DE102010062875A1 - Verfahren zur Herstellung eines Bauteils durch Lasersintern - Google Patents
Verfahren zur Herstellung eines Bauteils durch Lasersintern Download PDFInfo
- Publication number
- DE102010062875A1 DE102010062875A1 DE102010062875A DE102010062875A DE102010062875A1 DE 102010062875 A1 DE102010062875 A1 DE 102010062875A1 DE 102010062875 A DE102010062875 A DE 102010062875A DE 102010062875 A DE102010062875 A DE 102010062875A DE 102010062875 A1 DE102010062875 A1 DE 102010062875A1
- Authority
- DE
- Germany
- Prior art keywords
- component
- sintering
- thermoplastic polyurethane
- powdery material
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/02—Moulding by agglomerating
- B29C67/04—Sintering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2075/00—Use of PU, i.e. polyureas or polyurethanes or derivatives thereof, as moulding material
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
Abstract
Verfahren zur Herstellung eines Bauteils, insbesondere eines Kunststoffbauteils für ein Kraftfahrzeug, durch Lasersintern. Als Sintermaterial wird ein pulverförmiges Material verwendet, das thermoplastisches Polyurethan enthält oder daraus besteht.
Description
- Die vorliegende Erfindung betrifft ein Verfahren gemäß dem Oberbegriff des Patenanspruches 1.
- Lasersintern ist ein Verfahren zum schichtweisen Aufbauen von Bauteilen. Eine dünne Schicht aus pulverförmigem Material wird mittels eines Lasers in denjenigen Bereichen, in denen ein Bauteil entstehen soll, belichtet. Durch das Belichten mit Laserlicht tritt eine Verfestigung des pulverförmigen Materials ein. Anschließend werden sukzessive weitere Schichten pulverförmigen Materials aufgebracht und in einzelnen Bauteilbereichen belichtet. Mit diesem Verfahren lassen sich Bauteile mit nahezu beliebiger Komplexität schichtweise aufbauen.
- Die Verwendung von Pulvern im Lasersinterverfahren sowie die Herstellung von Formkörpern ist beispielhaft in der
DE 20 2005 020 596 U1 („Pulver für das Rapid Prototyping”) beschrieben. - Aus der
DE 101 22 492 A1 ist ein Lasersinterverfahren bekannt, bei dem mit thermoplastischen Polymeren gearbeitet wird. Zum relevanten Stand der Technik zählen ferner dieDE 10 2004 012 682 A1 ,DE 10 2004 012 683 A1 ,DE 197 47 309 B4 ,DE 19747309 B1 (Verwendung von Polyamid 12),EP 1443073 (Verwendung von Polyamidpulver),EP 879137 DE 4410046 (Verwendung von Polyamid). - Im Automobilbau ist seit Jahren eine immer weiter zunehmende Aufspreizung des Produktportfolios zu beobachten. Damit einher geht ein Bedarf an Kleinserienbauteilen, d. h. an Bauteilen, die nur mit relativ geringen Stückzahlen hergestellt werden. Aufgrund der Zunahme von Produktvarianten und der damit einhergehenden Reduzierung von Volumen und Entwicklungszeiten, werden verstärkt Bauteile in Erwägung gezogen, die in werkzeuglosen Fertigungsverfahren hergestellt werden können.
- Man hat erkannt, dass Kleinserienbauteile „generativ”, z. B. durch Lasersintern hergestellt werden können. Voraussetzung ist jedoch, dass die Bauteile hinsichtlich ihrer Materialeigenschaften so beschaffen sind, dass sie dem Eigenschaftsprofil (insbesondere hinsichtlich ihrer Geometrie, Funktion und Festigkeit) eines entsprechenden Serienbauteils genügen. Viele aus dem Stand der Technik bekannte Lasersintermaterialien, wie z. B. ”Polyamid 12” (s. o.), werden diesen Anforderungen nicht gerecht. Aus Polyamid 12 hergestellte Lasersinterteile weisen eine relativ hohe Festigkeit und Steifigkeit auf, was bei vielen in Fahrzeuginnenräumen verbauten Kunststoffkomponenten gerade nicht gefragt ist. Aufgrund der unzureichenden Bruchdehnung mancher lasergesinterten Kunststoffe können derzeit insbesondere Anwendungen, die gummielastische Bauteileigenschaften benötigen (z. B. Dichtungen, Dämpfungselemente, Membranen, Ummantelungen etc.), nicht versorgt werden, insbesondere nicht, wenn eine hohe Standzeit verlangt wird. Aus anderen Lasersintermaterialien (z. B. auf Polyester-Basis) hergestellten Lasersinterteilen fehlt es an Steifigkeit und Festigkeit sowie an Duktilität. Bei wieder anderen für Lasersintern in Frage kommenden Materialien besteht der Nachteil, dass die Oberfläche des Lasersinterteils vergleichsweise rau ist und eine entsprechende Nachbearbeitung mit hohem Aufwand verbunden ist.
- Zusammenfassend ist festzustellen, dass das mögliche Einsatzspektrum von lasergesinterten Kunststoffbauteilen, die aus herkömmlichen Pulvermaterialien hergestellt werden, relativ beschränkt bleibt.
- Aufgabe der Erfindung ist es, ein Lasersinterverfahren anzugeben, mit dem sich Funktionsteile, insbesondere Funktionsteile für Anwendungen im Automobilbereich, herstellen lassen, die den dort auftretenden Belastungen standhalten und die auch den übrigen dort bestehenden Qualitätsanforderungen genügen. Insbesondere soll die bislang zwischen Lasersinterteilen auf Polyamidbasis und „gummielastischen” Teilen bestehende „Duktilitätslücke” verringert bzw. geschlossen werden.
- Diese Aufgabe wird durch die Merkmale des Patentanspruches 1 gelöst. Vorteilhafte Ausgestaltungen und Weiterbildungen der Erfindung sind den Unteransprüchen zu entnehmen.
- Das Grundprinzip der Erfindung besteht in einem Lasersinterverfahren, bei dem als zu sinternden Material ein pulverförmiges Material verwendet wird, das „thermoplastisches Polyurethan (TPU)” enthält oder das aus thermoplastischem Polyurethan besteht. Das verwendete pulverförmige Material kann außer dem thermoplastischen Polyurethanmaterial ferner einen oder mehrere Füllstoffe enthalten.
- Thermoplastische Polyurethane (TPU) wurden bislang nicht für die Herstellung von Lasersinterteilen in Betracht gezogen. Der Begriff „thermoplastisches Polyurethan” umfasst eine Vielzahl chemischer Substanzen. Thermoplastische Polyurethane (TPE-U) gehören zu den thermoplastischen Elastomeren. Thermoplastische Elastomere können entsprechend ihres chemisch-morphologischen Aufbaus eingeteilt werden in Styrolblockcopolymere (TPEs), thermoplastische Copolyester, Polyetherester (TPE-E), Polyether-Polyamid-Blockcopolymere (TPE-A).
- Ein großer Vorteil von Lasersintermaterial auf der Basis von thermoplastischem Polyurethan ist darin zu sehen, dass sich die Eigenschaften von „TPU-Systemen” über weite Bereiche „einstellen” und sind somit für verschiedenste Anwendungen sehr gut „maßschneidern” lassen. Das erforderliche Spektrum an mechanischen Eigenschaften konnte vor allem durch „aliphatische Esterurethane” erfüllt werden.
- Thermoplastische Polyurethane entstehen aus der Polyaddition von Polyisocyanaten und Polyolen. Das mechanische Verhalten der thermoplastischen Polyurethane resultiert aus dem segmentartigen Aufbau der Makromoleküle, wobei das Hartsegment aus Diisocyanat und einem Kettenverlängerer gebildet wird. Als Weichsegment werden langkettige Polyole, wie z. B. Polyesterpolyole eingesetzt. Durch Variation des NCO/OH-Verhältnisses werden Eigenschaften für die Verarbeitung und des Produkts nach der Verarbeitung wesentlich beeinflusst.
- Versuche haben gezeigt, dass Lasersinterteile, die aus einem Material aufgebaut werden, welches thermoplastisches Polyurethan enthält oder daraus besteht, eine relativ hohe Flexibilität bzw. Duktilität und Festigkeitseigenschaften aufweisen, wie sie bei vielen in Fahrzeugen verbauten Kunststoffteilen benötigt wird. Ein wesentlicher Vorteil thermoplastischen Polyurethans ist darin zu sehen, dass überschüssiges Sintermaterial nahezu oder absolut vollständig recycelt, d. h. für weitere Sintervorgänge verwendet werden kann.
- Gemäß der Erfindung kann ein pulverförmiges Material auf TPU-Basis („TPU-System”) verwendet werden, das folgende Eigenschaften aufweist:
- • Schmelztemperatur im Bereich von 150°C (Zielsetzung: Enger Schmelzbereich);
- • Kristallisationstemperatur im Bereich. von 110°C;
- • Viskosität bei 170°C (MVR) von z. B. 75 cm3/10 min, bei 200°C (MVR) von z. B. 275 cm3/10 min;
- • Schmelzenthalpie von 10–30 J/g;
- Das aus dem thermoplastischen Polyurethan herzustellende Kunststoffbauteil wird schichtweise aufgebaut. Eine erste Schicht des pulverförmigen Materials wird flächig auf ein Substrat aufgebracht. In Bereichen, in denen das pulverförmige Material verfestigt werden soll, wird es mit Laserlicht belichtet. Auf eine zumindest bereichsweise belichtete (z. B. erste) Schicht wird nach dem Belichtungsvorgang eine weitere Schicht pulverförmigen Materials aufgebracht. Diese wird dann wiederum in Bereichen, in denen das pulverförmige Material verfestigt werden soll, mittels Laserlicht belichtet. Auf diese Weise kann Schicht für Schicht ein sehr komplexes Bauteil aufgebaut werden.
- Überschüssiges Material, das nicht belichtet wurde, kann nach dem Belichten einer Schicht aus den unbelichteten Bereichen entfernt werden, z. B. durch Absaugen oder Wegblasen, und anschließende wieder verwendet werden.
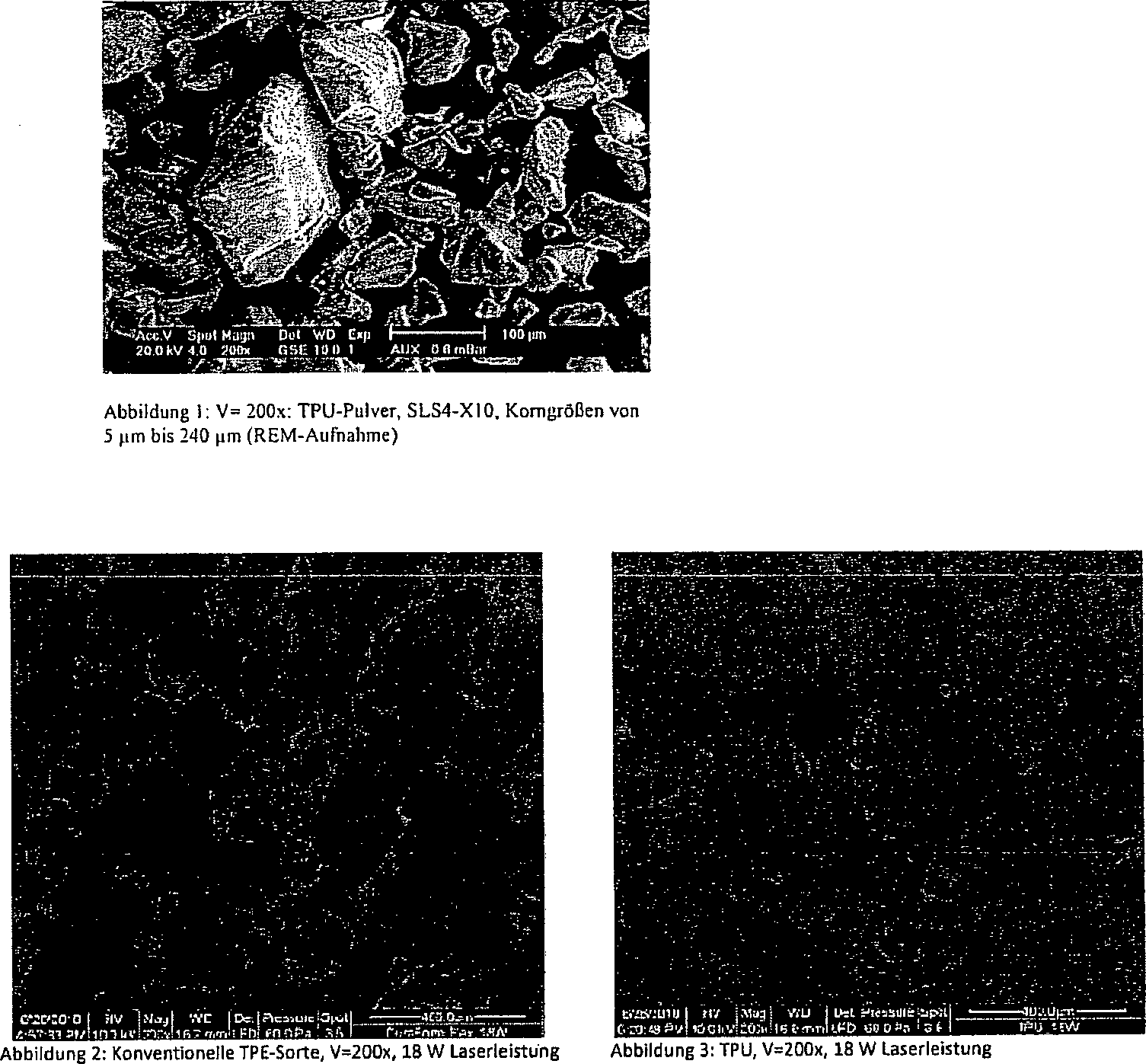
- Versuche haben gezeigt, dass pulverförmiges Material, das eine Partikelgröße aufweist, die im Bereich zwischen 100 μm und 200 μm liegt, zu Bauteilen führt, die eine für viele Anwendungen hinreichende Flexibilität und Festigkeit sowie eine vergleichsweise hohe Oberflächengüte aufweisen.
- Das zum Sintern verwendete pulverförmige Material kann durch mechanische Bearbeitung, z. B. durch Mahlen, insbesondere Kaltmahlen bzw. durch kryogenes Mahlen, aus einem thermoplastischen Polyurethanhalbzeug hergestellt werden. Als Ausgangshalbzeug kann beispielsweise ein gegossener Polyurethanblock verwendet. werden, der abgekühlt und mittels einer Mühle zu feinem, pulverförmigen Material vermahlen wird, das vorzugsweise eine Partikelgröße aufweist, die in dem oben genannten Bereich (100 μm und 200 μm) liegt.
- Nach einer Weiterbildung der Erfindung können Teilbereiche oder die gesamte Oberfläche des herzustellenden Kunststoffbauteils mit einer Beschichtung versehen werden.
- Thermoplastische Polyurethane zeigen nach der Verarbeitung durch Lasersintern das Potenzial, die Lücke zwischen den technischen Elastomeren und bislang zu verarbeitenden Polyamid-Typen schließen zu können. Lasergesinterte TPUs zeichneten sich durch hohe gummielastische Eigenschaften mit gleichzeitig geringer plastischer Verformung aus.
- Bei vergleichbarer Energiedichte können durch die Verarbeitung des thermoplastischen Polyurethan-Pulvers deutlich verbesserte mechanische Kennwerte erzielt werden (Zugversuch nach DIN 53504):
- – E-Modul: 80 MPa (TPU) – 25 MPa (konventionelle TPE-Sorte);
- – Zugfestigkeit: 12 MPa (TPU) – 5 MPa (konventionelle TPE-Sorte);
- – Bruchdehnung: 350% (TPU) – 250% (konventionelle TPE-Sorte);
- Mit erhöhter Energiedichte lässt sich der E-Modul des lasergesinterten TPU-Pulvers bis 100 MPa steigern, wohingegen der E-Modul des konventionellen TPE-Typs bei 30 MPa stagniert. Auch mit wiederholter Verarbeitung des TPU-Pulvers bleiben die mechanischen Eigenschaften über denen des konventionellen TPE-Pulvers. Das Gefüge des lasergesinterten Thermoplastischen Polyurethans (vergleichbare Energiedichte beim Lasersintern) ist wesentlich dichter und homogener.
-
- Neben der hohen Elastizität, Zugfestigkeit und Reißdehnung zeigten die Bauteile eine hohe Beständigkeit gegen einwirkende Medien und hohe Weiterreißfestigkeit.
- ZITATE ENTHALTEN IN DER BESCHREIBUNG
- Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
- Zitierte Patentliteratur
-
- DE 202005020596 U1 [0003]
- DE 10122492 A1 [0004]
- DE 102004012682 A1 [0004]
- DE 102004012683 A1 [0004]
- DE 19747309 B4 [0004]
- DE 19747309 B1 [0004]
- EP 1443073 [0004]
- EP 879137 [0004]
- DE 4410046 [0004]
- Zitierte Nicht-Patentliteratur
-
- DIN 53504 [0022]
Claims (9)
- Verfahren zur Herstellung eines Bauteils, insbesondere eines Kunststoffbauteils für ein Kraftfahrzeug, durch Lasersintern, dadurch gekennzeichnet, dass als Sintermaterial ein pulverförmiges Material verwendet wird, das thermoplastisches Polyurethan enthält oder daraus besteht.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, dass das Bauteil schichtweise aufgebaut wird.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass eine erste Schicht des Materials flächig auf ein Substrat aufgebracht wird und Bereiche, in denen das pulverförmige Material zu dem Bauteil verfestigt werden soll, mittels Laserlicht belichtet werden.
- Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass auf eine zumindest bereichsweise belichtete Schicht nach dem Belichtungsvorgang eine weitere Schicht pulverförmigen Materials aufgebracht wird und diese wiederum in Bereichen, in denen das pulverförmige Material verfestigt werden soll, mittels Laserlicht belichtet wird.
- Verfahren nach einem der Ansprüche 3 oder 4, dadurch gekennzeichnet, dass Material nach dem Belichten einer Schicht aus unbelichteten Schichtbereichen entfernt wird.
- Verfahren nach einem der Ansprüche 1 bis 5, dadurch gekennzeichnet, dass das Material eine Partikelgröße aufweist, die im Bereich zwischen 100 μm und 200 μm liegt.
- Verfahren nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet, dass das pulverförmige Material durch mechanische Bearbeitung aus einem thermoplastischen Polyurethanhalbzeug hergestellt wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, dass das Polyurethanhalbzeug zu pulverförmigem Material gemahlen wird.
- Verfahren nach einem der Ansprüche 1 bis 8, dadurch gekennzeichnet, dass eine Oberfläche des lasergesinterten Bauteils mit einer Beschichtung versehen wird.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010062875A DE102010062875A1 (de) | 2010-12-13 | 2010-12-13 | Verfahren zur Herstellung eines Bauteils durch Lasersintern |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102010062875A DE102010062875A1 (de) | 2010-12-13 | 2010-12-13 | Verfahren zur Herstellung eines Bauteils durch Lasersintern |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| DE102010062875A1 true DE102010062875A1 (de) | 2012-06-14 |
Family
ID=46144617
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE102010062875A Ceased DE102010062875A1 (de) | 2010-12-13 | 2010-12-13 | Verfahren zur Herstellung eines Bauteils durch Lasersintern |
Country Status (1)
| Country | Link |
|---|---|
| DE (1) | DE102010062875A1 (de) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013224142A1 (de) * | 2013-11-26 | 2015-05-28 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Einlegesohle und Verfahren zu deren Herstellung |
| DE102013113320A1 (de) | 2013-12-02 | 2015-06-03 | Timur Ünlü | Pulverförmige Zusammensetzung aus thermoplastischem Polyurethan und Verwendung der Zusammensetzung |
| WO2015109143A1 (en) * | 2014-01-17 | 2015-07-23 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| DE102015004570A1 (de) * | 2014-08-05 | 2016-02-11 | Miranda Fateri | Additive Manufacturing Verfahren und Vorrichtung zur Durchführung des Additive Manufacturing Verfahrens |
| EP3028842A1 (de) | 2014-12-02 | 2016-06-08 | Rowak AG | Pulverförmige zusammensetzungen aus thermoplastischen kunststoffen und verwendung der zusammensetzungen |
| WO2016105945A1 (en) * | 2014-12-23 | 2016-06-30 | Dow Global Technologies Llc | Method of additive manufacturing using moleculary self-assembling materials and microfillers |
| WO2017015073A1 (en) * | 2015-07-17 | 2017-01-26 | Lubrizol Advanced Materials, Inc. | Thermoplastic polyurethane compositions for solid freeform fabrication |
| DE102016005535A1 (de) * | 2016-05-04 | 2017-11-09 | Daimler Ag | Körperstützendes Formteil und Verfahren zu dessen Herstellung |
| EP3395901A1 (de) * | 2017-04-24 | 2018-10-31 | Covestro Deutschland AG | Additives fertigungsverfahren mit einem gemischten thermoplastischen aufbaumaterial |
| WO2019168807A1 (en) * | 2018-03-02 | 2019-09-06 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| WO2022195184A1 (fr) * | 2021-03-18 | 2022-09-22 | Psa Automobiles Sa | Dispositif de réception d'objet pour véhicule et procédé de fabrication d'un tel dispositif |
| US11577458B2 (en) | 2018-06-29 | 2023-02-14 | 3M Innovative Properties Company | Additive layer manufacturing method and articles |
| US11981778B2 (en) | 2020-01-17 | 2024-05-14 | Carbon, Inc. | Chemical recycling of additively manufactured objects |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4410046C1 (de) | 1994-03-23 | 1995-05-24 | Eos Electro Optical Syst | Verfahren und Material zum Herstellen eines dreidimensionalen Objekts durch Sintern |
| EP0879137A1 (de) | 1995-03-31 | 1998-11-25 | Dtm Corporation | Verbundkunststoffpulver für stereolithographie |
| DE10122492A1 (de) | 2001-05-10 | 2002-11-14 | Bayer Ag | Verfahren zur Herstellung von Polymerpulvern für das Rapid Prototyping |
| DE10129305A1 (de) * | 2001-06-18 | 2002-12-19 | Bayer Ag | Verfahren zur Herstellung von dreidimensionalen Mustern |
| EP1443073A1 (de) | 2002-11-07 | 2004-08-04 | Degussa AG | Polyamidpulver mit dauerhafter, gleichbleibend guter Rieselfähigkeit |
| DE102004012682A1 (de) | 2004-03-16 | 2005-10-06 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels Lasertechnik und Auftragen eines Absorbers per Inkjet-Verfahren |
| DE102004012683A1 (de) | 2004-03-16 | 2005-10-06 | Degussa Ag | Lasersintern mit Lasern mit einer Wellenlänge von 100 bis 3000 nm |
| DE202005020596U1 (de) | 2004-03-21 | 2006-05-04 | Toyota Motorsport Gmbh | Pulver für das Rapid Prototyping |
| DE19747309B4 (de) | 1997-10-27 | 2007-11-15 | Degussa Gmbh | Verwendung eines Polyamids 12 für selektives Laser-Sintern |
| DE202005021503U1 (de) * | 2005-02-19 | 2008-07-24 | Evonik Degussa Gmbh | Polymerpulver mit Blockpolyetheramid, Verwendung in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Polymerpulver |
-
2010
- 2010-12-13 DE DE102010062875A patent/DE102010062875A1/de not_active Ceased
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4410046C1 (de) | 1994-03-23 | 1995-05-24 | Eos Electro Optical Syst | Verfahren und Material zum Herstellen eines dreidimensionalen Objekts durch Sintern |
| EP0879137A1 (de) | 1995-03-31 | 1998-11-25 | Dtm Corporation | Verbundkunststoffpulver für stereolithographie |
| DE19747309B4 (de) | 1997-10-27 | 2007-11-15 | Degussa Gmbh | Verwendung eines Polyamids 12 für selektives Laser-Sintern |
| DE10122492A1 (de) | 2001-05-10 | 2002-11-14 | Bayer Ag | Verfahren zur Herstellung von Polymerpulvern für das Rapid Prototyping |
| DE10129305A1 (de) * | 2001-06-18 | 2002-12-19 | Bayer Ag | Verfahren zur Herstellung von dreidimensionalen Mustern |
| EP1443073A1 (de) | 2002-11-07 | 2004-08-04 | Degussa AG | Polyamidpulver mit dauerhafter, gleichbleibend guter Rieselfähigkeit |
| DE102004012682A1 (de) | 2004-03-16 | 2005-10-06 | Degussa Ag | Verfahren zur Herstellung von dreidimensionalen Objekten mittels Lasertechnik und Auftragen eines Absorbers per Inkjet-Verfahren |
| DE102004012683A1 (de) | 2004-03-16 | 2005-10-06 | Degussa Ag | Lasersintern mit Lasern mit einer Wellenlänge von 100 bis 3000 nm |
| DE202005020596U1 (de) | 2004-03-21 | 2006-05-04 | Toyota Motorsport Gmbh | Pulver für das Rapid Prototyping |
| DE202005021503U1 (de) * | 2005-02-19 | 2008-07-24 | Evonik Degussa Gmbh | Polymerpulver mit Blockpolyetheramid, Verwendung in einem formgebenden Verfahren und Formkörper, hergestellt aus diesem Polymerpulver |
Non-Patent Citations (1)
| Title |
|---|
| DIN 53504 |
Cited By (35)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102013224142A1 (de) * | 2013-11-26 | 2015-05-28 | Fraunhofer-Gesellschaft zur Förderung der angewandten Forschung e.V. | Einlegesohle und Verfahren zu deren Herstellung |
| DE102013113320A1 (de) | 2013-12-02 | 2015-06-03 | Timur Ünlü | Pulverförmige Zusammensetzung aus thermoplastischem Polyurethan und Verwendung der Zusammensetzung |
| CN111777735B (zh) * | 2014-01-17 | 2022-06-14 | 路博润先进材料公司 | 选择性激光烧结和系统中使用热塑性聚氨酯的方法以及其制品 |
| CN111777735A (zh) * | 2014-01-17 | 2020-10-16 | 路博润先进材料公司 | 选择性激光烧结和系统中使用热塑性聚氨酯的方法以及其制品 |
| EP3798267A1 (de) * | 2014-01-17 | 2021-03-31 | Lubrizol Advanced Materials, Inc. | Verfahren zur verwendung thermoplastischer polyurethane beim selektiven laser-sintern und systeme und artikel daraus |
| US10647808B2 (en) * | 2014-01-17 | 2020-05-12 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| KR20160108530A (ko) * | 2014-01-17 | 2016-09-19 | 루브리졸 어드밴스드 머티어리얼스, 인코포레이티드 | 선택적 레이저 소결에서 열가소성 폴리우레탄을 이용하는 방법 및 이의 시스템 및 물품 |
| CN106103527A (zh) * | 2014-01-17 | 2016-11-09 | 路博润先进材料公司 | 选择性激光烧结和系统中使用热塑性聚氨酯的方法以及其制品 |
| US20170008233A1 (en) * | 2014-01-17 | 2017-01-12 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| KR102310155B1 (ko) * | 2014-01-17 | 2021-10-07 | 루브리졸 어드밴스드 머티어리얼스, 인코포레이티드 | 선택적 레이저 소결에서 열가소성 폴리우레탄을 이용하는 방법 및 이의 시스템 및 물품 |
| WO2015109143A1 (en) * | 2014-01-17 | 2015-07-23 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| EP3094684B1 (de) | 2014-01-17 | 2021-03-31 | Lubrizol Advanced Materials, Inc. | Verfahren zur verwendung thermoplastischer polyurethane beim selektiven laser-sintern und systeme und artikel daraus |
| TWI666227B (zh) * | 2014-01-17 | 2019-07-21 | 美商盧伯利索先進材料有限公司 | 在選擇性雷射燒結中使用熱塑性聚胺甲酸酯的方法及其系統和物品 |
| US11673990B2 (en) * | 2014-01-17 | 2023-06-13 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| US20220242999A1 (en) * | 2014-01-17 | 2022-08-04 | Lubrizol Advanced Materials, Inc. | Methods of using thermoplastic polyurethanes in selective laser sintering and systems and articles thereof |
| DE102015004570A1 (de) * | 2014-08-05 | 2016-02-11 | Miranda Fateri | Additive Manufacturing Verfahren und Vorrichtung zur Durchführung des Additive Manufacturing Verfahrens |
| EP3028842B1 (de) | 2014-12-02 | 2020-06-03 | AM POLYMERS GmbH | Pulverförmige zusammensetzungen aus thermoplastischen kunststoffen und verwendung der zusammensetzungen |
| EP3028842A1 (de) | 2014-12-02 | 2016-06-08 | Rowak AG | Pulverförmige zusammensetzungen aus thermoplastischen kunststoffen und verwendung der zusammensetzungen |
| CN107108953A (zh) * | 2014-12-23 | 2017-08-29 | 陶氏环球技术有限责任公司 | 使用分子自组装材料和微填料的增材制造方法 |
| WO2016105945A1 (en) * | 2014-12-23 | 2016-06-30 | Dow Global Technologies Llc | Method of additive manufacturing using moleculary self-assembling materials and microfillers |
| CN108026243A (zh) * | 2015-07-17 | 2018-05-11 | 路博润先进材料公司 | 用于实体自由成型制造的热塑性聚氨酯组合物 |
| WO2017015073A1 (en) * | 2015-07-17 | 2017-01-26 | Lubrizol Advanced Materials, Inc. | Thermoplastic polyurethane compositions for solid freeform fabrication |
| DE102016005535A1 (de) * | 2016-05-04 | 2017-11-09 | Daimler Ag | Körperstützendes Formteil und Verfahren zu dessen Herstellung |
| CN110520476A (zh) * | 2017-04-24 | 2019-11-29 | 科思创德国股份有限公司 | 使用混合热塑性构建材料的增材制造法 |
| US11400646B2 (en) | 2017-04-24 | 2022-08-02 | Covestro Deutschland Ag | Additive production process using a mixed thermoplastic construction material |
| WO2018197392A1 (de) * | 2017-04-24 | 2018-11-01 | Covestro Deutschland Ag | Additives fertigungsverfahren mit einem gemischten thermoplastischen aufbaumaterial |
| EP3395901A1 (de) * | 2017-04-24 | 2018-10-31 | Covestro Deutschland AG | Additives fertigungsverfahren mit einem gemischten thermoplastischen aufbaumaterial |
| WO2019168807A1 (en) * | 2018-03-02 | 2019-09-06 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| US12042994B2 (en) | 2018-03-02 | 2024-07-23 | Carbon, Inc. | Sustainable additive manufacturing resins and methods of recycling |
| US11577458B2 (en) | 2018-06-29 | 2023-02-14 | 3M Innovative Properties Company | Additive layer manufacturing method and articles |
| US11981778B2 (en) | 2020-01-17 | 2024-05-14 | Carbon, Inc. | Chemical recycling of additively manufactured objects |
| WO2022195184A1 (fr) * | 2021-03-18 | 2022-09-22 | Psa Automobiles Sa | Dispositif de réception d'objet pour véhicule et procédé de fabrication d'un tel dispositif |
| FR3120830A1 (fr) * | 2021-03-18 | 2022-09-23 | Psa Automobiles Sa | Dispositif de réception d’objet pour véhicule et procédé de fabrication d’un tel dispositif |
| CN117062711A (zh) * | 2021-03-18 | 2023-11-14 | 标致雪铁龙汽车股份有限公司 | 用于车辆的物体接收装置以及用于制造这种装置的制造方法 |
| US20240149525A1 (en) * | 2021-03-18 | 2024-05-09 | Psa Automobiles Sa | Object-receiving device for a vehicle and method for manufacturing such a device |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE102010062875A1 (de) | Verfahren zur Herstellung eines Bauteils durch Lasersintern | |
| DE102013113320B4 (de) | Verwendung einer pulverförmigen Zusammensetzung aus thermoplastischem Polyurethan und Verfahren zur Herstellung eines Formkörpers | |
| DE102008055195B4 (de) | Gleitelement und Verfahren zu seiner Herstellung | |
| EP1511624B1 (de) | Gleitlagerverbundwerkstoff | |
| DE102018003274B4 (de) | Polymer-Blend mit Formgedächtnis- und/oder mit thermoresponsiven Eigenschaften auf der Basis von thermoplastischen Polyurethanen und Polyolefinen, Polymer-Formteil sowie Verfahren zur Programmierung des Polymer-Blends eines solchen Formteils | |
| EP3365166B1 (de) | Mehrschichtiges verbundbauteil | |
| DE102017205111B4 (de) | Verfahren zum Herstellen eines Crash-Pads und Crash-Pad | |
| DE102014222283A1 (de) | Kunststoffaufweisender selbstschmierender Lagerkäfig | |
| DE102015004130A1 (de) | UV-aushärtende Harzzusammensetzung, Gleitelement, und Verfahren zur Herstellung eines Gleitelements | |
| DE102010015056A1 (de) | Verfahren zur Herstellung eines beschichteten Kunststoffbauteils | |
| EP2991830B1 (de) | Elastomer-pmma-schichtverbunde mit verbesserten eigenschaften | |
| EP2086694B1 (de) | GROßWALZE | |
| DE102007046910A1 (de) | Deformierbares Substrat mit mikrostruktuierter Oberfläche aus aufgebrachtem Material sowie Verfahren zur Herstellung eines solchen Substrates | |
| WO2009043743A1 (de) | Gleitlack zur beschichtung von wischblättern eines scheibenwischers | |
| DE102007058645B4 (de) | Verbundwerkstoff mit schmierenden Eigenschaften, Verfahren zu dessen Herstellung sowie dessen Verwendung | |
| DE202012102840U1 (de) | Beschichtete Lamelle | |
| DE102016221609A1 (de) | Kugelelement für Lageranwendungen und Verfahren zum Herstellen eines solchen | |
| EP3807554A1 (de) | Schraubenfeder einer kraftfahrzeugfederung, verfahren zu deren herstellung sowie kraftfahrzeugfederung | |
| DE202015107054U1 (de) | Mehrkomponenten-Lauffläche | |
| EP1526296A2 (de) | Formkörper für gleitende Beanspruchung | |
| DE102008034041A1 (de) | Kunststoff-Verbundscheibe für insbesondere die Fahrzeugverscheibung | |
| WO2007128289A1 (de) | Gleiteinrichtung, insbesondere für bewegliche fahrzeugteile | |
| DE102019122333A1 (de) | Elastisches Sandwichbauteil | |
| DE10225783A1 (de) | Gleitlagerverbundwerkstoff | |
| WO2019025307A1 (de) | Metall-kunststoff-gleitlagerverbundwerkstoff und hieraus hergestelltes gleitlagerelement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R016 | Response to examination communication | ||
| R002 | Refusal decision in examination/registration proceedings | ||
| R003 | Refusal decision now final |
Effective date: 20140304 |