CN217843155U - 一种改进的孔网钢带聚乙烯复合塑料管 - Google Patents
一种改进的孔网钢带聚乙烯复合塑料管 Download PDFInfo
- Publication number
- CN217843155U CN217843155U CN202221854457.5U CN202221854457U CN217843155U CN 217843155 U CN217843155 U CN 217843155U CN 202221854457 U CN202221854457 U CN 202221854457U CN 217843155 U CN217843155 U CN 217843155U
- Authority
- CN
- China
- Prior art keywords
- welding
- steel plate
- polyethylene composite
- mesh
- expanded metal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Laminated Bodies (AREA)
Abstract
本实用新型涉及管材制造领域,尤其涉及一种改进的孔网钢带聚乙烯复合塑料管,包括塑料内层、孔网钢板骨架和塑料外层,所述孔网钢板骨架位于塑料内层和塑料外层之间,所述孔网钢板骨架为钢板冷弯成型后相接触的长边焊接而成,所述焊接缝包括有多个间隔分布的焊接段,相邻的焊接段之间设置有空间隔。本申请的焊接缝包括了焊接段和空间隔,即改变了现有技术中采用满焊工艺对钢板进行焊接的方式,空间隔的设置表明了在加工钢板时,可采用间断焊接,空间隔从结构上相当于设置的通孔,不会影响孔网骨架耐内压和能力。
Description
技术领域
本实用新型涉及管材制造领域,尤其涉及一种改进的孔网钢带聚乙烯复合塑料管。
背景技术
孔网钢带聚乙烯复合塑料管(行业标准:CJ/T 181)由塑料内层、塑料外层和在两层之设置的孔网增强骨架构成。孔网骨架的形成有两种方式:(1)将已冲孔的钢板,纵向冷弯成管状后,采用TIG焊机沿纵向缝连续满焊成增强骨架。适用于φ200以下管材;(2)将已冲孔的钢板,在螺旋成型机上,长边相邻螺旋卷曲成型,利用TIG焊机沿相邻长边的螺旋缝连续满焊成增强骨架。现有技术均为连续满焊的工艺。但是满焊以后的管道存在如下缺点:
1、由于孔网钢带聚乙烯复合塑料管的孔网骨架钢板一般采用0.8-3.5mm厚钢板,成型时,焊缝处相邻边易出现高差,采用TIG焊由于是焊枪针尖端放电电离焊接区形成高温熔化金属,当出现高差时,引起偏弧,造成虚焊,影响孔网骨架的抗径向内压的性能。表面看似满焊,实际是焊接不牢固的。
2、受弧焊电源暂载率限制,连续不间断焊接极具缩短了焊机使用寿命。
3、焊针频繁打火放电,加上偏弧,焊针尖端易损耗变形,引起弧柱偏置或起弧不稳,假焊或虚焊。
发明内容
为解决现有技术中存在的上述问题,现提出一种改进的孔网钢带聚乙烯复合塑料管。
为实现上述技术效果,本实用新型是通过以下技术方案实现的:
一种改进的孔网钢带聚乙烯复合塑料管,包括塑料内层、孔网钢板骨架和塑料外层,所述孔网钢板骨架位于塑料内层和塑料外层之间,所述孔网钢板骨架为钢板冷弯成型后相接触的长边焊接而成,焊接的焊接缝包括有多个间隔分布的焊接段,相邻的焊接段之间设置有空间隔。
进一步地,所述孔网钢板骨架为将钢板纵向冷弯成型的管状结构,钢板的长边接触形成焊接缝,所述焊接缝为纵焊缝。
再进一步地,所述纵焊缝为直线分布。
进一步地,所述孔网钢板骨架为将钢板通过螺旋卷曲成型后形成的管状结构,钢板前后螺旋相邻的长边接触形成焊接缝,所述焊接缝为螺旋焊缝。
再进一步地,所述旋转焊缝为弧形分布。
进一步地,所述孔网钢板骨架上均匀分布有多个通孔。
进一步地,所述焊接段的长度为2mm-30mm,所述空间隔的长度为2 mm -50mm。
进一步地,多个相邻空间隔长度相等分布或不相等分布。
进一步地,多个相邻焊接段焊接长度相等或不相等。
进一步地,所述焊接缝通过激光焊接机进行间断焊接而成。
进一步地,焊接缝的焊接深度大于或等于钢板壁厚的1/2。
本实用新型的优点在于:
1、本申请结构能够避免满焊可能造成的孔网骨架变形、收弧裂纹,避免焊接应力点过多,长期使用疲劳开裂风险。
2、本申请的焊接缝包括了焊接段和空间隔,即改变了现有技术中采用满焊工艺对钢板进行焊接的方式,空间隔的设置表明了在焊接钢板时,可采用间断焊接,空间隔从结构上相当于通孔,所以不会影响孔网骨架耐内压能力。
3、本申请的焊接缝通过激光焊接机间断焊接而成,能够大幅降低焊机暂载率,延长焊接机的使用寿命,并且激光焊利用激光束作为热源,输出功率稳定,光线直,不会出现偏焊虚焊的情况。激光焊接机的焊接效率高,薄板厚板均可焊接,且不易变形。激光焊接机可对焊缝高精度定位,光束容易传输与控制。激光焊没有焊针损耗的问题。
附图说明
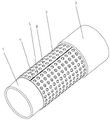
图1为本申请整体立体结构示意图。
图2为本申请剖视图。
图3为焊接缝为纵焊缝时的孔网钢板骨架的立体结构示意图。
图4为焊接缝为纵焊缝时的孔网钢板骨架的正面结构示意图。
图5为焊接缝为螺旋焊缝时的孔网钢板骨架的立体结构示意图。
图6为焊接缝为螺旋焊缝时的孔网钢板骨架的正面结构示意图。
图中:1-塑料内层,2-孔网钢板骨架,3-塑料外层,4-焊接段,5-空间隔,6-纵焊缝,7-螺旋焊缝,8-通孔。
具体实施方式
下面对本申请的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本申请的保护范围不限于下述的实施例。
需要指出的是,本申请实施例中所有的方向性指示(诸如两侧、边缘、上、下、左、右、前、后、中、顶端、底端、尾部、轴向、径向......)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动状态等,如该特定姿态发生改变时,则方向性指示也相应随之改变。
实施例1
如图1和图2所示,一种改进的孔网钢带聚乙烯复合塑料管,包括塑料内层1、孔网钢板骨架2和塑料外层3,所述孔网钢板骨架2位于塑料内层1和塑料外层3之间,所述孔网钢板骨架2为钢板冷弯成型后相接触的长边焊接而成,焊接的焊接缝包括有多个间隔分布的焊接段4,相邻的焊接段4之间设置有空间隔5。本申请的焊接缝包括了焊接段4和空间隔5,即改变了现有技术中采用满焊工艺对钢板进行焊接的方式,空间隔5的设置表明了在焊接钢板时,可采用间断焊接,空间隔5从结构上相当于设置的通孔,所以不会影响孔网骨架耐内压和能力。
实施例2
如图1和图2所示,一种改进的孔网钢带聚乙烯复合塑料管,包括塑料内层1、孔网钢板骨架2和塑料外层3,所述孔网钢板骨架2位于塑料内层1和塑料外层3之间,所述孔网钢板骨架2为钢板冷弯成型后相接触的长边焊接而成,焊接的焊接缝包括有多个间隔分布的焊接段4,相邻的焊接段4之间设置有空间隔5。
如图3和图4所示孔网钢板骨架2为将钢板纵向冷弯成型的管状结构,钢板的两条长边之间形成焊接缝,所述焊接缝为纵焊缝6。所述纵焊缝6为直线分布。
孔网钢板骨架2均匀分布有多个通孔8。焊接段4的长度为2mm-30mm,所述空间隔5的长度为2 mm-50mm。多个相邻空间隔5长度相等或不相等。多个相邻焊接段4的焊接长度相等或不相等。焊接缝通过激光焊接机进行间断焊接而成。焊接缝的焊接深度大于或等于钢板壁厚的1/2。
本申请的焊接缝包括了焊接段4和空间隔5,即改变了现有技术中采用满焊工艺对钢板进行焊接的方式,空间隔5的设置表明了在焊接钢板时,可采用间断焊接,空间隔5从结构上相当于设置的通孔,所以不会影响孔网骨架耐内压和能力。本申请的焊接缝通过激光焊接机间断焊接而成,能够大幅降低焊机暂载率,延长焊接机的使用寿命,并且激光焊利用激光束作为热源,输出功率稳定,光线直,不会出现偏焊虚焊的情况。激光焊接机的焊接效率高,薄板厚板均可焊接,且不易变形。激光焊接机可对焊缝高精度定位,光束容易传输与控制。激光焊没有焊针损耗的问题。
实施例3
如图1和图2所示,一种改进的孔网钢带聚乙烯复合塑料管,包括塑料内层1、孔网钢板骨架2和塑料外层3,所述孔网钢板骨架2位于塑料内层1和塑料外层3之间,所述孔网钢板骨架2为钢板冷弯成型后相接触的长边焊接而成,焊接的焊接缝包括有多个间隔分布的焊接段4,相邻的焊接段4之间设置有空间隔5。
如图5和图6所示,孔网钢板骨架2为将钢板通过螺旋卷曲成型后形成的管状结构,螺旋卷曲后前后螺旋相互接触的长边部分形成焊接缝,所述焊接缝为螺旋焊缝7。旋转焊缝为弧形分布。
孔网钢板骨架2骨架上均匀分布有多个通孔8。焊接段4的长度为2mm-30mm,所述空间隔5的长度为2 mm -50mm。多个相邻空间隔5长度相等或不相等。多个相邻焊接段4的焊接长度相等或不相等。所述焊接缝通过激光焊接机进行间断焊接而成。焊接缝的焊接深度大于或等于钢板壁厚的1/2。
本申请的焊接缝包括了焊接段4和空间隔5,即改变了现有技术中采用满焊工艺对钢板进行焊接的方式,空间隔5的设置表明了在加工钢板时,可采用间断焊接,空间隔5从结构上相当于设置的通孔,所以不会影响孔网骨架耐内压和能力。本申请的焊接缝通过激光焊接机间断焊接而成,能够大幅降低暂载率,延长焊接机的使用寿命,并且激光焊利用激光束作为热源,输出功率稳定,光线直,不会出现偏焊虚焊的情况。激光焊接机的焊接效率高,薄板厚板均可焊接,且不易变形。激光焊接机可对焊缝高精度定位,光束容易传输与控制。激光焊没有焊针损耗的问题。
本申请的保护范围并不限于上述实施例,显然,本领域的专业人员可对本申请进行改动而不脱离本申请的核心范围。倘若这些改动属于本申请权利要求及其同等技术的范围内,则本申请的意图也包含这些改动在内。
Claims (11)
1.一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:包括塑料内层(1)、孔网钢板骨架(2)和塑料外层(3),所述孔网钢板骨架(2)位于塑料内层(1)和塑料外层(3)之间,所述孔网钢板骨架(2)为钢板冷弯成型后相接触的长边焊接而成,焊接的焊接缝包括有多个间隔分布的焊接段(4),相邻的焊接段(4)之间设置有空间隔(5)。
2.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述孔网钢板骨架(2)为将钢板纵向冷弯成型的管状结构,钢板的两条长边接触形成焊接缝,所述焊接缝为纵焊缝(6)。
3.根据权利要求2所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述纵焊缝(6)为直线分布。
4.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述孔网钢板骨架(2)为将钢板通过螺旋卷曲成型后形成的管状结构,螺旋卷曲后前后螺旋相互接触的长边部分形成焊接缝,所述焊接缝为螺旋焊缝(7)。
5.根据权利要求4所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述螺旋焊缝为弧形分布。
6.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述孔网钢板骨架(2)均匀分布有多个通孔(8)。
7.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述焊接段(4)的长度为2mm-30mm,所述空间隔(5)的长度为2 mm -50mm。
8.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:多个相邻空间隔(5)长度相等或不相等。
9.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:多个相邻焊接段(4)焊接长度相等或不相等。
10.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:所述焊接缝通过激光焊接机进行间断焊接而成。
11.根据权利要求1所述的一种改进的孔网钢带聚乙烯复合塑料管,其特征在于:焊接缝的焊接深度大于或等于钢板壁厚的1/2。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221854457.5U CN217843155U (zh) | 2022-07-19 | 2022-07-19 | 一种改进的孔网钢带聚乙烯复合塑料管 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221854457.5U CN217843155U (zh) | 2022-07-19 | 2022-07-19 | 一种改进的孔网钢带聚乙烯复合塑料管 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217843155U true CN217843155U (zh) | 2022-11-18 |
Family
ID=84036466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221854457.5U Active CN217843155U (zh) | 2022-07-19 | 2022-07-19 | 一种改进的孔网钢带聚乙烯复合塑料管 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217843155U (zh) |
-
2022
- 2022-07-19 CN CN202221854457.5U patent/CN217843155U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US2391997A (en) | Composite slab sheet or plate | |
| EP0022605B1 (en) | Method of producing clad steel materials | |
| CN101574775B (zh) | 不锈钢复合钢板成型制备对焊弯头的方法 | |
| CN103722346B (zh) | 一种耐腐蚀冶金复合双金属直缝埋弧焊钢管及制备方法 | |
| KR100241640B1 (ko) | 구조 부재의 연속 성형 방법 | |
| JPH04308294A (ja) | レーザ切削された開口を有するシームレス・スクリーン・シリンダ | |
| WO2008056456A1 (en) | Boiler water wall panel | |
| CN110802302B (zh) | 一种多向钢节点的电弧熔丝增材制造方法 | |
| JP4019216B2 (ja) | ロケットエンジン用の出口ノズルの製造方法 | |
| US20160327188A1 (en) | Dual Walled Titanium Tubing and Methods of Manufacturing the Tubing | |
| CN203560610U (zh) | 一种管端采用堆焊耐蚀合金层的机械复合管 | |
| CN217843155U (zh) | 一种改进的孔网钢带聚乙烯复合塑料管 | |
| JP2017121656A (ja) | 溶接方法および溶接部材構造物 | |
| KR101878601B1 (ko) | 용접용 파이프 배관 조인트, 용접용 파이프 배관 조인트 제조장치 및 용접용 파이프 배관 조인트를 이용한 파이프 배관설비 시공방법 | |
| CN102414371A (zh) | 用于制造优选用于离岸式风能设备的超重的管接头的方法 | |
| CN106735901A (zh) | 一种激光焊接方法及多层焊缝的激光焊接方法 | |
| CN208322472U (zh) | 双金属复合管 | |
| US2493139A (en) | Hollow steel propeller blade construction | |
| CN100509246C (zh) | 金属软管连接端的制造方法和具有这种连接端的软管件 | |
| CN214321778U (zh) | 一种三维空间变曲面铸件电渣熔铸用柔性电极系统 | |
| EP0108860A1 (de) | Verfahren zur Herstellung von Apparaten, Rohren und dergleichen mit einer Blechauskleidung beziehungsweise -umkleidung | |
| JP2002102966A (ja) | 圧力容器の長尺単胴作成方法、それを用いた補修方法および製造方法 | |
| CN105014319A (zh) | 一种复杂相贯线热卷钢管节点的制作方法 | |
| CN214921300U (zh) | 一种引熄弧板及引熄弧板对接型材面板和球扁钢的焊接结构 | |
| CN111054995B (zh) | 一种新型波纹管轻质铠装环结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |