CN217968043U - 杯具成型设备 - Google Patents
杯具成型设备 Download PDFInfo
- Publication number
- CN217968043U CN217968043U CN202221944277.6U CN202221944277U CN217968043U CN 217968043 U CN217968043 U CN 217968043U CN 202221944277 U CN202221944277 U CN 202221944277U CN 217968043 U CN217968043 U CN 217968043U
- Authority
- CN
- China
- Prior art keywords
- mold
- mould
- die
- taking
- feeding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 claims abstract description 54
- 238000009434 installation Methods 0.000 claims abstract description 11
- 230000007246 mechanism Effects 0.000 claims description 27
- 238000004519 manufacturing process Methods 0.000 abstract description 13
- 150000001875 compounds Chemical class 0.000 abstract description 3
- 239000011797 cavity material Substances 0.000 description 27
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 230000009286 beneficial effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
Images




Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本实用新型具体公开了一种杯具成型设备,包括第一模具、第二模具、运料装置和驱动装置,第一模具设有模槽;第二模具包括模体和模头,模头设于模体靠近模槽的一侧;运料装置包括输送件和送取料件,送取料件设置于输送件,且能够被输送至第一模具和第二模具之间,送取料件包括安装件、送料组件和取料组件,送料组件设于安装件靠近模槽的一侧,且能够向模槽输送标签,取料组件设于安装件靠近模头的一侧,且能够取走成型的杯具,送料组件和取料组件同步工作;驱动装置驱动第一模具和第二模具合模或分模,根据本实用新型实施例的杯具成型设备,由于放置标签步骤和取走杯具步骤同步进行,故杯具的制造效率较高。
Description
技术领域
本实用新型涉及杯具制造技术领域,特别涉及一种杯具成型设备。
背景技术
众所周知,杯具外通常贴有标签,以起到装饰的效果,而在杯具的制造过程中,通常会有放置标签和取走杯具等步骤,步骤繁多,制造效率较低。
实用新型内容
本实用新型旨在至少解决现有技术中存在的技术问题之一。为此,本实用新型提出一种杯具成型设备,其放置标签步骤和取走杯具步骤同步进行,制造效率较高。
根据本实用新型的实施例的杯具成型设备,包括第一模具、第二模具、运料装置和驱动装置,所述第一模具设有模槽;所述第二模具与所述第一模具相对设置,所述第二模具包括模体和模头,所述模头设于所述模体靠近所述模槽的一侧,当所述第一模具与所述第二模具合模时,所述模头位于所述模槽内;所述运料装置包括输送件和送取料件,所述送取料件设置于所述输送件,且能够被输送至所述第一模具和所述第二模具之间,所述送取料件包括安装件、送料组件和取料组件,所述送料组件设于所述安装件靠近所述模槽的一侧,且能够向所述模槽输送标签,所述取料组件设于所述安装件靠近所述模头的一侧,且能够取走成型的所述杯具,所述送料组件和所述取料组件同步工作;所述驱动装置驱动所述第一模具和所述第二模具合模或分模。
根据本实用新型实施例的杯具成型设备,至少具有如下有益效果:第一模具和第二模具分模时,送取料件被输送件输送至第一模具和第二模具之间,此时送料组件和取料组件同步工作,送料组件向模槽输送标签,取料组件取走模头上成型的杯具,然后,送取料装置被输送件输送走,并带走成型的杯具,此时,第一模具和第二模具合模以制造杯具,成型后的杯具随着第一模具和第二模具的分模而跟随模头离开模槽,并重复上述步骤,显然,由于放置标签步骤和取走杯具步骤同步进行,制造时间得以减少,故杯具的制造效率较高。
根据本实用新型的一种实施例,所述送料组件包括第一驱动件和送料机构,所述第一驱动件安装于所述安装件,且与所述送料机构驱动连接,所述取料组件包括第二驱动件和取料机构,所述第二驱动件安装于所述安装件,且与所述取料机构驱动连接。
根据本实用新型的一种实施例,所述送料机构包括第一安装板和安装于所述第一安装板的送料柱,所述标签套设于所述送料柱的侧壁,所述取料机构包括第二安装板和安装于所述第二安装板的吸附件,所述吸附件能够吸取成型的所述杯具。
根据本实用新型的一种实施例,所述模槽有多个,多个所述模槽沿所述第一模具的长度方向间隔设置,所述模头有多个,多个所述模头沿所述第二模具的长度方向间隔设置,所述送料柱对应于所述模槽设置有多个,所述吸附件对应于所述模头设置有多个。
根据本实用新型的一种实施例,所述送料机构还包括气流控制装置,所述送料柱设有气孔,所述气流控制装置连通所述气孔。
根据本实用新型的一种实施例,所述模头的侧壁设置有凸起。
根据本实用新型的一种实施例,所述输送件包括第一气缸,所述第一气缸的驱动杆与所述安装件连接,并能够将所述送取料件输送至所述第一模具和所述第二模具之间。
根据本实用新型的一种实施例,所述输送件还包括设置于所述安装件下方的导轨,所述安装件靠近所述导轨的一侧设有滑块,所述滑块配合于所述导轨。
根据本实用新型的一种实施例,所述第一模具靠近所述第二模具的一侧设有定位板,所述模槽设于所述定位板,所述模体靠近所述第一模具的一侧设有定位槽,所述模头设于所述定位槽,当所述第一模具和所述第二模具合模时,所述定位板配合于所述定位槽。
根据本实用新型的一种实施例,所述驱动装置为第二气缸,所述第二气缸设于所述第一模具远离所述第二模具的一侧,且所述第二气缸的驱动杆穿设于所述第一模具,并与所述第二模具连接。
本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
附图说明
下面结合附图和实施例对本实用新型做进一步的说明,其中:
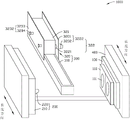
图1为本实用新型一种实施例的杯具成型设备的示意图;
图2为本实用新型一种实施例的杯具成型设备的示意图;
图3为本实用新型一种实施例的杯具成型设备的第一模具和驱动装置的侧视图;
图4为本实用新型一种实施例的杯具成型设备的第二模具的侧视图;
图5为本实用新型一种实施例的杯具成型设备的运料装置的俯视图。
附图标记:
杯具成型设备1000;
第一模具100;定位板110;模槽111;
第二模具200;模体210;定位槽211;模头220;
运料装置300;导轨310;送取料件320;安装件321;送料组件322;第一驱动件3221;送料机构3222;第一安装板3201;送料柱3202;取料组件323;第二驱动件3231;取料机构3232;第二安装板3203;吸附件3204;
驱动装置400。
具体实施方式
下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,仅用于解释本实用新型,而不能理解为对本实用新型的限制。
在本实用新型的描述中,需要理解的是,涉及到方位描述,例如上、下、内、外等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
在本实用新型的描述中,如果有描述到第一、第二只是用于区分技术特征为目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量或者隐含指明所指示的技术特征的先后关系。
本实用新型的描述中,除非另有明确的限定,设置、安装、连接等词语应做广义理解,所属技术领域技术人员可以结合技术方案的具体内容合理确定上述词语在本实用新型中的具体含义。
众所周知,杯具外通常贴有标签,以起到装饰的效果,而在杯具的制造过程中,通常会有放置标签和取走杯具等步骤,步骤繁多,制造效率较低。
为此,本实用新型的一种实施例提出一种杯具成型设备1000,具体参照说明书附图的图1-图2所示。
参照图1、图2、图3、图4和图5所示,本实用新型一种实施例的杯具成型设备1000,包括第一模具100、第二模具200、运料装置300和驱动装置400。第一模具100设有模槽111,显然,模槽111适应于需要制造的杯具的形状,在此不作具体限定;第二模具200与第一模具100相对设置,第二模具200包括模体210和模头220,模头220设于模体210靠近模槽111的一侧,当第一模具100与第二模具200合模时,模头220位于模槽111内;显然,当第一模具100与第二模具200合模时,模头220与模槽111会共同限定出型腔,原料如热塑胶等进入到型腔中,并在一定时间后,成型出杯具。
参照图1、图2、图3、图4和图5所示,本实用新型一种实施例的杯具成型设备1000,运料装置300包括输送件和送取料件320,送取料件320设置于输送件,且能够被输送至第一模具100和第二模具200之间,送取料件320包括安装件321、送料组件322和取料组件323,送料组件322设于安装件321靠近模槽111的一侧,且能够向模槽111输送标签,取料组件323设于安装件321靠近模头220的一侧,且能够取走成型的杯具,送料组件322和取料组件323同步工作;驱动装置400驱动第一模具100和第二模具200合模或分模。
可以理解的是,第一模具100和第二模具200分模时,送取料件320被输送件输送至第一模具100和第二模具200之间,此时送料组件322和取料组件323同步工作,送料组件322向模槽111输送标签,取料组件323取走模头220上成型的杯具,然后,送取料装置被输送件输送走,并带走成型的杯具,此时,第一模具100和第二模具200合模以制造杯具,成型后的杯具随着第一模具100和第二模具200的分模而跟随模头220离开模槽111,并重复上述步骤,显然,由于放置标签步骤和取走杯具步骤同步进行,制造时间得以减少,故杯具的制造效率较高。
参照图1、图2、图3、图4和图5所示,本实用新型一种实施例的杯具成型设备1000,送料组件322包括第一驱动件3221和送料机构3222,第一驱动件3221安装于安装件321,且与送料机构3222驱动连接;可以理解的是,第一驱动件3221驱动送料机构3222将标签送入模槽111内,取料组件323包括第二驱动件3231和取料机构3232,第二驱动件3231安装于安装件321,且与取料机构3232驱动连接,可以理解的是,第二驱动件3231驱动取料机构3232将模头220上已成型的杯具取走,显然,已成型的杯具外侧壁设有标签;需要说明的是,第一驱动件3221和第二驱动件3231可以为气缸、油缸等。
参照图1、图2和图5所示,本实用新型一种实施例的杯具成型设备1000,送料机构3222包括第一安装板3201和安装于第一安装板3201的送料柱3202,标签套设于送料柱3202的侧壁,需要说明的是,第一驱动件3221与第一安装板3201驱动连接,以驱动第一安装板3201移动,另外,送料柱3202可以通过焊接、螺纹连接等方式安装于第一安装板3201;取料机构3232包括第二安装板3203和安装于第二安装板3203的吸附件3204,吸附件3204能够吸取成型的杯具,需要说明的是,第二驱动件3231与第二安装板3203驱动连接,以驱动第二安装板3203移动,另外,吸附件3204可以通过焊接、螺纹连接等方式安装于第二安装板3203。
在另一种实施例中,送料机构3222只包括送料柱3202,第一驱动件3221与送料柱3202驱动连接,并直接驱动送料柱3202移动;取料机构3232只包括吸附件3204,第二驱动件3231与吸附件3204驱动连接,并直接驱动吸附件3204移动。
参照图1、图2、图3、图4和图5所示,本实用新型一种实施例的杯具成型设备1000,模槽111有多个,多个模槽111沿第一模具100的长度方向间隔设置,模头220有多个,多个模头220沿第二模具200的长度方向间隔设置,送料柱3202对应于模槽111设置有多个,吸附件3204对应于模头220设置有多个。显然,此时杯具成型设备1000能够同时制造多个杯具,提高了生产效率。
本实用新型一种实施例的杯具成型设备1000,送料机构3222还包括气流控制装置(图中未示出),送料柱3202设有气孔(图中未示出),气流控制装置连通气孔。需要说明的是,气流控制装置可以通过气孔吹气,也可以通过气孔吸气,当运料装置300处于初始状态时,将标签套设于送料柱3202,此时,气流控制装置通过气孔吸气,使标签贴紧于送料柱3202,之后,送取料件320被输送至第一模具100和第二模具200之间,送料柱3202被驱动进入模槽111内,此时,气流控制装置通过气孔吹气,使标签脱离送料柱3202,并贴于模槽111内壁。
本实用新型一种实施例的杯具成型设备1000,模头220的侧壁设置有凸起(图中未示出)。需要说明的是,凸起用于杯具成型后,使杯具能够跟随模头220一起离开模槽111,为后续取料组件323取走杯具做准备。
本实用新型一种实施例的杯具成型设备1000,输送件包括第一气缸(图中未示出),第一气缸的驱动杆与安装件321连接,并能够将送取料件320输送至第一模具100和第二模具200之间。在另一种实施例中,第一气缸可以替换为油缸等。
参照图1、图2和图5所示,本实用新型一种实施例的杯具成型设备1000,输送件还包括设置于安装件321下方的导轨310,安装件321靠近导轨310的一侧设有滑块(图中未示出),滑块配合于导轨310。可以理解的是,通过导轨310和滑块的连接方式,使送取料件320能够快速准确地进行送料和取料。
参照图1、图2、图3、图4和图5所示,本实用新型一种实施例的杯具成型设备1000,第一模具100靠近第二模具200的一侧设有定位板110,模槽111设于定位板110,模体210靠近第一模具100的一侧设有定位槽211,模头220设于定位槽211,当第一模具100和第二模具200合模时,定位板110配合于定位槽211。显然,设置定位板110和定位槽211能够在第一模具100和第二模具200的合模过程中起到定位的作用,使杯具的制造过程更加顺利。
参照图1和图2所示,本实用新型一种实施例的杯具成型设备1000,驱动装置400为第二气缸,第二气缸设于第一模具100远离第二模具200的一侧,且第二气缸的驱动杆穿设于第一模具100,并与第二模具200连接。显然,杯具成型设备1000工作时,第一模具100不动,第二模具200移动以实现合模和分模。
在另一种实施例中,第二气缸设于第二模具200远离第一模具100的一侧,且第二气缸的驱动杆穿设于第二模具200,并与第一模具100连接。
上面结合附图对本实用新型实施例作了详细说明,最后应说明的是:以上各实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述各实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型的各实施例技术方案的范围。
Claims (10)
1.杯具成型设备,其特征在于,包括:
第一模具,设有模槽;
第二模具,与所述第一模具相对设置,所述第二模具包括模体和模头,所述模头设于所述模体靠近所述模槽的一侧,当所述第一模具与所述第二模具合模时,所述模头位于所述模槽内;
运料装置,包括输送件和送取料件,所述送取料件设置于所述输送件,且能够被输送至所述第一模具和所述第二模具之间,所述送取料件包括安装件、送料组件和取料组件,所述送料组件设于所述安装件靠近所述模槽的一侧,且能够向所述模槽输送标签,所述取料组件设于所述安装件靠近所述模头的一侧,且能够取走成型的所述杯具,所述送料组件和所述取料组件同步工作;
驱动装置,驱动所述第一模具和所述第二模具合模或分模。
2.根据权利要求1所述的杯具成型设备,其特征在于,所述送料组件包括第一驱动件和送料机构,所述第一驱动件安装于所述安装件,且与所述送料机构驱动连接,所述取料组件包括第二驱动件和取料机构,所述第二驱动件安装于所述安装件,且与所述取料机构驱动连接。
3.根据权利要求2所述的杯具成型设备,其特征在于,所述送料机构包括第一安装板和安装于所述第一安装板的送料柱,所述标签套设于所述送料柱的侧壁,所述取料机构包括第二安装板和安装于所述第二安装板的吸附件,所述吸附件能够吸取成型的所述杯具。
4.根据权利要求3所述的杯具成型设备,其特征在于,所述模槽有多个,多个所述模槽沿所述第一模具的长度方向间隔设置,所述模头有多个,多个所述模头沿所述第二模具的长度方向间隔设置,所述送料柱对应于所述模槽设置有多个,所述吸附件对应于所述模头设置有多个。
5.根据权利要求3所述的杯具成型设备,其特征在于,所述送料机构还包括气流控制装置,所述送料柱设有气孔,所述气流控制装置连通所述气孔。
6.根据权利要求1所述的杯具成型设备,其特征在于,所述模头的侧壁设置有凸起。
7.根据权利要求1所述的杯具成型设备,其特征在于,所述输送件包括第一气缸,所述第一气缸的驱动杆与所述安装件连接,并能够将所述送取料件输送至所述第一模具和所述第二模具之间。
8.根据权利要求7所述的杯具成型设备,其特征在于,所述输送件还包括设置于所述安装件下方的导轨,所述安装件靠近所述导轨的一侧设有滑块,所述滑块配合于所述导轨。
9.根据权利要求1所述的杯具成型设备,其特征在于,所述第一模具靠近所述第二模具的一侧设有定位板,所述模槽设于所述定位板,所述模体靠近所述第一模具的一侧设有定位槽,所述模头设于所述定位槽,当所述第一模具和所述第二模具合模时,所述定位板配合于所述定位槽。
10.根据权利要求1所述的杯具成型设备,其特征在于,所述驱动装置为第二气缸,所述第二气缸设于所述第一模具远离所述第二模具的一侧,且所述第二气缸的驱动杆穿设于所述第一模具,并与所述第二模具连接。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221944277.6U CN217968043U (zh) | 2022-07-25 | 2022-07-25 | 杯具成型设备 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202221944277.6U CN217968043U (zh) | 2022-07-25 | 2022-07-25 | 杯具成型设备 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| CN217968043U true CN217968043U (zh) | 2022-12-06 |
Family
ID=84282277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN202221944277.6U Active CN217968043U (zh) | 2022-07-25 | 2022-07-25 | 杯具成型设备 |
Country Status (1)
| Country | Link |
|---|---|
| CN (1) | CN217968043U (zh) |
-
2022
- 2022-07-25 CN CN202221944277.6U patent/CN217968043U/zh active Active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105537391A (zh) | 饮水机钣金外壳生产线 | |
| CN218303719U (zh) | 一种拉链带贴胶机及拉链带贴胶、冲孔一体机 | |
| CN223129951U (zh) | 一种给药泵头阻菌膜组件自动组装机 | |
| CN217968043U (zh) | 杯具成型设备 | |
| CN211768845U (zh) | 一种硅胶硫化机上下料搬运装置 | |
| CN201988655U (zh) | 机壳多工位一次性拉伸机 | |
| CN1275752C (zh) | 模内贴标卷标取置设备 | |
| CN209176102U (zh) | 汽车门内衬板水口切削装置 | |
| CN211437851U (zh) | 一种冲料装置 | |
| CN219443165U (zh) | 五金冲压铆接自动组装机 | |
| CN220658952U (zh) | 一种手轮生产用的翻边模具 | |
| CN220005623U (zh) | 控制器外罩冲裁冲压一体成型装置 | |
| CN218749061U (zh) | 电动车侧装饰板滑块内抽脱模机构 | |
| CN217098594U (zh) | 拉链穿头、切断、注上止于一体的三合一设备 | |
| CN217343241U (zh) | 一种球头锁壳体铆压设备 | |
| CN210309216U (zh) | 纸盒模具成型推送机构 | |
| CN210116110U (zh) | 一种基于负压吸气针的螺母移动机构 | |
| CN210333910U (zh) | 一种汽车滑动叉无飞边成型装置 | |
| CN210415659U (zh) | 多工位大型高速纸碟机 | |
| JPS6334894Y2 (zh) | ||
| CN211386491U (zh) | 冲床落料装置 | |
| CN214442490U (zh) | 轮滑鞋冲虎骨扣机 | |
| CN113650194A (zh) | 一种注塑预埋件的自动上料设备 | |
| CN120382621B (zh) | 高效鞋撑生产线 | |
| CN220389697U (zh) | 一种瓶排冲切装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| GR01 | Patent grant | ||
| GR01 | Patent grant |