CN210972754U - 一种rgv小车 - Google Patents
一种rgv小车 Download PDFInfo
- Publication number
- CN210972754U CN210972754U CN201921627417.5U CN201921627417U CN210972754U CN 210972754 U CN210972754 U CN 210972754U CN 201921627417 U CN201921627417 U CN 201921627417U CN 210972754 U CN210972754 U CN 210972754U
- Authority
- CN
- China
- Prior art keywords
- trolley
- motor
- camera
- rgv
- loading space
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000001514 detection method Methods 0.000 claims abstract description 24
- 230000033001 locomotion Effects 0.000 claims abstract description 18
- 238000012546 transfer Methods 0.000 claims abstract description 12
- 230000005540 biological transmission Effects 0.000 claims description 75
- 238000004891 communication Methods 0.000 claims description 19
- 230000003287 optical effect Effects 0.000 claims description 19
- 230000001276 controlling effect Effects 0.000 claims description 7
- 230000001105 regulatory effect Effects 0.000 claims description 3
- 230000000694 effects Effects 0.000 claims 1
- 238000000034 method Methods 0.000 description 15
- 230000008569 process Effects 0.000 description 14
- 239000003365 glass fiber Substances 0.000 description 11
- 230000032258 transport Effects 0.000 description 5
- 238000012545 processing Methods 0.000 description 4
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 238000004801 process automation Methods 0.000 description 2
- 230000004888 barrier function Effects 0.000 description 1
- WHGYBXFWUBPSRW-FOUAGVGXSA-N beta-cyclodextrin Chemical compound OC[C@H]([C@H]([C@@H]([C@H]1O)O)O[C@H]2O[C@@H]([C@@H](O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O[C@H]3O[C@H](CO)[C@H]([C@@H]([C@H]3O)O)O3)[C@H](O)[C@H]2O)CO)O[C@@H]1O[C@H]1[C@H](O)[C@@H](O)[C@@H]3O[C@@H]1CO WHGYBXFWUBPSRW-FOUAGVGXSA-N 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007380 fibre production Methods 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 229920006253 high performance fiber Polymers 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000003550 marker Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
Images




Landscapes
- Replacing, Conveying, And Pick-Finding For Filamentary Materials (AREA)
Abstract
本实用新型公开了一种RGV小车,包括:第一电机、车体、输送单元、第一相机、定位单元、检测单元和控制单元,车体由第一电机驱动,车体上设置有装载空间,以存放纱车;输送单元设置在装载空间内,以在转运前或后,将纱车运至或运离装载空间;第一相机设置在车体上,用于扫描产品标识,发送产品信息;定位单元包括位置标识和第二相机,位置标识沿小车运动方向设置在所述车体的一侧,第二相机设置在车体上,用于扫描位置标识,并发送位置信息;检测单元与第二相机连接,用于接收位置信息,并根据位置信息生成定位信息;控制单元分别与第一相机、检测单元和第一电机连接,根据产品信息和定位信息,控制第一电机的工作状态;实现自动且定向转运纱车。
Description
技术领域
本实用新型涉及玻璃纤维运输设备技术领域,具体涉及一种RGV小车。
背景技术
玻璃纤维是一种应用极为广泛的无机高性能纤维材料,随着使用需求的不断提高,人们对玻璃纤维的生产加工也提出了更高的要求。
目前现有的玻璃纤维生产加工过程中,通常将纱卷承装在纱车上,并按照加工工序,由人工将装载有不同类型纱卷的纱车搬运到与之对应的工位,费时费力,为进一步提高玻璃纤维加工自动化程度,大多采用RGV运输小车,将纱车运输至相应工位;但是现有的RGV小车无法实现对纱车的自动且定向搬运,增加了实现玻璃纤维运输自动化的难度。
实用新型内容
为了克服现有RGV小车无法实现对纱车的自动且定向搬运,从而导致玻璃纤维运输过程自动化程度低的技术问题,本实用新型提供一种RGV小车。
本实用新型所述的RGV小车,包括:第一电机,
车体,车体由第一电机驱动,车体上设置有装载空间,用于存放纱车;
输送单元,输送单元设置在装载空间内,用于在转运前或后,将纱车运至或运离装载空间;
第一相机,第一相机设置在车体上,且与纱车上的产品标识相对,用于扫描产品标识,并发送产品信息;
定位单元,定位单元包括位置标识和第二相机,位置标识沿小车运动方向设置在车体的一侧,第二相机设置在车体上,且与位置标识相对,用于扫描位置标识,并发送位置信息;
检测单元,检测单元与第二相机连接,用于接收位置信息,并根据位置信息生成定位信息;
控制单元,控制单元分别与第一相机、检测单元和第一电机连接,用于接收产品信息和定位信息,并根据产品信息和定位信息,控制第一电机的工作状态。
优选地,车体的底部可转动的设置有第一转轴和第二转轴,第一转轴和第二转轴沿小车运动方向间隔设置,第一转轴和第二转轴的两端分别设置有两个车轮。
优选地,第一转轴沿其轴向上设置有若干第一链轮,第一电机的驱动端设置有若干第二链轮,第一链轮和与之对应的第二链轮传动连接。
优选地,输送单元包括:至少两个传输线体,至少两个传输线体间隔设置在装载空间的承载面上,每一传输线体上均设置有凹槽;
至少两个第三链轮,至少两个第三链轮可转动的设置在传输线体的两端,第三链轮所在平面与传输线体轴向平行;
传输链条,传输链条设置在凹槽内,且与传输线体两端的第三链轮传动连接。
优选地,检测单元包括两相对设置的第一光通讯模块和第二光通讯模块,第一光通讯模块设置在位置标识的起始端,第二光通讯模块设置在车体上,第二光通讯模块与第二相机连接。
优选地,RGV小车还包括第二电机,第二电机驱动传输链条转动,以实现将纱车运至或运离装载空间。
优选地,控制单元包括:变频器,变频器与第二电机连接,用以调控传输链条的传输速度;
以及PLC,PLC的输入端分别连接第一相机和检测单元,PLC的输出端连接第一电机,以根据产品信息和定位信息,控制第一电机的工作状态。
优选地,RGV小车还包括供电单元,供电单元包括:
至少两个支撑架,至少两个支撑架沿小车运动方向间隔设置,且位于车体的一侧;
导电排,导电排承载在支撑架上;
电源,电源为导电排供电;
以及滑触块,滑触块设置在车体上,所述滑触块的输入端与导电排电连接,输出端分别连接第一电机和变频器。
优选地,输送单元还包括导向杆,导向杆的数量至少为两个,两个导向杆平行且间隔设置,至少两个导向杆沿垂直于小车运动方向分别设置在传输线体的外侧,且位于传输线体的上方。
优选地,输送单元还包括若干行程开关,若干行程开关沿垂直于小车运动方向分别设置在装载空间的两端,用于检测纱车在装载空间内的位置。
综上所述,车体上设置有输送单元,在纱车需要转运前,输送单元将纱车运送到RGV小车的装载空间,纱车承放到位后,第一相机扫描贴在纱车背部的产品标识,确认装载空间上的纱车为空纱车,或者是装满纱卷的满纱车,并确认纱车的种类,即确认纱车转运的目的地,信息确认好后,发送给控制单元,同时,RGV小车沿着轨道运行,在运行过程中,第二相机扫描沿运行路径设置在小车一侧的位置标识,并生成扫描到的位置信息,发送给检测单元,检测单元根据位置信息,生成关于小车当前所处位置的定位信息,发送给控制单元,控制单元将产品信息与定位信息进行对比,当判断出小车运行到转运目的地后,控制第一电机停止工作,小车停止运动,输送单元将纱车运离装载空间,完成对纱车的自动、定向转运,提高了玻璃纤维运输过程自动化程度。
附图说明
图1是本实用新型中RGV小车整体结构示意图;
图2是本实用新型中RGV小车车体结构示意图;
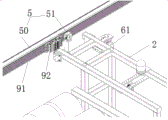
图3是本实用新型中RGV小车定位单元和供电单元结构放大示意图;
图4是本实用新型中输送单元结构示意图;
图5是本实用新型中输送单元结构侧视示意图。
其中,1为第一电机,10为第二链轮,2为车体,20为第一转轴,200为第一链轮,21为第二转轴,22为车轮,23为防撞组件,24为防翻组件,3为输送单元,30为传输线体,31为第三链轮,32为传输链条,33为导向杆,34为行程开关,4为第一相机,5为定位单元,50为位置标识,51为第二相机,6为检测单元,60为第一光通讯模块,61为第二光通讯模块,7为控制单元,8为第二电机,9为供电单元,90为支撑架,91为导电排,92为滑触块。
具体实施方式
下面结合附图说明根据本实用新型的具体实施方式。
在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用其他不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开的具体实施例的限制。
为了克服现有RGV小车无法实现对纱车的自动且定向搬运,从而导致玻璃纤维运输过程自动化程度低的技术问题,本实用新型提供一种RGV小车。
本实用新型所述的RGV小车,如图1和图2所示,包括:第一电机1,
车体2,车体2由第一电机1驱动,车体2上设置有装载空间,用于存放纱车;
输送单元3,输送单元3设置在装载空间内,用于在转运前或后,将纱车运至或运离装载空间;
第一相机4,第一相机4设置在车体2上,且与纱车上的产品标识(图中未示出)相对,用于扫描产品标识,并发送产品信息;
定位单元5,定位单元5包括位置标识50和第二相机51,位置标识50沿小车运动方向设置在车体2的一侧,第二相机51设置在车体2上,且与位置标识50相对,用于扫描位置标识50,并发送位置信息;
检测单元6,检测单元6与第二相机51连接,用于接收位置信息,并根据位置信息生成定位信息;
控制单元7,控制单元7分别与第一相机4、检测单元6和第一电机1连接,用于接收产品信息和定位信息,并根据产品信息和定位信息,控制第一电机1的工作状态。
本实施例中,贴在纱车相应位置上的产品标识可为二维码,产品标识包括纱车状态信息和纱车种类信息,其中,纱车状态信息用于表示纱车上是否存放有纱卷,即纱车为空纱车,或满纱车;纱车种类信息用于表示纱车上纱卷的种类,即表示相应类型下的纱卷需要转运到相应的目的地;位置标识50位于小车的一侧,用于标示运输地点的实地方位,可为二维码带。
采用上述技术方案,车体2上设置有输送单元3,在纱车需要转运前或后,输送单元3将纱车运至或运离RGV小车的装载空间;并且,车体2上设置有第一相机4,其扫描贴在纱车背部的产品标识,确认装载空间上的纱车状态信息和纱车种类信息,信息确认好后,发送给控制单元7,同时,RGV小车沿着轨道运行,在运行过程中,第二相机51扫描沿运行路径设置在小车一侧的位置标识50,并生成扫描到的位置信息,发送给检测单元6,检测单元6根据位置信息,生成关于小车当前所处位置的定位信息,发送给控制单元7,控制单元7将产品信息与定位信息进行对比,当判断出小车运行到转运目的地后,控制第一电机1停止工作,小车停止运动,输送单元3将纱车运离装载空间,完成对纱车的自动、定向转运,提高了玻璃纤维运输过程自动化程度。
在上述实施例的基础上,进一步地,车体2的底部可转动的设置有第一转轴20和第二转轴21,第一转轴20和第二转轴21沿小车运动方向间隔设置,第一转轴20和第二转轴21的两端分别设置有两个车轮22。
采用上述技术方案,第一转轴20和第二转轴21沿小车运动方向平行且间隔设置在车体2的底部,并在第一转轴20和第二转轴21的两端分别设置有两个车轮22,以方便车体2运动。
在上述实施例的基础上,进一步地,每个车轮22的内侧设置有导向凸缘(图中未示出),RGV小车在轨道上运动时,导向凸缘与轨道抵接,可引导小车运动。
在上述实施例的基础上,进一步地,第一转轴20沿其轴向上设置有若干第一链轮200,第一电机1的驱动端设置有若干第二链轮10,第一链轮200和与之对应的第二链轮10传动连接。
本实施例中,第一链轮200和第二链轮10的数量可均为两个,这样在第一电机1和第一转轴20间,由两组链轮、链条传动,提高系统稳定性;当然,第一链轮200和第二链轮10的数量并不限于上述的两个,具体数量可根据实际工况设置。
采用上述技术方案,采用链轮、链条的传动方式,能够稳定地将第一电机1的驱动力传输至第一转轴20,保证小车的运动速度更加平稳。
在其他可选实施例中,第一转轴20沿其轴向上设置有若干第一齿轮(图中未示出),第一电机1的驱动端设置有若干第二齿轮(图中未示出),第一齿轮和与之对应的第二齿轮传动连接,采用齿轮啮合的方式将第一电机1的驱动力传输至第一转轴20。
在上述实施例的基础上,进一步地,如图4所示,输送单元3包括:至少两个传输线体30,至少两个传输线体30间隔设置在装载空间的承载面上,每一传输线体30上均设置有凹槽;
至少两个第三链轮31,至少两个第三链轮31可转动的设置在传输线体30的两端,第三链轮31所在平面与传输线体30轴向平行;
传输链条32,传输链条32设置在凹槽内,且与传输线体30两端的第三链轮31传动连接。
本实施例中,至少两个传输线体30平行且间隔设置在装载空间的承载面上,用于承载一辆纱车的两个传输线体30的间距与纱车运动轨道的间距相等,以确保纱车能够被顺利运至或运离装载空间。
采用上述技术方案,传输线体30作为传输链条32的承载支撑,设置在装载空间的承载面上,至少两个第三链轮31可转动的设置在传输线体30的两端,且第三链轮31所在平面与传输线体30轴向平行,传输链条32与传输线体30两端的第三链轮31传动连接,即传输链条32能够沿着传输线体30长度延伸方向转动,从而实现对纱车的搬运。
在上述实施例的基础上,进一步地,如图1所示,检测单元6包括两个相对设置的第一光通讯模块60和第二光通讯模块61,第一光通讯模块60设置在位置标识50的起始端,第二光通讯模块61设置在车体2上,第二光通讯模块61与第二相机51连接。
采用上述技术方案,检测单元6通过光通讯模块,基于光信号进行通讯和相应信息传输,能够有效屏蔽无线信号干扰,提高传输信息的准确性,确保RGV小车能够将纱车转运至正确的目的地,提高系统的可靠性。
在上述实施例的基础上,进一步地,如图5所示,RGV小车还包括第二电机8,第二电机8驱动传输链条32转动,以实现将纱车运至或运离装载空间。
本实施例中,第二电机8的驱动端与一传动轴连接,沿此传动轴的轴向上间隔且平行设置有两个链轮,两个链轮所在平面与此传动轴的轴向垂直,而且,这两个链轮的间距等于,位于两个传输线体30上两个传输链条32的间距,这两个链轮分别与两个传输链条32传动连接,实现第二电机8驱动传输链条32转动。
在上述实施例的基础上,进一步地,在第二电机8的外围设置有保护外罩,用于避免其他构件影响第二电机8和输送单元3正常工作。
在上述实施例的基础上,进一步地,控制单元7包括:变频器,变频器与第二电机8连接,用以调控传输链条32的传输速度;
以及PLC,PLC的输入端分别连接第一相机4和检测单元6,PLC的输出端连接第一电机1,以根据产品信息和定位信息,控制第一电机1的工作状态。
采用上述技术方案,变频器与第二电机8连接,可以通过改变第二电机8工作电源频率方式来控制第二电机8驱动端的转速,即控制传输链条32的传输速度,使得传输链条32的传输速度可根据工作情况的变化而做出相应调整,确保纱车能够在相应时间运至或运离装载空间;PLC用于对整个过程转运过程进行控制,以实现纱车转运过程自动化。
在上述实施例的基础上,进一步地,如图1和图3所示,RGV小车还包括供电单元9,供电单元9包括:
至少两个支撑架90,至少两个支撑架90沿小车运动方向间隔设置,且位于车体2的一侧;
导电排91,导电排91承载在支撑架90上;
电源(图中未示出),电源为导电排91供电;
以及滑触块92,滑触块92设置在车体2上,所述滑触块92的输入端与导电排91电连接,输出端分别连接第一电机1和变频器。
采用上述技术方案,第一电机1和变频器通过滑触块92与导电排91电连接,可在RGV小车运动过程中,采用滑触式为小车供电,无需小车携带供电电池,减轻小车重量,另一方面,在工作过程中无需为小车充电,延长小车工作时间。
在上述实施例的基础上,进一步地,如图2所示,输送单元3还包括导向杆33,导向杆33的数量至少为两个,两个导向杆33平行且间隔设置,至少两个导向杆33沿垂直于小车运动方向分别设置在传输线体30的外侧,且位于传输线体30的上方。
本实施例中,每一导向杆33通过至少一个安装架设置在传输线体30的外侧,具体地,安装架的一端固定连接在传输线体30外侧,另一端设置有与导向杆33匹配的安装座,导向杆33卡装在安装座内。
采用上述技术方案,在转运前或后,需要输送单元3将纱车运至或运离装载空间,在运输纱车的传输线体30外侧的上方,设置导向杆33,一方面可引导纱车在传输线体30上沿规定方向运动,另一方面为纱车在运动时提供支撑,避免纱车沿小车运动方向移动,损坏纱车上装载的纱卷。
在上述实施例的基础上,进一步地,如图1所示,输送单元3还包括若干行程开关34,若干行程开关34沿垂直于小车运动方向分别设置在装载空间的两端,用于检测纱车在装载空间内的位置。
本实施例中,沿垂直于小车运动方向分别在装载空间的两端设置有两个行程开关组,每个行程开关组包括两个行程开关34,位于沿垂直于小车运动方向的起始位置,即输送单元3上的起始位置,其上设置有两个行程开关34,这两个行程开关34检测到有纱车输入时,表明输送单元3上有纱车驶入,传输链条32的传输速度降低,避免传输速度过快导致纱车晃动,不能稳定承载其上的纱卷;而位于沿垂直于小车运动方向的终止位置,即输送单元3上的终止位置,其上设置有两个行程开关34,这两个行程开关34检测到有纱车输入时,表明纱车已装载到位,传输链条32停止转动。
需要说明的是,行程开关34的数量和设置位置,并非仅有上述的实施方式,还可根据具体工况设置。
采用上述技术方案,输送单元3在装载空间的起始位置和终止位置上,分别设置有若干行程开关34,用于检测纱车相对于输送单元3的位置,提高纱车在运至或运离装载空间安全性的同时,可进一步提高纱车运输过程自动化。
在上述实施例的基础上,进一步地,如图2所示,RGV小车还包括至少两个防撞组件23,两个防撞组件23沿小车运动方向,分别设置在车体2的前端和后端;每一防撞组件23包括一端与车体2连接的弹性件,与弹性件另一端连接的防撞板,以及连接在防撞板两端的两个防撞行程开关。
本实施例中,弹性件可为弹簧,防撞板包括防护部,以及分别连接在防护部两端,且对称设置的两个连接部,两个连接部分别沿靠近车体2的方向向内折弯,用于防护RGV小车的四个边角;两个防撞行程开关分别固定在RGV小车的前/后端的两侧,防撞板的两端分别连接有两个连接板,两个连接板分别和与之对应的防撞行程开关卡接,在小车运动过程中,防撞板碰到障碍物会压缩弹簧后退,连接板触发防撞行程开关,即防撞行程开关检测到小车运动受到阻碍,实现小车紧急停车,确保小车运行安全。
在上述实施例的基础上,进一步地,如图2所示,RGV小车还包括防翻组件24,用于防止RGV小车在转运纱车时,固定纱车与装载空间的相对位置。
本实施例中,防翻组件24包含有复位弹簧,复位弹簧的一端通过支架设置在装载空间的一侧,另一端悬空,其中,支架的高度等于,纱车位于装载空间内时,纱车底座的高度;在纱车稳定停放在装载空间内,复位弹簧的悬空端与纱车的底座抵接,可在运输过程中,出现晃动时,给予纱车底座竖直向下的作用力,避免纱车沿平行于竖直方向上运动,提高运输过程安全性。
综上所述,车体2上设置有输送单元3,在纱车需要转运前,输送单元3将纱车运送到RGV小车的装载空间,纱车承放到位后,第一相机4扫描贴在纱车背部的产品标识,确认装载空间上的纱车为空纱车,或者是装满纱卷的满纱车,并确认纱车的种类,即确认纱车转运的目的地,信息确认好后,发送给控制单元7,同时,RGV小车沿着轨道运行,在运行过程中,第二相机51扫描沿运行路径设置在小车一侧的位置标识50,并生成扫描到的位置信息,发送给检测单元6,检测单元6根据位置信息,生成关于小车当前所处位置的定位信息,发送给控制单元7,控制单元7将产品信息与定位信息进行对比,当判断出小车运行到转运目的地后,控制第一电机1停止工作,小车停止运动,输送单元3将纱车运离装载空间,完成对纱车的自动、定向转运,提高了玻璃纤维运输过程自动化程度。
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
Claims (10)
1.一种RGV小车,其特征在于,包括:第一电机,
车体,所述车体由所述第一电机驱动,所述车体上设置有装载空间,用于存放纱车;
输送单元,所述输送单元设置在所述装载空间内,用于在转运前或后,将所述纱车运至或运离所述装载空间;
第一相机,所述第一相机设置在所述车体上,且与所述纱车上的产品标识相对,用于扫描产品标识,并发送产品信息;
定位单元,所述定位单元包括位置标识和第二相机,所述位置标识沿小车运动方向设置在所述车体的一侧,所述第二相机设置在所述车体上,且与所述位置标识相对,用于扫描位置标识,并发送位置信息;
检测单元,所述检测单元与所述第二相机连接,用于接收所述位置信息,并根据所述位置信息生成定位信息;
控制单元,所述控制单元分别与所述第一相机、检测单元和第一电机连接,用于接收所述产品信息和定位信息,并根据所述产品信息和定位信息,控制所述第一电机的工作状态。
2.根据权利要求1所述的RGV小车,其特征在于,所述车体的底部可转动的设置有第一转轴和第二转轴,所述第一转轴和第二转轴沿小车运动方向间隔设置,所述第一转轴和第二转轴的两端分别设置有两个车轮。
3.根据权利要求2所述的RGV小车,其特征在于,所述第一转轴沿其轴向上设置有若干第一链轮,所述第一电机的驱动端设置有若干第二链轮,所述第一链轮和与之对应的所述第二链轮传动连接。
4.根据权利要求1所述的RGV小车,其特征在于,所述输送单元包括:至少两个传输线体,至少两个传输线体间隔设置在所述装载空间的承载面上,每一所述传输线体上均设置有凹槽;
至少两个第三链轮,至少两个所述第三链轮可转动的设置在所述传输线体的两端,所述第三链轮所在平面与所述传输线体轴向平行;
传输链条,所述传输链条设置在所述凹槽内,且与所述传输线体两端的所述第三链轮传动连接。
5.根据权利要求1所述的RGV小车,其特征在于,所述检测单元包括两相对设置的第一光通讯模块和第二光通讯模块,所述第一光通讯模块设置在所述位置标识的起始端,所述第二光通讯模块设置在所述车体上,所述第二光通讯模块与所述第二相机连接。
6.根据权利要求4所述的RGV小车,其特征在于,RGV小车还包括第二电机,所述第二电机驱动所述传输链条转动,以实现将所述纱车运至或运离所述装载空间。
7.根据权利要求6所述的RGV小车,其特征在于,所述控制单元包括:变频器,所述变频器与所述第二电机连接,用以调控所述传输链条的传输速度;
以及PLC,所述PLC的输入端分别连接所述第一相机和检测单元,所述PLC的输出端连接所述第一电机,以根据所述产品信息和定位信息,控制所述第一电机的工作状态。
8.根据权利要求7所述的RGV小车,其特征在于,RGV小车还包括供电单元,所述供电单元包括:
至少两个支撑架,至少两个所述支撑架沿小车运动方向间隔设置,且位于所述车体的一侧;
导电排,所述导电排承载在所述支撑架上;
电源,所述电源为所述导电排供电;
以及滑触块,所述滑触块设置在所述车体上,所述滑触块的输入端与所述导电排电连接,输出端分别连接所述第一电机和所述变频器。
9.根据权利要求4所述的RGV小车,其特征在于,所述输送单元还包括导向杆,所述导向杆的数量至少为两个,两个所述导向杆平行且间隔设置,至少两个所述导向杆沿垂直于小车运动方向分别设置在所述传输线体的外侧,且位于所述传输线体的上方。
10.根据权利要求1所述的RGV小车,其特征在于,所述输送单元还包括若干行程开关,若干所述行程开关沿垂直于小车运动方向分别设置在所述装载空间的两端,用于检测纱车在所述装载空间内的位置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921627417.5U CN210972754U (zh) | 2019-09-27 | 2019-09-27 | 一种rgv小车 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201921627417.5U CN210972754U (zh) | 2019-09-27 | 2019-09-27 | 一种rgv小车 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN210972754U true CN210972754U (zh) | 2020-07-10 |
Family
ID=71418941
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201921627417.5U Active CN210972754U (zh) | 2019-09-27 | 2019-09-27 | 一种rgv小车 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN210972754U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN113955419A (zh) * | 2021-11-09 | 2022-01-21 | 中国兵器装备集团自动化研究所有限公司 | 一种适用于危险环境的有轨穿梭小车 |
| CN114348434A (zh) * | 2020-10-13 | 2022-04-15 | 顺丰科技有限公司 | 限位装置 |
-
2019
- 2019-09-27 CN CN201921627417.5U patent/CN210972754U/zh active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114348434A (zh) * | 2020-10-13 | 2022-04-15 | 顺丰科技有限公司 | 限位装置 |
| CN113955419A (zh) * | 2021-11-09 | 2022-01-21 | 中国兵器装备集团自动化研究所有限公司 | 一种适用于危险环境的有轨穿梭小车 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR0150412B1 (ko) | 축전부를 구비한 물품 반송차와 반송 시스템 | |
| CN211034131U (zh) | 一种滚筒对接式自动导引运输车 | |
| CN210310337U (zh) | 一种可快速运输的穿梭车 | |
| CN210972754U (zh) | 一种rgv小车 | |
| CN113788091A (zh) | 柔性化汽车装配系统 | |
| CN1485259A (zh) | 纸卷的输送装置、其操作方法和运载工具 | |
| CN214988231U (zh) | 一种应用于agv物料传送装置 | |
| CN109835678A (zh) | 一种环形分拣穿梭车 | |
| CN217024102U (zh) | 一种有轨rgv小车 | |
| KR20110139656A (ko) | 반송차 시스템 | |
| CN212172039U (zh) | 轮对转运agv小车 | |
| CN215434721U (zh) | 物料搬运装置 | |
| CN213706953U (zh) | 一种物料输送设备 | |
| CN218577923U (zh) | 传输设备 | |
| CN218230624U (zh) | 一种重载rgv系统 | |
| CN216971008U (zh) | 双运输带垂直升降运载机器人 | |
| CN217837209U (zh) | 一种转弯机构及设置其的双轨环形穿梭车 | |
| CN119705361B (zh) | 用于换电站的电池转运系统和换电站 | |
| CN206537863U (zh) | 交叉带分拣agv | |
| CN215204520U (zh) | 用于换电站电池转运的传输减速检测系统 | |
| CN214526352U (zh) | 一种rgv小车 | |
| CN211033918U (zh) | 一种钩车结构及具有其的rgv | |
| JP2001023698A (ja) | 充電設備 | |
| CN109375621B (zh) | 一种agv模式的堆垛机 | |
| CN212556582U (zh) | 一种轻量化多功能智能agv |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |