-
Die vorliegende Erfindung betrifft ein Presswerkzeug gemäß den Merkmalen von Patentanspruch 1 sowie ein Verfahren gemäß den Merkmalen von Patentanspruch 9. Die vorliegende Erfindung betrifft daher insbesondere ein Presswerkzeug sowie ein Verfahren zum Verpressen eines CFK-Stahl-Hybridbauteils mit diesem Presswerkzeug.
-
Im Stand der Technik sind Presswerkzeuge zur Herstellung von Formkörpern aus Faserverbundwerkstoffen bekannt, bei denen zwei gegeneinander bewegbare Werkzeughälften zusammenfahren, um aus den zu pressenden Faserverbundwerkstoffen einen Formkörper herzustellen.
-
So zeigt zum Beispiel die
EP 0 385 356 A2 ein Presswerkzeug zur Herstellung von Formkörpern aus Faserverbundwerkstoffen, wobei ein Presswerkzeug benutzt wird, welches aus zwei gegeneinander bewegbaren Werkzeughälften besteht, von denen die eine Werkzeughälfte eine dem Formkörper entsprechende Kavität und die andere Werkzeughälfte einen in die Kavität einführbaren Formstempel umfassen. Presswerkzeuge dieser Art werden auch als Tauchkantenwerkzeuge bezeichnet.
-
Ferner zeigt die
DE 195 40 189 A1 eine Pressvorrichtung und ein Verfahren zur Herstellung von Formteilen aus Faserverbundwerkstoffen. Die Pressvorrichtung hat einen Auflagetisch, einen zur Durchführung eines Pressvorgangs in Richtung des Auflagetischs verschiebbaren Pressstempel und ein zwischen beiden montierbares Presswerkzeug. Das Presswerkzeug enthält wenigstens zwei Teile, von denen das eine eine Formplatte mit einer formgebenden Fläche und das andere ein Formkern zum Komprimieren einer zwischen ihm und der formgebenden Fläche eingebrachten Schicht aus Faserwerkstoff und Matrixwerkstoff ist. Es wird weiter offenbart, dass wenigstens eine der beiden Teile ganz oder teilweise aus einem ohne Druck im Wesentlichen formstabilen, unter Druck dagegen verformbaren Material besteht und in Abhängigkeit vom herzustellenden Formteil so ausgebildet ist, dass die Schicht aus Faserwerkstoff und Matrixwerkstoff beim Pressvorgang durch entsprechende Verformung des Formkerns in einer vorgewählten Druckverteilung komprimiert wird und sich über die gesamte formgebende Fläche hinweg vorgewählte Faser- und Matrixvolumenanteile ergeben.
-
In der
EP 2586601 A1 und der
DE 10 2011 054 915 A1 ist jeweils ein Verfahren zur Herstellung eines Kraftfahrzeughybridbauteils offenbart bei dem auf ein Grundkörper ein Verstärkungspatch aus Faserverbundwerkstoff aufgebracht wird, wobei nur der Verstärkungspatch geheizt wird, um so einen geringeren Energieeintrag zu ermöglichen.
-
Die
DE 10 2011 050 701 A1 beschäftigt sich mit der Problematik von Austretendem Harz beim Pressen eines Hybridbauteils und schlägt vor eine Abdeckung zum Schutz des Werkzeugs vorzusehen, wobei die Abdeckung aus einer Sauglage gebildet ist, die Harz aufnehmen kann.
-
Im Stand der Technik ist ferner bekannt, dass es eine Vielzahl von Kombinationen von Faser-Matrix-Halbzeugen und Fasern sowie mit weiteren Materialien gibt, um die gewünschten Materialeigenschaften des herzustellenden Formteils zu beeinflussen. Im Konstruktionsbau, wie zum Beispiel im Fahrzeugbau, besteht ein zunehmendes Bedürfnis dahingehend, dass leichte, aber hochstabile Formteile aus hybriden Metall-Verbundwerkstoffen wie zum Beispiel Kohlefaserverbundwerkstoffen zusammen mit Stahlelementen hergestellt werden. Hierzu werden sogenannte CFK-Stahl-Hybridbauteil hergestellt und verwendet.
-
Im Sinne der vorliegenden Erfindung versteht man unter einem CFK-Stahl-Hybridbauteil ein solches Halbzeug, das aus einem CFK-Material wie z. B. einem CFK-Verstärkungs-Prepreg besteht, welches in einem formbaren Zustand (weicher Zustand) mit einer Klebefolie oder einer Klebeschicht auf ein Stahlbauteil aufgepresst wird und in einem vorzugsweise beheizbaren Werkzeug ausgehärtet wird.
-
Das so erhaltene CFK-Stahl-Hybridbauteil (CFK-Patch/Stahlbauteil) wird in einem geschlossenen Werkzeug auf eine entsprechend hohe Prozesstemperatur von ca. 160°C erhitzt, wodurch der Klebstoff und das Harz aushärten.
-
Beim Verpressen eines Materialverbundes aus einem CFK-Patch, einer Klebeschicht und einem Stahlbauteil zu einem CFK-Stahl-Hybridbauteilen kommt es allerdings zu dem Problem, dass sowohl das Harz als auch der Kleber beim Pressen flüssig werden bzw. eine niedrige Viskosität erhalten und folglich beim Pressen aufgrund des Pressendrucks unerwünscht aus der Kavität herausgedrückt wird bzw. an den Stoßstellen der Werkzeughälften aus dem Werkzeug austreten kann. Das ausgetretene Harz bzw. der ausgetretene Klebstoff verunreinigen das Stahlbauteil, was auch in späteren Prozessschritten, wie z. B. einer nachfolgenden Beschichtung, wie einer KTL-Beschichtung zu Störungen und Fehlern führt. Solche fehlerhaften Beschichtungssysteme zeigen später im Gebrauch des Fahrzeuges eine Anfälligkeit gegen Unterwanderungskorrosion, was zum Ablösen des gesamten CFK-Verstärkungsteils und damit zum Versagen der Baugruppe führen kann.
-
Zur Überwindung der vorbesagten Schwierigkeiten wurde versucht mittels aufwendiger Abdichtmaßnahmen im Werkzeug mit Hilfe von Niederhaltern und Gummiabdichtungen das Austreten von Harz und Klebstoff zu verhindern. Aufgrund der Material- und Fertigungstoleranzen sind solche Abhilfemaßnahmen jedoch nicht zuverlässig und es kommt immer wieder zu unerwünschtem Austritt von Harz und/oder Kleber aus dem Werkzeug mit dem Folgeprobleme der aufwendigen und zeitintensiven Reinigung des Werkzeuges, der Dichtlippen u. s. w.. Ferner besteht das Problem, dass die Dichtmaterialen bei der Reinigung der Dichtebenen beschädigt werden können, was erneut zu Austritt von Harz und/oder Klebstoff an den beschädigten Stellen führt.
-
Vor diesem Hintergrund ist es Aufgabe der vorliegenden Erfindung, eine Pressvorrichtung und ein Verfahren zur Herstellung von hybriden Stahl-Faserverbundbauteilen wie CFK-Stahl-Hybridbauteilen bereitzustellen, bei dem vorbesagte Nachteile überwunden werden und insbesondere beim Pressvorgang sichergestellt wird, dass kein Harz oder Klebstoff aus der Kavität des Werkzeuges austritt.
-
Diese Aufgabe wird durch ein Presswerkzeug mit den Merkmalen nach Anspruch 1 und einem Verfahren mit den Merkmalen nach Anspruch 9 gelöst.
-
Grundgedanke der vorliegenden Erfindung ist es dabei, die dem Prepreg zugewandte Seite des Presswerkzeuges mit einer Oberflächenstruktur zu versehen, in der eine Vielzahl von Vertiefungen (vorzugsweise in einem gleichmäßigen Raster) in die Werkzeugoberfläche eingebracht sind, so dass sich jeweils Oberflächensegmente zwischen den Vertiefungen ergeben, die die beim Pressen wirksame Werkzeugoberfläche ausbilden, während die Vertiefungen einen Aufnahmeraum zum Sammeln von Harz ausbilden. Anstelle der Vertiefungen können alternativ auch eine Vielzahl von Erhebungen aus der Werkzeugoberfläche hervorstehen, die in diesem Fall die wirksame Oberflächenstruktur beim Pressen ausbilden. Demzufolge ergeben sich zwischen den Erhebungen Bereiche, in den der beim Pressen austretende Harz entweichen kann.
-
Es wird demnach ein Presswerkzeug zum Verpressen eines Materialverbundes aus einem Prepreg, einer Klebstoffschicht und einem Stahlbauteil zu einem CFK-Stahl-Hybridbauteile vorgeschlagen, umfassend zwei aufeinander zu bewegbare Werkzeughälften mit jeweils einer Werkzeugoberfläche und einem dazwischen befindlichen Aufnahmeraum, wobei in der einen Werkzeugoberfläche eine Vielzahl von Strukturen (Vertiefungen oder Erhebungen) mit einer Tiefe T bzw. einer Höhe H eingebracht sind. Demzufolge dienen diese so ausgebildeten Oberflächensegmente der Werkzeugoberfläche zum Einleiten des Pressendrucks in einen Materialverbund, während die Vertiefungen den Aufnahmeraum bereitstellen, dass der beim Pressen erzeugte Staudruck abgebaut wird und überschüssiges Harz in diese Bereiche hineingedrückt wird, anstelle unerwünscht aus dem Werkzeug auszutreten.
-
Erfindungsgemäß wirkt der Staudruck, der durch den Pressendruck erzeugt wird, so, dass das Harz aus dem Prepreg heraus in die Ausnehmungen hineingedrückt wird. In einer bevorzugten Ausführungsform der Erfindung ist demnach das Presswerkzeug so ausgebildet, dass die Oberflächenstrukturen jeweils einen Aufnahmeraum zur Aufnahme von Harz ausbilden, so dass beim Pressen Harz in dem Aufnahmeraum gesammelt werden kann und das flüssige bzw. hochviskose Harz so vor unerwünschtem Austritt aus der Kavität des Presswerkzeuges gehindert werden kann.
-
Weiter bevorzugt ist es, wenn in dem Presswerkzeug die Vertiefungen in der Werkzeugoberfläche in einem gleichmäßigen und/oder symmetrischen Raster ausgebildet sind. Auf diese Weise kann eine gleichmäßige Oberflächenstruktur und gleichmäßige Kräfteverteilung beim Pressen auf die Oberfläche des Prepregs erreicht werden.
-
In einer weiter bevorzugten Ausführungsform der Erfindung ist das Presswerkzeug so gestaltet, dass parallel zueinander angeordnete, unidirektionale Vertiefungen in der Werkzeugoberfläche zum Beispiel wellenartige Rinnen in der Werkzeugoberfläche ausgebildet sind. Auf diese Weise kann der Grundgedanke der Erfindung auch bei komplexen Formen verwendet werden ohne dass Probleme mit der Entformbarkeit entstehen.
-
Mit Vorteil sind die Oberflächensegmente zwischen benachbarten Vertiefungen jeweils als Oberflächensegmente mit einer vorzugsweise kegelförmig zulaufenden Spitze ausgebildet und spannen die Spitzen an der Werkzeugoberfläche eine gemeinsame Ebene auf.
-
Weiter vorteilhaft ist es, wenn die Vertiefungen in der Form von Mulden, Wölbungen, Wellen oder dergleichen ausgebildet sind. Durch eine Muldenform oder Wellenform wird die Oberfläche damit gekrümmt ausgebildet, so dass konkave Ausnehmungen den Aufnahmeraum für Harz beim Verpressen des Prepregs bilden. So können die Vertiefungen entlang der Werkzeugoberfläche in ihrem Oberflächenverlauf in wenigstens einer zur Werkzeugoberfläche orthogonalen Querschnittebene einen parabelförmigen oder kreissegmentförmigen Verlauf zeigen und der Abstand der Scheitelpunkte S der Vertiefungen (z. B. der Scheitelpunkte in den Mulden oder Wellen) zur Werkzeugoberfläche die Tiefe T der Ausnehmungen bestimmen.
-
In einer weiter bevorzugten Ausführungsform der Erfindung ist benachbart zu wenigstens einer randseitigen Vertiefung (d. h. am Rande des Werkzeuges) ein randseitiges Oberflächensegment (z. B. eine abschließende Rippe) als Abdichtelement zum Verhindern des Austritts von Harz aus der benachbarten Vertiefung an der Werkzeugoberfläche ausgebildet.
-
Ein weiterer Aspekt der vorliegenden Erfindung betrifft ein Verfahren zum Verpressen eines Materialverbundes aus einem Prepreg (Verstärkungsprepreg), einer Klebstoffschicht und einem Stahlbauteil zu einem CFK-Stahl-Hybridbauteilen, in einem Presswerkzeug, welches wie zuvor beschrieben, ausgebildet ist, mit den folgenden Schritten:
- – Aufbringen eines Prepregs mit einer Klebstoffschicht auf ein Stahlbauteil in den Aufnahmeraum zwischen die Werkzeughälften, und zwar so, dass das Prepreg zu der Werkzeugoberfläche der Werkzeughälfte mit den Vertiefungen hin orientiert wird; und
- – Verpressen des Prepregs, der Klebstoffschicht und des Stahbauteils durch Zusammenfahren der Werkzeughälften um einen definierten Hubweg, derart, dass die Werkzeugoberflächensegmente mit einer maximalen Tiefe Tmax < T in das Prepreg eintauchen.
-
In einer bevorzugten Ausführungsform der Erfindung wird in dem Verfahren anstelle der Klebstoffschicht eine, einen Vlieskern aufweisende Klebefolie verwendet.
-
Andere vorteilhafte Weiterbildungen der Erfindung sind in den Unteransprüchen gekennzeichnet bzw. werden nachstehend zusammen mit der Beschreibung der bevorzugten Ausführung der Erfindung anhand der Figuren näher erläutert.
-
Die Figuren zeigen:
-
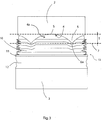
1 eine schematische Schnittansicht durch ein erfindungsgemäßes Presswerkzeug mit einem Materialverbund beim Verpressen;
-
2 eine schematische Ansicht des erfindungsgemäßen Presswerkzeugs gemäß 1 in einer teilweise geschnittenen Aufsicht;
-
3 ein Detail aus 1;
-
4 eine perspektivische Ansicht eines Werkzeugoberteils ähnlich der Ausführung aus 1;
-
5 eine Übersicht von Beispielen unterschiedlicher Ausführungen von Vertiefungen.
-
In 1 ist eine schematische Schnittansicht eines Ausführungsbeispiels eines erfindungsgemäßen Presswerkzeugs 1 von der Seite beim Verpressen eines Materialverbundes aus einem Prepreg 10, einer Klebstoffschicht 11 und einem Stahlblech 12 zu einem CFK-Stahl-Hybridbauteil gezeigt. Das Presswerkzeug 1 besteht aus einer oberen Werkzeughälfte 2 und einer darunter angeordneten Werkzeughälfte 3. Die Werkzeughälfte 2 ist ausgebildet als Werkzeugoberteil, während die Werkzeughälfte 3 als Werkzeugunterteil ausgebildet ist. Zwischen der Werkzeughälfte 2 und der Werkzeughälfte 3 befindet sich ein Aufnahmeraum für den darin eingebrachten Materialverbund aus dem Prepreg 10, der Klebstoffschicht 11 und dem Stahlblech 12. Ferner ist in der schematischen Ansicht zu erkennen, dass in dem Werkzeugunterteil 3 eine Kavität in der Form eines Kastenprofils eingebracht ist, auf dem das Stahlblech aufliegt und wie dargestellt, umgebogen wurde. In der oberen Werkzeughälfte 2 sind eine Vielzahl von muldenförmigen Vertiefungen und zwar in der Werkzeugoberfläche 2a eingebracht.
-
Die Werkzeughälfte 2 bildet ferner benachbart zu wenigstens einer randseitigen Vertiefung 4 ein randseitiges Oberflächensegment 5a als Abdichtelement zum Verhindern des Austritts von Harz aus.
-
Die muldenförmige Vertiefungen 4 (Mulden 4) sind ferner in der perspektiven Ansicht in der 4 zu erkennen, sowie im Schnitt-Detail in der 3.
-
In der Werkzeugoberfläche 2a sind die Vielzahl von Mulden 4 mit einer Tiefe T eingebracht. Die Tiefe T bestimmt sich durch den Abstand des Scheitelpunktes S einer Mulde 4 und der durch die Spitzen 6a der Strukturen 6 aufgespannten Ebene 7. Zwischen benachbarten Mulden 4 befinden sich jeweils Oberflächensegmente 5, welche als Strukturen 6 mit kegelförmig zulaufenden Spitzen 6a an der Werkzeugoberfläche 2a ausgebildet sind, zum Einleiten des Pressendrucks in das Prepreg.
-
In dem vorliegenden Ausführungsbeispiel sind, wie in 2 ersichtlich, zur besseren Entformbarkeit die Vertiefungen 4 an der jeweiligen Seite der oberen Werkzeughälfte 2 nicht muldenförmig, sondern wellenförmig (d. h. als unidirektionale längliche Mulden 4) ausgebildet, während die Strukturen 6 zwischen je zwei benachbarten länglichen Mulden 4 als Rippen mit einer Spitze 6a ausgebildet sind. Auf diese Weise kann das Werkzeug einfach nach oben heraus befördert werden, ohne dass Entformungsprobleme aufgrund der muldenförmigen Form der Ausnehmungen 4 auftreten. Ferner ist in 2 in der rechten geschnittenen Teilansicht erkennbar, welcher Abdruck in die Oberfläche des Prepregs gedrückt wurde. Korrespondierend zu dem Raster aus den Mulden 4 ist ein Raster aus kuppenförmigen Erhöhungen 14 zu erkennen.
-
In 4 ist ferner erkennbar, dass die kreisförmigen Mulden 4 in der Stirnseite 2c der Werkzeugoberfläche 2a, sowie die länglichen Mulden 4 in den Seitenabschnitten 2b der Werkzeugoberfläche 2a in einem gleichmäßigen und symmetrischen Raster ausgebildet sind. Ferner ist in 4 erkennbar, dass die Abstände jeweils zweier benachbarter Mulden 4, so gewählt wurde, dass die Strukturen 6 an der Werkzeugoberfläche 2a keine Spitze 6a ausbilden, sondern eben verlaufen und die ebenen Abschnitte die Werkzeugebene 7 aufspannen.
-
Anders ausgedrückt, lässt sich wie in 3 im Detail gezeigt, der Oberflächenverlauf entlang der Werkzeugoberfläche 2a in der orthogonalen Querschnittebene (hier die Papierebene) wie folgt beschreiben. Die Mulde 4 weist einen kreissegmentförmigen Verlauf auf, an den sich eine benachbarte Mulde 4 unmittelbar anschließt, so dass an den Verbindungsstellen jeweils benachbarter Mulden 4 eine Spitze 6a vorhanden ist. Der Abstand der Scheitelpunkte S der jeweiligen Mulden 4 zur, durch die Spitzen 6a aufgespannten Werkzeugebene 7, definiert dabei die Tiefe T der Mulden 4.
-
Die Mulden 4 bilden jeweils einen Aufnahmeraum 4a zur Aufnahme von Harz beim Pressvorgang, da beim Zusammenfahren der Werkzeughälften 2, 3 um einen definierten Hubweg, die Strukturen 6 mit den Spitzen 6a mit einer maximalen Tiefe Tmax < T in das Prepreg eintauchen.
-
Die 5 zeigt eine Übersicht von alternativen Ausführungen von beispielhaften Oberflächenstrukturen, die in der Werkzeugoberfläche 2a eingebracht sind. Die Oberflächenstrukturen sind vorliegend als Vertiefungen 4 ausgebildet. Diese können alternativ auch als Erhöhungen (erhabene Oberflächenkontur) ausgebildet sein. Es ist in 5 beispielhaft gezeigt, dass die Vertiefungen 4 als rechteckige, runde, rautenförmige, linienförmige, pyramidale oder bienenwabenförmige Konturen ausgebildet sein können.
-
Die Erfindung beschränkt sich in ihrer Ausführung nicht auf die vorstehend angegebenen bevorzugten Ausführungsbeispiele. Vielmehr sind eine Anzahl von Varianten und Ausführungsarten, welche von der dargestellten Lösung und dem dargestellten Verfahren auch bei grundsätzlich anders gearteten Ausführungen Gebrauch macht, denkbar.
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- EP 0385356 A2 [0003]
- DE 19540189 A1 [0004]
- EP 2586601 A1 [0005]
- DE 102011054915 A1 [0005]
- DE 102011050701 A1 [0006]