CN212683050U - 一种端子自动压装机 - Google Patents
一种端子自动压装机 Download PDFInfo
- Publication number
- CN212683050U CN212683050U CN202021383166.3U CN202021383166U CN212683050U CN 212683050 U CN212683050 U CN 212683050U CN 202021383166 U CN202021383166 U CN 202021383166U CN 212683050 U CN212683050 U CN 212683050U
- Authority
- CN
- China
- Prior art keywords
- terminal
- press
- automatic
- fitting
- feeding mechanism
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 230000000670 limiting effect Effects 0.000 claims description 11
- 238000003825 pressing Methods 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 6
- 238000000034 method Methods 0.000 abstract description 5
- 238000003754 machining Methods 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images




Landscapes
- Press Drives And Press Lines (AREA)
Abstract
本实用新型涉及一种端子自动压装机,包括设备机架;在所述设备机架上设有保持架盛装料盘:所述保持架盛装料盘的两侧设有对称设置的上料振动盘;所述上料振动盘的出料口与直线振动供料机构相连;在所述直线振动供料机构的上方设有用于抓取端子的端子抓取上料机构;所述直线振动供料机构的一侧设有压装上模,所述压装上模经由压装气缸上下移动,所述压装上模的下方设有可横向移动的用于装载保持架的压装下模,本实用新型的端子自动压装机,整体结构紧凑,操作方便,能够实现了端子自动整列理料、自动供料上料、端子自动压入保持架,整个过程全自动化完成,提高了生产的效率,节省了人力促进了产品的整体质量,符合企业的发展需求。
Description
技术领域
本实用新型属于自动化设备领域,尤其涉及一种端子自动压装机。
背景技术
在机加工领域中,经常需要将端子压紧到对应工件中,在目前的生产加工中,需要将端子压装到保持架中,现有的装配模式还是采用人工进行装配,这样不仅提升了工人的劳动强度,而且生产成本高的同时产能较低,同时手动装配后的产品质量不均,容易产生残次品,给企业的进一步发展带来了不利的因素。
实用新型内容
本实用新型目的是为了克服现有技术的不足而提供一种能实现端子自动上料压装,减轻工人劳动强度,提高生产产能的端子自动压装机。
为达到上述目的,本实用新型采用的技术方案是:一种端子自动压装机,包括设备机架;在所述设备机架上设有保持架盛装料盘:所述保持架盛装料盘的两侧设有对称设置的上料振动盘;所述上料振动盘的出料口与直线振动供料机构相连;在所述直线振动供料机构的上方设有用于抓取端子的端子抓取上料机构;所述直线振动供料机构的一侧设有压装上模,所述压装上模经由压装气缸上下移动,所述压装上模的下方设有可横向移动的用于装载保持架的压装下模。
进一步的,所述保持架盛装料盘为一长方形框体。
进一步的,所述端子抓取上料机构包括抓料机架,在所述抓料机架上设有升降气缸;所述升降气缸的活塞杆上设有横向设置的横移气缸;所述横移气缸的活塞杆上设有连接板,在所述连接板的底部设有夹爪,且所述夹爪设置在直线振动供料机构的上方。
进一步的,所述压装下模经由横移气缸驱动进行横向移动。
进一步的,所述压装下模上设有旋转轴;在所述旋转轴限位块,限位块上设有限位槽。
进一步的,所述设备机架上还设有安全光栅。
进一步的,所述设备机架上还设有用于控制本端子自动压装机的操作屏。
由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
本实用新型方案的端子自动压装机,整体结构紧凑,操作方便,能够实现了端子自动整列理料、自动供料上料、端子自动压入保持架,整个过程全自动化完成,提高了生产的效率,节省了人力促进了产品的整体质量,符合企业的发展需求。
附图说明
下面结合附图对本实用新型技术方案作进一步说明:
附图1为本实用新型的结构示意图;
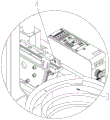
附图2为附图1中A部的放大图;
附图3为附图1中B部的放大图;
附图4为附图2中C部的放大图;
附图5为附图2中D部的放大图;
其中:设备机架1、保持架盛装料盘2、上料振动盘3、直线振动供料机构4、端子抓取上料机构5、压装上模6、压装气缸7、压装下模8、安全光栅9、操作屏10、电控箱11、保持架12、限位块30、限位槽31、抓料机架50、升降气缸51、横移气缸52、连接板53、夹爪54、下模气缸80。
具体实施方式
下面结合附图及具体实施例对本实用新型作进一步的详细说明。
请参阅附图1-5,本实用新型所述的一种端子自动压装机,包括设备机架1;在所述设备机架1上设有保持架盛装料盘2:所述保持架盛装料盘2的两侧设有对称设置的上料振动盘3;所述上料振动盘3的出料口与直线振动供料机构4相连,从上料振动盘3振动出来的端子自动理料上料,端子从对应的出料口流入到直线振动供料机构4内;在所述直线振动供料机构4的上方设有用于抓取端子的端子抓取上料机构5;所述直线振动供料机构4的一侧设有压装上模6,所述压装上模6经由压装气缸7上下移动,所述压装上模6的下方设有可横向移动的用于装载保持架的压装下模8。
作为进一步的优选实施例,所述保持架盛装料盘2为一长方形框体,保持架盛装料盘2内可以放入多个保持架,方便加工时的工人取料。
作为进一步的优选实施例,所述端子抓取上料机构5包括抓料机架50,在所述抓料机架50上设有升降气缸51;所述升降气缸51的活塞杆上设有横向设置的横移气缸52;所述横移气缸52的活塞杆上设有连接板53,在所述连接板53的底部设有夹爪54,且所述夹爪54设置在直线振动供料机构4的上方,在实际使用时,夹爪通升降气缸51和横移气缸52在横向和竖向上的位置上进行调整,从而便于将直线振动供料机构4上的端子抓取后放入保持架中。
作为进一步的优选实施例,所述压装下模8经由下模气缸80驱动进行横向移动。
作为进一步的优选实施例,所述压装下模8上设有旋转轴32,在所述旋转轴一侧设有限位块30,在所述限位块30上开有限位槽31,实际使用时,利用旋转轴32使保持架进行旋转,从而将不同的端子通过夹爪放入到保持架内,便于后续的加工,限位槽31对保持架起到一定的限位作用。
作为进一步的优选实施例,所述设备机架1上还设有安全光栅9,保护工人上料过程中不被本压装机误伤。
作为进一步的优选实施例,所述设备机架1上还设有用于控制本端子自动压装机的操作屏10,工作时可以通过操作屏10对本压紧机进行控制,并且在设备1还设有控制本压紧机内电气的电控箱11。
使用时,首先工人将端子倒入到两个上料振动盘3内,同时将保持架12放入到保持架盛装料盘2内;工作时,人工将保持架12放入到两个压装下模8内,上料振动盘3和直线振动供料机构4开始工作,将端子送至适合端子抓取上料机构5抓取的位置,接着端子抓取上料机构开始运行将端子抓取至保持架内;然后保持架利用旋转轴进行转动,端子抓取上料机构5继续抓取端子放入到保持架的另一位置内,端子的数量根据实际的产品来进行调节;当端子放置完毕后,压装气缸7驱动压装上模6下压,将端子压入保持架12,设备进入等待,工人下料,继续下一个流程。
本实用新型的端子自动压装机,整体结构紧凑,操作方便,能够实现了端子自动整列理料、自动供料上料、端子自动压入保持架,整个过程全自动化完成,提高了生产的效率,节省了人力促进了产品的整体质量,符合企业的发展需求。
以上仅是本实用新型的具体应用范例,对本实用新型的保护范围不构成任何限制。凡采用等同变换或者等效替换而形成的技术方案,均落在本实用新型权利保护范围之内。
Claims (7)
1.一种端子自动压装机,其特征在于:包括设备机架;在所述设备机架上设有保持架盛装料盘:所述保持架盛装料盘的两侧设有对称设置的上料振动盘;所述上料振动盘的出料口与直线振动供料机构相连;在所述直线振动供料机构的上方设有用于抓取端子的端子抓取上料机构;所述直线振动供料机构的一侧设有压装上模,所述压装上模经由压装气缸上下移动,所述压装上模的下方设有可横向移动的用于装载保持架的压装下模。
2.根据权利要求1所述的端子自动压装机,其特征在于:所述保持架盛装料盘为一长方形框体。
3.根据权利要求1所述的端子自动压装机,其特征在于:所述端子抓取上料机构包括抓料机架,在所述抓料机架上设有升降气缸;所述升降气缸的活塞杆上设有横向设置的横移气缸;所述横移气缸的活塞杆上设有连接板,在所述连接板的底部设有夹爪,且所述夹爪设置在直线振动供料机构的上方。
4.根据权利要求1所述的端子自动压装机,其特征在于:所述压装下模经由横移气缸驱动进行横向移动。
5.根据权利要求1所述的端子自动压装机,其特征在于:所述压装下模上设有旋转轴;在所述旋转轴限位块,限位块上设有限位槽。
6.根据权利要求1所述的端子自动压装机,其特征在于:所述设备机架上还设有安全光栅。
7.根据权利要求1所述的端子自动压装机,其特征在于:所述设备机架上还设有用于控制本端子自动压装机的操作屏。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021383166.3U CN212683050U (zh) | 2020-07-14 | 2020-07-14 | 一种端子自动压装机 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202021383166.3U CN212683050U (zh) | 2020-07-14 | 2020-07-14 | 一种端子自动压装机 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN212683050U true CN212683050U (zh) | 2021-03-12 |
Family
ID=74897206
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202021383166.3U Expired - Fee Related CN212683050U (zh) | 2020-07-14 | 2020-07-14 | 一种端子自动压装机 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN212683050U (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115246066A (zh) * | 2021-10-26 | 2022-10-28 | 浙江机电职业技术学院 | 一种配油盘衬套内外环工作装配设备 |
-
2020
- 2020-07-14 CN CN202021383166.3U patent/CN212683050U/zh not_active Expired - Fee Related
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115246066A (zh) * | 2021-10-26 | 2022-10-28 | 浙江机电职业技术学院 | 一种配油盘衬套内外环工作装配设备 |
| CN115246066B (zh) * | 2021-10-26 | 2023-11-28 | 浙江机电职业技术学院 | 一种配油盘衬套内外环工作装配设备 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106695096B (zh) | 一种壳体与螺柱的全自动焊接生产线 | |
| CN210306710U (zh) | 一种通信产品壳体自动冲铣钻孔集成一体化设备 | |
| CN110253128B (zh) | 一种气弹簧堵头自动焊接机 | |
| CN109807232B (zh) | 一种用于型材加工的数控机床及其加工方法 | |
| CN108620930B (zh) | 一种全自动化棒材加工机床 | |
| CN106425489A (zh) | 一种自动化进料出料的切边卷边一体设备 | |
| CN212683050U (zh) | 一种端子自动压装机 | |
| CN212682148U (zh) | 一种滤清器锥形端盖冲压成型装置 | |
| CN214979030U (zh) | 一种eps有刷电机转子尾端轴承自动压装装置 | |
| CN213225283U (zh) | 一种料盘上料装置 | |
| CN205852819U (zh) | 一种机械臂 | |
| CN114669679A (zh) | 全自动内六角红镦加工方法 | |
| CN211517130U (zh) | 自动装夹机械手 | |
| CN210497695U (zh) | 一种拉丝装置 | |
| CN111069014A (zh) | 一种金刚石模具、冷压坯的自动拆分生产线 | |
| CN207103650U (zh) | 一种黄铜接头用冲床送料装置 | |
| CN116475694A (zh) | 一种全自动镁锭切削设备 | |
| CN212598873U (zh) | 金属注射成型用自动整形装置 | |
| CN210755536U (zh) | 一种高效率圆锯机 | |
| CN108788738B (zh) | 一种永磁材料压坯加工装置 | |
| CN112157416A (zh) | 一种气缸活塞杆生产用密封圈进料组装装置及其方法 | |
| CN218930968U (zh) | 一种全自动上下料机 | |
| CN106735328A (zh) | 一种车床自动上下料装置 | |
| CN214986364U (zh) | 人工拟态火锅砖提升机 | |
| CN213888981U (zh) | 一种螺丝上下料冲压装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20210312 |
|
| CF01 | Termination of patent right due to non-payment of annual fee |