-
Die Erfindung betrifft eine Vorrichtung und ein Verfahren zum Überwachen eines Laserbearbeitungsvorgangs, insbesondere eines Laserschweißvorgangs.
-
Um bei der Laserbearbeitung die Qualität des Bearbeitungsvorgangs in Echtzeit erfassen und bewerten zu können, und um gegebenenfalls steuernd oder regelnd in den Bearbeitungsvorgang eingreifen zu können, ist es bereits bekannt, optische Strahlung aus den Bereich einer Wechselwirkungszone zwischen Arbeitslaserstrahl und Werkstück zu beobachten. Insbesondere wird je nach verwendetem Arbeitslaser die optische Strahlung eines Plasmas oder einer Metalldampfwolke erfaßt, um aus der Intensität der Strahlung auf den Zustand des Plasmas bzw. der Metalldampfwolke und damit auf die Qualität der Laserbearbeitung schließen zu können.
-
Die Messung der Strahlungsintensität ist jedoch sehr stark von der Justierung der jeweiligen Sensoren abhängig, so daß bei der Anordnung der Sensoren ein erheblicher Justageaufwand erforderlich ist.
-
Ferner ist aus der
DE 39 08 187 A1 bereits ein Verfahren zur Qualitätssicherung beim Laserstrahlschweißen und -schneiden bekannt, bei dem die Wechselwirkungszone bzw. der so genannte Dampfkanal in der Wechselwirkungszone zwischen Laserstrahl und Werkstück beobachtet wird, um aus der Wechselwirkungszone herausgeschleudertes Material sowie die Plasmawolke über der Wechselwirkungszone zu erfassen. Zur Beobachtung des herausgeschleuderten Materials, wird der Nahinfrarotbereich verwendet, während das Plasma im Nah-UV-Bereich der optischen Strahlung beobachtet wird. In beiden Fällen wird der zu überwachende Bereich mit Hilfe einer Abbildungsoptik auf einen entsprechenden photoempfindlichen Empfänger abgebildet.
-
Aus der
DE 199 27 803 A1 ist ferner ein Verfahren zur Kontrolle der Fokuslage beim Laserstrahlschweißen bekannt, bei dem die optische Emission der Wechselwirkungszone auf eine positionssensitive Diode abgebildet wird, deren Ausgangssignal den Intensitätsschwerpunkt der von der Wechselwirkungszone ausgehenden Strahlung darstellt. Die geometrische Lage des Intensitätsschwerpunkts steht im Zusammenhang mit der Fokuslage, so daß die Fokuslage entsprechend dem ermittelten Schwerpunkt falls erforderlich geregelt werden kann.
-
Aus der
DE 100 13 892 A1 ist ferner ein Verfahren und eine Vorrichtung zur Bestimmung der Schweißqualität an einer Schweißnaht zwischen Werkstücken bekannt, bei dem eine Emissionsintensität von sichtbarem Licht erfaßt wird, das von einer Schweißnaht während des Laserschweißens ausgesandt wird. Ferner wird die Intensität von reflektiertem Laserlicht erfaßt. Die Ausgangssignale entsprechender Fotosensoren werden dann einer Meßvorrichtung zugeführt, um aus den jeweiligen Intensitäten der erfaßten Strahlung auf die Qualität der Laserschweißung zu schließen.
-
Intensitätsmessungen der Strahlung sind jedoch, wie Eingangs bereits erwähnt, stark Justage abhängig, so daß bereits kleine Fehler in der Justierung der Sensoren eine zuverlässige Qualitätskontrolle und/oder Steuerung des Arbeitsvorgangs zumindest erheblich erschweren.
-
Die
JP 09-010970 A beschreibt eine Laserschweißanlage, bei der Licht aus dem Schmelzbad von einem Sensor erfaßt und über eine optische Faser einer Spektralanalysevorrichtung zugeführt wird. Die Spektralintensität wird bei einer intrinsischen Wellenlänge des Hauptelements des Schweißmaterials gemessen. Das Meßsignal wird zur Bildung einer spektralen Verteilung einer Auswerteschaltung eingegeben und mit einem Referenzwert verglichen, um festzustellen, ob das zu schweißende Material im geschmolzenen Zustand ist.
-
Die
JP 08-206859 A beschreibt eine Vorrichtung zur Überwachung eines Laserschweißprozesses, bei dem das aus der Wechselwirkungszone kommende Licht über ein Prisma spektral zerlegt auf ein CCD eingestrahlt wird. Das CCD verwandelt das eingestrahlte Licht in einen Pulszug, der der spektralen Verteilung der empfangenen Strahlung entspricht. Mit Hilfe von zwei ausgesuchten Wellenlängen wird dann die Temperatur des Schmelzbades ermittelt und mit einem Referenzwert verglichen, um ein Ausgangssignal zu liefern, das den Eindringzustand des Laserstrahls beschreibt.
-
Die
US 5,969,335 A zeigt ein weiteres Verfahren zur Steuerung des Lasers einer Laserbearbeitungsanlage, bei dem Strahlung aus der Plasmawolke über der Wechselwirkungszone erfaßt wird, um dann in Abhängigkeit der erfaßten Strahlung den Laser zu steuern. Hierzu umfaßt ein Fotodetektor ein Beugungsgitter, das zumindest zwei Lichtstrahlen mit unterschiedlichen Wellenlängen zu einem Fotoempfänger durchläßt, der entsprechende elektrische Signale liefert.
-
Die
DE 44 39 714 A1 beschreibt ein Bearbeitungsverfahren zum Markieren, insbesondere Beschriften von Produkten unter Verwendung von Laserstrahlung, bei dem während eines Teils der Markierung, der nicht materialspezifisch ist, unter Materialverdampfung ein Plasma erzeugt und die vom Plasma emittierte Strahlung spektral erfaßt und analysiert wird, um daraus materialspezifische Parameter des Produktes abzuleiten, mit deren Hilfe das Markierungsverfahren auf die materialspezifischen Parameter abgestimmt wird.
-
Auch die Entgegenhaltung
DE 40 06 622 C2 zeigt nur, daß es bekannt ist, aus der Wechselwirkungszone zwischen einem Laserstrahl und einem Werkstück stammende Strahlung spektral zu zerlegen und auf separate Detektoren einer Auswerteeinheit zu lenken, die dann ein Überwachungssignal für die Laserbearbeitung liefert.
-
Davon ausgehend liegt der Erfindung die Aufgabe zugrunde, eine Vorrichtung und ein Verfahren zum Überwachen eines Laserbearbeitungsvorgangs bereitzustellen, die ohne großen Justageaufwand zuverlässige Meßsignale für die Qualitätssicherung und/oder die Steuerung des Laserbearbeitungsvorgangs liefern.
-
Diese Aufgabe wird durch die Vorrichtungen nach Anspruch 1 und 3 sowie durch die Verfahren nach Anspruch 5 und 6 gelöst.
-
Vorrichtungsseitig ist also gemäß dem geltenden Patentanspruch 1 als Fotoempfängeranordnung ein positionssensitiver Detektor, z. B. eine positionssensitive Diode vorgesehen, dessen bzw. deren Ausgangssignal dem auf Wellenlänge oder Frequenz der optischen Strahlung bezogenen Schwerpunkt der spektralen Verteilung der erfaßten optischen Strahlung entspricht. Das Ausgangssignal eines derartigen positionssensitiven Detektors stellt also bereits ein Maß für den spektralen Schwerpunkt dar, so daß ohne großen Rechenaufwand mit hoher Geschwindigkeit ein geeignetes Maß für die spektrale Verteilung der erfaßten Strahlung ermittelt werden kann. Somit ist eine besonders zeitnahe Qualitätsüberwachung und/oder Sicherung zu ermöglich.
-
Um auch bei relativ geringen Lichtintensitäten im sichtbaren Bereich das empfangene Licht möglichst verlustfrei auswerten zu können, ist bei einer zweckmäßigen Ausgestaltung dieser erfindungsgemäßen Vorrichtung vorgesehen, daß als lichtzerlegendes Element ein abbildendes Beugungsgitter vorgesehen ist, das den Eintrittsbereich auf die Fotoempfängeranordnung abbildet.
-
Gemäß dem geltenden Patentanspruch 3 wird der spektrale Schwerpunkt als Maß der spektralen Verteilung der erfaßten Strahlung mit Hilfe von zwei Empfängeranordnungen ermittelt, die unterschiedliche spektrale Empfindlichkeitsverläufe aufweisen, so daß aus den beiden Ausgangssignalen der gesuchte Schwerpunkt ermittelt werden kann.
-
Hierbei läßt sich der schaltungstechnische Aufwand wesentlich reduzieren, wenn als erste strahlungsempfindliche Empfängeranordnung ein fotoempfindlicher Sensor vorgesehen ist, der ein der einfallenden Intensität entsprechendes Signal liefert, und wenn als zweite strahlungsempfindliche Empfängeranordnung ein dem ersten Sensor entsprechender zweiter fotoempfindlicher Sensor mit zugeordnetem Farbfilter vorgesehen ist, das eine spektrale Gewichtung der gefilterten Strahlung bewirkt.
-
Die Ermittlung eines Maßes für die spektrale Verteilung der optischen Strahlung, die aus dem Bereich der Wechselwirkungszone kommt, gemäß den erfindungsgemäßen Verfahren ermöglicht eine sehr schnelle und zuverlässige Aussage über den Bearbeitungsvorgang, wobei selbst bei großen Intensitätsschwankungen in Folge unterschiedlicher Erfassungsrichtungen für die Strahlung das Maß für die spektrale Verteilung stets dasselbe ist, da die spektrale Verteilung der Strahlung im Gegensatz zur Intensität nicht von der Abstrahlrichtung abhängig ist.
-
Die Erfassung des spektralen Schwerpunkts, also des Schwerpunkts der spektralen Verteilung der erfaßten Strahlung hat dabei den Vorteil, daß hierdurch ein Maß für die Temperatur der Strahlungsquelle erhalten wird, das auf einfache und schnelle Weise ermittelt werden kann. Stammt die optische Strahlung von einem Plasma, so wird davon ausgegangen, daß sich beim Laserschweißen mit großer Näherung ein thermisches Plasma über der Wechselwirkungszone ausbildet.
-
Der Einsatz von positionsempfindliche Dioden oder Detektoren als positionsempfindliche Empfänger hat den Vorteil, daß ihr Ausgangssignal bereits den spektralen Schwerpunkt darstellt, so daß ohne großen Rechenaufwand mit hoher Geschwindigkeit ein geeignetes Maß für die spektrale Verteilung der erfaßten Strahlung ermittelt werden kann.
-
Wird die spektrale Verteilung der von der Plasmawolke bzw. Metalldampfwolke emittierten Strahlung erfaßt, so läßt diese Rückschlüsse auf die Temperatur der Plasmawolke bzw. Metalldampfwolke zu, aus der wiederum auf die Einschweißtiefe des Lasers und gegebenenfalls auch auf die Schweißtemperatur zurückgeschlossen werden kann.
-
Die Erfindung wird im folgenden beispielsweise anhand der Zeichnung näher erläutert. Es zeigen:
-
1 eine stark vereinfachte schematische Darstellung eines Laserbearbeitungskopfes mit einer daran angeordneten Vorrichtung zur Überwachung eines Laserbearbeitungsvorgangs,
-
2 eine stark vereinfachte schematische Darstellung eines Laserbearbeitungskopfes mit Überwachungsvorrichtung, wobei im Laserbearbeitungskopf eine andere Strahlführung vorgesehen ist, als bei der Ausgestaltung von 1,
-
3 eine stark vereinfachte schematische Darstellung eines Laserbearbeitungskopfes und eine Überwachungsvorrichtung, wobei zwischen dem Laserbearbeitungskopf und der Überwachungsvorrichtung ein Lichtleiter vorgesehen ist,
-
4 eine stark vereinfachte schematische Darstellung einer weiteren Sensoranordnung zur Ermittlung eines Maßes für die spektrale Verteilung einfallender optischer Strahlung, und
-
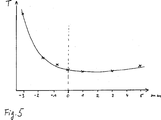
5 ein Temperatur-Orts-Diagramm zur Veranschaulichung einer gemessenen Temperatur eines Plasmas oberhalb eines Werkstücks, im Bereich der Werkstückoberfläche und in einer Dampfkapillare (oder einem Dampfkanal).
-
In den verschiedenen Figuren der Zeichnung sind einander entsprechende Bauteile mit gleichen Bezugszeichen versehen.
-
Wie in 1 rein schematisch dargestellt ist, ist in einem Laserbearbeitungskopf 10 eine Laseroptik 11 angeordnet, die einen Arbeitsstrahlengang 12 für einen Arbeitslaserstrahl 13 festlegt. Die Laseroptik 11 umfaßt einen Kollimator 14, der einen über einen Lichtleiter 15 zugeführten divergenten Laserstrahl parallelisiert, und eine Fokussieroptik 16, die den parallelisierten Arbeitslaserstrahl 13 in eine Wechselwirkungszone 17 fokussiert, in der der Arbeitslaserstrahl 13 mit dem Werkstück 18 wechselwirkt, in dem er das Material des Werkstücks für den jeweiligen Bearbeitungsvorgang aufschmilzt.
-
Seitlich am Laserbearbeitungskopf 10 oder in nicht näher dargestellter Weise in diesen integriert ist eine Empfängeranordnung 19 in einem entsprechenden Gehäuse 20 vorgesehen. Um Strahlung, insbesondere optische Strahlung, insbesondere sichtbares Licht und Licht aus dem nahen UV-Bereich auf einen von einer Eintrittsblende 21 gebildeten Eintrittsbereich der Empfängeranordnung 19 abzubilden wird die aus dem Bereich der Wechselwirkungszone 17 kommende Strahlung, die zunächst den Arbeitstrahlengang 12 in entgegengesetzter Richtung wie der Arbeitslaserstrahl 13 durchläuft, mit Hilfe einer Teilerplatte 22 aus dem Arbeitsstrahlengang 13 in einen Beobachtungsstrahlengang ausgekoppelt, der von einer Fokussierlinse 24 und der Eintrittsblende 21 der Empfängeranordnung 19 festgelegt wird. Die Auskopplung der reflektierten Strahlung erfolgt dabei in dem in 1 dargestellten Ausführungsbeispiel durch Umlenkung. Es ist jedoch auch möglich, im Falle eines Laserbearbeitungskopfes, in dem der Arbeitsstrahlengang mit Hilfe eines Spiegels um 90° umgelenkt ist, den Spiegel als Strahlteiler auszubilden, so daß die Auskopplung der reflektierten Strahlung gerade, also ohne Umlenkung erfolgt.
-
Die Empfängeranordnung 19 umfasst als lichtzerlegendes Element ein Beugungsgitter 25, das als konkaves Reflektionsgitter ausgebildet ist, um nicht nur ein Spektrum zu erzeugen, sondern auch die vorzugsweise kreisförmige Eintrittsöffnung der Eintrittsblende 21 auf eine Fotoempfängeranordnung 26 abzubilden.
-
Um das vom Beugungsgitter 25 erzeugte Spektrum so auswerten zu können, daß ein Maß für die spektrale Verteilung der erfassten optischen Strahlung ermittelt werden kann, ist eine Fotoempfängeranordnung 26 erforderlich, deren Ausgangssignal oder Ausgangsignale mit der spektralen Verteilung im Spektrum korrelieren.
-
Beispielsweise kann als Fotoempfängeranordnung 26 ein Fotodiodenarray, insbesondere eine Fotodiodenzeile vorgesehen sein, deren Ausgangssignale jeweils der Intensität des erfassten Lichts in einem bestimmten schmalen Wellenlängenbereich entspricht. Die Ausgangssignale einer Fotodiodenzeile geben somit im wesentlichen die spektrale Verteilung im Spektrum selbst wieder, aus der dann ein geeignetes Maß für die Verteilung berechnet werden kann. Z. B. der spektrale Schwerpunkt des Spektrums oder das Maximum der Verteilung, das – unter der Voraussetzung eines thermischen Spektrums – der Farbtemperatur der Strahlungsquelle, also einer sich über der Wechselwirkungszone 17 bildenden thermischen Plasma- oder Metalldampfwolke entspricht.
-
Eine besonders einfache elektronische Auswertung ergibt sich, wenn als Fotoempfängeranordnung 26 ein positionssensitiver Detektor verwendet wird, dessen Ausgangssignal dem Intensitätsschwerpunkt der einfallenden Strahlung, und da im vorliegenden Fall ein Spektrum detektiert wird, dem spektralem Schwerpunkt des Spektrums entspricht. Für die bei der Erfindung vorgesehene Auswertung des Spektrums eignet sich insbesondere ein eindimensionaler positionssensitiver Detektor.
-
Das Ausgangssignal der Fotoempfängeranordnung wird an eine Auswerteschaltung 27 angelegt, die das Maß für die spektrale Verteilung, insbesondere den spektralen Schwerpunkt des Spektrums für Qualitätssicherungszwecke und/oder Regelzwecke auswertet.
-
Bei der in 1 dargestellten Anordnung kann durch eine Verschiebung der Fokussierlinse 24 gegenüber der Eintrittsblende 21 der Beobachtungsbereich im Bereich der Wechselwirkungszone 17 verschoben werden. 5 zeigt das Ergebnis einer Messung, bei der die Temperatur eines Plasmas oberhalb des Werkstücks, im Bereich der Werkstückoberfläche und in einer sich bei der Laserbearbeitung in der Wechselwirkungszone 17 ausbildenden Dampfkapillare (oder Dampfkanal) aus der spektralen Verteilung der Plasmastrahlung ermittelt wurde. Es ist dabei deutlich zu erkennen, daß oberhalb der Werkstückoberfläche, die in 5 durch die gestrichelte senkrechte Linie bei 0 mm angedeutet wird, die Temperatur des Plasmas im wesentlichen konstant ist, während sie bei tieferem Eintauchen in die Dampfkapillare stark ansteigt.
-
Somit ist es beispielsweise denkbar zur Überwachung eines Laserschweißvorgangs das Plasma bzw. die Metalldampfwolke in einem Bereich unterhalb der Werkstückoberfläche zu beobachten, um aus der Lage des spektralen Schwerpunkts oder der damit korrelierten Temperatur des Plasmas bzw. der Metalldampfwolke auf die Fokuslage des Arbeitslasers bzw. die Einschweißtiefe zu schließen. Andererseits scheint es auch möglich, die Plasma- oder Metalldampfwolke zwischen Laserbearbeitungskopf und Werkstückoberfläche zu erfassen, um aus Schwankungen der spektralen Schwerpunktlage entweder unmittelbar oder über die damit korrelierte Plasma- oder Metalldampftemperatur auf die Laserleistung oder andere Parameter des Bearbeitungsvorgangs zu schließen.
-
Die 2 zeigt einen Laserbearbeitungskopf 10', bei dem der kollimierte Arbeitslaserstrahl 13 über einen Umlenkspiegel 28 auf einen als Fokussieroptik dienenden Hohlspiegel 29 umgelenkt wird. Der Hohlspiegel 29 fokussiert den Arbeitslaserstrahl 13 in den Brennpunkt im Bereich der Wechselwirkungszone 17 des Werkstücks 18. In umgekehrter Weise wird von der Wechselwirkungszone 17 ausgehende optische Strahlung vom Hohlspiegel 29 entgegen der Richtung des Arbeitslaserstrahls in Richtung auf den Umlenkspiegel 28 gelenkt. Da wie in 2 zu erkennen ist, die effektive Öffnung des Hohlspiegels 29, vom Umlenkspiegel 28 aus gesehen, größer ist als der Durchmesser des Umlenkspiegels 28 wird nur die im Zentralbereich des umgelenkten Strahlungsbündels vorhandene Strahlung aus dem Strahlenbündel ausgekoppelt, während die Strahlung des Randbereichs von der Fokussierlinse 24 auf die Eintrittsblende 21 der Empfängeranordnung 19 fokussiert wird. Die Auswertung der auf diese Weise erfassten Strahlung aus der Wechselwirkungszone 17 erfolgt dann in der gleichen Weise wie bei der Vorrichtung nach 1.
-
In entsprechender Weise kann auch ein durchbohrter Umlenkspiegel, ein sogenannter Scraper-Spiegel, im Strahlengang angeordnet sein, der den Arbeitslaserstrahl durchläßt und nur den Randbereich der zurückkommenden Strahlung zur Empfängeranordnung umlenkt.
-
Wie in 3 dargestellt, kann zwischen Laserbearbeitungskopf 10 und Empfängeranordnung 19 eine optische Faser als Lichtleiter 40 vorgesehen sein, der die Strahlung vom Laserbearbeitungskopf 10 zur Empfängeranordnung 19 transportiert. In diesem Fall wird die zu überwachende Strahlung, die aus dem Arbeitsstrahlengang ausgekoppelt ist, von einer Linse oder einem Objektiv 41 in den Lichtleiter 40 eingekoppelt. In entsprechender Weise wird dann die aus dem Lichtleiter 40 austretende Strahlung von einer weiteren Linse oder Objektiv 42 kollimiert, um dann wie bei den Ausführungsbeispielen nach den 1 und 2 von der Fokussierlinse 24 auf die Eintrittsblende 21 der Empfängeranordnung 19 fokussiert zu werden. Der Einsatz eines Lichtleiters 40 zwischen Laserbearbeitungskopf 10 und Empfängeranordnung 19 hat den Vorteil, daß die Empfängeranordnung 19 entfernt vom Laserbearbeitungskopf 10 angeordnet werden kann, so dass sie bei der Laserbearbeitung nicht zusammen mit dem Laserbearbeitungskopf 10 bewegt werden muß.
-
4 zeigt eine andere Empfängeranordnung zur Analyse der spektralen Verteilung der optischen Strahlung aus der Wechselwirkungszone 17. Die mit Hilfe einer Fokussieroptik 16, 29 und gegebenenfalls eines Umlenkelements erfasste und weitgehend kollimierte Strahlung aus der Wechselwirkungszone wird bei dem Ausführungsbeispiel nach 4 mittels einer Teilerfläche 30 so aufgeteilt, daß ein erster Teil der optischen Strahlung von einer ersten Fokussierlinse 31 auf einen ersten fotoempfindlichen Sensor 32 fokussiert wird, während ein zweiter Teil der erfassten Strahlung mittels einer zweiten Fokussierlinse 33 auf einen zweiten fotoempfindlichen Empfänger 36 fokussiert wird. Vor dem zweiten fotoempfindlichen Sensor 34, im vorliegenden Falle zwischen Teilerfläche 30 und Fokussierlinse 33 ist ein optisches Filter 35 angeordnet, das im interessierenden Spektralbereich eine im wesentliche linear ansteigende oder linear abfallende Transmission besitzt.
-
Die beiden Sensoren 32, 34 müssen dabei im wesentlichen die selbe spektrale Empfindlichkeit besitzen. Die Ausgangssignale der beiden Sensoren 32 und 34 werden an eine nachgeordnete Auswerteschaltung 36 angelegt, die aus den Ausgangssignalen der Sensoren 32 und 34 ein Maß für die spektrale Verteilung der erfaßten optischen Strahlung, insbesondere den spektralen Schwerpunkt der Verteilung ermittelt.
-
Auch die in 4 dargestellte Empfängeranordnung kann zusammen mit einem Lichtleiter 40 und den erforderlichen Optiken oder Objektiven eingesetzt werden.
-
Um in unterschiedliche Gebiete im Bereich der Wechselwirkungszone 17 blicken zu können, ist den Sensoren 32, 34 in nicht näher dargestellter Weise eine Blende mit einer zentralen Durchgangsöffnung zugeordnet, deren Form der Form des zu beobachtenden Gebiets entspricht.
-
Unter der Voraussetzung, daß die beiden Sensoren 32, 34 im interessierenden Spektralbereich der erfaßten Strahlung eine im wesentlichen konstante Empfindlichkeit besitzen, ermittelt der erste fotoempfindlichen Sensor 32 das Intensitätsintegral über den interessierenden Spektralbereich, während der zweite fotoempfindlichen Sensor 34 ein Integral über die gewichtete spektrale Intensitätsverteilung berechnet. In diesem Fall läßt sich der Schwerpunkt durch eine einfache Quotientenbildung in der Auswerteschaltung 36 ermitteln.
-
Werden fotoempfindliche Sensoren 32, 34 verwendet, die beispielsweise einen logarithmischen Frequenzgang besitzen, so ist die Quotientenbildung in der Schaltung 36 durch eine einfache Differenzbildung zu ersetzen. Entscheidend ist, daß mit Hilfe eines geeigneten Filters 35 eine Gewichtung der spektralen Intensitätsverteilung in Abhängigkeit von der Wellenlänge vorgenommen wird.
-
Die vorliegende Erfindung schafft also ein Verfahren und eine Vorrichtung mit deren Hilfe eine aus dem Bereich einer Wechselwirkungszone zwischen Laserstrahl und Werkstück kommende Strahlung zur Überwachung eines Laserbearbeitungsvorgangs erfaßt und analysiert werden kann. Insbesondere wird die von einem Gebiet im Bereich der Wechselwirkungszone 17 ausgehende Strahlung mit Hilfe der Fokussieroptik 16, 29 im wesentlichen nach unendlich abgebildet, aus dem Arbeitsstrahlengang 12 ausgekoppelt und mittels einer weiteren Fokussierlinse 24 auf eine Empfängeranordnung gelenkt. Dabei dient eine geeignete Blende, nach 1 und 2 die Eintrittsblende 21, zum Separieren der Strahlung, die aus dem zu beobachtenden Gebiet kommt. Aus der Strahlung, die neben der Plasmastrahlung oder der Wärmestrahlung aus der Metalldampfwolke auch die reflektierte Laserstrahlung und das Materialleuchten aus der Wechselwirkungszone umfaßt, wird durch eine geeignete Filterung zunächst die Plasmastrahlung oder die Wärmestrahlung aus der Metalldampfwolke separiert. Dies erfolgt zweckmäßigerweise durch die Wahl eines geeigneten Spektralbereichs.
-
Im Falle eines YAG-Lasers, dessen Wellenlänge bei ca. 1064 nm liegt, wird im wesentlichen nur die Strahlung mit einer Wellenlänge im Bereich zwischen etwa 400 und 600 nm berücksichtigt. Im Falle eines CO2-Lasers, der bei einer Wellenlänge von etwa 10.600 nm arbeitet, und der ein Plasma über der Wechselwirkungszone 17 zündet, wird Licht aus dem Wellenlängenbereich von 200 bis 600 nm, also Licht aus dem nahen UV und dem sichtbaren Bereich erfaßt. Bei der Empfängeranordnung 19 nach 1 und 2 erfolgt die ”Filterung” durch eine geeignete Anordnung des Fotoempfängers 26, also beispielsweise des positionssensitiven Detektors.
-
Im Falle des Ausführungsbeispiels nach 4 kann die Auswahl des gewünschten Spektralbereichs durch geeignete Bandfilter oder durch die Empfindlichkeit der Sensoren 32, 34 selbst realisiert werden.
-
Schließlich wird für die erfaßte Strahlung der spektrale Schwerpunkt ihrer spektralen Intensitätsverteilung in der oben beschriebenen Weise ermittelt, um auf den Zustand des Plasmas oder der Metalldampfwolke schießen zu können.
-
Aufgrund dieser Vorgehensweise wird eine schnelle und einfache Überwachung des Plasmas bzw. der Metalldampfwolke zwischen Werkstückoberfläche und Laserbearbeitungskopf oder innerhalb der Dampfkapillare der Wechselwirkungszone ermöglicht, um Rückschlüsse auf die Bearbeitungsqualität ziehen zu können.