CN211891029U - 一种橡胶胶片的自动修边卷料机 - Google Patents
一种橡胶胶片的自动修边卷料机 Download PDFInfo
- Publication number
- CN211891029U CN211891029U CN202020285103.8U CN202020285103U CN211891029U CN 211891029 U CN211891029 U CN 211891029U CN 202020285103 U CN202020285103 U CN 202020285103U CN 211891029 U CN211891029 U CN 211891029U
- Authority
- CN
- China
- Prior art keywords
- frame
- knife
- roller
- trimming
- extension
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
一种橡胶胶片的自动修边卷料机,属橡胶机械领域并由机架、刀辊、导入架、卷料架和电机构成,机架为框架结构;刀辊由上、下刀辊组成并包括安装架、刀辊轴、修边刀和辊轮,安装架由连接在机架高端左右侧的两个组成,上、下刀辊轴分别通过滑块和轴承安装在两个安装架之间并在安装架的外侧均有延伸端,一侧的延伸端安装有齿轮并下刀辊轴的齿轮外边安装有链轮,另一侧的延伸轴安装有主动链轮;修边刀为刀轮结构并由对称安装在上、下刀辊轴两端的四个组成;辊轮为非金属的区段轮结构,导入架为传输辊架并安装在刀辊的前面,卷料架为收卷胶片的机构并为有卷料杆的传输带结构,传输带通过链条连接主动链轮,电机安装在机架内并通过链条连接链轮。
Description
技术领域
本实用新型涉及一种修边卷料机,特别涉及一种橡胶胶片的自动修边卷料机,属橡胶机械技术领域。
背景技术
橡胶制品的生产过程是一个比较复杂的过程,一般需要经过如原料准备、塑炼、混炼、冷却、裁切、硫化、修整和检验。原料准备是将几十公斤重呈大块状的生胶原料(包括天然橡胶和合成橡胶)切割成小块,然后根据最终制品的性能要求进行包括生胶原料、配合剂、橡胶助剂的搭配和添加后进入塑炼程序,塑炼通常在密闭式炼胶机进行;经塑炼后的橡胶原料被软化,配合剂和橡胶助剂被混合到生胶里成胶团。此时的胶团中各种原料的混合仅仅是很不均匀的初步融合;混炼通常在开放式炼胶机上进行,混炼的过程就是将混合不均匀的原料进行充分的混合。这个混合过程需要加温让生胶充分软化再经过数遍的反复混料,然后在开炼机上以片状的形式出料进入下一道程序。这个片状的橡胶原料因为尚未经过熟化(硫化),还处于生胶状态,因此通常称之为生胶片。刚脱离开炼机的生胶片有两个特征,一是有较高的粘黏性,二是有较高的温度。橡胶制品其原料由开炼机制作成胶片后,根据最终制品的技术要求不同,后续还需要进行包括冷却、防粘黏处理、切片、裁条、切粒、修边等等的中间工序才能进入模具进行熟化成最终制品。传统的这些中间工序基本都由手工操作,手工操作众所周知的存在效率低、不均匀、用工成本高等的弊端。
发明内容
为解决上述由手工对生胶片进行修边和收卷存在的种种技术问题,本实用新型提供一种橡胶胶片的自动修边卷料机。
本实用新型所采用的技术方案是:一种橡胶胶片的自动修边卷料机,由机架、刀辊、导入架、卷料架和电机构成,机架为前端为低端的层级框架结构;刀辊由上刀辊和下刀辊组成并包括安装架、刀辊轴、修边刀和辊轮,安装架由两个组成并为有上横梁的框式结构,安装架连接在机架高端的左右两侧,上刀辊轴和下刀辊轴分别通过滑块和轴承安装在两个安装架之间并在安装架的外侧均有延伸端,一侧的延伸端通过齿轮吻合连接为上下同步的结构并下刀辊轴的延伸端在齿轮外边安装有链轮,另一侧的延伸轴安装有主动链轮,刀辊的上面还安装有安全罩;修边刀为有轴孔的刀轮结构并由对称安装在上、下刀辊轴两端的四个组成;辊轮为非金属的区段轮并由对称安装在修边刀之间刀辊轴上的至少六个组成,导入架为承接上道工序胶片的传导辊架并安装在刀辊的前面,卷料架为收卷胶片的机构并为有卷料杆的传输带结构,传输带通过链条连接主动链轮,电机安装在机架内并通过链条连接链轮。
安装架上安装有螺杆调节器并上横梁的中间有上下通透的调节螺孔,螺杆调节器包括调节螺杆和调节轮,调节螺杆的下端经调节螺孔连接在滑块的上面,调节轮连接在调节螺杆的上端。
刀辊轴的圆面上为有贯通两端的凹陷卡槽并上刀辊的上面和一侧还分别安装有活动安全罩和安全开关,安全罩扣合时碰触安全开关接通电源。
修边刀还包括有刀台、连接台和卡台,刀台为由圆平面的刀口面在背面收缩延伸成锥形体构成,连接台在刀台的收缩端延伸成圆柱体,卡台为连接键结构并延伸在轴孔内的两端之间,刀台、连接台和卡台为一体结构,修边刀通过轴孔与刀辊轴连接并卡台卡接在卡槽,修边刀还通过连接台上的定位螺孔在刀辊轴上定位,修边刀在上刀辊轴和下刀辊轴之间刀口面相向安装。
导入架包括有底架、传导辊和挡板,底架为包括前后横梁在内的井架结构并倾斜连接在机架的前边和刀辊之间,前后横梁的两端有连接槽,传导辊由安装在底架两侧之间的至少四个组成,挡板为引导胶片移动轨迹的挡料板并由安装在前后横梁两侧连接槽的两条组成。
卷料架还包括有延伸架、前辊筒和后辊筒,延伸架的前边连接在机架后边的两侧并后端向机架以远方向延伸,前辊筒和后辊筒分别安装在延伸架的前端和后端并前辊筒轴在延伸架一侧有延伸轴和被动链轮,被动链轮通过链条连接主动链轮。
卷料杆由两根方形的三边管组成并下端连接在延伸架后端的两侧边,连接后的收卷杆豁口边相向并上端向前倾斜。
本实用新型的有益效果是:首先通过刀辊、导入架和卷料架的整合结构设计,生胶片的修边过程完全实现自动化运行,彻底免除由人工修边过程的劳动强度大、效率低下和直边难以保证的弊端;其次是采用非金属区段式的辊轮结构,可有效克服生胶片被挤压变形造成修边后宽幅不一的弊端,以及采用将收卷轴套装在收卷杆,利用传输带的动能推动胶片捆旋转,即免除更多的机件设置,又可确保卷料过程与传输带上胶片输出速度的同步运行,进而让生胶片的自动修边得以有效实施。
附图说明
下面结合附图对本实用新型进一步说明:
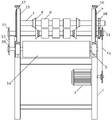
图1为本实用新型的侧面结构示意图;
图2为本实用新型的上平面结构示意图;
图3为本实用新型的后平面结构示意图;
图4为本实用新型的导轮侧截面结构示意图。
图中1、机架,2、导入架,3、卷料架,4、电机,5、安装架,6、修边刀,7、刀辊轴,8、辊轮,9、滑块,10、齿轮,11、链轮,12、主动链轮,13、卷料杆,14、传输带,15、链条,16、调节螺杆,17、调节轮,18、卡槽,19、刀台,20、连接台,21、卡台,22、定位螺孔,23、底架,24、传导辊,25、挡板,26、延伸架,27、前辊筒,28、被动链轮。
具体实施方式
在图1、2、3、4的实施例中,一种橡胶胶片的自动修边卷料机,由机架1、刀辊、导入架2、卷料架3和电机4构成,机架1为前端为低端的层级框架结构;刀辊由上刀辊和下刀辊组成并包括安装架5、刀辊轴7、修边刀6和辊轮8,安装架5由两个组成并为有上横梁的框式结构,安装架5连接在机架1高端的左右两侧,上刀辊轴7和下刀辊轴7分别通过滑块9和轴承安装在两个安装架5之间并在安装架5的外侧均有延伸端,一侧的延伸端通过齿轮10吻合连接为上下同步的结构并下刀辊轴7的延伸端在齿轮10外边安装有链轮11,另一侧的延伸轴安装有主动链轮12,刀辊的上面还安装有安全罩;修边刀6为有轴孔的刀轮结构并由对称安装在上、下刀辊轴7两端的四个组成;辊轮8为非金属的区段轮并由对称安装在修边刀6之间刀辊轴7上的至少六个组成,导入架2为承接上道工序胶片的传导辊架并安装在刀辊的前面,卷料架3为收卷胶片的机构并为有卷料杆13的传输带14结构,传输带14通过链条15连接主动链轮12,电机4安装在机架1内并通过链条15连接链轮11。
安装架5上安装有螺杆调节器并上横梁的中间有上下通透的调节螺孔,螺杆调节器包括调节螺杆16和调节轮17,调节螺杆16的下端经调节螺孔连接在滑块9的上面,调节轮17连接在调节螺杆16的上端。
刀辊轴7的圆面上为有贯通两端的凹陷卡槽18并上刀辊的上面和一侧还分别安装有活动安全罩和安全开关,安全罩扣合时碰触安全开关接通电源。
修边刀6还包括有刀台19、连接台20和卡台21,刀台19为由圆平面的刀口面在背面收缩延伸成锥形体构成,连接台20在刀台19的收缩端延伸成圆柱体,卡台21为连接键结构并延伸在轴孔内的两端之间,刀台19、连接台20和卡台21为一体结构,修边刀6通过轴孔与刀辊轴7连接并卡台21卡接在卡槽18,修边刀6还通过连接台20上的定位螺孔22在刀辊轴7上定位,修边刀6在上刀辊轴7和下刀辊轴7之间刀口面相向安装。
导入架2包括有底架23、传导辊24和挡板25,底架23为包括前后横梁在内的井架结构并倾斜连接在机架1的前边和刀辊之间,前后横梁的两端有连接槽,传导辊24由安装在底架23两侧之间的至少四个组成,挡板25为引导胶片移动轨迹的挡料板并由安装在前后横梁两侧连接槽的两条组成。
卷料架3还包括有延伸架26、前辊筒27和后辊筒,延伸架26的前边连接在机架1后边的两侧并后端向机架1以远方向延伸,前辊筒27和后辊筒分别安装在延伸架26的前端和后端并前辊筒27轴在延伸架一侧有延伸轴和被动链轮28,被动链轮28通过链条15连接主动链轮11。
卷料杆13由两根方形的三边管组成并下端连接在延伸架26后端的两侧边,连接后的收卷杆13豁口边相向并上端向前倾斜。
实施例1:根据输入胶片的厚度和修边宽幅参数要求,通过调节轮17调整上刀辊轴7和下刀辊轴7之间辊轮8的间距,以及调整上刀辊轴7和下刀辊轴7两端修边刀6和导入架2上面挡板25的间距后启动本修边卷料机。
实施例2:将上一道工序输入的生胶片由人工引入上下刀辊轴7上的上下辊轮8之间,胶片被辊轮8夹持向后拖拉输送的同时,超过修边刀6宽度部分的胶片边沿,被上下修边刀6的圆平面刀口切削与胶片分离的同时,刀辊前面的胶片因重力的作用落在导入架2传导辊24上面的两个挡板25之间,胶片随着刀辊的不断旋转牵引而在两个挡板25之间顺传导辊24上面不断向刀辊方向移动。
实施例3:被修边并离开刀辊的胶片落入卷料架3上面的传输带14并顺传输带14向后移动。当胶片需要收卷成料卷进行传递时,由人工在两个卷料杆13之间相向的豁口内装入卷料轴杆后,将胶片头卷到卷料轴杆上形成初始胶片捆。初始胶片捆因下面接触在传输带14上面,传输带14向后的动能推动胶片捆旋转,输出的胶片被旋转的胶片捆不断收卷,直到胶片捆达到一定大小后,由人工将胶片切断收起胶片捆后重复上述动作。
Claims (7)
1.一种橡胶胶片的自动修边卷料机,由机架、刀辊、导入架、卷料架和电机构成,其特征是:机架为前端为低端的层级框架结构;刀辊由上刀辊和下刀辊组成并包括安装架、刀辊轴、修边刀和辊轮,安装架由两个组成并为有上横梁的框式结构,安装架连接在机架高端的左右两侧,上刀辊轴和下刀辊轴分别通过滑块和轴承安装在两个安装架之间并在安装架的外侧均有延伸端,一侧的延伸端通过齿轮吻合连接为上下同步的结构并下刀辊轴的延伸端在齿轮外边安装有链轮,另一侧的延伸轴安装有主动链轮,刀辊的上面还安装有安全罩;修边刀为有轴孔的刀轮结构并由对称安装在上、下刀辊轴两端的四个组成;辊轮为非金属的区段轮并由对称安装在修边刀之间刀辊轴上的至少六个组成,导入架为承接上道工序胶片的传导辊架并安装在刀辊的前面,卷料架为收卷胶片的机构并为有卷料杆的传输带结构,传输带通过链条连接主动链轮,电机安装在机架内并通过链条连接链轮。
2.根据权利要求1所述的一种橡胶胶片的自动修边卷料机,其特征是:所述的安装架上安装有螺杆调节器并上横梁的中间有上下通透的调节螺孔,螺杆调节器包括调节螺杆和调节轮,调节螺杆的下端经调节螺孔连接在滑块的上面,调节轮连接在调节螺杆的上端。
3.根据权利要求1所述的一种橡胶胶片的自动修边卷料机,其特征是:所述的刀辊轴的圆面上为有贯通两端的凹陷卡槽并上刀辊的上面和一侧还分别安装有活动安全罩和安全开关,安全罩扣合时碰触安全开关接通电源。
4.根据权利要求1所述的一种橡胶胶片的自动修边卷料机,其特征是:所述的修边刀还包括有刀台、连接台和卡台,刀台为由圆平面的刀口面在背面收缩延伸成锥形体构成,连接台在刀台的收缩端延伸成圆柱体,卡台为连接键结构并延伸在轴孔内的两端之间,刀台、连接台和卡台为一体结构,修边刀通过轴孔与刀辊轴连接并卡台卡接在卡槽,修边刀还通过连接台上的定位螺孔在刀辊轴上定位,修边刀在上刀辊轴和下刀辊轴之间刀口面相向安装。
5.根据权利要求1所述的一种橡胶胶片的自动修边卷料机,其特征是:所述的导入架包括有底架、传导辊和挡板,底架为包括前后横梁在内的井架结构并倾斜连接在机架的前边和刀辊之间,前后横梁的两端有连接槽,传导辊由安装在底架两侧之间的至少四个组成,挡板为引导胶片移动轨迹的挡料板并由安装在前后横梁两侧连接槽的两条组成。
6.根据权利要求1所述的一种橡胶胶片的自动修边卷料机,其特征是:所述的卷料架还包括有延伸架、前辊筒和后辊筒,延伸架的前边连接在机架后边的两侧并后端向机架以远方向延伸,前辊筒和后辊筒分别安装在延伸架的前端和后端并前辊筒轴在延伸架一侧有延伸轴和被动链轮,被动链轮通过链条连接主动链轮。
7.根据权利要求1所述的一种橡胶胶片的自动修边卷料机,其特征是:所述的卷料杆由两根方形的三边管组成并下端连接在延伸架后端的两侧边,连接后的收卷杆豁口边相向并上端向前倾斜。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020285103.8U CN211891029U (zh) | 2020-03-10 | 2020-03-10 | 一种橡胶胶片的自动修边卷料机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202020285103.8U CN211891029U (zh) | 2020-03-10 | 2020-03-10 | 一种橡胶胶片的自动修边卷料机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211891029U true CN211891029U (zh) | 2020-11-10 |
Family
ID=73322229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202020285103.8U Expired - Fee Related CN211891029U (zh) | 2020-03-10 | 2020-03-10 | 一种橡胶胶片的自动修边卷料机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211891029U (zh) |
-
2020
- 2020-03-10 CN CN202020285103.8U patent/CN211891029U/zh not_active Expired - Fee Related
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113844943B (zh) | 一种包装袋bopp热封膜的制备工艺 | |
| CN114394475A (zh) | 一种高分子防水卷材生产装置及方法 | |
| CN111572032A (zh) | 一种口罩片成型机 | |
| CN114506051A (zh) | 一种再生eva薄膜连续式自动生产装置 | |
| CN218968351U (zh) | 一种薄膜边料回收装置 | |
| CN211891029U (zh) | 一种橡胶胶片的自动修边卷料机 | |
| CN211762744U (zh) | 一种橡胶生胶片的裁条切粒机 | |
| CN213737791U (zh) | 一种吹膜机的自动卸料机构 | |
| CN106113476B (zh) | 一种pvc吹膜机 | |
| CN118003617B (zh) | 一种锂电池隔膜生产用长度拉伸设备 | |
| CN219649185U (zh) | 一种铝带生产的纵剪机 | |
| CN208561080U (zh) | 一种高强度输送带的放料装置 | |
| CN108555997B (zh) | 一种锯齿形装饰带条用多刀分切机 | |
| CN105904711B (zh) | 一种pvc吹膜装置 | |
| CN115198441B (zh) | Pvc刀刮布棉被宽幅一次成型机 | |
| CN114131970B (zh) | 一种抗菌塑料薄膜的生产设备及其生产工艺 | |
| CN112248070B (zh) | 一种鞭炮炮筒切条机及生产方法 | |
| CN209797021U (zh) | 一种聚乙烯丙纶生产用自动收卷设备 | |
| CN222099127U (zh) | 一种无纺布生产分割卷绕一体化设备 | |
| CN212826833U (zh) | 一种橡胶冷却生胶片的自动覆膜收卷机 | |
| CN223644321U (zh) | 一种流延机生产线的切边装置 | |
| CN218903770U (zh) | 一种自动化切割装置 | |
| CN223878360U (zh) | 一种全自动热收缩膜枕式包装机 | |
| CN222754516U (zh) | 一种高效带钢加工用纵剪机 | |
| CN219190319U (zh) | 一种痘痘贴自动切边机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20201110 |