zh) | 一种高强度尼龙/玻纤复合材料及其制造设备和制造方法 | |
| CN104057622A (zh) | 碳纤维复合材料两段式成型工艺 | |
| CN215750203U (zh) | 一种纤维/树脂分布可控的热塑预浸料制备系统 | |
| CN105837929A (zh) | 一种玻纤增强热塑性片材及其制备方法和应用 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C56 | Change in the name or address of the patentee | ||
| CP03 | Change of name, title or address |
Address after: 318000 No. 2579, Haifeng Road, Taizhou, Zhejiang Patentee after: Taizhou Jiadebao Technology Co., Ltd. Address before: 318000 block A, Binhai Industrial Zone, Taizhou Economic Development Zone, Zhejiang Patentee before: Taizhou Jiadebao Commodity Co.,Ltd. |
|
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20121024 Termination date: 20190322 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |