CN217536160U - 一种液压油缸激光熔覆预热保温装置 - Google Patents
一种液压油缸激光熔覆预热保温装置 Download PDFInfo
- Publication number
- CN217536160U CN217536160U CN202221333978.6U CN202221333978U CN217536160U CN 217536160 U CN217536160 U CN 217536160U CN 202221333978 U CN202221333978 U CN 202221333978U CN 217536160 U CN217536160 U CN 217536160U
- Authority
- CN
- China
- Prior art keywords
- laser cladding
- hydraulic oil
- oil cylinder
- heating wire
- hydraulic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Laser Beam Processing (AREA)
Abstract
本实用新型涉及激光熔覆技术领域,具体涉及一种液压油缸激光熔覆预热保温装置。具备结构简单、自动化程度高和控制稳定等优点。本实用新型采用的技术方案为:包括激光熔覆机床、液压油缸夹具、液压油缸、加热丝系统、激光熔覆头、夹板、送粉器、机械手、激光熔覆控制器和温度控制器;所述的液压油缸卡设于激光熔覆机床的三爪卡盘和液压油缸夹具之间,加热丝系统的一端不接触绕设于液压油缸的圆周上,另一端与激光熔覆头共同与夹板连接,夹板通过机械手控制移动;送粉器与激光熔覆头连接,将粉送入激光熔覆头内,激光熔覆控制器用于控制激光熔覆头和机械手,实现液压油缸的熔覆,温度控制器控制加热丝给液压油缸加热。
Description
技术领域
本实用新型涉及激光熔覆技术领域,具体涉及一种液压油缸激光熔覆预热保温装置。
背景技术
随着智慧矿山建设的加速,对以液压支架为代表的综采设备服役寿命要求越来越高。其中,液压支架再制造的核心为液压油缸,而传统电镀技术受制于环保和性能而不能满足液压油缸的防护。作为一种先进的表面防护技术,激光熔覆通过在低成本金属表面熔覆高性能涂层材料,实现以液压油缸为代表煤矿装备的防护。但是,在激光熔覆过程中,高淬透性的调质态27SiMn液压油缸基体不仅因淬冷形成马氏体层,同时熔覆层还因高冷速而产生裂纹,导致激光熔覆液压油缸的冲击韧性和耐蚀耐磨性下降。
目前,对于需要加热或保温的液压油缸,一般采用火焰加热或电阻炉进行加热或保温处理。其中,火焰加入易导致基材表面氧化,且可燃性气体燃烧存在工作环境恶劣、安全隐患大等问题;而电阻炉加热则存在液压油缸温度不均匀且难以监控和调整。
实用新型内容
有鉴于此,本实用新型提供一种液压油缸激光熔覆预热保温装置,具备结构简单、自动化程度高和控制稳定等优点。
为实现上述目的,本实用新型采用的技术方案为:一种液压油缸激光熔覆预热保温装置,其特征在于:包括激光熔覆机床、液压油缸夹具、液压油缸、加热丝系统、激光熔覆头、夹板、送粉器、机械手、激光熔覆控制器和温度控制器;
所述的液压油缸卡设于激光熔覆机床的三爪卡盘和液压油缸夹具之间,加热丝系统的一端不接触绕设于液压油缸的圆周上,另一端与激光熔覆头共同与夹板连接,夹板通过机械手控制移动;送粉器与激光熔覆头连接,将粉送入激光熔覆头内,激光熔覆控制器用于控制激光熔覆头和机械手,实现液压油缸的熔覆,温度控制器控制加热丝给液压油缸加热。
进一步,液压油缸包括内壁和外壁;加热丝系统悬空绕设于液压油缸的内壁或者外壁上。
进一步,温度控制器包括预热电路、加热电路和保温电路,分别采用交流接触器Q1、Q2和Q3的开启和闭合对加热丝系统的预热段、恒温段和保温段供电。
进一步,加热丝系统内设置有热电偶;
进一步,热电偶为镍铬-镍硅热电偶;
进一步,液压油缸为厚壁管类零件,其长度为1000mm-3000mm、外径为200mm-500mm、内径为≥120mm、壁厚为30mm-80mm。
与现有技术相比,本实用新型具有如下优点和效果:
1、本实用新型可实现激光熔覆过程液压油缸的温度控制,具备结构简单、自动化程度高和控制稳定等优点。
2、本实用新型可实现激光熔覆过程中液压油缸的在线热处理,具备流程短、工艺简单的优点。
附图说明
图1所示为本实用新型装置结构示意图;
图2所示为本实用新型液压油缸的预热/保温电热丝结构图;
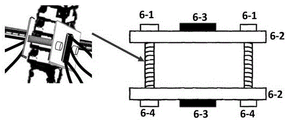
图3所示为本实用新型固定熔覆头与电热丝控制器的夹板示意图;
图4所示为本实用新型加热和温度传感系统图。
标记说明:1、激光熔覆机床,2、液压油缸夹具,3、液压油缸,4、加热丝系统,5、激光熔覆头,6、夹板,7、送粉器,8、机械手,9、激光熔覆控制器,10、温度控制器;
4-1、预热段加热丝,4-2、恒温段加热丝,4-3、保温段加热丝,4-4、热电偶;
6-1、螺栓,6-2、夹板,6-3、电路盒,6-4、螺帽;
10-1、预热电流,10-2、恒温电路,10-3、保温电流,Q1、Q2和Q3:交流接触器。
具体实施方式
为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
本实用新型一种液压油缸激光熔覆预热保温装置,包括激光熔覆机床1、液压油缸夹具2、液压油缸3、加热丝系统4、激光熔覆头5、夹板6、送粉器7、机械手8、激光熔覆控制器9和温度控制器10;如图1所示。
上述液压油缸3卡设于激光熔覆机床1的三爪卡盘和液压油缸夹具2之间,加热丝系统4的一端不接触绕设于液压油缸3的圆周上,另一端与激光熔覆头5共同与夹板6连接,夹板6通过机械手8控制移动;送粉器7与激光熔覆头5连接,将粉送入激光熔覆头5内,激光熔覆控制器9用于控制激光熔覆头5和机械手8,实现液压油缸的熔覆,温度控制器10控制加热丝系统4给液压油缸3加热。
上述加热丝系统4分成外表面和内表面两种设置方式,用于液压油缸3的外壁/内壁激光熔覆过程的热处理。该加热丝系统由预热段4-1、恒温段4-2和保温段4-3组成,加热丝系统4内设置有热电偶4-4,热电偶4-4为镍铬-镍硅热电偶,如图2所示。
液压油缸3包括内壁和外壁;加热丝系统4悬空绕设于液压油缸3的内壁或者外壁上,在激光熔覆过程中,可实现外表面基材的预热、熔覆过程的恒温和熔覆层的保温,用于实现激光熔覆过程的温度调控,液压油缸3为长度1000mm-3000mm、外径200mm-500mm内径为≥120mm和壁厚30mm-80mm的厚壁管类零件。
为了实现激光熔覆头5和液压油缸3的同步移动,在本实用新型结构中设置有夹板6,如图3所示,所述夹板6内设置有同步连接器,可在激光熔覆过程中实现激光熔覆头5和加热丝系统4的同步移动,夹板6包括两个相平行设置的夹板6-2,两个夹板通过螺栓和螺帽连接实现夹紧,夹板6-2上设置有电路盒6-3,用于连接加热丝系统4和温度控制器10。
为了实现激光熔覆过程液压油缸3的预热保温装置正常运行,设置有加热和温度传感系统电路图,如图4所示,所述温度控制器10电路包括预热电路10-1、加热电路10-2和保温电路10-3,分别采用交流接触器Q1、Q2和Q3的开启和闭合对预热段4-1、恒温段4-2和保温段4-3供电,加热丝开始发热。其次,在加热过程中,热电偶监控不同段加热丝系统温度的上限和下限,用以控制激光熔覆过程中液压油缸不同位置的温度。
本实用新型一种液压油缸激光熔覆预热保温装置的实施原理为:作业时,首先根据工件外壁或内壁强化选择相对应液压油缸外壁或内壁加热丝系统4,随后,利用激光熔覆机床1将待熔覆的液压油缸3固定,利用激光熔覆控制器9设置合适的熔覆功率、液压油缸3旋转速度和熔覆头的移动速度,根据液压油缸3的温度制度,利用温度控制器10设置预热、恒温和保温三段的加热丝4的加热功率,待熔覆和预热/保温工艺设备工艺设置完成,开始液压油缸3的激光熔覆,在熔覆过程中,通过夹板6实现熔覆头5和加热丝4的同步移动。此时,熔覆所需粉末是通过送粉器7送入激光光斑,实现熔覆。同时,通过在熔覆过程中调控预热、恒温和保温三段的加热区域的温度,实现液压油缸加热/冷却速度的调控,实现液压油缸熔覆层和热影响区的组织调控,减少熔覆层的开裂和基材的淬硬问题。
以上所述,仅为本实用新型的较佳实施例而已,并非用于限定本实用新型的保护范围。
Claims (6)
1.一种液压油缸激光熔覆预热保温装置,其特征在于:包括激光熔覆机床(1)、液压油缸夹具(2)、液压油缸(3)、加热丝系统(4)、激光熔覆头(5)、夹板(6)、送粉器(7)、机械手(8)、激光熔覆控制器(9)和温度控制器(10);
所述的液压油缸(3)卡设于激光熔覆机床(1)的三爪卡盘和液压油缸夹具(2)之间,加热丝系统(4)的一端不接触绕设于液压油缸(3)的圆周上,另一端与激光熔覆头(5)共同与夹板(6)连接,夹板(6)通过机械手(8)控制移动;送粉器(7)与激光熔覆头(5)连接,将粉送入激光熔覆头(5)内,激光熔覆控制器(9)用于控制激光熔覆头(5)和机械手(8),实现液压油缸的熔覆,温度控制器(10)控制加热丝系统(4)给液压油缸(3)加热。
2.根据权利要求1所述的一种液压油缸激光熔覆预热保温装置,其特征在于:所述液压油缸(3)包括内壁和外壁;加热丝系统(4)悬空绕设于液压油缸(3)的内壁或者外壁上。
3.根据权利要求1或2所述的一种液压油缸激光熔覆预热保温装置,其特征在于:所述的温度控制器(10)包括预热电路(10-1)、加热电路(10-2)和保温电路(10-3),分别采用交流接触器Q1、Q2和Q3的开启和闭合对加热丝系统(4)的预热段(4-1)、恒温段(4-2)和保温段(4-3)供电。
4.根据权利要求3所述的一种液压油缸激光熔覆预热保温装置,其特征在于:所述加热丝系统(4)内设置有热电偶(4-4)。
5.根据权利要求4所述的一种液压油缸激光熔覆预热保温装置,其特征在于:所述热电偶(4-4)为镍铬-镍硅热电偶。
6.根据权利要求5所述的一种液压油缸激光熔覆预热保温装置,其特征在于:所述液压油缸(3)为厚壁管类零件,其长度为1000 mm-3000 mm、外径为200 mm-500 mm、内径为≥120mm、壁厚为30 mm -80 mm。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221333978.6U CN217536160U (zh) | 2022-05-31 | 2022-05-31 | 一种液压油缸激光熔覆预热保温装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221333978.6U CN217536160U (zh) | 2022-05-31 | 2022-05-31 | 一种液压油缸激光熔覆预热保温装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217536160U true CN217536160U (zh) | 2022-10-04 |
Family
ID=83441357
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221333978.6U Active CN217536160U (zh) | 2022-05-31 | 2022-05-31 | 一种液压油缸激光熔覆预热保温装置 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217536160U (zh) |
-
2022
- 2022-05-31 CN CN202221333978.6U patent/CN217536160U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Waghmare et al. | Development of an innovative multi-operational furnace | |
| JPH06198438A (ja) | 超合金製のワークピースの溶接方法及び装置 | |
| CN102380688A (zh) | 随焊电磁感应加热控制焊接热裂纹的方法和装置 | |
| CN102554401A (zh) | 一种炼钢用氧枪铜端头与钢质管短节焊接方法 | |
| CN103495800B (zh) | 钢轨感应对接焊及热处理装置 | |
| CN217536160U (zh) | 一种液压油缸激光熔覆预热保温装置 | |
| CN101725560B (zh) | 一种核主泵转子屏蔽套的热套装设备 | |
| CN201525867U (zh) | 大型双工频支承辊淬火机床 | |
| CN1043153C (zh) | 大型圆锯片基体校平回火装置 | |
| NZ217237A (en) | Arrangement for suspending a baking furnace for the continuous production of carbon electrodes | |
| CN201416018Y (zh) | 一种淬火系统中的加热装置 | |
| CN206169161U (zh) | 一种炉温自动调节系统的锻造加热炉 | |
| CN207276662U (zh) | 一种薄型零件热处理装置 | |
| CN118543783A (zh) | 一种轴桥锻造方法 | |
| Küthe et al. | An automated Thixo‐Forging Plant for Steel Parts | |
| CN205852040U (zh) | 一种高炉风口内壁焊接装置 | |
| CN201622256U (zh) | 用于钢坯防氧化涂料的实验装置 | |
| CN111893266B (zh) | 一种耦合激光处理的金属电阻加热装置 | |
| CN212581971U (zh) | 一种真空淬火炉 | |
| CN103014290A (zh) | 步进式热卷弹簧电阻卷制加热炉 | |
| CN116145129A (zh) | 一种电磁辅助高速转轴激光熔覆试验装置 | |
| CN209238949U (zh) | 一种径向锻造机 | |
| CN209234081U (zh) | 一种用于合金板棒材的往复式感应加热设备 | |
| CN217666156U (zh) | 一种用于钛合金压气机小叶片锻造的可加热控温模具 | |
| CN220246260U (zh) | 一种具有便捷性预热保温装置的激光熔覆设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |