CN211891969U - 一种长钢筋外周间隔穿设热塑管装置 - Google Patents
一种长钢筋外周间隔穿设热塑管装置 Download PDFInfo
- Publication number
- CN211891969U CN211891969U CN201821200478.9U CN201821200478U CN211891969U CN 211891969 U CN211891969 U CN 211891969U CN 201821200478 U CN201821200478 U CN 201821200478U CN 211891969 U CN211891969 U CN 211891969U
- Authority
- CN
- China
- Prior art keywords
- thermoplastic pipe
- thermoplastic
- reinforcing bar
- steel bar
- pipe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920001169 thermoplastic Polymers 0.000 title claims abstract description 215
- 239000004416 thermosoftening plastic Substances 0.000 title claims abstract description 215
- 230000003014 reinforcing effect Effects 0.000 title claims description 62
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 117
- 239000010959 steel Substances 0.000 claims abstract description 117
- 238000010438 heat treatment Methods 0.000 claims abstract description 26
- 238000003860 storage Methods 0.000 claims description 31
- 230000007246 mechanism Effects 0.000 claims description 28
- 239000000463 material Substances 0.000 claims description 13
- 230000002093 peripheral effect Effects 0.000 claims 1
- 230000001737 promoting effect Effects 0.000 claims 1
- 230000000149 penetrating effect Effects 0.000 abstract description 14
- 238000000034 method Methods 0.000 abstract description 10
- 230000035515 penetration Effects 0.000 abstract 1
- 229910001294 Reinforcing steel Inorganic materials 0.000 description 41
- 238000009413 insulation Methods 0.000 description 9
- 230000005540 biological transmission Effects 0.000 description 5
- 238000009434 installation Methods 0.000 description 5
- 230000008602 contraction Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 3
- 241001669679 Eleotris Species 0.000 description 2
- 238000007599 discharging Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 238000003908 quality control method Methods 0.000 description 2
- 230000002787 reinforcement Effects 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000010426 asphalt Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000011065 in-situ storage Methods 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 230000035939 shock Effects 0.000 description 1
Images






Landscapes
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
一种长钢筋外周间隔穿设热塑管装置,属于高铁领域,包括控制器、振动料斗和钢筋上料机,所述振动料斗和钢筋上料机分别设置在本设备的两端,振动料斗后依次设置有热塑管设别装置、热塑管搬运装置,热塑管搬运装置下面设热塑管设置凹槽,热塑管设置凹槽内设置有加热装置,热塑管设置凹槽一端设置有钢筋搬出滚轮,另一端设置有钢筋上料机,钢筋上料机使钢筋沿着热塑管设置凹槽移动穿入热塑管内,热塑管经加热装置加热后收缩,本设备自动进行热塑管的穿设与加热收缩,可提高钢筋绝缘层的设置效率降低工人的劳动强度,消除无砟轨道在列车通过时产生的涡流。
Description
技术领域
本实用新型涉及一种间隔穿设热塑管装置,特别涉及一种长钢筋外周间隔穿设热塑管装置,属于高铁领域。
背景技术
无砟轨道是指采用混凝土、沥青混合料等整体基础取代散粒碎石道床的轨道结构,又称作无碴轨道,是当今世界先进的轨道技术。
无砟轨道由钢轨、扣件、单元板组成,起减震、减压作用。无砟轨道的轨枕本身是混凝土浇灌而成,而路基也不用碎石,钢轨、轨枕直接铺在混凝土路上。无砟轨道是当今世界先进的轨道技术,可以减少维护、降低粉尘、美化环境,而且列车时速可以达到300公里以上。
无砟轨道工程质量控制点主要在于精度控制、钢筋绝缘、混凝土裂缝控制,其中钢筋绝缘处理的有效性和绝缘质量的优劣,直接影响到轨道电路传输性能以及投入使用后的稳定性。道床板采用混凝土一般需要现场浇注,钢筋配置每100m划分为一个接地单元,纵深向钢筋采用Φ18或Φ20螺纹钢,横向钢筋采用φ16螺纹钢。因高速铁路为直流牵引,为了避免高速列车在运行过程中产生涡流,避免杂散电流影响列车运行,增加直流电路的传输距离,无砟轨道钢筋需要采用一定的绝缘措施。每单元内除上层两侧的两根纵深向钢筋进行焊接连接外,其余钢筋搭接和交叉点处全部进行绝缘绑扎处理。除接地钢筋外,任意两根钢筋的绝缘质量应不小于2MΩ。 钢筋绝缘质量控制是无砟轨道的关键环节,绝缘质量的优劣直接影响到将来运行时直流电路的传输、客运专线系统的稳定性。
在实际绝缘管的穿设过程中,由于钢筋上有多处交叉位置,因此需要在一根钢筋上设置多个热塑管,在大批量钢筋上穿设热塑管,需要花费大量的人力、物力,而且穿设效率低,钢筋挪动中容易移位,在生产中具有一定的难度,因此实现自动化穿设套管是一条可行之路。
为了实现钢筋搭接和交叉点的绝缘,需要在钢筋交叉点进行绝缘处理。我集团公司的分公司开发了长钢筋的穿设设备,并进行了专利申请,其申请号为201710819273,专利名称为“适用于高速铁路的全自动钢筋热缩管流水线”,在该生产线中依次连接有送料装置、取料装置、分离定位装置、钢筋传送装置、传输线支撑装置。
其中,取料装置中热缩管间距的分配采用了抓取横向桁架,抓取横向桁架上设置有多轴运动的桁架,取料时配备了机械手,这种设备成本高,而且热缩管固化前很容易使热塑管的位置发生变化,难以保证位置的准确性
发明内容
针对人工穿设热塑管花费人力、物力大,取料装置结构复杂、成本高,以及不进行热塑管处理等缺陷,本发明提供一种钢筋外周间隔穿设热塑管装置,其目的是实现热塑管的穿设与加热收缩及固化,替代人工穿设热塑管,提高钢筋绝缘层的设置效率和绝缘效果,降低工人的劳动强度,消除无砟轨道在列车通过时产生的涡流,提高客运专线系统的运行稳定性。
本实用新型的技术方案是:一种长钢筋外周间隔穿设热塑管装置,包括控制器、振动料斗和钢筋上料机,所述振动料斗和钢筋上料机分别设置在钢筋外周间隔穿设热塑管装置的两端,振动料斗后依次设置有热塑管识别装置、热塑管搬运装置,热塑管搬运装置下面设置有夹紧穿管装置,夹紧穿管装置包括热塑管设置凹槽,热塑管设置凹槽内设置有加热装置,热塑管设置凹槽一端设置有钢筋搬出滚轮,热塑管设置凹槽另一端的延长线上设置有向夹紧穿管装置传送钢筋的钢筋上料机,钢筋上料机和振动料斗通过控制器与热塑管识别装置、热塑管搬运装置以及夹紧穿管装置联动,钢筋上料机使钢筋沿着热塑管设置凹槽移动穿入热塑管内,热塑管经加热装置加热后收缩;
进一步,所述热塑管识别装置为光电传感器一,光电传感器一设置在热塑管搬运装置端部一侧,相对一侧设置有反光镜;
进一步,所述热塑管搬运装置包括导轨,导轨上设置有小车,小车两侧设置小车滚轮,小车滚轮往返在导轨上,小车垂直方向下方设置有热塑管夹,热塑管夹上方设置有升降气缸,小车通过连接杆与电缸连接;
进一步,所述热塑管设置凹槽包括入口和出口,入口为喇叭状结构,出口处设置有挡板,挡板连接在挡板气缸的气缸杆上,热塑管设置凹槽低于振动料斗以及其出料口高度;
进一步,所述加热装置包括固定夹和移动夹,固定夹和移动夹内置加热丝,移动夹侧面设置有夹紧气缸;
进一步,所述钢筋搬出滚轮包括一对钢筋搬出滚轮,钢筋搬出滚轮设置在热塑管设置凹槽出口一端,一对钢筋搬出滚轮包括固定滚轮和移动滚轮,热塑管设置凹槽出口一端底部设置有光电传感器二、热塑管设置凹槽中间位置设置有光电传感器三;
进一步,钢筋上料机包括提升装置,暂存机构、平移装置,钢筋搬入滚轮四个机构,四个机构均设置有各自的气缸,其中提升装置、平移装置分别包括包括提升气缸和平移气缸,气缸杠端部分别设置有垂直吸头和水平吸头,暂存机构包括转动型的“ㄅ”字形结构,“ㄅ”字形结构上设置有水平存放台,钢筋上料机搬入平台表面水平设置有一对钢筋搬入滚轮,搬入平台设置有识别钢筋到位的光电传感器四;
进一步,所述钢筋搬出滚轮的结构与钢筋搬入滚轮的结构相同,均包括端面在同一平面内的一对滚轮,一对滚轮包括移动滚轮和固定滚轮,移动滚轮的转轴通过轴承垂直设置在滑板上,滑板的两侧设置有滑轨,滑板的端部连接有移动气缸,夹紧钢筋时,移动气缸带动滑板沿着滑轨移动,带动移动滚轮靠近固定滚轮,夹紧钢筋;
进一步,所述热塑管夹包括一对连杆,一对连杆一端铰接在气缸杆端部,一对热塑管夹交叉铰接后分别与一对连杆的另外一端铰接,一对热塑管夹交叉铰接轴移动连接在管夹支架端部长孔内,升降气缸升降距离大于长孔长度,气缸杆带动热塑管夹在长孔内升降,交叉铰接轴接触到长孔下端后,热塑管夹张开,热塑管夹在搬运过程和上升中热塑管夹闭合;
进一步,所述搬入平台设置有多个水平辊轮,台架上钢筋搬入线路两侧设置有垂直滚轮,钢筋货架一侧的垂直辊轮高度小于相反侧垂直辊轮高度,所述水平吸头和垂直吸头为磁性吸头。
本实用新型具有的积极效果是:通过设置振动料斗,能够将热塑管按照热塑管长度方向依次排列在振动料斗出料口,通过在振动料斗和热塑管搬运装置之间设置热塑管光电传感器一,能够将通过光电传感器一检测到的每个热塑管信息反馈至控制器,控制器能够按照热塑管的信息分别控制热塑管搬运装置中电缸的伺服电机以及升降气缸,驱动热塑管搬运装置进行热塑管的搬运,将热塑管按照在钢筋上设置的距离分别搬运到热塑管搬运装置上方,再利用升降气缸将热塑管设置在热塑管设置凹槽中;通过在热塑管搬运装置下方设置热塑管设置凹槽,热塑管设置凹槽内设置加热装置,加热装置包括固定夹和移动夹,固定夹和移动夹内置加热丝,移动夹侧面设置有夹紧气缸,一方面能够固定热塑管,另外,通过加热装置固定夹和移动夹内置加热丝,能够对热塑管进行加热,使热塑管经过热收缩固定在钢筋外周;通过在在热塑管设置凹槽前的凹槽延长线上设置钢筋上料机,能够利用其提升装置的垂直吸头将位于货架前垂向地面的钢筋端部吸起,通过“ㄅ”字形结构的暂存机构的转动,将吸起的钢筋放置到暂存机构的水平存放台上,然后再利用平移装置的水平吸头,依次逐根将暂存机构的水平存放台上存放的钢筋搬运到一对钢筋搬入滚轮之间的搬入平台上,设置在搬入平台的光电传感器四会检测到钢筋的到位,通过控制器指令钢筋搬入滚轮沿着热塑管设置凹槽前的喇叭口送入热塑管设置凹槽内;通过设置钢筋搬入滚轮,能够将钢筋从热塑管设置凹槽端部的喇叭口送入热塑管设置凹槽中,并将钢筋穿设至热塑管内,在钢筋搬入过程中,热塑管设置凹槽底部设置的光电传感器三会检测到钢筋的搬入,热塑管设置凹槽出口端设置的挡板会出现在热塑管设置凹槽出口,阻挡钢筋,钢筋到达热塑管设置凹槽出口端时光电传感器二会检测到钢筋的到位,停止钢筋的传送,然后利用加热装置加热热塑管,使热塑管收缩到钢筋的外周,实现钢筋外周的多处钢筋网交叉位置钢筋的热塑管固定,加热后钢筋挡板撤退,通过在热塑管设置凹槽的出口一端设置钢筋搬出滚轮,钢筋搬出滚轮能够实现钢筋的自动搬出。通过利用本实用新型,能够实现绝缘性塑料热塑管的自动摆放、穿设,热收缩,替代人工穿设,提高热塑管的穿设效率,降低工人的劳动强度,消除无砟轨道在列车通过时产生的涡流、杂散电流,提高客运专线系统的运行稳定性。
附图说明
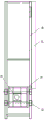
图1 本实用新型的侧面结构示意图。
图2 热塑管搬运装置以下的俯视结构示意图。
图3 热塑管搬运装置的俯视结构示意图。
图4 热塑管夹的侧面结构示意图。
图5 热塑管夹的端面结构示意图。
图6钢筋上料机的侧面结构示意图。
图7钢筋上料机的端面结构示意图。
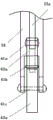
图 8 移动滚轮的侧视结构示意图。
标号说明:10-振动料斗、11-振动料斗主体、12-出料口、13-光电传感器一、14-反光镜、15-热塑管、16-钢筋、17-货架、20-热塑管搬运装置、21-小车滚轮、22-小车、23-升降气缸、23a-升降气缸杆、24-管夹支架、25-热塑管夹、26-导轨、27-电缸、28-连接杆、30-夹紧穿管装置、31-搬出电机、32-钢筋搬出滚轮、32a-固定滚轮、32b-移动滚轮、33a-光电传感器二、33b-光电传感器三、34-夹紧气缸、35a-固定夹、35b-移动夹、36-热塑管设置凹槽、36a-挡板、37-移动气缸、37a-移动气缸杆、38-滑轨、39-滑板、40-搬入机构、41-搬入电机、42-钢筋搬入滚轮、43-光电传感器四、45-搬入平台、50-钢筋上料机、51-提升装置、51a-垂直吸头、51b-提升气缸、52-暂存机构、52a-“ㄅ”字形结构、52b-暂存气缸、52c-水平存放台、53-平移装置、53a-水平吸头、53b-平移气缸、54-水平辊轮、55a-高滚轮、55b-低滚轮、61a-铰接轴一、61b-铰接轴二、61c-交叉铰接轴、62a-连杆一、62b-连杆二、63a-热塑管夹一、63a-热塑管夹二、64-长孔、70-移动机构、71-移动气缸架、72-转轴轴承、73-转轴、74-滚轮支架。
具体实施方式
以下参照附图就本实用新型的具体实施方式进行详细说明。在以下的设备中,钢筋搬入和搬出是沿着钢筋的长度方向搬送,热塑管和钢筋从不同高度两侧相向进入,在中间设置的热塑管设置凹槽中放置热塑管,并将钢筋插入热塑管中加热后搬出的。为了说明问题,在上料机的侧面示意图和端面示意图中的钢筋粗细不同,提升装置所述的位置也不同。暂存机构旋转时不同位置分别利用虚线和实线体现。
本实用新型的技术方案是一种钢筋外周间隔穿设热塑管装置,图1是本实用新型的侧面结构示意图。图2 是热塑管搬运装置以下的俯视结构示意图。钢筋外周间隔穿设热塑管装置包括控制器、振动料斗和钢筋上料机50,其中,11为振动料斗主体、12为出料口,所述振动料斗和钢筋上料机50分别设置在钢筋外周间隔穿设热塑管装置的两端,振动料斗10侧依次设置有热塑管识别装置、热塑管搬运装置20,热塑管搬运装置20下面设置有夹紧穿管装置30,夹紧穿管装置30包括热塑管设置凹槽36,热塑管设置凹槽36内设置有加热装置,热塑管设置凹槽36一端设置有钢筋搬出滚轮32,热塑管设置凹槽36另一端的延长线上设置有向夹紧穿管装置30传送钢筋的钢筋上料机50,钢筋上料机50和振动料斗10通过控制器与热塑管识别装置、热塑管搬运装置20以及夹紧穿管装置30联动,钢筋上料机50使钢筋16沿着热塑管设置凹槽36移动穿入热塑管15内,热塑管15经加热装置加热后收缩,按照设计间隔固定在钢筋16的外周,然后利用钢筋搬出滚轮32将钢筋16从热塑管设置凹槽36出口搬出。
所述热塑管识别装置为光电传感器一13,光电传感器一13设置在热塑管搬运装置20前端部一侧,相对一侧设置有反光镜14,光电传感器一13与控制器电连接。
图3 是热塑管搬运装置的俯视结构示意图。所述热塑管搬运装置20包括导轨26,导轨26上设置有小车22,小车22两侧设置小车滚轮21,小车滚轮21往返在导轨26上,小车22垂直方向下方设置有热塑管夹25,热塑管夹25上方设置有升降气缸23,23a为升降气缸杆,小车滚轮21的滚轮轴上通过连接杆28与无杆电缸27连接在一起,无杆电缸设置在导轨26一侧,所述电缸27内设置有伺服电机,能够对热塑管的搬运位置进行精确控制。
在本实施例中,所述小车22设置有四个小车滚轮21平均分配在两侧,每侧的两个小车滚轮21分别设置在两条导轨26上。
图4 是热塑管夹的侧面结构示意图。图5是热塑管夹的端面结构示意图。所述热塑管夹25包括一对连杆,一对连杆的一端铰接在气缸杆端部,具体为连杆一62a、连杆二62b,连杆一62a和连杆二62b的一端利用铰接轴一61a铰接在升降气缸23的升降气缸杆23a端部,连杆一62a和连杆二62b的另外一端分别利用一个铰接轴二61b铰接在热塑管夹一63a和热塑管夹二63b的上端,一对热塑管夹25即热塑管夹一63a和热塑管夹二63b交叉铰接后上端分别与一对连杆的另外一端铰接,一对热塑管夹25交叉位置铰接在交叉铰接轴61c上,交叉铰接轴61c两端移动设置在管夹支架24端部长孔64内,管夹支架24为筒状结构,长孔64设置在管夹支架24接近端部位置,升降气缸23升降距离大于长孔64长度,气缸杆带动热塑管夹25在长孔64内升降,交叉铰接轴61c接触到长孔64下端后,热塑管夹25张开,热塑管夹25夹在搬运过程或上升中热塑管夹25夹紧热塑管移动。
30为夹紧穿管装置,所述夹紧穿管装置30包括热塑管设置凹槽36,热塑管设置凹槽36包括入口和出口,入口为喇叭状结构,出口处设置有挡板36a,挡板36a连接在挡板气缸的气缸杆上。在本实施例中,挡板气缸设置在挡板36a的下方,热塑管设置凹槽36中间底部设置有光电传感器三33b,当光电传感器三33b检测到钢筋16到位后,控制器就会指令挡板36a上升,同时热塑管设置凹槽36出口底部设置的光电传感器二33a检测到钢筋16到位后,钢筋搬入滚轮42和热塑管设置凹槽36前设置的水平辊轮在各自的电机驱动下,低速传送到钢筋端部与挡板接触。加热结束后,控制器指令挡板36a避开出口,挡板气缸带动挡板36a下降。
所述加热装置包括固定夹35a和移动夹35b,固定夹35a和移动夹35b内置加热丝,移动夹35b侧面设置有夹紧气缸34,当热塑管15放置到热塑管设置凹槽36内以后,检测热塑管的光电传感器(图中未标出)将会将信息反馈至控制器,相应的夹紧气缸34带动移动夹35b靠近固定夹35a将热塑管15夹紧,以备钢筋16穿入热塑管15内,穿入后对热塑管15进行加热,在此,移动夹35b和固定架32a夹紧热塑管15时,热塑管15保持圆筒状结构。
所述钢筋搬出滚轮32和钢筋搬入滚轮42包括端面呈水平设置的一对滚轮,钢筋搬出滚轮32设置在靠近热塑管设置凹槽36出口的一端,钢筋搬入滚轮42设置在靠近热塑管设置凹槽36入口前一端,一对钢筋搬出滚轮32或钢筋搬入滚轮42包括固定滚轮32a和移动滚轮32b,热塑管设置凹槽36出口一端底部设置有光电传感器二33a、热塑管设置凹槽36中间位置设置有光电传感器三33b,分别用于检测钢筋的到位和进入,并利用相应的速度进行钢筋16的传送。
本实施例中,所述钢筋上料机50采用的是申请号为 2018209935041一种钢筋网生产线的钢筋上料机。也可以采用申请号为2018209935272 的一种钢筋供料机,另外还可以采用申请号为2018209935056的一种与货架互动式钢筋上料机或申请号为2018209935268的一种与货架互动式钢筋上料机。
图6是钢筋上料机的侧面结构示意图。图7钢筋上料机的端面结构示意图。
钢筋上料机50包括提升装置51,暂存机构52、平移装置53,钢筋搬入滚轮42四个机构,四个机构均设置有各自的气缸,提升装置51包括提升气缸51b、平移装置53包括平移气缸53b,其中提升气缸51b和平移气缸53b的气缸杠端部分别设置有垂直吸头51a和水平吸头53a,暂存机构52包括转动型的“ㄅ”字形结构52a,“ㄅ”字形结构52a的上端连接有暂存气缸52b,“ㄅ”字形结构52a中间设置有转动轴,能够在暂存气缸52b的气缸杆伸缩过程中,使“ㄅ”字形结构52a以转动轴为旋转中心转动,转动轴下端会离开经过转动轴的垂线,以此避开提升装置51垂直吸头51a的升降,也就是说,气缸杆收缩后“ㄅ”字形结构52a转动,转动后,可使“ㄅ”字形结构52a避开升降的提升装置51垂直吸头51a的升降,“ㄅ”字形结构52a上设置有水平存放台52c,提升气缸51b吸着钢筋16上升后,垂直吸头51a以及吸着的钢筋16上升至“ㄅ”字形结构52a水平存放台52c的高度以上,暂存气缸52b的气缸杆伸出,“ㄅ”字形结构52a水平存放台52c旋转至水平状态,垂直吸头51a中的电磁吸头释放磁力,垂直吸头51a上的钢筋16放置到水平存放台52c上,所述水平吸头53a连接在平移气缸53b的气杠杆端部,平移装置53的水平吸头53a延伸后,正好能够将水平存放台52c上最近的钢筋16吸着,平移气缸53b的气缸杆收缩后,钢筋16正好位于搬入机构40的一对钢筋搬入滚轮42之间的搬入平台45上方,可将钢筋16释放到钢筋搬入滚轮42之间的搬入平台45上。平移装置53的水平吸头53a依次将水平存放台52c上最近的钢筋16吸着,直到吸完为止,然后,钢筋上料机的提升装置51的垂直吸头51a重复吸取货架17上的钢筋16供平移装置53逐根平移。
所述搬入机构40包括钢筋搬入滚轮42,所述搬入滚轮42和搬出滚轮的结构相同,均设置有固定滚轮32a和移动滚轮32b,钢筋搬入滚轮42设置在热塑管设置凹槽36入口一侧的延长线上,41为搬入电机,搬入电机为减速电机,搬入电机连接在固定滚轮32a上,搬入机构40包括至少一对钢筋搬入滚轮42,钢筋搬入滚轮42之间设置有搬入平台45,搬入平台45设置在机架上,搬入平台45上设置有光电传感器四43,通过控制器的指令就会使钢筋搬入滚轮42的移动气缸37驱动移动滚轮32b靠近固定滚轮32a夹紧钢筋16,在固定滚轮32a上连接的搬入电机41的驱动下向热塑管设置凹槽36中移动,同时穿进热塑管中。在本实施例中,搬入机构40设置有两对钢筋搬入滚轮42,两对钢筋搬入滚轮42通过控制器控制,同步动作,热塑管设置凹槽36低于振动料斗10以及其出料口12的高度,振动料斗出料口12为弯曲型结构,不会影响到热塑管设置凹槽36出口钢筋的搬出。
图8 是 移动滚轮的侧视结构示意图。70为移动机构,移动机构70为钢筋搬入滚轮42和钢筋搬出滚轮32中移动滚轮的移动机构70,移动机构70包括滚轮支架74,移动机构70中设置有移动气缸架71,移动气缸架71上固定有移动气缸37,移动气缸杆37a端部连接在滑板39上,钢筋搬出滚轮32和钢筋搬入滚轮42的设置相同,钢筋搬出滚轮32或钢筋搬入滚轮42为端面呈水平设置的一对滚轮,31为搬出电机,搬出电机31与搬出滚轮的固定滚轮32a的转轴73连接,移动滚轮32b的转轴73通过轴承72垂直设置在水平设置的滑板39上,滑板39的两侧设置有滑轨38,滑板39的端部连接有移动气缸37,37a为移动气缸杆,夹紧钢筋16时,移动气缸37带动滑板39沿着滑轨38移动,带动移动滚轮32b靠近固定滚轮32a,夹紧钢筋16。
所述搬入平台45设置有水平滚轮54,台架上钢筋传动线路两侧设置有垂直滚轮,钢筋货架17一侧的垂直辊轮高度小于相反侧垂直辊轮高度,55a为高滚轮,55b为低辊轮,所述水平吸头53a和垂直吸头51a为磁性吸头,热塑管设置凹槽36前水平辊轮54 上连接有水平滚轮驱动电机,设置垂直辊轮主要是为了防止钢筋在传送过程中左右摆动,低辊轮是便于平移装置53的钢筋平移。在进入热塑管设置凹槽36前水平滚轮54 上连接的水平辊轮驱动电机,水平辊轮驱动电机带动水平辊轮滚动,将钢筋送完在热塑管设置凹槽36内的最后一程。
本实用新型通过设置振动料斗10,能够将热塑管15按照热塑管15长度方向依次排列在振动料斗10出料口12,通过在振动料斗10和热塑管搬运装置20之间设置热塑管光电传感器一13,能够将通过光电传感器一13检测到的每个热塑管15信息并反馈至控制器,控制器能够按照热塑管15的信息分别控制热塑管搬运装置20电缸27中的伺服电机和升降气缸23,使热塑管搬运装置20进行热塑管15的搬运,将热塑管15按照在钢筋16上设置的距离分别搬运到热塑管搬运装置20上方,并利用升降气缸23设置在热塑管设置凹槽中相应位置;通过热塑管搬运装置20下方设置的热塑管设置凹槽36,热塑管设置凹槽36内设置加热装置,加热装置包括固定夹35a和移动夹35b,固定夹35a和移动夹35b内置加热丝,移动夹35b侧面设置有夹紧气缸34,一方面能够固定热塑管15,另外,通过加热装置固定夹35a和移动夹35b内置加热丝,能够对热塑管15进行加热,使热塑管15经过热收缩固定在钢筋16外周;通过在热塑管设置凹槽36前的凹槽延长线上设置向热塑管设置凹槽36方向搬运钢筋的钢筋上料机50,能够利用其提升装置51的垂直吸头51a将位于货架17前垂下地面的钢筋端部吸起,通过“ㄅ”字形结构52a的暂存机构52的转动后,将吸起的钢筋放置到暂存机构52的水平存放台52c上,然后再利用平移装置53的水平吸头53a,依次逐根将暂存机构52的水平存放台52c上存放的钢筋搬运到一对钢筋搬入滚轮42之间的搬入平台45上,设置在搬入平台45的光电传感器四43会检测到钢筋的到位,通过控制器指令钢筋搬入滚轮42沿着热塑管设置凹槽前的喇叭口送入热塑管设置凹槽内;通过设置钢筋搬入滚轮42,能够利用钢筋16从热塑管设置凹槽36端部的喇叭口送入热塑管设置凹槽36中,并将钢筋16穿设至热塑管15内,在钢筋16搬入过程中,热塑管设置凹槽36底部设置的光电传感器三33b会检测到钢筋16的搬入,热塑管设置凹槽36出口端设置的挡板会上升,阻挡钢筋16 ,钢筋16到达热塑管设置凹槽36出口端时光电传感器二33a会检测到钢筋16的到位,停止钢筋16的传送,然后利用加热装置加热热塑管15,使热塑管15收缩到钢筋16的外周,实现钢筋16外周的多处钢筋网交叉位置钢筋16的热塑管15固定,加热后钢筋挡板36a下降,通过在热塑管设置凹槽36的出口一端设置钢筋搬出滚轮32,钢筋搬出滚轮32能够实现钢筋的自动搬出。通过利用本实用新型,能够实现绝缘性塑料热塑管15的自动摆放、穿设,热收缩,能够替代人工穿设,可提高热塑管15的穿设效率,降低工人的劳动强度,消除无砟轨道在列车通过时产生的涡流、杂散电流,提高客运专线系统的运行稳定性。
Claims (10)
1.一种长钢筋外周间隔穿设热塑管装置,包括控制器、振动料斗和钢筋上料机,其特征在于:所述振动料斗和钢筋上料机分别设置在钢筋外周间隔穿设热塑管装置的两端,振动料斗后依次设置有热塑管设别装置、热塑管搬运装置,热塑管搬运装置下面设置有夹紧穿管装置,夹紧穿管装置包括热塑管设置凹槽,热塑管设置凹槽内设置有加热装置,热塑管设置凹槽一端设置有钢筋搬出滚轮,热塑管设置凹槽另一端的延长线上设置有向夹紧穿管装置传送钢筋的钢筋上料机,钢筋上料机和振动料斗通过控制器与热塑管设别装置、热塑管搬运装置以及夹紧穿管装置联动,钢筋上料机使钢筋沿着热塑管设置凹槽移动穿入热塑管内,热塑管经加热装置加热后收缩。
2.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述热塑管设别装置为光电传感器一,光电传感器一设置在热塑管搬运装置端部一侧,相对一侧设置有反光镜。
3.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述热塑管搬运装置包括导轨,导轨上设置有小车,小车两侧设置小车滚轮,小车滚轮往返在导轨上,小车垂直方向下方设置有热塑管夹,热塑管夹上方设置有升降气缸,小车通过连接杆与电缸连接。
4.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述热塑管设置凹槽包括入口和出口,入口为喇叭状结构,出口处设置有挡板,挡板连接在挡板气缸的气缸杆上,热塑管设置凹槽低于振动料斗以及其出料口高度。
5.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述加热装置包括固定夹和移动夹,固定夹和移动夹内置加热丝,移动夹侧面设置有夹紧气缸。
6.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述钢筋搬出滚轮的结构与钢筋搬入滚轮的结构相同,均包括端面在同一平面内的一对滚轮,滚轮包括移动滚轮和固定滚轮,移动滚轮的转轴通过轴承垂直设置在滑板上,滑板的两侧设置有滑轨,滑板的端部连接有移动气缸,夹紧钢筋时,移动气缸带动滑板沿着滑轨移动,带动移动滚轮靠近固定滚轮,夹紧钢筋。
7.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:钢筋上料机包括提升装置,暂存机构、平移装置,钢筋搬入滚轮四个机构,四个机构均设置有各自的气缸,其中提升装置、平移装置分别包括提升气缸和平移气缸,气缸杠端部分别设置有垂直吸头和水平吸头,暂存机构包括转动型的“ㄅ”字形结构,“ㄅ”字形结构上设置有水平存放台,钢筋上料机搬入平台表面水平设置有一对钢筋搬入滚轮,搬入平台设置有设别钢筋到位的光电传感器四。
8.根据权利要求1所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述钢筋搬出滚轮的结构与钢筋搬入滚轮的结构相同,均包括端面在同一平面内的一对滚轮,一对滚轮包括移动滚轮和固定滚轮,移动滚轮的转轴通过轴承垂直设置在滑板上,滑板的两侧设置有滑轨,滑板的端部连接有移动气缸,夹紧钢筋时,移动气缸带动滑板沿着滑轨移动,带动移动滚轮靠近固定滚轮,夹紧钢筋。
9.根据权利要求3所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述热塑管夹包括一对连杆,一对连杆一端铰接在气缸杆端部,一对热塑管夹交叉铰接后分别与一对连杆的另外一端铰接,一对热塑管夹交叉铰接轴移动连接在管夹支架端部长孔内,升降气缸升降距离大于长孔长度,气缸杆带动热塑管夹在长孔内升降,交叉铰接轴接触到长孔下端后,热塑管夹张开,热塑管夹在搬运过程和上升中热塑管夹闭合。
10.根据权利要求7所述的一种长钢筋外周间隔穿设热塑管装置,其特征在于:所述搬入平台设置有多个水平辊轮,台架上钢筋搬入线路两侧设置有垂直滚轮,钢筋货架一侧的垂直辊轮高度小于相反侧垂直辊轮高度,所述水平吸头和垂直吸头为磁性吸头。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201821200478.9U CN211891969U (zh) | 2018-07-27 | 2018-07-27 | 一种长钢筋外周间隔穿设热塑管装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201821200478.9U CN211891969U (zh) | 2018-07-27 | 2018-07-27 | 一种长钢筋外周间隔穿设热塑管装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN211891969U true CN211891969U (zh) | 2020-11-10 |
Family
ID=73282148
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN201821200478.9U Active CN211891969U (zh) | 2018-07-27 | 2018-07-27 | 一种长钢筋外周间隔穿设热塑管装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN211891969U (zh) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112406086A (zh) * | 2020-12-11 | 2021-02-26 | 湖南振辉管业有限公司 | 一种金属塑料复合管复合设备和复合工艺 |
| CN113524713A (zh) * | 2021-09-16 | 2021-10-22 | 辽宁美托科技股份有限公司 | 一种长钢筋穿入多段热缩管自动化装置 |
-
2018
- 2018-07-27 CN CN201821200478.9U patent/CN211891969U/zh active Active
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112406086A (zh) * | 2020-12-11 | 2021-02-26 | 湖南振辉管业有限公司 | 一种金属塑料复合管复合设备和复合工艺 |
| CN112406086B (zh) * | 2020-12-11 | 2023-11-24 | 湖南振辉管业有限公司 | 一种金属塑料复合管复合设备和复合工艺 |
| CN113524713A (zh) * | 2021-09-16 | 2021-10-22 | 辽宁美托科技股份有限公司 | 一种长钢筋穿入多段热缩管自动化装置 |
| CN113524713B (zh) * | 2021-09-16 | 2022-01-21 | 辽宁美托科技股份有限公司 | 一种长钢筋穿入多段热缩管自动化装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US3732052A (en) | Apparatus for the continuous manufacture of precast reinforced concrete products, particularly slabs and beams | |
| CN211891969U (zh) | 一种长钢筋外周间隔穿设热塑管装置 | |
| RU2062858C1 (ru) | Шпалоподбивочная машина для стрелок и пересечений пути | |
| CN108973106B (zh) | 一种钢筋绝缘套管穿设方法 | |
| EP2588357A1 (en) | Drone tamper | |
| CN108859095B (zh) | 一种钢筋外周间隔穿设热塑管的方法 | |
| CN111112722A (zh) | 一种钢板生产线自动精准取样装置 | |
| JPS63500252A (ja) | ブロック材から壁区分を築壁する方法及び装置 | |
| CN112277329B (zh) | 高铁用绝缘钢筋自动穿管热缩生产线 | |
| CN110524710A (zh) | 一种蒸压加气混凝土砌砖剔除缺陷胚体并加以回用的工艺 | |
| CN109353835B (zh) | 一种自动高速砌块码垛生产线 | |
| CN210679721U (zh) | 一种钢筋外周间隔穿设热塑管装置 | |
| CN209738151U (zh) | 一种钢筋绝缘层注塑生产线 | |
| CA2139688A1 (en) | Method and apparatus for row-wise separation of rectilinear, plastic porous concrete bodies | |
| CN106181547B (zh) | 送料机械手及抛丸剪切上下料自动系统 | |
| CN109692921B (zh) | 大跨度箱梁主筋用自动化传输、弯曲、焊接一体化装置 | |
| CN209335296U (zh) | 一种棒材倒棱的便捷上料装置 | |
| SU1547714A3 (ru) | Шпалоподбивочна машина | |
| CN112571911B (zh) | 一种岩棉复合板生产设备及其生产方法 | |
| CN103586966A (zh) | 一种用于粉煤灰砌块的生产方法及其生产系统 | |
| CN209820935U (zh) | 一种橡胶沥青混合料的前置测定系统 | |
| CN212291843U (zh) | 带旋转功能的推砖机 | |
| CN212988775U (zh) | 一种高压断路器机械跑和测试设备 | |
| CN212682886U (zh) | 一种纵向钢筋自动上料系统 | |
| CN209442286U (zh) | 一种自动高速砌块码垛生产线 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |