-
Gebiet der Erfindung
-
Diese Erfindung betrifft das Gebiet der Metallumformung und insbesondere Verfahren zur Bestimmung der richtigen Größe eines flachen Werkstücks, das für das Formen eines in einem beliebigen Winkel gebogenen fertigen Produkts benötigt wird.
-
Hintergrund der Erfindung
-
Eine der Hauptschwierigkeiten beim Biegen von Blech besteht darin, die erforderliche Länge eines Stücks im flachen Zustand so zu bestimmen, dass es nach dem Biegen die gewünschten Abmessungen der Außenfläche aufweist. Dies ist schwierig, weil beim Biegeverfahren ein Stauchen der Innenfläche des Metalls und ein Strecken der Außenfläche bewirkt werden. Der Umfang des auftretenden Streckens ist schwer vorhersagbar. Bisher ist dieses Problem durch die Verwendung von Tabellen angegangen worden, die für verschiedene Materialtypen und -dicken auf der Grundlage von mit dem Material durchgeführten Biegeprüfungen entwickelt wurden. Das Verfahren, das gegenwärtig zur Berücksichtigung dieses Streckens und somit zur Berechnung der zweckmäßigen Länge im flachen Zustand verwendet wird, wird als Biegeabzug oder Biegeverkürzung bezeichnet. Der Wert für den Biegeabzug gibt an, um wie viel die Summe der beiden gewünschten Flanschabmessungen vermindert werden muss, um die richtige Länge im flachen Zustand zu erhalten. Die Hauptvorteile dieses Verfahrens bestehen darin, dass es preiswert und einfach ist – man braucht nur die Länge der Flansche A und B und die Länge des Teils im flachen Zustand mit Messschiebern zu messen. Es hat jedoch auch viele Nachteile. Das Hauptproblem besteht darin, dass, wenn der Biegewinkel nicht 90° beträgt, die Flanschlängen A und B nicht genau gemessen werden können. Weiterhin hängt der Wert für den Biegeabzug vom gewünschten Biegewinkel ab, sodass man sogar dann, wenn ein genauer Biegeabzugswert für eine 90°-Biegung berechnet wird, nicht vorhersagen kann, welchen Wert der Biegeabzug für einen anderen Biegewinkel haben wird.
-
Eine andere Möglichkeit zur Berechnung der geeigneten Länge eines Teils im flachen Zustand besteht in der Bestimmung der Position der neutralen Faser. Während des Biegens wird das Material an der Innenfläche gestaucht und das Material an der Außenfläche gestreckt. Somit muss es zwischen der Innenfläche und der Außenfläche einen Ort geben, an dem weder ein Strecken noch ein Stauchen auftritt. Diese Linie, auf der die Moleküle des Materials weder gestreckt noch gestaucht werden, wird als neutrale Faser bezeichnet. Die neutrale Faser befindet sich in einem Abstand t von der Innenfläche des Werkstücks. Nach dem Biegen schließt die Innenfläche den Innenwinkel ein.
-
Der wichtigste Aspekt der neutralen Faser besteht darin, dass ihre Länge gleich der Länge des Stücks im flachen Zustand ist. Wenn wir daher wissen, wo sich die neutrale Faser befindet, können wir exakt bestimmen, wie lang unser flaches Stück sein sollte, um im gebogenen Zustand die richtigen Abmessungen zu erhalten. Ein weiteres wichtiges Merkmal der neutralen Faser besteht darin, dass ihre Position nicht vom Biegewinkel abhängt. Dies ist darauf zurückzuführen, dass nach Beginn eines Biegevorgangs bereits gestauchtes Material nicht beginnt, sich zu strecken, und dass bereits gestrecktes Material nicht beginnt, gestaucht zu werden, wodurch eine Zunahme des Biegewinkels keine Auswirkung auf die Position der neutralen Faser hat.
-
Wenn der Abstand t bekannt ist, kann er zur Berechnung der richtigen Länge im flachen Zustand für jeden gewünschten Biegewinkel verwendet werden. Da die neutrale Faser sich jedoch innerhalb des Materials befindet, kann der Abstand t offensichtlich nicht mit einem herkömmlichen Verfahren wie mit Messschiebern gemessen werden. Diese Schwierigkeit bei der Messung ist der Grund dafür, dass das Biegeabzugsverfahren anstellt des Verfahrens der neutralen Faser verwendet wird. Es gibt in der Produktion keine einfache Möglichkeit zur Bestimmung der Position der neutralen Faser beim Biegen. Die vorlegende Erfindung widmet sich diesen Einschränkungen.
-
Verschiedene Erfindungen sind entwickelt worden, um das Problem der Bestimmung der Größe eines Ausgangswerkstücks für eine gebogene Metallkonstruktion mit einer festgelegten Größe zu lösen.
-
Lascoe, O. D., Handbook of Fabrication Processes", ASM International, 1988, S. 187 und 189, enthält ein Kapitel zum Biegen von Blech. Dieses Kapitel enthält einen Abschnitt über Biegeberechnungen. In diesem Abschnitt ist aufgeführt, dass ein häufiger Fehler bei der Bestimmung der Länge von Platinen (Blech-Rohteilen) darin besteht, dass die Blechdicke nicht addiert oder subtrahiert werden, wenn dies erforderlich ist. In diesem Abschnitt ist auch aufgeführt, dass eine allgemeine Regel bei der Entwicklung von Platinen darin besteht, das Teil in gerade Abschnitte und Biegungen oder Bögen aufzuteilen. Dann wird die Länge eines jeden Abschnitts ermittelt. Oft müssen rechtwinkelige Dreiecke eingezeichnet werden, um bekannte mit unbekannten Abmessungen zu verbinden. Dann wird eine unbekannte Seite oder ein unbekannter Winkel mittels Trigonometrie ermittelt. 2G–11 veranschaulicht viele beim Biegen verwendete Begriffe einschließlich eines Schrägwinkels (B).
-
Leigh, R. W., "Bend Allowance Formulas", http://ronleigh.com/ivytech/_refba.htm, Copyright 1994, 2006; Version vom 5. Dezember 2008, offenbart zwei Formeln:
eine empirische Formel für einen K-Faktor als:
K = ((R/T)/16) + 0,25 und eine Formel für eine Biegezugabe (Bend Allowance, B. A.):
B. A. = A·π·(R + K·T)/180 (A in Grad gemessen)
-
Diese beiden Gleichungen werden in dieser Literaturstelle abgeleitet. Die Gleichung zum K-Faktor ist aus experimentellen Daten abgeleitet. Bei der Biegezugabe handelt es sich um eine Gleichung für die Bogenlänge der neutralen Faser als Funktion der Biegung bei einem Biegewinkel A und des eingestellten Radius als Innenradius R plus dem Abstand t zur neutralen Faser, der durch t = K·T gegeben ist, wobei T die Dicke des Materials ist.
-
Diegel, O., "BendWorks The fine-art of Sheet Metal Bending", Complete Design Services, Juli 2002, offenbart Gleichungen für die Biegezugabe, den Biegeabzug und den k-Faktor. In dieser Literaturstelle wird eine Rückwärtsentwicklung des k-Faktors durch das Messen der Gesamtlänge im flachen Zustand, der Außenlängen des gebogenen Abschnitts, des Biegeradius, des Biegewinkels und der Materialdicke diskutiert.
-
Die U.S.-Patentanmeldung Nr. 2010/0106463, veröffentlicht für Hindman et al., betrifft angepasste Gleichungen für das Auseinanderfalten von Blech. Dieses System ermöglicht die Verwendung von angepassten Gleichungen für das Auseinanderfalten von Blech und die Bestimmung, wie Blech sich biegt. Die Lösung mit angepassten Gleichungen ermöglicht Anwendern die Definition von Formeln für das Auseinanderfalten auf der Grundlage von Gleichungstypen, die eine Referenz dafür bieten, worauf die Formeln geometrisch basieren. Der Formeltyp kann vom Anwender ausgewählt werden und aus einer Liste verfügbarer Typen einschließlich der Biegezugabe, des Biegeausgleichs, des Biegeabzugs und des k-Faktors stammen. In dieser Hinsicht kann der Gleichungstyp aus den vier Typen ausgewählt werden, und zweckmäßige Gleichungen sind mit anpassbaren Variablen veranschaulicht.
-
Das
US-Patent Nr. 5,689,435 , erteilt an Umney et al., betrifft Systeme und Verfahren für die automatisierte Konstruktion von Klammern. Diese Literaturstelle offenbart Gleichungen für die Biegezugabe und den Biegeabzug.
-
Das
US-Patent Nr. 5,842,36 , erteilt an Hans Klingel et al., offenbart als Teil eines Verfahrens zum Biegen von Werkstücken, wenn das Werkstück aus dem Gelenkunterteil und/oder dem Gelenkoberteil freigegeben wird, dass die tatsächliche Größe des Biegewinkels kontinuierlich bestimmt wird und aus der tatsächlichen Größe des gefundenen Biegewinkels dessen Änderung bestimmt und, sobald die Änderung der tatsächlichen Größe des Biegewinkels einen vorbestimmten Wert annimmt, die tatsächliche Größe des dann vorhandenen Biegewinkels mit der gewünschten Größe verglichen wird. An einer Werkzeugmaschine zum Ausführen des beschriebenen Verfahrens gibt es Scanelemente und eine Vorrichtung zur Bestimmung der tatsächlichen Größe des Biegewinkels, wobei es sich um Teile einer Vorrichtung zur Bestimmung der tatsächlichen Größe des Biegewinkels handelt. Die Vorrichtung zur Bestimmung der tatsächlichen Größe des Biegewinkels ist mit einer Vergleichsvorrichtung zum Vergleichen der tatsächlichen Größe des Biegewinkels mit der gewünschten Größe verbunden.
-
Das
US-Patent Nr. 7,643,967 , erteilt an Max W. Durney et al., offenbart ein Verfahren für die Gestaltung von Falzlinien in Blechmaterial, umfassend die Schritte des Definierens der gewünschten Abkantlinie in einer Hauptebene in einem Zeichensystem und des Besetzens der Abkantlinie mit einer Falzgeometrie, die eine Serie von Schneidzonen einschließt, die eine Reihe von verbundenen Zonen definieren, die relativ zur Abkantlinie ausgestaltet und positioniert sind, wobei beim Abkanten des Materials entlang der Abkantlinie ein Kanten-Flächen-Angriff des Materials auf gegenüberliegenden Seiten der Schneidzonen erzeugt wird. Alternativ kann das Verfahren die Schritte des Speicherns einer Mehrzahl von Schneidzonenkonfigurationen und Konfigurationen von verbundenen Zonen mit unterschiedlichen Abmessungen und/oder Formen, des Definierens einer gewünschten Abkantlinie in einer Hauptebene in einem Zeichensystem, des Auswählens einer bevorzugten Schneidzone und/oder einer bevorzugten verbundenen Zone, die eine gewünschte Form und einen gewünschten Maßstab aufweist, des Lokalisierens einer bevorzugten Abkantgeometrie entlang der Abkantlinie, wobei die bevorzugte Abkantgeometrie die gewählte Schneidzone und die gewählte verbundene Zone einschließt, und des erneuten Lokalisierens, Skalierens und/oder Formens der bevorzugten Abkantgeometrie, um wenigstens eine der verbundenen Zonen zu verschieben, hinzuzufügen und/oder zu subtrahieren, wodurch beim Abkanten des Materials entlang der Abkantlinie Ecken-Flächen-Angriffe des Materials an gegenüberliegenden Seiten der Schneidzonen erzeugt werden, einschließen. Ein Computerprogrammprodukt und ein System, das zum Implementieren des Verfahrens für die Gestaltung von Abkantlinien in Blechmaterial ausgestaltet ist, sind ebenfalls offenbart.
-
Eine Aufgabe der vorliegenden Erfindung besteht in der Verfügbarmachung eines Verfahrens für eine genaue Bestimmung der Ausgangsgröße eines Blechstücks, das zu einer gebogenen Konstruktion mit einer festgelegten Größe gebogen werden soll. Eine weitere Aufgabe besteht in der Verfügbarmachung eines solchen Verfahrens, das für Bleche mit unterschiedlichen Dicken und aus verschiedenen Materialien wiederholt verwendet werden kann. Noch eine weitere Aufgabe der Erfindung besteht in der Verfügbarmachung eines Verfahrens, das auf Blechbiegungen mit beliebigem Winkel genau angewandt werden kann. Noch eine weitere Aufgabe besteht in der Verfügbarmachung eines Verfahrens, das leicht anwendbar ist und ein Minimum an Ausrüstung erfordert. Schließlich besteht eine Aufgabe der Erfindung in der Verfügbarmachung eines Verfahrens zur genauen Bestimmung der Position einer neutralen Faser für jede Dicke eines Werkstücks aus jedem beliebigen Material.
-
Obwohl einige der Aufgaben der vorliegenden Erfindung im Stand der Technik offenbart sind, schließt keine der gefundenen Erfindungen alle aufgeführten Anforderungen ein.
-
Kurzbeschreibung der Erfindung
-
Die vorliegende Erfindung überwindet alle Mängel der Verfahren des Standes der Technik in Erfindungen zum Biegen von Blech und löst alle oben beschriebenen Aufgaben.
- 1) Ein Verfahren zur Bestimmung der Ausgangsabmessungen eines Blechwerkstücks vor dem Biegen zu einer Blechkonstruktion unter Verwendung eines Prüfwerkstücks, das mit einem stumpfen Innenwinkel ausgebildet ist, schließt folgende Schritte ein:
1) Bereitstellen des Prüfwerkstücks, wobei das Prüfwerkstück aus demselben Material wie das Blechwerkstück besteht und zu plus oder minus 25% dieselbe Dicke T wie dieses aufweist;
2) Messen und Aufzeichnen der Länge L und der Dicke T des Prüfwerkstücks;
3) Biegen des Prüfwerkstücks zu einer Winkelform, wobei die Winkelform einen Innenwinkel ⌀ aufweist;
4) Identifizieren des ersten und des zweiten Schenkels der Winkelform;
5) Messen und Aufzeichnen der Länge H1 des ersten Schenkels und der Länge H2 des zweiten Schenkels, wobei jede der Längen den Gesamtabstand zwischen einer Außenkante eines der Schenkel und der Außenfläche des benachbarten anderen Schenkels einschließt;
6) Messen und Aufzeichnen der Länge einer ersten Linie H3, die sich vom Innenwinkel ⌀ nach unten erstreckt, wobei die erste Linie H3 sich vom Scheitelpunkt der Winkelform zu einer zweiten Linie c erstreckt, wobei die zweite Linie c Innenkanten der Winkelform verbindet;
7) Bestimmen und Aufzeichnen des Innenwinkels ⌀;
8) Berechnen der ersten inneren Flanschlänge a = (H1 – T)/cos(⌀ – 90);
9) Berechnen der zweiten inneren Flanschlänge b = (H2 – T)/cos(⌀ – 90);
10) Berechnen der ersten äußeren Flanschlänge A = (H1 – T·sin(⌀ – 90))/cos(⌀ – 90);
11) Berechnen der zweiten äußeren Flanschlänge B = (H2 – T·sin(⌀ – 90))/cos(⌀ – 90);
12) Berechnen des Biegeabzugs BD = A + B – L;
13) Berechnen des Innenradius r, umfassend die Schritte des:
a) Berechnens der Länge c = √a2 + b2 – 2ab·cos⌀ der Linie,
b) Berechnens des Winkels α gegenüber der ersten inneren Flanschlänge a, α = sin–1((a·sin⌀)/c);
c) Berechnens des Winkels β gegenüber der zweiten inneren Flanschlänge b, β = sin–1((b·sin⌀)/c);
d) Berechnens der Höhe des Dreiecks abc, H' = a·sinβ = (a·b/c)·sin⌀;
e) Berechnens des Versatzwinkels δ = 90 – (β + ⌀/2);
f) Berechnens der Länge der Hypotenuse x = r/sin(⌀/2), bezogen auf r;
e) Berechnens des Innenradius r, wobei cosδ = (r + H' – (H3 – T))/x und r = ((H' – (H3 – T))·sin(⌀/2))/(cosα – sin(⌀/2));
14) Berechnen des Abstands einer neutralen Faser von der Innenfläche des Prüfwerkstücks, t = ((2·tan(⌀/2)·(T + r) – BD)/((π/180)·⌀)) – r;;
15) Berechnen eines Biegeabzugs für ein tatsächliches Werkstück mit einem endgültigen Innenwinkel ⌀F, BDF = 2·tan(⌀F/2)(T + r) – (t + r)(π/180)·⌀F;
16) Berechnen einer Ausgangslänge LF für ein Werkstück mit den gewünschten äußeren Flanschlängen AF und BF, LF = AF + BF – BDF; und des
17) Anwendens der Ausgangslänge LF auf das Blechwerkstück vor dem Biegen zu einer Blechkonstruktion mit dem stumpfen Innenwinkel ⌀F.
- 2) In einer Variante der Erfindung umfasst der Schritt zur Bestimmung des Innenwinkels ⌀ weiterhin die Schritte des:
1) Messens der Länge der Linie C, die sich von der Außenkante des ersten Schenkels zur Außenkante des zweiten Schenkels erstreckt; und des
2) iterativen Substituierens von Werten für ⌀, wobei die erste äußere Flanschlänge A = (H1 – T·sin(⌀ – 90))/cos(⌀ – 90) und die zweite äußere Flanschlänge B = (H2 – T·sin(⌀ – 90))/cos(⌀ – 90), bis C2 = A2 + B2 – 2AB·cos(⌀).
- 3) In einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels, der Länge H2 des zweiten Schenkels und der ersten Linie H3 weiterhin die Verwendung von Messschiebern zum Messen der Längen H1, H2 und H3.
- 4) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels, der Länge H2 des zweiten Schenkels und der ersten Linie H3 weiterhin die Verwendung einer optischen Scan- und Bildverarbeitungstechnik zum Messen der Längen H1 und H2.
- 5) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels, der Länge H2 des zweiten Schenkels und der ersten Linie H3 weiterhin die Verwendung eines Höhenmessschiebers zum Messen der Längen H1, H2 und H3.
- 6) In noch einer weiteren Variante der Erfindung schließt ein Verfahren zur Bestimmung der Ausgangsabmessungen eines Blechwerkstücks vor dem Biegen zu einer Blechkonstruktion unter Verwendung eines Prüfwerkstücks, das mit einem spitzen Innenwinkel ausgebildet ist, folgende Schritte ein:
1) Bereitstellen des Prüfwerkstücks, wobei das Prüfwerkstück aus demselben Material wie das Blechwerkstück besteht und zu plus oder minus 25% dieselbe Dicke T wie dieses aufweist;
2) Messen und Aufzeichnen der Länge L und der Dicke T des Prüfwerkstücks;
3) Biegen des Prüfwerkstücks zu einer Winkelform, wobei die Winkelform einen Innenwinkel ⌀ aufweist;
4) Identifizieren des ersten und des zweiten Schenkels der Winkelform;
5) Messen und Aufzeichnen der Länge H1 des ersten Schenkels und der Länge H2 des zweiten Schenkels, wobei jede der Längen den Gesamtabstand zwischen einer Außenkante eines der Schenkel und der Außenfläche des benachbarten anderen Schenkels einschließt;
6) Messen und Aufzeichnen der Länge einer ersten Linie H3, die sich vom Innenwinkel ⌀ nach unten erstreckt, wobei die erste Linie H3 sich vom Scheitelpunkt der Winkelform zu einer zweiten Linie c erstreckt, wobei die zweite Linie c Innenkanten der Winkelform verbindet;
7) Messen und Aufzeichnen des Innenwinkels ⌀;
8) Berechnen der ersten inneren Flanschlänge a = (H1 – T – T·sin(90 – ⌀))/cos(90 – ⌀);
9) Berechnen der zweiten inneren Flanschlänge b = (H2 – T – T·sin(90 – ⌀))/cos(90 – ⌀);
10) Berechnen der ersten äußeren Flanschlänge A = H1/cos(90 – ⌀);
11) Berechnen der zweiten äußeren Flanschlänge B = H2/cos(90 – ⌀);
12) Berechnen des Biegeabzugs BD = A + B – L;
13) Berechnen des Innenradius r, umfassend die Schritte des:
a) Berechnens der Länge c = √a2 + b2 – 2ab·cos⌀ der Linie;
b) Berechnens des Winkels α gegenüber der ersten inneren Flanschlänge a, α = sin–1((a·sin⌀)/c));
c) Berechnens des Winkels β gegenüber der zweiten inneren Flanschlänge b, β = sin–1((b·sin⌀)/c);
d) Berechnens der Höhe des Dreiecks abc, H' = a·sinβ = (a·b/c)·sin⌀;
e) Berechnens des Versatzwinkels δ = 90 – (β + ⌀/2);
f) Berechnens der Länge der Hypotenuse x = r/sin(⌀/2), bezogen auf r;
g) Berechnens des Innenradius r, wobei cosδ = (r + H! – (H3 – T))/x und r = ((H' – (H3 – T))·sin(⌀/2))/(cosα – sin(⌀/2))
14) Berechnen des Abstands einer neutralen Faser von der Innenfläche des Prüfwerkstücks, t = ((2·tan(⌀/2)·(T + r) – BD)/((π/180)·⌀)) – r;
15) Berechnen eines Biegeabzugs für ein tatsächliches Werkstück mit einem endgültigen Innenwinkel ⌀F, BDF = 2·tan(⌀F/2)(T + r) – (t + r)(π/180)·⌀F;
16) Berechnen einer Ausgangslänge LF für ein Werkstück mit den gewünschten äußeren Flanschlängen AF und BF, LF = AF + BF – BDF; und das
17) Anwenden der Ausgangslänge LF auf das Blechwerkstück vor dem Biegen zu einer Blechkonstruktion mit dem stumpfen Innenwinkel ⌀F.
- 7) In noch einer weiteren Variante umfasst der Schritt zur Bestimmung des Innenwinkels ⌀ weiterhin die Schritte des:
1) Messens der Länge der Linie C, die sich von der Außenkante des ersten Schenkels zur Außenkante des zweiten Schenkels erstreckt; und des
2) Berechnens des Innenwinkels ⌀F = 180 – sin–1(H1/C) – sin–1(H2/C).
- 8) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels, der Länge H2 des zweiten Schenkels und der ersten Linie H3 weiterhin die Verwendung von Messschiebern zum Messen der Längen H1, H2 und H3.
- 9) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels, der Länge H2 des zweiten Schenkels und der ersten Linie H3 weiterhin die Verwendung einer optischen Scan- und Bildverarbeitungstechnik zum Messen der Längen H1, H2 und H3.
- 10) In einer letzten Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels, der Länge H2 des zweiten Schenkels und der ersten Linie H3 weiterhin die Verwendung eines Höhenmessschiebers zum Messen der Längen H1, H2 und H3.
-
Eine Würdigung der übrigen Ziele und Aufgaben der vorliegenden Erfindung und ein Verständnis dafür können unter Bezugnahme auf die Begleitzeichnungen und die ausführliche Beschreibung einer bevorzugten Ausführungsform erhalten werden.
-
Beschreibung der Zeichnungen
-
1 ist eine perspektivische Ansicht eines Blechwerkstücks vor dem Biegen;
-
2 ist eine perspektivische Darstellung der Ausführungsform von 1 nach dem Biegen;
-
3 ist eine Seitenansicht eines Blechwerkstücks vor dem Biegen;
-
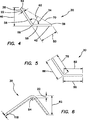
4 ist eine Seitenansicht der Winkelform, die aus dem Prüfwerkstück mit einem stumpfen Innenwinkel erzeugt wurde, wobei die Messung der Schenkelhöhen der Winkelform veranschaulicht ist;
-
5 ist eine Seitenansicht der Winkelform, die aus dem Prüfwerkstück mit einem stumpfen Innenwinkel erzeugt wurde, wobei die Berechnung der Längen der inneren und äußeren Flanschlängen veranschaulicht ist;
-
6 ist eine vergrößerte Seitenansicht der Winkelform, in der die Berechnung der neutralen Faser t veranschaulicht wird.
-
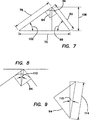
7 ist eine schematische Ansicht eines Dreiecks das zur Berechnung des Innenradius der aus dem Prüfwerkstück erzeugten Winkelform verwendet wird;
-
8 ist eine vergrößerte Ansicht des Scheitelpunkts der Ausführungsform von 7, in der weiterhin die Berechnung des Innenradius veranschaulicht ist;
-
9 ist eine weitere vergrößerte Ansicht eines Teils der Ausführungsform von 8, in der die Einzelheiten zur Berechnung des Innenradius veranschaulicht sind;
-
10 ist eine Seitenansicht der Winkelform, die aus dem Prüfwerkstück mit einem spitzen Innenwinkel erzeugt wurde, wobei die Messung der Schenkelhöhen der Winkelform veranschaulicht ist; und
-
11 ist eine Seitenansicht der Winkelform, die aus dem Prüfwerkstück mit einem spitzen Innenwinkel erzeugt wurde, wobei die Berechnung der Längen der inneren und äußeren Flanschlängen veranschaulicht ist;
-
Ausführliche Beschreibung der bevorzugten Ausführungsform
-
- 1) Die 1–9 veranschaulichen ein Verfahren zur Bestimmung der Ausgangsabmessungen eines Blechwerkstücks vor dem Biegen 10 zu einer Blechkonstruktion 14 unter Verwendung eines Prüfwerkstücks 18, das mit einem stumpfen Innenwinkel ausgebildet ist, das die folgenden Schritte einschließt:
1) Bereitstellen des in den 1–3 veranschaulichten Prüfwerkstücks 18, wobei das Prüfwerkstück 18 aus demselben Material wie das Blechwerkstück besteht und zu plus oder minus 25% dieselbe Dicke 22, T, wie das Prüfwerkstück 10 aufweist;
2) Messen und Aufzeichnen der Länge 26, L, und der Dicke 22, T, des Prüfwerkstücks 18;
3) Biegen des Prüfwerkstücks 18 zu einer in 4 und 5 veranschaulichten Winkelform 30, wobei die Winkelform 30 einen Innenwinkel 34, ⌀, aufweist;
4) Identifizieren des ersten 38 und des zweiten 42 Schenkels der Winkelform 30;
5) Messen und Aufzeichnen der Länge H1 des ersten Schenkels 46 und der Länge H2 des zweiten Schenkels 50, wobei jede der Längen 46, 50 den Gesamtabstand zwischen einer Innenkante 54, 56 eines der Schenkel 38, 42 und der Außenfläche 58 des benachbarten anderen Schenkels 38, 42 einschließt;
6) Messen und Aufzeichnen der Länge einer ersten Linie 62, H3, die sich vom Innenwinkel 34, ⌀, nach unten erstreckt, wobei die erste Linie 62, H3, sich vom Scheitelpunkt 66 der Winkelform 30 zu einer zweiten Linie 70, c, erstreckt, wobei die zweite Linie 70, c, Innenkanten 54, 56 der Winkelform 30 verbindet;
7) Bestimmen und Aufzeichnen des Innenwinkels 34, ⌀;
8) Berechnen der ersten inneren Flanschlänge 78, a = (H1 – T)/cos(⌀ – 90);
9) Berechnen der zweiten inneren Flanschlänge 82, b = (H2 – T)/cos(⌀ – 90);
10) Berechnen der ersten äußeren Flanschlänge 86, A = (H1 – T·sin(⌀ – 90))/cos(⌀ – 90);
11) Berechnen der zweiten äußeren Flanschlänge 90, B = (H2 – T·sin(⌀ – 90))/cos(⌀ – 90);
12) Berechnen des Biegeabzugs BD = A + B – L;
13) Berechnen des in den 6–9 veranschaulichten Innenradius 94, r, umfassend die Schritte des:
a) Berechnens der Länge c = √a2 + b2 – 2ab·cos⌀ der Linie 70,
b) Berechnens des Winkels 98, α, gegenüber der ersten inneren Flanschlänge 78, a, α = sin–1((a·sin⌀)/c);
c) Berechnens des Winkels 102, β, gegenüber der zweiten inneren Flanschlänge 82, b, β = sin–1((b·sin⌀)/c);
d) Berechnens der Höhe des Dreiecks abc 106, H! = a·sinβ = (a·b/c)·sin⌀;
e) Berechnens des Versatzwinkels 110, δ = 90 – (β + ⌀/2);
f) Berechnens der Länge der Hypotenuse 114, x = r/sin(⌀/2), bezogen auf r 94;
g) Berechnens des Innenradius r 94, wobei cosδ = (r + H! –(H3 – T))/x und r = ((H' – (H3 – T))·sin(⌀/2))/(cosα – sin(⌀/2));
14) Berechnen des Abstands einer neutralen Faser von der Innenfläche des Prüfwerkstücks 118, t = ((2·tan(⌀/2)·(T + r) – BD)/((π/180)·⌀)) – r;
15) Berechnen eines Biegeabzugs für ein tatsächliches Werkstück mit einem endgültigen Innenwinkel 122, ⌀F, BD = 2·tan(⌀F/2)(T + r) – (t + r)(π/180)·⌀F, wie in 1 und 2 veranschaulicht ist;
16) Berechnen einer Ausgangslänge 126, LF, für ein Werkstück mit den gewünschten äußeren Flanschlängen 130, AF, und 134, AF, LF = AF + BF – BDF; und das
17) Anwenden der Ausgangslänge 126, LF, auf das Blechwerkstück vor dem Biegen 10 zu einer Blechkonstruktion 14.
- 2) In einer in 4 und 5 veranschaulichten Variante der Erfindung umfasst der Schritt zur Bestimmung des Innenwinkels ⌀ weiterhin die Schritte des:
1) Messens der Länge der in 4 und 5 veranschaulichten Linie 128, C, die sich von der Außenkante 60 des ersten Schenkels 38 zur Außenkante 64 des zweiten Schenkels 42 erstreckt; und des
2) iterativen Substituierens von Werten für ⌀, wobei die erste äußere Flanschlänge 86,
A = (H1 – T·sin(⌀ – 90))/cos(⌀ – 90) und die zweite äußere Flanschlänge 90,
B = (H2 – T·sin(⌀ – 90))/cos(⌀ – 90), bis C2 = A2 + B2 – 2AB·cos(⌀).
- 3) In einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels 46, der Länge H2 des zweiten Schenkels 50 und der ersten Linie 62, H3, weiterhin die Verwendung von Messschiebern zum Messen der Längen 46, H1, 50, H2, und 62, H3.
- 4) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels 46, der Länge H2 des zweiten Schenkels 50 und der ersten Linie 62, H3 weiterhin die Verwendung einer optischen Scan- und Bildverarbeitungstechnik zum Messen der Längen 46, H1, 50, H2, und 62, H3.
- 5) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels 46, der Länge H2 des zweiten Schenkels 50 und der ersten Linie 62, H3 weiterhin die Verwendung eines Höhenmessschiebers zum Messen der Längen 46, H1, 50, H2, und 62, H3.
- 6) In noch einer weiteren Variante der Erfindung schließt ein Verfahren zur Bestimmung der Ausgangsabmessungen eines Blechwerkstücks vor dem Biegen 10 zu einer Blechkonstruktion 14 unter Verwendung eines Prüfwerkstücks 18, das mit einem spitzen Innenwinkel ausgebildet ist, folgende Schritte ein:
1) Bereitstellen des in den 1–3 veranschaulichten Prüfwerkstücks 18, wobei das Prüfwerkstück 18 aus demselben Material wie das Blechwerkstück besteht und zu plus oder minus 25% dieselbe Dicke 22, T, wie das Prüfwerkstück 10 aufweist;
2) Messen und Aufzeichnen der Länge 26, L, und der Dicke 22, T, des Prüfwerkstücks 18;
3) Biegen des in 10 und 11 veranschaulichten Prüfwerkstücks 18 zu einer Winkelform 32, wobei die Winkelform 32 einen Innenwinkel 34, ⌀ aufweist;
4) Identifizieren des ersten 38 und des zweiten 42 Schenkels der Winkelform 32;
5) Messen und Aufzeichnen der Länge H1 des ersten Schenkels 46 und der Länge H2 des zweiten Schenkels 50, wobei jede der Längen 46, 50 den Gesamtabstand zwischen einer Außenkante 60, 64 eines der Schenkel 38, 42 und der Außenfläche 58 des benachbarten anderen Schenkels 38, 42 einschließt;
6) Messen und Aufzeichnen der Länge einer ersten Linie 62, H3, die sich vom Innenwinkel 34, ⌀, nach unten erstreckt, wobei die erste Linie 62, H3 sich vom Scheitelpunkt 66 der Winkelform 32 zu einer zweiten Linie 70, c, erstreckt, wobei die zweite Linie 70, c, Innenkanten 74 der Winkelform 32 verbindet;
7) Bestimmen und Aufzeichnen des Innenwinkels 34, ⌀;
8) Berechnen der ersten inneren Flanschlänge 142, a = (H1 – T – T·sin(90 – ⌀))/cos(90 – ⌀);
9) Berechnen der zweiten inneren Flanschlänge 146, b = (H2 – T – T·sin(90 – ⌀))/cos(90 – ⌀);
10) Berechnen der ersten äußeren Flanschlänge 150, A = H1/cos(90 – ⌀);
11) Berechnen der zweiten äußeren Flanschlänge 154, B = H2/cos(90 – ⌀);
12) Berechnen des Biegeabzugs BD = A + B – L;
13) Berechnen des in den 6–9 veranschaulichten Innenradius 94, r, umfassend die Schritte des:
a) Berechnens der Länge c = √a2 + b2 – 2ab·cos⌀ der Linie 70,
b) Berechnens des Winkels 98, α, gegenüber der ersten inneren Flanschlänge 78, a, α = sin–1((a·sin⌀)/c);
c) Berechnens des Winkels 102, β, gegenüber der zweiten inneren Flanschlänge 82, b, β = sin–1((b·sin⌀)/c);
d) Berechnens der Höhe des Dreiecks abc, 106, H! = a·sinβ = (a·b/c)·sin⌀;
e) Berechnens des Versatzwinkels 110, δ = 90 – (β + ⌀/2);
f) Berechnens der Länge der Hypotenuse 114, x = r/sin(⌀/2), bezogen auf 94, r;
e) Berechnens des Innenradius 94, r, wobei cosδ = (r + H! – (H3 – T))/x und r = ((H! – (H3 – T))·sin(⌀/2))/(cosα – sin(⌀/2));
14) Berechnen des Abstands einer neutralen Faser von der Innenfläche des Prüfwerkstücks 118, t = ((2·tan(⌀/2)·(T + r) – BD)/((π/180)·⌀)) – r,
15) Berechnen eines Biegeabzugs für ein tatsächliches Werkstück mit einem endgültigen Innenwinkel 122, ⌀F, BDF = 2·tan(⌀F/2)(T + r) – (t + r)(π/180)·⌀F, wie in 1 und 2 veranschaulicht ist;
16) Berechnen einer Ausgangslänge 126, LF, für ein Werkstück mit den gewünschten äußeren Flanschlängen 130, AF, und 134, BF, LF = AF + BF – BDF; und das
17) Anwenden der Ausgangslänge 126, LF, auf das Blechwerkstück vor dem Biegen 10 zu einer Blechkonstruktion 14.
- 7) In noch einer weiteren Variante umfasst der Schritt zur Bestimmung des Innenwinkels ⌀ weiterhin die Schritte des:
1) Messens der Länge der in 10 und 11 veranschaulichten Linie 138, C, die sich von der Außenkante 60 des ersten Schenkels 38 zur Außenkante 64 des zweiten Schenkels 42 erstreckt; und des
2) Berechnens des Innenwinkels 34 ⌀F = 180 – sin–1(H1/C) – sin–1(H2/C),
- 8) In einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels 46, der Länge, H2 des zweiten Schenkels 50 und der Länge der ersten Linie 62, H3 weiterhin die Verwendung von Messschiebern zum Messen der Längen 46, H1, 50, H2, und 62, H3.
- 9) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels 46, der Länge H2 des zweiten Schenkels 50 und der Länge der ersten Linie 62, H3 weiterhin die Verwendung einer optischen Scan- und Bildverarbeitungstechnik zum Messen der Längen 46, H1, 50, H2, und 62, H3.
- 10) In noch einer anderen Variante umfasst der Schritt des Messens und Aufzeichnens der Länge H1 des ersten Schenkels 46, der Länge H2 des zweiten Schenkels 50 und der Länge der ersten Linie 62, H3 weiterhin die Verwendung eines Höhenmessschiebers zum Messen der Längen 46, H1, 50, H2, und 62, H3.
-
Die Verfahren zur Bestimmung der Ausgangsabmessungen eines Blechwerkstücks vor dem Biegen 10 zu einer Blechkonstruktion unter Verwendung eines Prüfwerkstücks, das entweder mit einem stumpfen Innenwinkel oder einem spitzen Innenwinkel ausgebildet ist, ist unter Bezugnahme auf bestimmte Ausführungsformen beschrieben worden. Andere Modifikationen und Verbesserungen können vorgenommen werden, ohne dass dadurch vom Wesen und Umfang der folgenden Patentansprüche abgewichen wird.
-
ZITATE ENTHALTEN IN DER BESCHREIBUNG
-
Diese Liste der vom Anmelder aufgeführten Dokumente wurde automatisiert erzeugt und ist ausschließlich zur besseren Information des Lesers aufgenommen. Die Liste ist nicht Bestandteil der deutschen Patent- bzw. Gebrauchsmusteranmeldung. Das DPMA übernimmt keinerlei Haftung für etwaige Fehler oder Auslassungen.
-
Zitierte Patentliteratur
-
- US 5689435 [0012]
- US 584236 [0013]
- US 7643967 [0014]
-
Zitierte Nicht-Patentliteratur
-
- Lascoe, O. D., Handbook of Fabrication Processes”, ASM International, 1988, S. 187 und 189, enthält ein Kapitel zum Biegen von Blech [0007]
- Leigh, R. W., ”Bend Allowance Formulas”, http://ronleigh.com/ivytech/_refba.htm, Copyright 1994, 2006; Version vom 5. Dezember 2008 [0008]
- Diegel, O., ”BendWorks The fine-art of Sheet Metal Bending”, Complete Design Services, Juli 2002 [0010]