-
Gebiet der
Erfindung
-
Die
vorliegende Erfindung betrifft ein Verfahren zur Herstellung von
(Al)-Kompositmaterial mit Neutronen-Absorptionsvermögen. Insbesondere betrifft
die Erfindung ein derartiges Verfahren, bei dem das Material zu
einem Korb zur Aufnahme eines gebrauchten nuklearen Brennstoffbauteils
geformt wird.
-
Hintergrund
der Erfindung
-
Ein
nukleares Brennstoffbauteil, das in einem Kernreaktor für eine vorbestimmte
Zeitdauer verbrannt worden ist, d. h. ein sogenanntes verbrauchtes
nukleares Brennstoffbauteil, wird für eine vorbestimmte Zeitspanne
in einem Abklingbecken einer Atomkraftanlage gekühlt. Anschließend wird
das gebrauchte nukleare Brennstoffbauteil in eine Tonne gegeben,
bei der es sich um einen Transportbehälter handelt, und zu einer
Lager- und Wiederaufbereitungsanlage
transportiert, wo es gelagert wird. Zur Aufnahme eines gebrauchten
nuklearen Brennstoffbauteils in der Tonne wird ein Aufbewahrungsbehälter mit
einem gitterartigen Bereich (sogenannter "Korb")
verwendet, der eine Mehrzahl von Aufnahmekammern in Form von Zellen
enthält,
die dazu verwendet werden, die gebrauchten nuklearen Brennstoffbauteile
einzeln einzusetzen, wobei für
ausreichende Haltekräfte,
um den Erschütterungen
während
des Transports standzuhalten, gesorgt wird.
-
Bei
einem herkömmlichen
Korb, der in 16 dargestellt
ist, sind in Längsrichtung
und Querrichtung verlaufende plattenartige Elemente 1 abwechselnd
unter Eingriff in darin ausgebildeten Schlitzen 2 kombiniert, um
einen gitterartigen Bereich zum Einsetzen von gebrauchten nuklearen
Brennstoffbauteilen bereitzustellen. Bei einem hierzu verwendeten
plattenartigen Element 1 ist als Grundmaterial 1a eine
Aluminiumlegierung mit einer Dicke von 10 mm (oder in der Nähe davon)
mit hervorragenden Festigkeitseigenschaften, z. B. Al-Cu-Legierungen
gemäß JIS2219
oder Al-Mg-Legierungen gemäß JIS5083,
vorgesehen. Auf einer Oberfläche
davon ist ein Plattenelement (ein nukleares Absorptionsmaterial)
mit einer Dicke von 1 mm (oder in der Nähe davon) aus einer Al-B-Legierung mit Neutronenabsorptionsvermögen befestigt.
-
Eine
derartige Befestigungsstruktur wird verwendet, da das Neutronen
absorbierende Material schlecht bearbeitbar ist und nur unter Schwierigkeiten
als alleiniges Bauelement verwendet werden kann. Im allgemeinen
weisen die plattenartigen Elemente 1 eine Breite im Bereich
von 300 bis 350 mm (oder in der Nähe davon) auf.
-
Jedoch
ergeben sich beim plattenartigen Element 1, das im herkömmlichen
Korb, in dem ein Neutronen absorbierendes Material 3 auf
dem Grundmaterial 1a aus einer Aluminiumlegierung befestigt
wird, verwendet wird, ein erheblicher Zeitaufwand für die Herstellung
und hohe Materialkosten. Dabei wird die Befestigung des Neutronen
absorbierenden Materials 3 am Grundmaterial 3 durch
Punktschweißen
oder Befestigen mit Schrauben oder Nieten vorgenommen. Außerdem sind
im allgemeinen einige tausend plattenartige Elemente 1 erforderlich,
um Körbe
zur Aufnahme in einer einzigen Tonne herzustellen.
-
Zudem
kann beim herkömmlichen
plattenartigen Element 1 eine Stufe zwischen dem Grundmaterial 1a und
dem darauf befestigten Neutronen absorbierenden Material 3 entstehen.
Aus Erfahrung weiß man, dass
ein hängenbleibendes
gebrauchtes nukleares Brennstoffbauteil beim Einsetzen oder bei
der Entnahme Schwierigkeiten verursachen kann. Außerdem kann
es beim Befestigen durch Punktschweißen dazu kommen, dass das Neutronen
absorbierende Material 3 beim Langzeitgebrauch durch Abblättern beeinträchtigt wird, was
eine weitere Schwierigkeit darstellt. Demzufolge ist es wünschenswert,
zur Herstellung der Körbe
nur eine Al-B-Legierung mit Neutronenabsorptionsvermögen zu verwenden.
-
Herkömmlicherweise
werden zur Herstellung einer Al-B-Legierung Auflösungsverfahren herangezogen.
Jedoch steigt die Temperaturgrenze der flüssigen Phase mit der Menge
an zugesetztem B (Bor) (nachstehend als Zusatzmenge von B bezeichnet)
steil an. Daher wird B in Form eines Pulvers oder in Form einer Al-B-Legierung
der Al (Aluminium)-Legierung zugesetzt oder in Form einer Borverbindung,
wie KBF4, zu geschmolzenem Al gegeben, um
eine Al-B-Intermetallverbindung zu erzeugen, oder es werden Gießverfahren verwendet,
bei denen man unterhalb der Flüssigphasen-Grenztemperatur
einen Gießvorgang
in einem Bereich, wo die feste und die flüssige Phase nebeneinander vorliegen,
durchführt
oder indem man einen Gießvorgang
unter Druck vornimmt, wobei sich verschiedene Verbesserungen in
Bezug auf verbesserte mechanische Eigenschaften, wie Festigkeit
und Duktilität,
ergeben.
-
Diesbezüglich gibt
es zahlreiche Verbesserungen, die beispielsweise in folgenden japanischen
Offenlegungsschriften beschrieben sind:
59-501672 ,
61-235523 ,
62-70799 ,
62-235437 ,
62-243733 ,
63-312943 ,
1-312043 ,
1-312044 ,
9-165637 und
dergl.
-
Wenn
in Al-B-Legierungen, die unter Anwendung von Auflösungsverfahren
hergestellt werden, bei Zugabe von B, das Neutronen absorbiert,
intermetallische Verbindungen, wie AlB2 und AlB12, als B-Verbindung vorliegen
und insbesondere wenn viel AlB12 vorhanden ist, ergibt sich eine
verminderte Bearbeitbarkeit. Außerdem
ist es schwierig, mit der derzeit verfügbaren Technologie die Menge
an AlB12 zu steuern. Infolgedessen besteht eine Grenze von 1,5 Gew.-%
für die
Menge an zugesetztem B in einem für praktische Zwecke geeigneten
Material. Bei dieser Menge ergibt sich jedoch der Nachteil einer
geringen Neutronenabsorption.
-
Anstelle
von Al-B-Legierungen kann "Boral" als Material für die Neutronenabsorption
verwendet werden. Bei Boral handelt es sich um ein sandwichartiges
und gepresstes Material aus einem Pulver mit einem Gehalt an 30–40 Gew.-%
B4C, das in das Al-Grundmaterial eingemischt
ist. Jedoch beträgt
die Zugfestigkeit von Boral nur etwa 40 Mpa und ist somit sehr gering,
während
die Dehnung etwa 1% beträgt
und somit klein ist. Außerdem
ist dieses Material schwierig zu formen. Infolgedessen wird tatsächlich Boral
bis heute nicht als entsprechender Werkstoff verwendet.
-
Ein
weiteres Verfahren zur Herstellung eines Al-B4C-Kompositmaterials
besteht in der Anwendung eines Pulver-Sinterungsverfahrens, bei dem eine Al-Legierung
und B4C (beide in Pulverform) gleichmäßig vermischt
und für
die Formgebung verfestigt werden. Dabei lassen sich die Schwierigkeiten,
die mit einer Auflösung
verbunden sind, vermeiden. Ferner ergeben sich Vorteile, wie die
Möglichkeit
zu einer größeren Flexibilität bei der
Auswahl einer Matrixverbindung.
-
Im
US-Patent
5 486 223 und in einer Reihe von anschließenden Erfindungen
der gleichen Erfinder werden Verfahren zur Verwendung eines pulvermetallurgischen
Verfahrens zur Herstellung eines Al-B
4C-Kompositmaterials
mit hervorragenden Festigkeitseigenschaften beschrieben. Insbesondere
ist das US-Patent
5 700 962 vorwiegend auf die
Herstellung eines Neutronenabschirmmaterials abgestellt.
-
Gemäß diesen
Erfindungen wird jedoch ein spezielles B4C
verwendet, dem ein bestimmtes Element zugesetzt ist, um die Bindung
mit der Matrix zu verstärken.
Außerdem
ist das Verfahren kompliziert, was insbesondere in der großtechnischen
Praxis zu erheblichen Kostenproblemen führt. Zudem bestehen Bedenken hinsichtlich
der Eigenschaften insofern, als ein poröser Körper aus lediglich durch CIP
gehärtetem
Pulver erwärmt
und unter begleitender Gasintrusion extrudiert wird, und ein Teil
der Matrixzusammensetzung hohen Temperaturen über 625°C ausgesetzt wird, wenn ein
Block gesintert wird. Daraus ergeben sich erhebliche Beeinträchtigungen
der Eigenschaften.
-
Wie
ausgeführt,
besteht bei Al-Legierungen, die durch das Lösungsverfahren hergestellt
werden, eine Grenze für
die Zugabemenge einer Verbindung mit Neutronenabsorptionsvermögen, wie
B, so dass sich eine geringe Neutronenabsorptionswirkung ergibt.
Zur Lösung
dieses Problems dienten die vorerwähnten Erfindungen, bei denen
als Voraussetzungen für
die praktische Durchführung
eine Auflösung
einer Basislegierung mit kontrollierten Eigenschaften bezüglich der
enthaltenen Verbindungsphasen (AlB2, AlB12 und dergl.) und die Verwendung von sehr
teurem kondensierten Bor erforderlich waren, was zu einer starken
Erhöhung
der Herstellungskosten und Schwierigkeiten bei der praktischen Durchführung im
industriellen Maßstab
führte.
-
Auch
beim Betrieb ergaben sich Schwierigkeiten, z. B. eine Kontamination
im Reaktor (mit der Notwendigkeit einer Reaktorreinigung zur Entfernung
von schlackeartigen Produkten mit hoher B-Konzentration, eine Verunreinigung
durch Stauerscheinungen, z. B. durch eingedrungene Fluoride und
dergl.) und Beschädigung
von Reaktormaterialien aufgrund der hohen Lösungstemperatur (wobei gelegentlich
1200°C oder
mehr erforderlich waren), was in der Praxis dazu führte, dass
die Ausführung
in üblichen,
auf Al abgestellten Auflösungsanlagen
unmöglich
war.
-
Was
Boral betrifft, dessen B4C-Gehalt einen
hohen Wert von 30–40
Gew.-% aufweist, so ist die Verwendung als Konstruktionswerkstoff
wegen der Schwierigkeiten mit der Bearbeitbarkeit unmöglich.
-
Bei
dieser Sachlage bestand ein Bedürfnis
zur Einführung
eines Aluminium-Kompositmaterials, das aufgrund einer Erhöhung des
B-Gehalts selbstverständlich
ein hohes Neutronenabsorptionsvermögen aufweist und hervorragende
mechanische Eigenschaften, z. B. in Bezug auf Zugfestigkeit und
Dehnung, besitzt und leicht bearbeitbar ist. Dieses Material soll
als Konstruktionswerkstoff mit Neutronenabsorptionsvermögen einsetzbar
sein. Ferner soll ein Herstellungsverfahren für ein derartiges Material angegeben
werden.
-
Zusammenfassende
Darstellung der Erfindung
-
Eine
Aufgabe der vorliegenden Erfindung ist es, ein Verfahren zur Herstellung
eines Aluminium-Kompositmaterials bereitzustellen, bei dem ein erhöhter B-Gehalt
zur Steigerung des Neutronenabsorptionsvermögens möglich ist und dem auch Zr oder
Ti zugesetzt werden können,
um eine hervorragende Beschaffenheit in Bezug auf mechanische Eigenschaften
und Bearbeitbarkeit zu erzielen.
-
Ferner
besteht eine Aufgabe der vorliegenden Erfindung darin, ein Verfahren
zum Aufbau eines Korbes bereitzustellen, bei dem als Konstruktionswerkstoff
ein Aluminium-Verbundmaterial mit hervorragendem Neutronenabsorptionsvermögen verwendet
wird und das eine günstige
Beschaffenheit in Bezug auf mechanische Eigenschaften und Bearbeitbarkeit
aufweist. Ferner soll das Verfahren nur geringe Kosten verursachen.
-
Bei
dieser Sachlage haben die Erfinder ein kostengünstiges Verfahren zur Herstellung
eines Kompositmaterials auf Al-Basis
entwickelt, das die Anforderungen in Bezug auf Neutronenabschirmvermögen und Festigkeitseigenschaften
in ausgewogener Weise erfüllt,
wobei übliches
B4C verwendet wird, bei dem es sich um ein
kostengünstiges,
handelsübliches
Poliermaterial oder feuerfestes Material handelt, und wobei Zr oder Ti
zugesetzt wird. Auf diese Weise wurde eine Legierungszusammensetzung
(mit der entsprechenden Zugabemenge an B4C)
aufgefunden, mit der das Verfahren in wirkungsvoller Weise durchgeführt werden
kann.
-
Gemäß einem
ersten Aspekt wird erfindungsgemäß ein Verfahren
zur Herstellung eines Neutronen absorbierenden Aluminium-Kompositmaterial
bereitgestellt, das die folgenden Schritte umfasst:
- i) Herstellung eines Aluminium- oder Aluminiumlegierungspulvers
durch Quenchverfestigung;
- ii) Mischen des quenchverfestigten Aluminium- oder Aluminiumlegierungspulvers
mit pulverisiertem Bor oder einer Borverbindung und pulverisiertem
Zirconium und/oder Titan;
- iii) Entgasen der gemischten Pulver durch Vakuumentgasung; und
- iv) Sintern der entgasten Mischung unter Druck bei einer Temperatur
von 350 bis 550°C,
wobei
das Aluminium-Kompositmaterial 1,5–9 Gew.-% einer Menge an B
und 0,2–2,0
Gew.-% Zr und/oder 0,2–4,0
Gew.-% Ti umfasst.
-
Gemäß diesem
Aspekt der Erfindung können
das B oder die B-Verbindung
vorzugsweise in einem Anteil, angegeben als Menge an B, von 2 bis
5 Gew.-% vorliegen. Außerdem
kann es sich beim zusätzlichen
Element zur Erzielung einer hohen Festigkeit um Zr handeln. In diesem
Fall liegt der Zr-Anteil vorzugsweise im Bereich von 0,5–0,8 Gew.-%.
Alternativ kann es sich beim zusätzlichen
Element zur Erzielung einer hohen Festigkeit um Ti handeln.
-
Gemäß einem
derartigen Verfahren lässt
sich ein Aluminium-Kompositmaterial
mit einem relativ hohen Anteil an B oder einer B-Verbindung und
hervorragenden mechanischen Eigenschaften, z. B. in Bezug auf Zugeigenschaften,
aufgrund der Zugabe von Zr und/oder Ti als zusätzliches Element herstellen.
Außerdem
lassen sich die Herstellungskosten verringern.
-
Im
erfindungsgemäßen Verfahren
handelt es sich beim Al-Pulver oder beim Al-Legierungspulver um ein
quenchverfestigtes Pulver, das eine einheitliche feine Struktur
aufweist. Der Anteil an B oder der B-Verbindung beträgt (angegeben
als Menge an B) 1,5 Gew.-% oder mehr und 9 Gew.-% oder weniger.
Borcarbid (B4C)-Teilchen werden vorzugsweise
als B-Verbindungspulver
verwendet. Das Al-Pulver oder Al-Legierungspulver
kann vorzugsweise einen durchschnittlichen Teilchendurchmesser im
Bereich von 5–150 μm aufweisen. Das
zu verwendende B-Verbindungspulver umfasst vorzugsweise B4C- Teilchen
mit einem durchschnittlichen Teilchendurchmesser im Bereich von
1–60 μm.
-
Ferner
kann gemäß diesem
Aspekt der Erfindung das Sintern unter Druck eine der folgenden
Maßnahmen
oder eine Kombination aus zwei oder mehr dieser Maßnahmen
umfassen: Heißextrusion,
Heißmahlen,
statische Heißwasserdruckpressung
oder Heißpressung.
Bei einem beliebigen derartigen Verfahren zum Sintern unter Druck
wird nach Eindosen der Verbindung in einer Dose ein Vakuumabsaugvorgang
unter Erwärmen
durchgeführt,
um Gaskomponenten und Feuchtigkeit, die an den Teilchenoberflächen in
der Dose adsorbiert sind, zu entfernen. Anschließend wird die Dose verschlossen.
Sodann wird das eingedoste Pulver einer Wärmebehandlung unterworfen,
wobei im Innern der Dose ein Vakuum aufrechterhalten wird. Ferner
wird nach Durchführung
des Sinterns unter Druck vorzugsweise ein geeignetes thermisches
Verfahren je nach den Erfordernissen durchgeführt.
-
Bei
einem derartigen Herstellungsverfahren für ein Aluminium-Kompositmaterial
lässt sich
unter Anwendung eines pulvermetallurgischen Verfahrens unter Durchführung einer
Sinterung unter Druck eine erhöhte
Zugabemenge an B oder einer B-Verbindung sowie beispielsweise die
Zugabe von Zr oder Ti erreichen. Somit lässt sich ein Aluminium-Kompositmaterial
herstellen, das sich in Bezug auf die mechanischen Eigenschaften,
wie die Zugeigenschaften, hervorragend verhält. Demgemäß lässt sich das Neutronenabsorptionsvermögen verbessern
und man kann ein Aluminium-Verbundmaterial, das sich ferner gut
bearbeiten lässt,
erhalten.
-
Gemäß einem
weiteren Aspekt wird erfindungsgemäß ein Verfahren zum Aufbau
eines Korbes für
radioaktives Material bereitgestellt, das die Schritte der Herstellung
eines Aluminium-Kompositmaterials gemäß den vorstehenden Angaben
und die Formung des Kompositmaterials zu einem Korb mit einem gitterförmigen Abschnitt
umfasst.
-
Ferner
kann bei diesem Aspekt der Erfindung der gitterförmige Abschnitt des Korbes
Plattenelemente aus dem Aluminium-Kompositmaterial in einer gitterförmigen Kombination
umfassen oder er kann Röhrenelemente
umfassen, die durch Extrusion des Aluminium-Kompositmaterials hergestellt
und durch einen Bindungsvorgang kombiniert worden sind. Der Bindungsvorgang
wird vorzugsweise durch Hartlöten
durchgeführt.
-
Da
ein Aluminium-Kompositmaterial selbst ein hohes Neutronenabsorptionsvermögen aufweist
und sich hervorragend bearbeiten lässt, lässt sich mit einem derartigen
Korb ein vollständiger
Korbkörper
unter Verwendung des Kompositmaterials als Bauelement herstellen.
Der Korb mit dem gitterförmigen
Abschnitt zur Aufnahme eines einzelnen gebrauchten nuklearen Brennstoffbauteils
kann in einer vorbestimmten Position in einem hohlen Tonnenkörper bereitgestellt
werden, der mit einem Zylinderkörper
zur Aufnahme und Beständigkeit
gegen Druck und einem die Außenseite
davon umgebenden Neutronenabschirmteil versehen und zur Aufnahme
des Korbes ausgebildet ist, wobei zusätzlich ein Deckel vorgesehen
ist, der an einer Öffnung
im Tonnenkörper
angebracht und entfernt werden kann, um das gebrauchte nukleare
Brennstoffbauteil einzuführen und
zu entfernen.
-
Durch
Bereitstellung eines Korbes mit hervorragender Neutronenabsorption
und der Möglichkeit
zu einer kostengünstigen
Herstellung lässt
sich die Tonne selbst mit einer verstärkten Neutronenabschirmfunktion ausstatten
und kostengünstig
herstellen.
-
Weitere
Ziele und Merkmale der Erfindung ergeben sich aus der nachstehenden
Beschreibung unter Bezugnahme auf die beigefügte Zeichnung.
-
Kurze Beschreibung
der Zeichnung
-
1 ist eine partiell im Schnitt
dargestellte Ansicht zur Darstellung der Struktur der Tonne gemäß der vorstehenden
Definition.
-
2 ist eine partielle perspektivische
Explosionsansicht einer ersten Ausführungsform zur Darstellung
der Struktur eines Korbes.
-
3 ist eine partielle perspektivische
Explosionsansicht einer zweiten Ausführungsform zur Darstellung
einer Struktur eines Korbes.
-
4 ist ein Diagramm zur Darstellung
einer mechanischen Eigenschaft eines Al-Kompositmaterials, in dem
die Beziehung zwischen einer 0,2%-Widerstandskraft (MPa) und der
Temperatur (°C)
für die
Testproben F, G und I von Tabelle 3 dargestellt sind.
-
5 ist ein Diagramm zur Darstellung
einer mechanischen Eigenschaft eines Al-Kompositmaterials, das die
Beziehung zwischen der Zugfestigkeit (MPa) und der Temperatur (°C) für die Testproben
F, G und I von Tabelle 3 zeigt.
-
6 ist ein Diagramm zur Darstellung
einer mechanischen Eigenschaft eines Al-Kompositmaterials zur Darstellung
des Einflusses der Zugabemenge von B bei Raumtemperatur für Kompositmaterialien
auf reiner Al-Grundlage (Testproben A bis E von Tabelle 3).
-
7 ist ein Diagramm zur Darstellung
einer mechanischen Eigenschaft eines Al-Kompositmaterials, in dem
der Einfluss der Zugabemenge von B bei Raumtemperatur für Kompositmaterialien
auf Al-6Fe-Basis dargestellt ist(Testproben H bis L in Tabelle 3).
-
8 ist ein Diagramm zur Darstellung
einer mechanischen Eigenschaft eines Al-Verbundmaterials, in dem
der Einfluss der Zugabemenge von B bei 250°C für Kompositmaterialien auf Al-6Fe-Basis
dargestellt ist (Testproben H bis L in Tabelle 3) .
-
9 ist ein Fließdiagramm,
das ein Verfahren zur Herstellung einer erfindungsgemäßen Probe
aus einem Al-Kompositmaterial
unter Zusatz von Zr zeigt.
-
10 ist ein Diagramm zur
Darstellung einer mechanischen Eigenschaft eines erfindungsgemäßen Al-Kompositmaterials,
in dem der Einfluss der Zugabemenge von Zr bei Raumtemperatur dargestellt
ist.
-
11 ist ein Diagramm zur
Darstellung einer mechanischen Eigenschaft eines erfindungsgemäßen Al-Verbundmaterials,
in dem der Einfluss der Zugabemenge von Zr bei 200°C nach 100-stündigem Belassen bei
200°C dargestellt
ist.
-
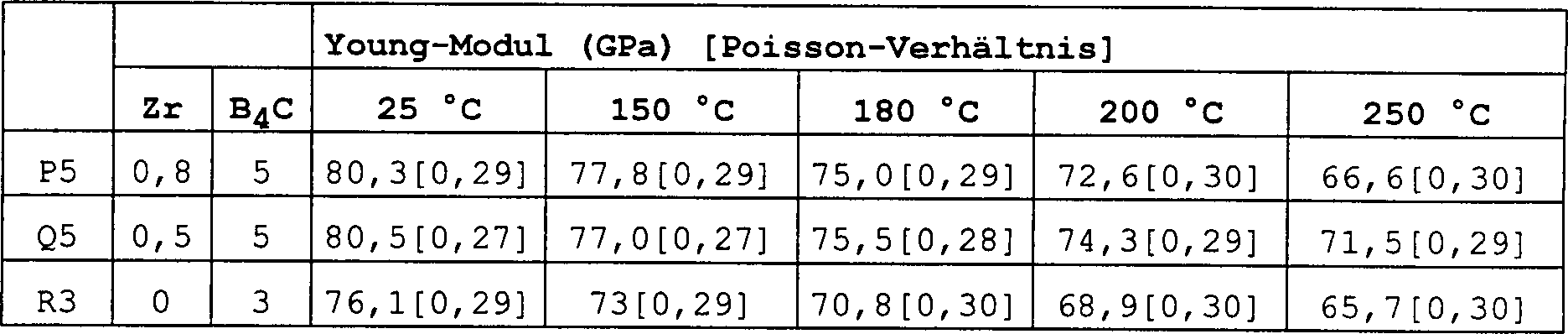
12 ist ein Diagramm zur
Darstellung der Ergebnisse der Messung des Young-Moduls eines nach dem
erfindungsgemäßen Verfahren
hergestellten Al-Kompositmaterials bei verschiedenen Temperaturen.
-
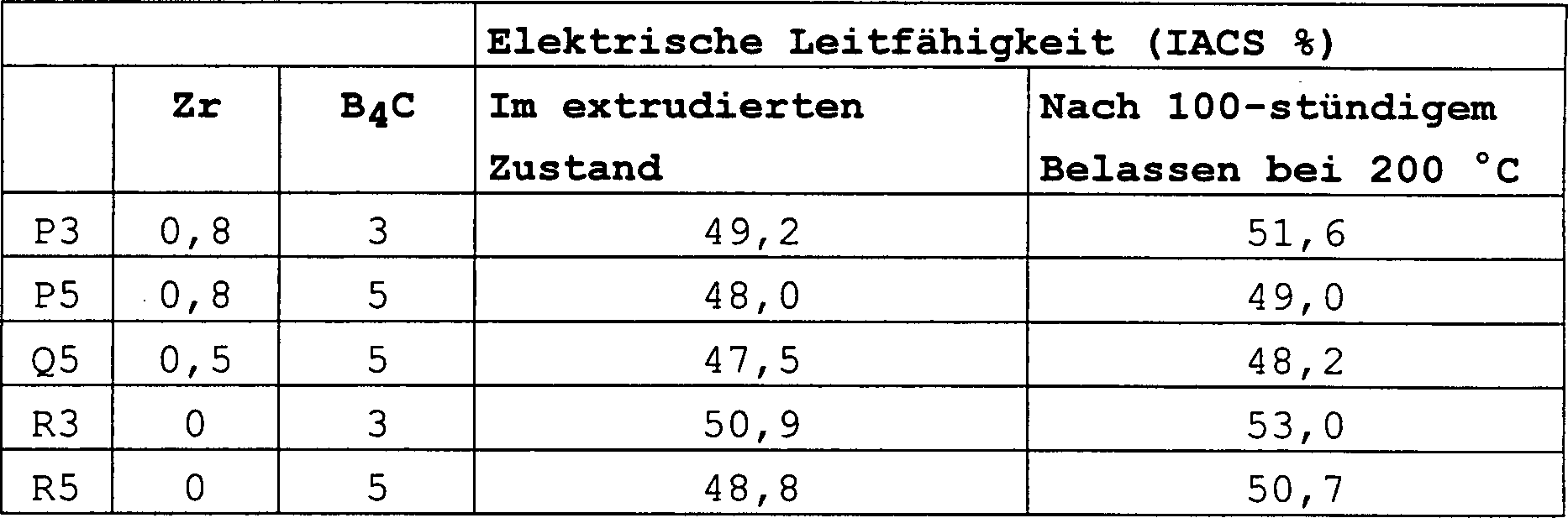
13 ist ein Diagramm der
Meßergebnisse
der elektrischen Leitfähigkeit
eines nach dem erfindungsgemäßen Verfahren
hergestellten Al-Kompositmaterials, das die Einflüsse der Zugabemenge
von B und Zr für Proben
im extrudierten Zustand zeigt.
-
14 ist ein Diagramm der
Messergebnisse der elektrischen Leitfähigkeit eines nach dem erfindungsgemäßen Verfahren
hergestellten Al-Kompositmaterials, das die Einflüsse der
Zugabemenge von B und Zr für
Proben, die 100 Stunden bei 200°C
belassen wurden, zeigt.
-
15 ist ein Diagramm zur
Darstellung zwischen der Beziehung der elektrischen Leitfähigkeit
und der Wärmeleitfähigkeit
für verschiedene
Al-Materialien.
-
16 ist eine partielle perspektivische
Explosionsansicht zur Darstellung einer herkömmlichen Korbstruktur.
-
Beschreibung
der bevorzugten Ausführungsformen
-
Bevorzugte
Ausführungsformen
eines Herstellungsverfahrens für
das Aluminium-Kompositmaterial und eines Korbes und einer Tonne,
die unter Verwendung dieses Materials gebildet worden sind, werden
nachstehend unter Bezugnahme auf die beigefügte Zeichnung erläutert.
-
Das
Aluminium-Kompositmaterial enthält
in einer Grundphase aus Al oder einer Al-Legierung B oder eine B-Verbindung
mit Neutronenabsorptionsvermögen
und ein zusätzliches
Element zur Erzielung einer hochfesten Beschaffenheit. Das Material
ist unter Druck gesintert. Der Anteil an B oder der B-Verbindung,
angegeben als Anteil an B, beträgt
1,5 bis 9 Gew.-% und vorzugsweise 2 Gew.-% oder mehr und 5 Gew.-%
oder weniger.
-
Ferner
kann es sich beim zusätzlichen
Element zur Erzielung der hochfesten Beschaffenheit um Zr handeln.
Dabei beträgt
der Anteil an Zr 0,2 bis 2,0 Gew.-% und insbesondere 0,5 Gew.-%
oder mehr und 0,8 Gew.-% oder weniger. Alternativ kann es sich beim
zusätzlichen
Element zur Erzielung der hochfesten Beschaffenheit um Ti handeln.
In diesem Fall beträgt
der Ti-Gehalt 0,2 bis 4,0 Gew.-%. Es ist darauf hinzuweisen, dass
auch die beiden Bestandteile Zr und Ti zugesetzt werden können.
-
Ein
derartiges Aluminium-Kompositmaterial weist eine hohe Zugabemenge
an B oder einer B-Verbindung auf und besitzt daher ein hervorragendes
Neutronenabsorptionsvermögen.
Da es ferner hervorragende mechanische Eigenschaften aufweist, z.
B. Zugeigenschaften und zwar aufgrund eines zusätzlichen Elements, wie Zr oder
Ti, ergibt sich eine gute Bearbeitbarkeit. Dieses Aluminium-Kompositmaterial
kann somit beispielsweise als Bauteil für Atomenergieanlagen verwendet
werden.
-
Bei
der Herstellung des vorstehend erwähnten Aluminium-Kompositmaterials
werden ein Al-Pulver oder ein Al-Legierungspulver,
die durch ein Quenchverfestigungsverfahren, z. B. ein Zerstäubungsverfahren, hergestellt
worden sind, B oder eine B-Verbindung mit Neutronenabsorptionsvermögen und
ein Pulver eines zusätzlichen
Elements (beispielsweise Zr und/oder Ti) zur Erzielung einer hochfesten
Beschaffenheit miteinander vermischt und unter Druck gesintert.
-
Die
Zugabemenge an B liegt im Bereich von 1,5 Gew.-% oder mehr bis 9
Gew.-% oder weniger, wobei sie vorzugsweise 2 Gew.-% oder mehr bis
5 Gew.-% oder weniger beträgt.
Sofern nur Zr allein zugesetzt wird, liegt dessen Zugabemenge im
Bereich von 0,2 Gew.-% oder mehr bis 2,0 Gew.-% oder weniger und
vorzugsweise im Bereich von 0,5 Gew.-% oder mehr bis 0,8 Gew.-%
oder weniger. Wenn nur Ti zugesetzt wird, liegt die Zugabemenge
im Bereich von 0,2 Gew.-% oder mehr bis 4,0 Gew.% oder weniger.
Es können
auch die beiden Bestandteile Zr und Ti zugesetzt werden.
-
Bei
dem als Grundlage zu verwendenden Al-Pulver oder Al-Legierungspulver
kann es sich beispielsweise um beliebige reine Aluminium-Ausgangsmaterialien
(JIS 1xxx-Reihe), Al-Cu-Aluminiumlegierungen
(JIS 2xxx-Reihe), Al-Mg-Legierungen (JIS 5xxx-Reihe), Al-Mg-Si-Aluminiumlegierungen
JIS (6xxx-Reihe), Al-Zn-Mg-Aluminiumlegierungen JIS (7xxx-Reihe)
und Al-Fe-Aluminiumlegierungen
(FE-Gehalt 1–10
Gew.-%) sowie um Al-Mn-Aluminiumlegierungen
(JIS 3xxx-Reihe) handeln, wobei eine Auswahl unter diesen Materialien
je nach den erforderlichen Eigenschaften, wie Festigkeit, Duktilität, Bearbeitbarkeit
und Wärmebeständigkeit
ohne spezielle Beschränkungen
getroffen werden kann.
-
Als
Al oder Al-Legierung wird ein Quenchverfestigungspulver mit gleichmäßiger feiner
Struktur verwendet. Als ein Quenchverfestigungsverfahren zum Erhalt
des Quenchverfestigungspulvers können
bekannte Verfahren, wie ein Einzelwalzenverfahren, ein Doppelwalzenverfahren
und ein Zerstäubungsverfahren,
z. B. eine Luftzerstäubung
oder eine Gaszerstäubung,
herangezogen werden. Ein durch ein derartiges Quenchverfestigungsverfahren
erhaltenes Al-Legierungspulver kann beispielsweise einen durchschnittlichen
Teilchendurchmesser innerhalb von 5 bis 150 μm aufweisen.
-
Dies
ist darauf zurückzuführen, dass
in einem Bereich des durchschnittlichen Teilchendurchmessers unter
5 μm die
Teilchen sehr fein sind und zur Aggregation neigen und schließlich große Klumpen
von Teilchen bilden. Ferner ist dies auf eine Beschränkung auf
die Herstellung durch Zerstäubung
zurückzuführen. (Die
Notwendigkeit zur Abtrennung von feinem Pulver führt zu einer erheblichen Verschlechterung
der Ausbeute bei der Pulverherstellung und zu einer sofortigen Kostensteigerung.)
Ein Bereich des durchschnittlichen Teilchendurchmessers von mehr
als 150 μm
ist nicht bevorzugt, was auf eine Beschränkung der Herstellung durch
das Atomisierungsverfahren, z. B. auf einen Fehlschlag der Quenchverfestigung,
und auf die Schwierigkeit, dass ein gleichmäßiges Vermischen mit zugesetzten
feinen Teilchen schwierig wird, zurückzuführen ist. Ein besonders bevorzugter
Teilchendurchmesserbereich beträgt
50–120 μm. Die Quenchgeschwindigkeit
für die
Quenchverfestigung beträgt
mehr als 102°C/sec
und vorzugsweise 103°C/sec
oder mehr.
-
B
oder die B-Verbindung, die mit dem Al-Pulver oder Al-Legierungspulver
zu vermischen sind, weisen ein spezielles Merkmal insofern auf,
als sie ein hohes Absorptionsvermögen für Hochgeschwindigkeitsneutronen
zeigen. Erfindungsgemäß bevorzugt
verwendete B-Verbindungen sind B4C, B2O3 und dergl. Darunter
wird B4C besonders als ein Additivteilchen
für einen
Konstruktionswerkstoff in der Weise verwendet, dass sich ein hoher
B-Anteil pro Einheitsmenge ergibt. Auch bei Zugabe einer geringen
Menge kann sich ein hohes Neutronenabsorptionsvermögen ergeben,
zusätzlich
zu der Tatsache, dass der Werkstoff eine sehr hohe Härte aufweist.
-
Die
Zugabemenge von B oder B-Verbindungen soll 1,5 Gew.-% oder mehr
und 9 Gew.-% oder weniger, angegeben als B-Anteil, und vorzugsweise
2 Gew.-% oder mehr und 5 Gew.-% oder weniger betragen. Die Begründung hierfür wird nachstehend
angegeben.
-
Unter
der Annahme, dass eine Aluminiumlegierung (oder ein Aluminiumradikal-Kompositmaterial)
einen Konstruktionswerkstoff in einem Atomenergiefeld darstellt
oder insbesondere als Konstruktionswerkstoff eines Lager- und Transportbehälters für gebrauchten
nuklearen Brennstoff verwendet wird, muss der Werkstoff notwendigerweise
eine Bauteildicke im Bereich von 5 bis 30 mm oder in der Nähe davon
aufweisen. Dies ist der Grund dafür, dass die Verwendung einer
leichten Aluminiumlegierung keinen Sinn mehr macht, wenn die Bauteildicke
diesen Bereich überschreitet
und andererseits die Zuverlässigkeit
eines Bauteils gewährleistet werden
muss. Somit ist eine erhebliche Verringerung der Dicke schwierig,
was ersichtlich ist, wenn man die Festigkeit einer üblichen
Aluminiumlegierung zugrunde legt.
-
Mit
anderen Worten, das Neutronenabschirmvermögen einer für einen derartigen Anwendungszweck einzusetzenden
Aluminiumlegierung kann ausreichen, wenn es einen erforderlichen
und ausreichenden Wert für
die Dicke im vorerwähnten
Bereich aufweist, wobei die Zugabe von B oder B4C
in einer äußerst großen Menge,
wie es gemäß einigen
früheren
Erfindungen der Fall ist, lediglich eine verschlechterte Bearbeitbarkeit oder
eine verringerte Duktilität
hervorruft.
-
Die
Erfinder der vorliegenden Anmeldung haben bei Versuchen festgestellt,
dass dann, wenn übliches B4C, das im Handel kostengünstig erhältlich ist, als B-Quelle verwendet
wird, sich optimale Eigenschaften für einen angestrebten Anwendungszweck
erreichen lassen, indem man lediglich eine Menge an B4C
im Bereich von 2 bis 12 Gew.-% oder, angegeben als B-Menge, im Bereich
von 1,5 bis 9 Gew.-% zusetzt. Sinkt die Menge an B4C
unter diesen Bereich, so gelingt es nicht, das erforderliche Neutronenabsorptionsvermögen zu erreichen,
während
andererseits bei einer Zugabe, die den vorerwähnten Bereich übersteigt,
nicht nur Schwierigkeiten bei der Herstellung aufgrund der Bildung
von Brüchen
bei der Formgebung, z. B. durch Extrudieren, auftreten, sondern
auch ein Material von geringer Duktilität entsteht, weswegen sich nicht
mehr die Bildung eines Konstruktionswerkstoffes mit der erforderlichen
Zuverlässigkeit
gewährleisten
lässt.
-
Das
zu verwendende Pulver aus B oder einer B-Verbindung kann vorzugsweise
einen durchschnittlichen Teilchendurchmesser von 1–60 μm aufweisen.
Dies ist darauf zurückzuführen, dass
Teilchen mit einem durchschnittlichen Teilchendurchmesser unter
1 μm eine
feine Beschaffenheit aufweisen und zur Aggregation neigen, woraus
große
Klumpen von Teilchen entstehen, so dass eine gleichmäßige Verteilung
nicht mehr erreicht werden kann. Dies führt zu einer äußerst starken
Beeinträchtigung
der Ausbeute. Bei einem Durchmesser über 60 μm stellen die Teilchen an sich
eine Behinderung dar, da sie nicht nur die Materialfestigkeit und
die Eignung für
die Extrusion verringern, sondern auch die Eignung des Materials
für eine
spanabhebende Bearbeitung beeinträchtigen.
-
Zr
oder Ti, die dem Al-Pulver oder dem Al-Legierungspulver zuzusetzen
sind, besitzen die Eigenschaft, dass sie dem Aluminium-Kompositmaterial
eine hochfeste Beschaffenheit sowohl bei Raumtemperatur als auch
in einer Hochtemperaturumgebung verleihen. Als Pulver für die Zugabe
von Zr oder Ti kann man Pulver von metallischem Zr oder metallischem
Ti oder Pulver von Zr- oder Ti-Verbindungen verwenden. Beispielsweise
kann man Zr-Oxid als Zr-Verbindung oder Ti-Oxid als Ti-Verbindung
verwenden.
-
Der
Grund für
die Zugabemenge von Zr oder Ti im vorerwähnten Bereich wird nachstehend
angegeben. Zr bewirkt bei einer Zugabemenge unter 0,2 Gew.-% eine
geringe Erhöhung
der Festigkeit. Dagegen tritt bei einem Bereich über 2,0 Gew.-% eine Verringerung
der Duktilität
und der Zähigkeit
auf, was dazu führt,
dass die Wirkung zur Erhöhung
der Festigkeit eine Sättigung
erreicht. Im Fall von Ti ergibt sich im Bereich unter 0,2 Gew.-%
eine unzureichende Wirkung zur Erhöhung der Festigkeit, während bei
einem Anteil über
4,0 Gew.-% die sich ergebende Schwierigkeit bei der Bildung einer
feinen metallischen Verbindung zu einer verstärkten Tendenz der Verringerung
der Zähigkeit
führt,
so dass die Wirkung zur Erhöhung
der Festigkeit ebenfalls eine Sättigung
erreicht.
-
Zuzusetzendes
Zr kann beispielsweise schwammartig sein, ebenso wie zuzusetzendes
Ti.
-
Nach
Vermischen des Al-Pulvers oder Al-Legierungspulvers, des Pulvers
von B oder der B-Verbindung und des Pulvers von Zr oder der Zr-Verbindung
(oder des Pulvers von Ti oder der Ti-Verbindung) wird das vermischte Pulver
in einer Dose aus einer Al-Legierung eingeschlossen und einer Vakuumentgasung
unter Erwärmen
unterzogen. Wenn dieser Schritt unterbleibt, ergibt sich eine große Menge
an Gas in dem einer Endbearbeitung zu unterziehenden Material, was
dazu führt,
dass sich die erwartete mechanische Beschaffenheit nicht erzielen
lässt oder
sich während
der thermischen Verarbeitung eine Tendenz zu einer Oberflächenquellung
ergibt. Ein angemessener Temperaturbereich für die Vakuumentgasung unter
Erwärmung
beträgt
350 bis 550°C.
Unter der genannten Untergrenze lässt sich eine ausreichende
Entgasung nicht erreichen, während bei
Einwirkung von über
der Obergrenze liegenden Temperaturen es bei einigen Materialien
zu einer erheblichen Beeinträchtigung
von Eigenschaften kommen kann.
-
Nach
dem Entgasungsverfahren wird eine Sinterung unter Druck durchgeführt, um
ein Aluminiumlegierungs-Kompositmaterial zu erhalten. Als Verfahren
zum Sintern unter Druck kann man ein beliebiges der folgenden Verfahren
oder eine Kombination davon heranziehen: Heißextrusion, Heißmahlen,
statische Heißwasserdruckpressung
(HIP) und Heißpressung.
Beim Sintern unter Druck kann man vorzugsweise die Erwärmungstemperatur
auf 350 bis 550°C
unter Einhaltung einer Behandlungszeit von 5 bis 10 Minuten einstellen.
-
Nach
dem Sintern unter Druck wird gegebenenfalls eine thermische Behandlung
durchgeführt.
Beispielsweise wird ein T6-Verfahren gemäß JIS durchgeführt, wenn
ein Al-Legierungspulver
der Al-Mg-Si-Reihe als Grundlage verwendet wird, sowie dann, wenn
ein Al-Legierungspulver der Al-Cu-Reihe als Grundlage verwendet wird.
Wird jedoch ein Pulver aus reinem Al oder der Al-Fe-Reihe von Al-Legierungen
als Grundlage verwendet, so ist keine thermische Behandlung erforderlich,
da diese Fälle
einem T1-Verfahren gemäß JIS entsprechen.
-
Durch
ein derartiges Herstellungsverfahren lässt sich ein Aluminium-Kompositmaterial
erhalten, das in einer Grundphase aus Al oder einer Al-Legierung
eine Menge an B oder einer B-Verbindung
mit Neutronenabsorptionsvermögen
in einem Anteil von 1,5 Gew.-% oder mehr und von 9 Gew.-% oder weniger,
angegeben als B-Menge, und eine Menge an Zr oder einer Zr-Verbindung von 0,2
Gew.-% oder mehr und 2,0 Gew.-% oder weniger, angegeben als Zr-Menge,
enthält
und unter Druck gesintert worden ist. Alternativ lässt sich
ein Aluminium-Kompositmaterial
erhalten, das anstelle von Zr eine Ti-Menge von 0,2 Gew.-% oder
mehr und 4,0 Gew.-% oder weniger enthält. Es können auch Zr und Ti gemeinsam
enthalten sein.
-
Es
ist bekannt, dass B oder B-Verbindungen ein hervorragendes Absorptionsvermögen für Hochgeschwindigkeitsneutronen
aufweisen. Diesbezüglich
kann das Kompositmaterial gegebenenfalls eine geeignete Menge an
Gd oder Gd-Verbindungen
enthalten, die ein hervorragendes Absorptionsvermögen für langsame Neutronen
aufweisen.
-
Nachstehend
werden Ausführungsformen
für einen
erfindungsgemäßen Korb
und eine erfindungsgemäße Tonne
unter Bezugnahme auf die 1 bis 3 erläutert. 1 ist eine partiell im Schnitt dargestellte
perspektivische Ansicht zur Darstellung einer Anordnung der Tonne,
wobei das Bezugszeichen 10 die Tonne, 20 den Korb, 30 einen
Tonnenkörper
und 40 einen Deckel bezeichnen.
-
Die
dargestellte Tonne 10 stellt einen Aufnahmebehälter dar,
der insgesamt zylindrisch geformt ist. Sie umfasst als Hauptbestandteile
den Korb 20 zur Aufnahme von gebrauchten nuklearen Brennstoffbauteilen (nachstehend
als "nukleare Brennstoffbauteile" bezeichnet) 5 in
vorbestimmten Positionen innerhalb der Tonne, den Tonnenkörper 30,
der mit einem Zylinderkörper 31 zum
Aufnehmen und Standhalten gegen Druck und einem Neutronenabschirmteil 32,
der dessen Außenseite
umgibt, versehen ist, und den Deckel 40, der so ausgebildet
ist, dass er an einer Öffnung 33 im
Tonnenkörper 30 angebracht
und von dort wieder entfernt werden kann.
-
Beim
Tonnenkörper 30 handelt
es sich um einen hohlen zylindrischen Behälter, in dem der Korb 20 installiert
ist. Die Öffnung 33 ist
an einem Ende vorgesehen, um die nuklearen Brennstoffbauteile 5 einzuführen und
zu entnehmen.
-
Beim
Korb 20 handelt es sich um einen Konstruktionskörper, der
zur Aufnahme einer Mehrzahl von langen, stabartigen, gebrauchten
nuklearen Brennstoffbauteilen 5 ausgestaltet ist. Der Korb
weist gitterförmige Abschnitte
auf, die in axialer Richtung des Tonnenkörpers 30 länglich ausgebildet
sind, wobei jeder Korb jeweils eine Aufnahmekammer (als "Zelle" bezeichnet) 21 zur
Aufnahme eines entsprechenden nuklearen Brennstoffbauteils 5 definiert.
-
Der
Korb 20 weist ein der Öffnung 33 des
Tonnenkörpers 30 zugewandtes
gitterförmiges
Ende auf und ist so ausgebildet, dass er die Aufnahme eines nuklearen
Brennstoffbauteils 5 in einer entsprechenden Zelle 21 ermöglicht und
dieses Bauteil dann, wenn der Deckel 40 entfernt worden
ist, entnommen werden kann. Der Korb 20 ist aus dem vorstehend
erwähnten
Aluminium-Kompositmaterial gefertigt.
-
2 zeigt eine erste Ausführungsform
der Bauart des Korbes 20. Bei dieser Ausführungsform
werden plattenartige Elemente 22 als Bauelemente des Korbes 20 verwendet.
Sie sind als parallele Kreuze unter Bildung eines gitterförmigen Abschnitts
kombiniert. Die plattenartigen Elemente 22 weisen an ihren
Längsseiten
jeweils Eingriffschlitze 23 auf. Benachbarte plattenförmige Elemente
sind so ausgebildet, dass sie durch gegenseitigen Eingriff ihrer
Schlitze 23 miteinander kombiniert werden können. Dabei
ist ein plattenförmiges Element 22 aus
Aluminium-Kompositmaterial extrudiert, und zwar insgesamt aus einem
identischen Kompositmaterial, so dass die Gesamtheit des Korbes 20 Neutronenabsorptionsvermögen besitzt.
-
3 zeigt eine zweite Ausführungsform
der Bauart des Korbes 20. Bei dieser Ausführungsform
werden röhrenförmige Elemente 24 als
extrudierte Formen des Aluminium-Kompositmaterials
verwendet, die einen im wesentlichen rechteckigen Querschnitt aufweisen.
Eine Mehrzahl der Rohre wird miteinander verbunden, wobei ihre Außenseiten
miteinander in Kontakt stehen. Das Verfahren zum Verbinden der Röhrenelemente
kann in geeigneter Weise unter bekannten Verfahren ausgewählt werden,
z. B. durch Schweißen,
Hartlöten oder
Befestigung mit Schrauben oder Nieten über Verbindungselemente. Auch
in diesem Fall weist der gesamte Korb 20 im wesentlichen eine neutronenabsorbierende
Beschaffenheit auf. Bei Anwendung von Hartlöten als Verbindungsverfahren
lassen sich in vorteilhafter Weise Deformationen vermeiden.
-
Der
Tonnenkörper 30 besteht
aus dem Zylinderkörper 31 aus
Kohlenstoffstahl, rostfreiem Stahl oder dergl., um Druck aufzunehmen
oder diesem standzuhalten, und dem Neutronenabschirmteil 32 aus
einem neutronenabschirmenden Material, z. B. einem Harz, das am äußeren Umfang
vorgesehen ist. Der Zylinderkörper 31 dient
auch zur Abschirmung von gamma-Strahlen. Der Deckel 40 zum
Schließen
der Öffnung 33 ist für eine Flanschverbindung
mit dem Tonnenkörper 30 ausgebildet,
wobei zur Befestigung gemäß bekannter Technik
Bolzen und eine ausreichende Dichtung verwendet werden. In der Figur
ist mit dem Bezugszeichen 11 ein Zapfen bezeichnet, den
man beim Anheben der Tonne 10 zu deren Entfernung einhakt.
-
Gemäß den beschriebenen
Ausführungsformen
lässt sich
ein Aluminium-Kompositmaterial mit hervorragendem Neutronenabsorptionsvermögen sowie
hervorragenden mechanischen Eigenschaften und guter Bearbeitbarkeit
als Konstruktionswerkstoff verwenden. Dieses Material wird nach
Sintern unter Druck gegebenenfalls thermisch bearbeitet und anschließend durch
Extrusion geformt, wodurch man ein Konstruktionselement der angestrebten
Konfiguration erhält,
z. B. das vorerwähnte
plattenförmige
Element 22 oder das Röhrenelement 24.
Anschließend
wird der Korb 20 mit derartigen plattenförmigen Elementen 22 oder
Röhrenelementen 24 hergestellt,
ohne dass die herkömmliche
Maßnahme
der Befestigung eines neutronenabsorbierenden Materials auf einem
Grundmaterial erforderlich ist. Dadurch erreicht man eine erhebliche
Verringerung an Mannstunden. Da ferner der Korb 20 aus
strukturell identischen Elementen gefertigt wird, lassen sich Schwierigkeiten
beseitigen, z. B. Schritte, die ansonsten in einer Zelle 21 aufgrund
von Konstruktionsteilen ausgeführt werden
müssen,
oder ein Abblättern
von neutronenabsorbierenden Teilen.
-
Nachstehend
finden sich konkrete experimentelle Beispiele. Zunächst wurde
ein Experiment mit einem Aluminium- Kompositmaterial durchgeführt, das
in einer Grundphase aus Al oder einer Al-Legierung B oder eine B-Verbindung
mit Neutronenabsorptionsvermögen
(ohne Zusatz von Zr oder Ti) enthält. Bei diesem Experiment wurde
ein Kompositmaterial aus Al-B4C-Teilchen
durch ein pulvermetallurgisches Verfahren hergestellt. Die mechanischen
Eigenschaften des Materials wurden geprüft.
-
Verwendete Materialien
-
(1)
Als Aluminum- oder Aluminumlegierungspulver zur Bildung einer Grundlage
wurden die folgenden vier Arten verwendet.
-
Ein
Grundlagenpulver mit einem Durchmesser von 250 μm oder weniger wurde erhalten.
Dieses Pulver wurde für
die Verwendung zu verschiedenen Teilchengrößen klassiert (nachstehend
als "reines Al" bezeichnet).
-
Durch
ein N2-Gaszerstäubungsverfahren
wurde ein Grundlagenpulver unter Verwendung einer Al-Legierung aus
g-0,25 Cr (JIS 6061)
erhalten. Dieses Pulver wurde zur Verwendung auf eine Teilchengröße unter 150 μm (durchschnittlich
95 μm) klassiert
(nachstehend als "60601Al
(Al-Mg-Si-Reihe)" bezeichnet).
-
Durch
ein N2-Gaszerstäubungsverfahren wurde ein Grundlagenpulver
unter Verwendung einer Al-Legierung aus i-0,1 V–018Zr (JIS 2219) erhalten.
Dieses Pulver wurde zur Verwendung auf eine Teilchengröße unter
150 μm (durchschnittlich
95 μm) klassiert
(nachstehend als "2219Al
(Al-Cu-Reihe)" bezeichnet).
-
Durch
ein N2-Gaszerstäubungsverfahren wurde ein Grundlagenpulver
unter Verwendung einer Al-Legierung der Fe-Reihe erhalten. Dieses Pulver wurde
zur Verwendung auf eine Teilchengröße unter 150 μm (durchschnittlich
95 μm) klassiert
(nachstehend als "Fe-Reihe-Al" bezeichnet).
-
(2)
Als zusätzliche
Teilchen wurde handelsübliches
B
4C verwendet. Die extrahierten Spezifikationen hierfür sind in
den Tabellen 1 und 2 aufgeführt. Tabelle
1 Spezifikationen
für Zusatzteilchen
(extrahiert)
Tabelle
2
-
Beispiel 1
-
Verwendete Pulver
-
Es
wurden reines Al-Pulver (durchschnittlich 118 μm, klassiert auf 250 μm oder weniger
und 6061Al, 2219Al und Fe-Reihe-Al-Pulver,
klassiert auf 150 μm
oder weniger, verwendet. Als zusätzliche
Teilchen wurden B4C-Teilchen für die Metallzugabe
mit einem durchschnittlichen Teilchendurchmesser von 23 μm verwendet.
-
Herstellung
der Probe
-
(1) Herstellung eines
Blocks
-
In
einem ersten Schritt wurden unter Verwendung eines Querrotationsmischers
das vorerwähnte
Pulver und die Zusatzteilchen 10 bis 15 Minuten vermischt. Bei diesem
Experiment wurden 12 Arten von Proben hergestellt, indem man die
Grundlagen und die Zugabemengen an B (angegeben als Wert unter Berechnung des
gewichtsprozentualen Anteils von B) gemäß der Aufstellung in Tabelle
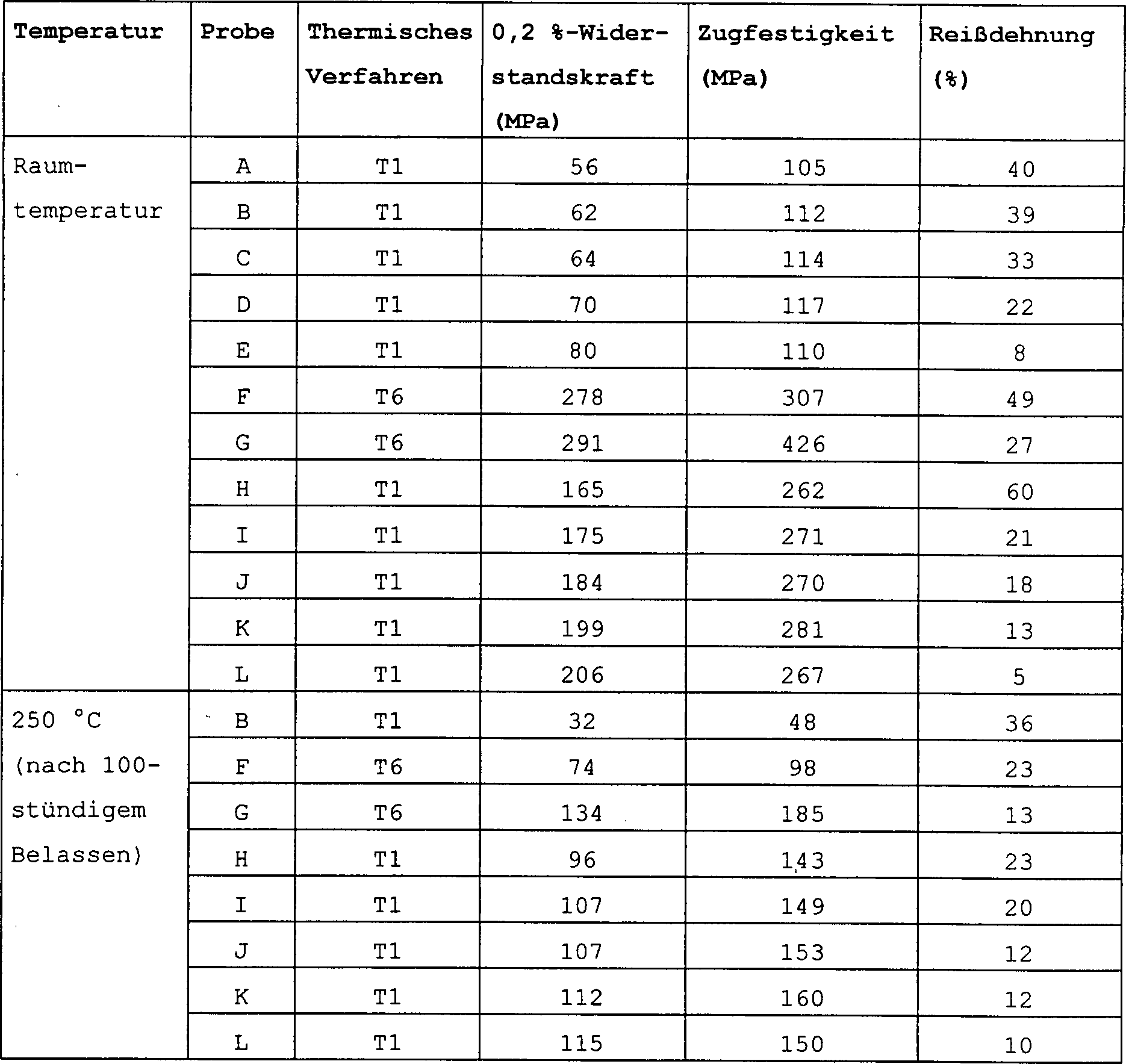
3 kombinierte. Tabelle
3
-
Als
zweite Stufe wurde zum Eindosen das Gemisch aus dem Grundlagenpulver
und den zusätzlichen Teilchen
in einer Dose verschlossen. Die Spezifikationen für die Dose
sind nachstehend angegeben.
-
Material:
JIS 6063 (nahtloses Rohr aus einer Aluminiumlegierung mit einer
vollständig
angeschweißten
Bodenplatte aus identischem Material)
Durchmesser: 90 mm
Länge: 300
mm
Dosendicke 2 mm
-
Als
dritte Stufe wurde eine Vakuumentgasung unter Erwärmen durchgeführt. Bei
dieser Stufe wurde das eingedoste Pulvergemisch auf 480°C erwärmt. Das
Doseninnere wurde auf ein Vakuum von 1 Torr oder weniger evakuiert.
Dieses Vakuum wurde 2 Stunden aufrechterhalten. Durch diese Entgasung
wurden Gasbestandteile und Feuchtigkeit, die an den Pulveroberflächen in
der Dose adsorbiert waren, entfernt. Dadurch war das zu extrudierende
Material fertiggestellt (nachstehend als "Block" bezeichnet).
-
(2) Extrusion
-
Bei
dieser Stufe wurde ein nach dem vorstehenden Verfahren hergestellter
Block unter Verwendung eines 500-Tonnen-Extruders heiß extrudiert. Die Temperatur
betrug in diesem Fall 430°C.
Mit einem Extrusionsverhältnis
von etwa 12 wurde eine flache extrudierte Form auf die folgende
Weise hergestellt.
-
Die
Extrusionszeit für
Formgebung durch Extrusion betrug 430 Sekunden.
-
Extrudierte
Form (Querschnitt)
Breite: 48 mm
Dicke: 12 mm
-
(3) Thermisches Verfahren
(T6-Verfahren)
-
Bei
diesem Verfahren wurde nach der Formgebung durch Extrusion ein thermisches
Verfahren nur für die
Proben F und G in Tabelle 3 durchgeführt. Beim thermischen Verfahren
für die
Probe F wurde zur Herstellung einer festen Lösung eine 2-stündige
Behandlung bei 530°C
durchgeführt.
Daran schlossen sich ein Abkühlvorgang
mit Wasser, ein 8-stündiger
Vergütungsvorgang
bei 175°C
und ein Abkühlvorgang
an der Luft an. Beim thermischen Verfahren für die Probe G wurde zur Herstellung
einer festen Lösung
eine 2-stündige
Behandlung bei 530°C
durchgeführt.
Daran schlossen sich ein Abkühlvorgang
mit Wasser, eine 26-stündige
Vergütung
bei 190°C
und ein Abkühlvorgang
an der Luft an. Durch dieses thermische Verfahren wurde die Probenherstellung
beendet. Für
die übrigen
Proben folgte nach der Heißextrusion
eine natürliche
Vergütung,
so dass ein T1-Verfahren vorgenommen wurde.
-
Bewertung
-
Die
durch die vorstehenden Schritte hergestellten Proben A bis L wurden
auf folgende Weise bewertet. Für
die Proben F und G wurden T6-Materialien, die dem vorerwähnten thermischen
Verfahren unterzogen worden waren, zur Bewertung herangezogen. Für die übrigen Proben
(A bis E, H bis L) wurden T1-Materialien ohne thermische Behandlung
für die
Bewertung herangezogen.
-
(1) Mikroskopische Betrachtung
der Struktur
-
Diese
Prüfung
wurde für
sämtliche
Proben A bis L in einem zentralen Teil des extrudierten Materials an
einem L-Schnitt (parallel zur Extrusionsrichtung) und einem T-Schnitt
(senkrecht zur Extrusionsrichtung) durchgeführt. Die Ergebnisse bestätigten,
dass sämtliche
Proben eine Struktur aufwiesen, bei der B4C-Teilchen
gleichmäßig fein
in einer Matrix aus einer Aluminiumlegierung verteilt waren.
-
(2) Zugtest
-
Dieser
Zugtest wurde unter zwei Temperaturbedingungen durchgeführt, nämlich bei
Raumtemperatur und bei 250°C.
Der Zugtest bei Raumtemperatur wurde an sämtlichen Proben A bis L unter
Verwendung von n Prüfkörpern (n
= 2) durchgeführt,
wobei die beiden Werte gemittelt wurden. Der Zugtest bei 250°C wurde an 8
Proben unter Ausschluss der Proben A und C bis E, an zwei Prüfkörpern (n
= 2) durchgeführt.
Die beiden Werte wurden gemittelt. Bei jedem Zugtest wurde ein Prüfkörper in
Form eines Rundstabes, der einen parallelen Teil aufwies, mit einem
Durchmesser von 6 mm herangezogen. Für den Zugtest bei 250°C wurde der Prüfkörper vor
Durchführung
des Tests 10 Stunden bei 250°C
belassen.
-
Die
Ergebnisse dieses Tests sind in Tabelle 4 aufgeführt. Tabelle
4
-
Die
Versuchsergebnisse von Tabelle 4 zeigen, dass die 0,2 %-Widerstandskraft
bei Raumtemperatur im Bereich von 56 MPa (Probe A) bis 291 MPa (Probe
G) und bei der hohen Temperatur von 250°C im Bereich von 32 MPa (Probe
B) bis 134 MPa (Probe G) liegt.
-
Die
Zugfestigkeit liegt bei Raumtemperatur im Bereich von 105 MPa (Probe
A) bis 426 MPa (Probe G) und bei der hohen Temperatur von 250°C im Bereich
von 48 MPa (Probe B) bis 185 MPa (Probe G). Es ist ersichtlich,
dass sich die Prüfkörper sowohl
bei der hohen Temperatur als auch bei Raumtemperatur in Bezug auf
die Zugfestigkeit besser verhalten als Boral, das bei Raumtemperatur
einen Wert von 41 MPa aufweist (vergl. Tabelle 5).
-
Ferner
liegt bei Raumtemperatur die Reißdehnung im Bereich von 5%
(Probe L) bis 60% (Probe H) und bei der hohen Temperatur von 250°C im Bereich
von 10% (Probe L) bis 36 (Probe B), wobei bei beiden Temperaturen
die Dehnung günstiger
ist als bei Boral, das einen Wert von 1,2 aufweist (vergl. Tabelle
5).
-
Die 4 und 5 sind Diagramme zur Darstellung des
Einflusses der Temperatur auf die Zugeigenschaften, wobei in beiden
Fällen
die Werte der Testergebnisse für
die Proben F, G und I (jeweils ein B-Anteil von 2,3 Gew.-%) von
Tabelle 4 dargestellt sind. Aus den Diagrammen ist ersichtlich,
dass die Probe G die höchsten
Werte sowohl für
die 0,2 %-Widerstandskraft
als auch für
die Zugfestigkeit ergibt, wobei das Material jedoch gegenüber den
Einflüssen
eines Temperaturanstiegs empfindlich ist, da die Steigung relativ
groß ist.
-
Die
Probe I zeigt unter den drei Proben die geringsten Werte sowohl
für die
0,2%-Widerstandskraft als auch für
die Zugfestigkeit, wobei aber die temperaturbedingte Steigung am
geringsten ist. Bei der hohen Temperatur von 250°C ergibt sich daher eine umgekehrte
Lage im Vergleich zur Probe F, was zeigt, dass die Probe I unter
den drei Proben den geringsten Temperatureffekt zeigt. Die Probe
F weist eine erhöhte
Steigung, insbesondere bezüglich
der 0,2%-Widerstandskraft, auf, was bedeutet, dass sie gegenüber den
Einflüssen
eines Temperaturanstiegs empfindlich ist.
-
Die 6 bis 8 sind Diagramme zur Darstellung des
Einflusses der Zugabemenge an B (Gew.-%) auf die Ergebnisse des
Zugtests. In 6 sind
die Werte (vergl. Tabelle 4) der 0,2%-Widerstandskraft (MPa), der Zugfestigkeit
(MPa) und der Reißdehnung
(%) für
die Proben A bis E aus einer reinen Al-Grundlage aufgeführt, wobei es sich um einen
Zustand bei Raumtemperatur handelt. Aus diesem Diagramm ist ersichtlich,
dass mit steigender Zugabemenge an B die durch die punktierte Linie
dargestellte 0,2%-Widerstandskraft (MPa) und die durch die durchgezogenen
Linien dargestellte Zugfestigkeit (MPa) größer werden und dagegen die
durch die gestrichelten Linien dargestellte Reißdehnung (%) kleiner wird.
-
In 7 sind die Werte (Tabelle
4) der 0,2%-Widerstandskraft
(MPa), der Zugfestigkeit (MPa) und der Reißdehnung (%) für die Proben
H bis L auf der Grundlage von Fe-Reihe-Al (Al-6Fe) aufgetragen,
wobei die Werte sich auf den Zustand bei Raumtemperatur beziehen.
Aus diesem Diagramm ist ersichtlich, dass mit steigender Zugabemenge
an B die durch die punktierten Linien wiedergegebene 0,2%-Widerstandskraft
(MPa) und die durch die ausgezogenen Linien wiedergegebene Zugfestigkeit
(MPa) größer werden, ähnlich wie
in 6. Wenn jedoch 2,3
Gew.-% B zugegeben werden, so sinkt die durch die gestrichelten
Linien angegebene Reißdehnung
(%) im Vergleich zu einem Zustand ohne Zugabe plötzlich ab, während bei
einer Erhöhung
der Zugabemenge an B von 2,3 Gew.-% auf 4,7 Gew.-% die damit verbundene
Verringerung auf einem kleinen Wert gehalten wird.
-
In 8 sind die Werte (vergl.
Tabelle 4) der 0,2%-Widerstandskraft
(MPa), der Zugfestigkeit (MPa) und der Reißdehnung (%) für die Proben
H bis L auf der Grundlage von Fe-Reihe-Al (Al-6Fe) aufgetragen, ähnlich wie
in 7, wobei es sich
bei den Temperaturbedingungen um eine heiße Raumtemperatur von 250°C handelt.
Aus dem Diagramm ist ersichtlich, dass mit steigender Zugabemenge
an B die durch punktierte Linien dargestellte 0,2%-Widerstandskraft
(MPa) und die durch ausgezogene Linien dargestellte Zugfestigkeit
(MPa) größer werden, ähnlich wie
in den 6 und 7. Was die durch gestrichelte
Linien dargestellte Reißdehnung (%)
betrifft, ist zwar die in 7 auftretende
Erscheinung eines plötzlichen
Abfalls durch eine Zugabe von B in einer Menge von 2,3 Gew.-% im
Vergleich zum zugabefreien Zustand beseitigt und es ergibt sich
insgesamt ein niedriger Wert, wobei aber die Tendenz besteht, dass
der Wert in mäßiger Weise
absinkt, ähnlich
wie in 6, wenn die Menge
an B erhöht
wird.
-
Aus
den vorstehenden drei Diagrammen (6 bis 8) lässt sich eine unabhängig von
der Matrixstruktur bestehende allgemeine Tendenz bestätigen, dass
bei einer Zugabemenge von B4C-Teilchen von
mehr als 9% (umgerechnet in B) die Reißdehnung plötzlich abfällt, während die 0,2%-Widerstandskraft
praktisch frei von einem Anstieg ist, wobei gleichzeitig damit auch
die Zugfestigkeit sinkt. Obgleich die jeweiligen Materialien stärkere Dehnungen
als Boral (vergl. Tabelle 5) aufweisen, so ist unter der Annahme
einer praxisgerechten Verwendung als Baumaterial für einen
Reaktor oder für
einen Behälter
für gebrauchten
nuklearen Brennstoff eine Dehnung von 10% oder mehr bei Raumtemperatur
der in Hinsicht auf die Zuverlässigkeit
niedrigste notwendige Wert. Es kann der Schluss gezogen werden,
dass, um dies zu erreichen, die Zugabemenge an B4C 9%
oder weniger, umgerechnet in B, betragen soll.
-
Obgleich
derartige geringe Mengen an B keine Schwierigkeiten in Bezug auf
Festigkeit und Duktilität verursachen,
soll die Untergrenze der Zugabemenge naturgemäß auf der Grundlage des erforderlichen
Neutronenabsorptionsvermögens
festgelegt werden. Dieser Wert, beträgt wie vorstehend ausgeführt, 1,5
Gew.-%, umgerechnet in B.
-
Unter
den Testergebnissen von Tabelle 4 werden für sechs Arten von Proben B,
C, F, G und J (jeweils eine Menge von B von 2,3 Gew.-% oder 4,7
Gew.-%) die B-Mengen (Gew.-%), Zugfestigkeit (MPa) und Dehnung (%)
entnommen und in der nachstehenden Tabelle 5 zum Vergleich mit den
Werten von herkömmlichen Gegenständen, die
unter Verwendung eines Auflösungsverfahrens
hergestellt worden sind, aufgeführt.
Die in Tabelle 5 aufgeführten
Werte für
die Zugfestigkeit und die Dehnung beziehen sich auf Raumtemperatur. Tabelle
5
-
Zunächst ist
aus einem Vergleich der Zugabemenge an B ersichtlich, dass ein nach
dem vorerwähnten Herstellungsverfahren
hergestelltes Aluminium-Kompositmaterial,
bei dem die Zugabemenge 2,3 oder 4,7 Gew.-% beträgt, mit größerer Zugabemenge an B ein
um einen entsprechenden Faktor höheres
Neutronenapsorptionsvermögen
zeigt als entsprechende Al-Legierungen mit einer Zugabemenge von
0,9 Gew.-%. Obgleich bei Boral die Zugabemenge an B mit einem Wert
von 27,3 Gew.-% sehr hoch ist, ist ersichtlich, dass dieses Material
eine schlechte Bearbeitbarkeit aufweist, da dessen Zugfestigkeit
und Dehnung äußerst gering sind,
wie nachstehend ausgeführt
wird.
-
Ferner
ist bei einem Vergleich der Zugfestigkeit ersichtlich, dass bei
Aluminium-Kompositmaterialien das Kompositmaterial mit reinem Al
(Probe B) mit einem B-Anteil von 2,3 Gew.-% den niedrigsten Wert
von 112 MPa aufweist, und dass bei herkömmlichen Gegenständen eine
Al-Mn-Reihe-Legierung den niedrigsten Wert von 150 MPa besitzt.
Jedoch weist die Probe B eine im Vergleich zum herkömmlichen
Gegenstand höhere
Zugabemenge an B und ein besseres Neutronenabsorptionsvermögen auf.
Da die Dehnung ebenfalls einen wesentlichen höheren Wert im Vergleich zu
maximal 20 bei herkömmlichen
Gegenständen
aufweist, sollte das Material auch im Hinblick auf die Bearbeitbarkeit
für die
Praxis gut geeignet sein. Insbesondere ist aus einem Vergleich mit
Boral ersichtlich, dass sich aufgrund der äußerst hohen Zugfestigkeit und
Dehnungseigenschaften eine hervorragende Bearbeitbarkeit ergibt.
-
Wenn
die Grundlage auf eine Al-Legierung beschränkt ist, weist ein Kompositmaterial
der Al-Fe-Reihe (Probe J) mit einer B-Menge von 4,7 Gew.-% den geringsten
Wert der Zugfestigkeit auf, nämlich
270 MPa.
-
Unter
den Aluminium-Kompositmaterialien weist das Kompositmaterial der
Al-Cu-Reihe (Probe G) mit einem B-Anteil von 2,3 Gew.-% die höchste Zugfestigkeit
auf, nämlich
einen Wert von 429 MPa. In dieser Hinsicht weist von den herkömmlichen
Gegenständen
eine Legierung der Al-Zn-Mg-Reihe die beste Zugfestigkeit auf, nämlich 500
MPa, während
in diesem Fall die Dehnung nur 11% beträgt, was unter dem niedrigsten
Wert von 18% unter den Aluminium-Kompositmaterialien
von Tabelle 5 liegt. Diese Tendenz, d. h. eine Tendenz, dass die
Dehnung im Vergleich zur Zugfestigkeit nieder ist (11 bis 20%) ist
den herkömmlichen
Aluminiumlegierungen mit B-Zusatz gemeinsam. Berücksichtigt man auch den B-Anteil,
so kann der Schluss gezogen werden, dass sie durchweg niedere Dehnungswerte
im Vergleich zu Aluminium-Kompositmaterialien (18–49%) aufweisen.
-
Nachstehend
wird auf der Grundlage der Tabelle 5 ein Vergleich zwischen einem
Aluminium-Kompositmaterial und einer Aluminiumlegierung (herkömmlicher
Gegenstand) der identischen Reihe angestellt. Zunächst ergibt
sich bei einem Vergleich zwischen dem Kompositmaterial der Al-Mg-Si-Reihe
(Probe F) und einer Legierung der Al-Mg-Si-Reihe, dass das Kompositmaterial
bei sämtlichen
Werten der B-Menge bessere Werte in Bezug auf Zugfestigkeit und
Dehnung aufweist. Dies bedeutet, dass die B-Menge 2,3 Gew.-% im
Vergleich zu 0,9 Gew.-%, die Zugfestigkeit 307 MPa im Vergleich
zu 270 MPa und die Dehnung 49% im Vergleich zu 12% betragen, wobei
die Werte für
das Kompositmaterial jeweils höher
sind.
-
Ferner
weist bei einem Vergleich zwischen dem Kompositmaterial der Al-Cu-Rreihe
(Probe G) und der Al-Cu-Legierung
das Kompositmaterial bei jeder beliebigen B-Menge günstigere
Werte für
die Zugfestigkeit und die Dehnung auf. Bei einer B-Menge von 2,3
Gew.-% betragen nämlich
die Zugfestigkeit 429 MPa und für die
Dehnung 27%, verglichen mit Werten von 370 MPa und 15% bei einer
Menge von 0,9 Gew.%, d. h. die Werte sind für das Kompositmaterial jeweils
höher.
-
Ferner
können
Aluminium-Kompositmaterialien eine höhere Zugabemenge an B aufweisen
und erweisen sich außerdem
in Bezug auf Zugeigenschaften, wie Zugfestigkeit und Dehnung, als
hervorragend, so dass sich eine gute Bearbeitbarkeit erreichen lässt. Berücksichtigt
man insbesondere die Verwendung als Baumaterial, z. B. für einen
Transport- oder Lagerbehälter
für gebrauchte
nukleare Brennstoffe, so ist es bevorzugt, dass das Material bei
250°C hinsichtlich
der mechanischen Eigenschaften eine Zugfestigkeit von 98 MPa und eine
Dehnung von 10% oder mehr aufweist, wobei es sich im wesentlichen
aus den bei 250°C
erhaltenen Testergebnissen bestätigen
lässt,
dass diese Werte unter Verwendung von Aluminium-Legierungspulvern,
die von einem reinem Al-Pulver abweichen, als Grundlage erhalten
lassen.
-
Beispiel 2
-
Pulverklassierung
-
Pulver
der JIS 6N01-Struktur, die durch Luftzerstäubung hergestellt worden waren,
wurden mit Sieben verschiedener Größen klassiert. Die verwendeten
Siebgrößen und
die durchschnittlichen "Minus-Sieb"-Teilchendurchmesser
sowie die Ausbeuten der Klassierung in den jeweiligen Fällen sind
in Tabelle 6 aufgeführt. Tabelle
6
-
Es
lässt sich
bestätigen,
dass die Klassierungsausbeute durch Verringerung der Siebgröße plötzlich abfällt, obgleich
die Teilchengrößenverteilung
je nach den Legierungsstrukturen und den Zerstäubungsbedingungen etwas variiert.
Unter Annahme der Verwendung im großtechnischen Maßstab ist
der Schluss zu ziehen, dass Pulver mit einer Größe von 45 μm oder darunter, eine einstellige
Ausbeute ergeben, was unzweckmäßig ist.
-
Herstellung
der Probe
-
6N01-Pulver
mit den in Tabelle 6 angegebenen Teilchengrößen und fünf Arten von B
4C-Teilchen
gemäß Tabelle
2 wurden gemäß den Angaben
in Tabelle 7 vereinigt. Die B
4C-Zugabemengen
betrugen jeweils 3 Gew.-% (bei Umrechnung in B 2,3 Gew.-%) und die
Mischzeit betrug 10 bis 15 Minuten, wie bei der Ausführungsform
1. Das Pulver wurde nach Beendigung des Mischvorgangs entsprechend
den Verfahren der Ausführungsform
1 durch Eindosen, Vakuumentgasen unter Erwärmen und Extrudieren verarbeitet.
Man erhielt ein extrudiertes Bauteil mit einer Querschnittform von
98 mm × 12
mm. Es wurde kein thermisches Verfahren durchgeführt. Tabelle
7
-
Auswertung
-
(1) Mikroskopische Strukturbetrachtung
-
Am
Kopf, am Mittelteil und am Schwanz jedes extrudierten Elements wurden
die zentralen Schnittteile und peripheren Teile (insgesamt 6 Punkte)
jeweils einer Bildanalyse der mikroskopischen Struktur eines L-Schnittes
(parallel zur Extrusionsrichtung) und einer Prüfung der B4C-Teilchen,
und zwar auf Anwesenheit oder Abwesenheit von lokalen Aggregationen
und der Gleichmäßigkeit
ihrer Gesamtverteilung, unterzogen.
-
Insbesondere
wurden an den entsprechenden Betrachtungspunkten jeweils 5 Gesichtsfelder
(ein Gesichtsfeld beträgt
1 mm × 1
mm) einer Flächenverhältnismessung
von B4C-Teilchen unterzogen (da B4C ein spezifisches Gewicht von etwa 2,51
aufweist, lässt
sich unter Annahme des Wertes für
das spezifische Gewicht von Al zu 2,7 der gewichtsprozentuale Anteil
von B4C in der Al-Legierung grob folgendermaßen berechnen:
volumenprozentualer Anteil × 2,51/2,7.
Ferner lässt
sich annehmen, dass das Flächenverhältnis von
B4C im Schnitt wesentlich dem volumenprozentualen
Anteil entspricht. Demzufolge wurde ein Standardwert des B4C-Flächenverhältnisses
gemäß folgender
Beziehung angenommen: 3% × 2,7/2,51
= 2,8%).
-
Ferner
wurde eine Beurteilung auf "vorhandene
Aggregationen" durchgeführt, wenn
das B
4C-Flächenverhältnis in einem einzelnen Gesichtsfeld
den Standardwert auch nur an einem einzigen Punkt um den Faktor 2
(d. h. 5,6%) übersteigt,
sowie für
die "ungleichmäßige Verteilung", wenn der Mittelwert
der Flächenverhältnisse
der fünf
Gesichtsfelder in jeder Position vom Standardwert um ± 0,5%
abweicht (d. h. ein Bereich von 2,3 bis 3,3%). Die Ergebnisse sind
in Tabelle 8 aufgelistet. Tabelle
8
-
Für jede der
Legierungen Nr. 1-12, bei denen der durchschnittliche Teilchendurchmesser
des 6N01-Pulvers 5–150 μm betrug
und der durchschnittliche Durchmesser der B4C-Teilchen 1–60 μm betrug,
wurde eine gute B4C-Verteilung festgestellt,
während
bei den Legierungen Nr. 13 und 15, bei denen B4C-Teilchen in
Form eines feinen Produkts mit einem durchschnittlichen Durchmesser
von 0,8 μm
verwendet wurden, sich lokale Aggregationen ergaben. Bei der Legierung
Nr. 14, bei der grobes B4C mit einem durchschnittlichen
Teilchendurchmesser von 72 μm
zu feinem Al-Legierungspulver mit einem durchschnittlichen Teilchendurchmesser
von 5 μm
gegeben wurde, wurde eine ungleichmäßige Teilchenverteilung zwischen
den jeweiligen Positionen im extrudierten Element beobachtet.
-
(2) Zugtest bei Normaltemperatur
-
Extrudierte
Elemente wurden jeweils bei Normaltemperatur einem Zugtest unterworfen.
Bei der Form des Prüfkörpers handelte
es sich um einen Rundstab mit einem parallelen Teil von 6 mm Durchmesser,
wie bei der Ausführungsform
1. Die Ergebnisse sind in Tabelle 9 aufgeführt. Unter Annahme einer "Reißdehnung" von 10% oder mehr
als kritischer Wert für
die Konformität
gemäß den Angaben
in der Ausführungsform
1 ist ersichtlich, dass dies jeweils von den Legierungen 1–12 erfüllt wird.
Dagegen wurde bei Nr. 14 und Nr. 16, bei denen grobes B4C
mit einem durchschnittlichen Durchmesser von 72 μm zugesetzt wurde, sowie bei
Nr. 17 und Nr. 18, bei denen der durchschnittliche Teilchendurchmesser
des Grundpulvers den hohen Wert von 162 μm aufwies, eine signifikante
Verringerung der Duktilität
beobachtet, was dazu führte,
dass das genannte Kriterium nicht erfüllt wurde.
-
Bei
gemeinsamer Würdigung
der vorstehenden Ergebnisse bestätigt
sich, dass es zur Erzielung eines Materials, das mit einer gleichmäßigen Struktur
versehen ist und frei von B
4C-Aggregationen
ist (d. h. gleichmäßiges Neutronenabsorptionsvermögen) und
gleichzeitig die erforderliche Duktilität aufweist, um die Zuverlässigkeit
als Konstruktionselement zu gewährleisten,
erforderlich und unvermeidlich ist, den Teilchendurchmesser des
Grundpulvers und den Teilchendurchmesser der zusätzlichen Teilchen innerhalb
der erfindungsgemäßen Bereiche
einzustellen. Tabelle
9
-
Beispiel 3
-
Herstellung der Probe
-
Blöcke wurden
gemäß den Verfahren
und Bestandteilen von Tabelle 10 hergestellt und bei 430°C extrudiert.
Beim verwendeten reinen Al-Pulver und beim verwendeten Al-6Fe-Legierungspulver
handelte es sich um die gleichen Produkte wie bei der Ausführungsform
1, wobei es sich beim erstgenannten Produkt um ein luftzerstäubtes Pulver,
das auf 250 μm
oder darunter klassiert worden war (durchschnittlich 118 μm) und beim letztgenannten
Produkt um mit N2-Gas zerstäubtes Pulver,
das auf 150 μm
oder weniger klassiert worden war (durchschnittlich 95 μm), handelte.
Die verwendeten B4C-Teilchen wiesen einen
durchschnittlichen Durchmesser von 23 μm auf.
-
Die
Pulver der jeweiligen Komponenten wurden 20 Minuten mit einem Querrotationsmischer
vermischt. Anschließend
wurde bei den Verfahren A bis E gemäß der gleichen Vorgehensweise
wie in den Ausführungsformen
1 und 2 ein Eindosen und Vakuumentgasen unter Erwärmen durchgeführt, um
Blöcke
herzustellen, die sodann extrudiert wurden. Die Temperatur betrug
bei der Vakuumentgasung beim Verfahren A 350°C, bei B 480°C, bei C 550°C, bei D 300°C und bei E 600°C. Die Temperatur
bei der Extrusion betrug in sämtlichen
Fällen
430°C. Das
extrudierte Produkt wies die Abmessungen 48 mm × 12 mm wie in der Ausführungsform
1 auf.
-
Im
Verfahren F wurde das Pulvergemisch 2 Stunden in einem Ofen unter
einem auf 4–5
Torr verminderten Druck auf 200°C
erwärmt
und anschließend
unter atmosphärischer
Luft in eine Gummiform gefüllt
und durch das CIP-Verfahren verformt (statische Wasserdruckpressung
in der Kälte).
Der erhaltene Formkörper
mit einer Dichte von etwa 75% (Hohlraumanteil 25%) wurde an atmosphärischer
Luft auf 430°C
erwärmt
und einer Extrusion unterworfen. Das extrudierte Produkt wies die
Abmessungen 48 mm × 12
mm auf. Im Verfahren G wurde das Pulvergemisch direkt durch CIP
geformt und an atmosphärischer
Luft auf 430°C
erwärmt
und sodann extrudiert. Das extrudierte Produkt wies die Abmessungen
48 mm × 12
mm auf. Tabelle
10
-
Bewertung
-
Die
einzelnen extrudierten Elemente wurden einer Oberflächenbegutachtung,
einem Zugtest bei normaler Temperatur in Längsrichtung und einer Messung
der Menge an Wasserstoffgas unterzogen. Die Messung der Gasmenge
wurde in einem Vakuum-Schmelzextraktions-Massenspektrographen gemäß LIS A06 durchgeführt.
-
Die
Ergebnisse sind in Tabelle 11 aufgeführt. Bei den Materialien, die
unter Anwendung der Verfahren A–C,
die unter den Schutzumfang der Ansprüche der vorliegenden Erfindung
fallen, hergestellt worden waren, wurden bei der Menge des Wasserstoffgases
und dem Oberflächenzustand
sowie bei den mechanischen Eigenschaften des extrudierten Elements
jeweils gute Ergebnisse erhalten. Dagegen traten bei den Verfahren, die
vom Schutzumfang der Ansprüche
der vorliegenden Anmeldung abwichen, die folgenden Schwierigkeiten auf.
-
Im
Verfahren D, bei dem die Entgasung bei einer im Vergleich zum Schutzumgang
der Erfindung niedrigeren Temperatur durchgeführt wurde, wurde Wasserstoff,
der nicht von der Pulveroberfläche
entfernt werden konnte, beim Extrudieren freigesetzt, was zur Bildung
von Bläschen
unmittelbar unter der Haut des extrudierten Elements führte und
den sogenannten "Quellungsdefekt" hervorrief.
-
Legierungen
der Al-Fe-Reihe weisen eine hohe Festigkeit auf, die mit feinen
Teilchen von intermetallischen Verbindungen, die durch eine Quenchverfestigungswirkung
gleichmäßig verteilt
sind, zu erreichen ist. Jedoch ergaben sich beim Verfahren E, bei
dem die Entgasung bei einer äußerst hohen
Temperatur durchgeführt
wurde, große
und grobe Verbindungen, die eine plötzliche Verringerung der Festigkeit
und der Duktilität hervorriefen.
-
Beim
Verfahren F, bei dem die Entgasung ohne Eindosen durchgeführt wurde,
da dies unvermeidlich war, um die Schritte bis zur Extrusion an
der Luft durchzuführen,
und bei dem die Entgasungstemperatur äußerst nieder war, lag die Menge
des Wasserstoffgases nahe bei dem "ohne Entgasung" erzielten Wert und es kam zu einer
Oberflächenquellung
am extrudierten Element, wobei zusätzlich die Festigkeit und die
Duktilität niedere
Werte aufwiesen.
-
Beim
Verfahren G, bei dem keine Entgasung durchgeführt wurde, ergab sich ein sehr
hoher Anteil an restlichem Wasserstoffgas, so dass es zu einer Quellung
kam und sich geringe Werte für
Festigkeit und Duktilität
ergaben.
-
Aus
den vorstehenden Ausführungen
ergibt sich, dass es zur Erzielung eines Al-Kompositmaterials mit
günstigen
Eigenschaften selbst bei Verwendung von beliebigen Matrixlegierungen
erforderlich und unabdinglich ist, das erfindungsgemäß beschriebene
Herstellungsverfahren anzuwenden.
-
-
Experiment 4
-
Reines
Al-Pulver, das durch Luftzerstäubung
hergestellt und auf 250 μm
oder darunter klassiert worden war, wurde mit 3 Gew.-% (2,3 Gew.-%
bei Umrechnung in B) B4C-Teilchen mit einem
durchschnittlichen Durchmesser von 23 μm versetzt und auf gleiche Weise
wie bei den Ausführungsformen
1 und 2 zu einem extrudierten Element mit einer Querschnittform
von 48 mm × 12
mm verarbeitet. Das auf diese Weise erhaltene extrudierte Element
wies folgende Zugeigenschaften auf: Widerstandskraft 62 MPa, Zugfestigkeit
112 MPa und Reißdehnung
39%.
-
Geschmolzenes
reines Al mit einer Reinheit von 99,7%, das in einem Hochfrequenz-Schmelzofen
geschmolzen worden war, wurde mit 3 Gew.-% B4C-Teilchen,
die in Aluminiumfolien eingewickelt waren, versetzt und sofort gerührt, wobei
versucht wurde, ein Kompositmaterial herzustellen, wobei die Teilchen
jedoch aufgrund der Tatsache, dass sie sehr schwer zu benetzen waren,
großenteils
zur Oberfläche
der Schmelze gelangten. Daraus wurde der Schluss gezogen, dass die
Herstellung eines Al-B4C-Kompositmaterials
durch ein Rührverfahren
in der Schmelze mit Schwierigkeiten verbunden war.
-
Reines
Al-Ausgangsmaterial mit einer Reinheit von 99,7% und reines B wurden
so vermischt, dass der B-Anteil 2,3 Gew.-% betrug, in einem Hochfrequenz-Schmelzofen
geschmolzen und zu Blöcken
von 90 mm Durchmesser für
die Extrusion gegossen. Die extrudierte Form wies die Abmessungen
48 mm × 12
mm auf. Da der Schmelzpunkt von B jedoch den hohen Wert von 2092°C aufweist,
wurde der Schluss gezogen, dass in üblichen, auf Al-Legierungen
abgestellten Anlagen die Handhabung schwierig ist (auch bei Verwendung
einer Al-B-Zwischenlegierung sollten die gleichen Schwierigkeiten
mehr oder weniger stark auftreten). Ein auf diese Weise extrudiertes
Element wies eine geringe Dehnung von 3,1% auf. Die Verwendung als
Konstruktionsmaterial wurde als schwierig angesehen.
-
Durch
die vorstehenden Ergebnisse wurde bestätigt, dass es zur Erzielung
eines Materials, das eine hohe Konzentration an B enthält und hohe
Werte in Bezug auf Festigkeit und Duktilität aufweist, die Herstellung eines
Verbundmaterials durch ein Pulverfahren in optimaler Weise gemäß der Erfindung
erfolgen soll.
-
Experiment 5
-
Anschließend wurden
Experimente mit einem Kompositmaterial durchgeführt, das aus dem vorerwähnten Aluminium-Kompositmaterial
und einem Zr-Zusatz zusammengesetzt war. Bei den Experimenten wurde
ein mit Zr versetztes Al-B4C-Teilchen-Kompositmaterial
und ein Al-B4C-Teilchen-Kompositmaterial
(ohne Zr-Zusatz) durch ein pulvermetallurgisches Verfahren hergestellt.
Die mechanischen Eigenschaften wurden verglichen.
-
Verwendetes
Pulver
-
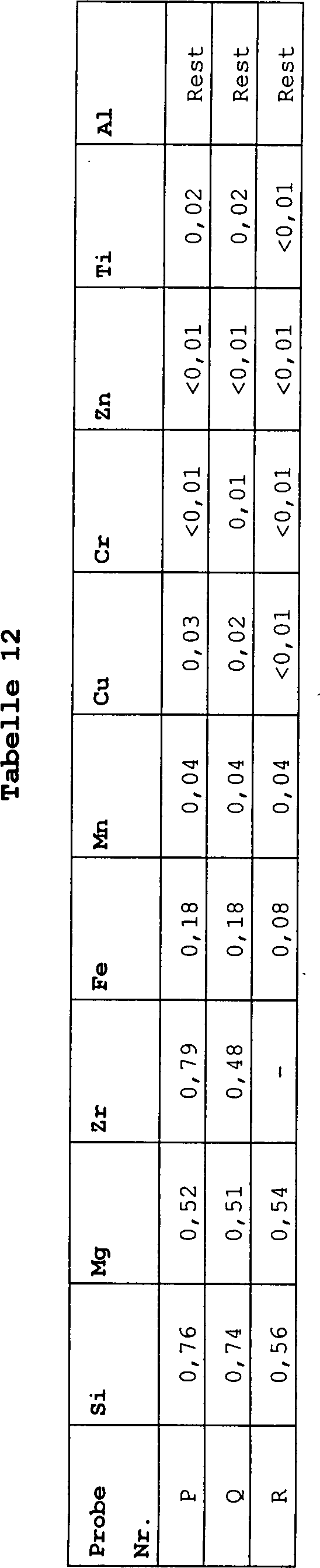
Zur
Herstellung des mit Zr versetzten Al-B4C-Teilchen-Kompositmaterials
wurde ein Pulver (Probe P) aus JIS 6N01-Komponenten mit einem Zr-Zusatz in einem
Anteil von 0,8 Gew.% und ein Pulver (Probe Q) mit einer Zugabemenge
von 0,5 Gew.-% durch Luftzerstäubung
hergestellt und zur Verwendung auf 250 μm oder darunter klassiert. Die
Ergebnisse einer Benetzungsanalyse für diese Pulver sind in Tabelle
12 aufgeführt.
Zu Vergleichszwecken sind die Ergebnisse einer Benetzungsanalyse
von Pulver (Probe R) aus JIS 6N01-Komponenten ebenfalls in Tabelle 12
aufgeführt.
Als einem derartigen Pulver zuzusetzende Teilchen wurde B4C mit einem durchschnittlichen Teilchendurchmesser
von 8,7 μm
verwendet.
-
-
Herstellung
der Probe
-
9 zeigt ein Verfahren für die Probenherstellung.
-
(1) Herstellung eines
Blockes
-
In
einer ersten Stufe wurden unter Verwendung eines Querrotationsmischers
das vorerwähnte
Pulver und zuzusetzende Teilchen 10 bis 15 Minuten vermischt. Bei
diesem Experiment wurden 5 Arten von Proben hergestellt, indem man
die in Tabelle 13 aufgeführten
Matrices und die B-Zugabemengen (angegeben als auf den gewichtsprozentualen
Anteil von B umgerechneter Wert) kombiniert. Tabelle
13
-
Als
zweiter Schritt wurde zum Eindosen das Gemisch aus Matrixpulver
und zuzusetzenden Teilchen in einer Dose eingeschlossen. Nachstehend
sind die Spezifikationen für
die Dose angegeben.
-
Material:
JIS 6063 (nahtloses Rohr aus einer Aluminiumlegierung mit einer
vollständig
angeschweißten
Bodenplatte aus identischem Material)
Durchmesser: 90 mm
Länge: 300
mm
Dosendicke: 2 mm
-
Als
dritter Schritt wurde eine Vakuumentgasung unter Erwärmen durchgeführt. Bei
diesem Schritt wurde das eingedoste Pulvergemisch auf 480°C erwärmt. Das
innere der Dose wurde auf 1 Torr oder darunter evakuiert. Dieses
Vakuum wurde 2 Stunden aufrechterhalten. Durch diese Entgasung wurden
Gaskomponenten und Feuchtigkeit, die an der Pulveroberfläche adsorbiert
waren, in der Dose entfernt.
-
Als
vierte Stufe wurde ein Heißpressvorgang
durchgeführt.
Der Heißpressvorgang
erfolgte 30 Sekunden bei 400–450°C mit einem
Druck von 6 000 Tonnen. Nach dem Heißpressen wurde die Dose entnommen. Man
erhielt einen Rundstab mit einem Durchmesser von im wesentlichen
85 mm und einer Länge
von 150 mm. Auf diese Weise wurde die Herstellung eines zu extrudierenden
Materials, d. h. eines Blockes, abgeschlossen.
-
(2) Extrusion
-
In
dieser Stufe wurde der gemäß dem vorstehend
beschriebenen Verfahren hergestellte Block unter Verwendung eines
500-Tonnen-Extruders
heißextrudiert.
Die Temperatur dabei betrug 510–550°C. Mit einem Extrusionsverhältnis von
etwa 25 wurde ein Rundstab mit einem Durchmesser von 20 mm geformt.
-
Bewertung
-
Die
Proben P3, P5, Q5, R3 und R5, die durch die vorstehend beschriebenen
Schritte hergestellt worden waren, wurden auf folgende Weise bewertet.
-
(1) Mikroskopische Strukturbetrachtung
-
Dieser
Vorgang wurde für
sämtliche
Proben A bis L in einem zentralen Teil des extrudierten Materials an
einem T-Schnitt (senkrecht zur Extrusionsrichtung) ohne Ätzung als
vorherige Bearbeitung durchgeführt. Die
Ergebnisse bestätigten,
dass sämtliche
Proben eine Struktur aufwiesen, bei denen B4C-Teilchen gleichmäßig fein
in der Matrix dispergiert waren.
-
(2) Zugtest
-
Der
Zugtest wurde unter zwei Temperaturbedingungen, nämlich bei
Raumtemperatur und bei 200°C, nach
einer 100-stündigen
Wartezeit bei 200°C
durchgeführt.
Bei den Proben P3, Q5 und R5 wurden die Zugtests bei einer Temperatur
von 180°C
nach einer 100-stündigen
Wartezeit bei 180°C
sowie bei 200°C
nach einer 100-stündigen
Wartezeit bei 350°C
durchgeführt.
Bei sämtlichen
Zugtests wurde ein Prüfkörper in
Form eines Rundstabs mit einem Durchmesser von 8 mm an einem parallelen
Teil verwendet. Der Abstand zwischen den Markierungen wurde für diesen
Test auf 30 mm eingestellt. Die Ergebnisse dieses Tests sind in
Tabelle 14 aufgeführt.
-
-
Aus
den Versuchsergebnissen von Tabelle 14 ist den Daten über die
0,2%-Widerstandskraft folgendes zu entnehmen. Bei Raumtemperatur
liegen die Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich
von 135–151
MPa und die Proben ohne Zr-Zusatz
(Proben R3 und R5) im Bereich von 79–81 MPa. Bei 180°C nach 100-stündigem Belassen
bei 180°C
liegen die Proben mit Zr-Zusatz (Proben P3 und Q5) im Bereich von 101–110 MPa
und die Probe ohne Zr-Zusatz (Probe R5) bei 72 MPa. Bei 200°C nach 100-stündigem Belassen bei
200°C liegen
die Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich von 90–99 MPa
und die Proben ohne Zr-Zusatz (Proben R3 und R5) bei 62 MPa. Bei
200°C nach
100-stündigem
Belassen bei 350°C
liegen die Proben mit Zr-Zusatz (Proben P3 und Q5) im Bereich von
91 MPa–94
MPa und die Probe ohne Zr-Zusatz (Probe R5) bei 52 MPa.
-
In
sämtlichen
Fällen
weisen Proben mit Zr-Zusatz eine bessere 0,2%-Widerstandskraft auf
und erfüllen
voll die an einen Korb gestellten Anforderungen.
-
Für die Zugfestigkeit
kommt es zu folgenden Ergebnissen. Bei Raumtemperatur liegen die
Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich von 201–215 MPa
und die Proben ohne Zr-Zusatz
(Proben R3 und R5) im Bereich von 157 MPa. Bei 180°C nach 100-stündigem Belassen
bei 180°C
liegen die Proben mit Zr-Zusatz (Proben P3 und Q5) im Bereich von
124–133
MPa und die Probe ohne Zr-Zusatz (Probe R5) bei 93 MPa. Bei 200°C nach 100-stündigem Belassen
bei 200°C
liegen die Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich
von 110–116
MPa und die Proben ohne Zr-Zusatz (Proben R3 und R5) bei 78–80 MPa.
Bei 200°C
nach 100-stündigem
Belassen bei 350°C
liegen die Proben mit Zr-Zusatz (Proben P3 und Q5) im Bereich von
112–115
MPa und die Probe ohne Zr-Zusatz bei 73 MPa.
-
In
sämtlichen
Fällen
zeigen die Proben mit Zr-Zusatz eine günstigere Zugfestigkeit und
erfüllen
voll die an einen Korb gestellten Anforderungen.
-
Für die Reißdehnung
kommt es zu folgenden Ergebnissen. Bei Raumtemperatur liegen die
Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich von 23,7–25,0% und
die Proben ohne Zr-Zusatz
(Proben R3 und R5) im Bereich von 30,3–31,7%. Bei 180°C nach 100-stündigem Belassen
bei 180°C
liegen die Proben mit Zr-Zusatz (Proben P3 und Q5) im Bereich von
34,7–41,7%
und die Probe ohne Zr-Zusatz (Probe R5) bei 46,7%. Bei 200°C nach 100-stündigem Belassen
bei 200°C
liegen die Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich
von 33,7–39,0%
und die Proben ohne Zr-Zusatz (Proben R3 und R5) bei 46,7–48,7%.
Bei 200°C
nach 100-stündigem
Belassen bei 350°C
liegen die Proben mit Zr-Zusatz (Proben P3 und Q5) im Bereich von
37,3–41,7%
und die Probe ohne Zr-Zusatz (Probe R5) bei 53,7%.
-
Bei
sämtlichen
Temperaturbedingungen weisen Proben mit Zr-Zusatz einen günstigeren Wert für die Reißdehnung
als Boral auf, das einen Wert von 1,2% zeigt (Tabelle 5).
-
Die 10 und 11 sind Diagramme, die den Einfluss der
Zr-Zugabemenge (Gew.-%)
auf die Zugeigenschaften zeigen. In 10 sind
die Werte (vergl. Tabelle 14) der 0,2%-Widerstandskraft (MPa), der Zugfestigkeit
(MPa) und der Reißdehnung
(%) für
die Proben P3, Q5 und R3 bei Raumtemperatur angegeben. Aus diesem
Diagramm ist ersichtlich, dass mit steigender Zr-Zugabemenge die
0,2%-Widerstandskraft
(MPa) und die Zugfestigkeit (MPa) zunehmen, während zwischen der Probe Q5,
bei der die Zr-Zugabemenge 0,5 Gew.-% beträgt, und der Probe P3, bei der
die Zr-Zugabemenge 0,8 Gew.-% beträgt, der Unterschied gering
ist. Die Reißdehnung
(%) wird durch die Zugabe von Zr verkleinert, wobei kein Unterschied
zwischen einer Zr-Zugabemenge von 0,5 Gew.-% und einer Menge von
0,8 Gew.-% besteht.
-
In 11 sind die Werte (vergl.
Tabelle 14) für
die 0,2%-Widerstandskraft
(MPa), die Zugfestigkeit (MPa) und die Reißdehnung (%) für die Proben
P3, Q5 und R3 bei 200°C
nach 100-stündigem
Belassen bei 200°C
aufgetragen. Aus diesem Diagramm ist ersichtlich, dass mit steigender
Zr-Zugabemenge die 0,2%-Widerstandskraft (MPa) und die Zugfestigkeit
(MPa) zunehmen, wie in 10.
Die Reißdehnung
(%) wird durch die Zr-Zugabe verringert, wobei bei einer Zr-Zugabemenge
von 0,8 Gew.-% der Wert größer als
bei einer Menge von 0,5 Gew.-% ist. Es ist jedoch ersichtlich, dass
zwischen der Probe Q5, bei der die Zr-Zugabemenge 0,5 Gew.-% beträgt und dem
Wert für
die Probe P3, bei der die Zr-Zugabemenge 0,8 Gew.-% beträgt, der
Unterschied gering ist.
-
(3) Young-Modul und Messung
des Poisson-Verhältnisses
-
Der
Young-Modul und das Poisson-Verhältnis
wurden für
die Proben P5, Q5 und R3 unter Anwendung eines entsprechenden Vibrationsresonanzverfahrens
gemessen. Die Prüfkörper wiesen
eine Breite von 10 mm, eine Länge
von 60 mm und eine Dicke von 2 mm auf. Sie wurden aus Proben, die
100 Stunden bei 200°C belassen
worden waren, gewonnen. Die Messtemperatur wurde auf Raumtemperatur
(25°C),
150°C, 180°C, 200°C und 250°C eingestellt.
Die Messergebnisse sind in Tabelle 15 aufgeführt. Die Messergebnisse für den Young-Modul
sind in Tabelle 12 dargestellt. In Tabelle 15 sind die Poisson-Verhältnisse
in Klammern angegeben. Tabelle
15
-
Aus
Tabelle 15 und dem Diagramm von 12 ist
ersichtlich, dass bei sämtlichen
Temperaturen die Proben mit Zr-Zusatz (P5 und Q5) einen höheren Wert
des Young-Modul aufweisen als die Probe ohne Zr-Zusatz (Probe R3).
Jedoch besteht im Temperaturbereich bis zu 180°C fast kein Unterschied zwischen
der Probe Q5, bei der die Zr-Zugabemenge 0,5 Gew.-% beträgt, und
der Probe P5, bei der die Zr-Zugabemenge 0,8 Gew.-% beträgt, während sich
in einem höheren
Temperaturbereich der Young-Modul der Probe P5 mit einem Zusatz
von 0,8 Gew.-% verringert. Aus Tabelle 15 geht hervor, dass das
Poisson-Verhältnis
unabhängig
von der Anwesenheit oder Abwesenheit von Zr im wesentlichen gleich
bleibt.
-
(4) Messung der elektrischen
Leitfähigkeit
-
Für die Proben
P3, P5, Q5, R3 und R5 wurde als eine einfache Bewertung der Wärmeleitfähigkeit
die elektrische Leitfähigkeit
an einem T-Schnitt (senkrecht zur Extrusionsrichtung) in einem zentralen
Teil des extrudierten Materials unter Verwendung eines Messgeräts für die elektrische
Leitfähigkeit
vom Wirbelstromtyp gemessen. Für
jede Probe wurde die elektrische Leitfähigkeit bei Normaltemperatur
in einem Zustand unmittelbar nach der Extrusion und bei Normaltemperatur
nach 100-stündigem
Belassen bei 200°C
gemessen. Die Messergebnisse sind in Tabelle 16 aufgeführt und
graphisch in den
13 und
14 dargestellt. Tabelle
16
-
Aus
der Tabelle 16 und den Diagrammen der 13 und 14 geht hervor, dass die
elektrische Leitfähigkeit
für die
Proben mit Zr-Zusatz (Proben P3, P5 und Q5) im Bereich von 47,5–51,6 IACS%
liegt und für
die Proben ohne Zr-Zusatz (Proben R3 und R5) im Bereich von 48,8–53,0 IACS%
liegt. Ferner ist ersichtlich, dass die elektrische Leitfähigkeit
durch Zugabe von B oder Zr verringert wird, unabhängig davon,
ob die Messung im Zustand nach der Extrusion oder nach 100-stündigem Belassen
bei 200°C
durchgeführt
wird. Insbesondere ist der Einfluss des Zusatzes von B größer als
der von Zr.
-
15 ist ein Diagramm, das
die Beziehung zwischen der Wärmeleitfähigkeit
und der elektrischen Leitfähigkeit
verschiedener Al-Materialien zeigt. Gemäß diesem Diagramm und gemäß den Ergebnissen
von Tabelle 16 liegt die Wärmeleitfähigkeit
in einem Bereich von 0,18–0,19
kW/m·°C für die Proben
mit Zr-Zusatz (Proben P3, P5 und Q5) und im Bereich von 0,19–0,20 kW/m·°C für die Proben
ohne Zr-Zusatz (Proben R3 und R5). Daher lässt sich bezüglich der
Wärmeleitfähigkeit
feststellen, dass es im wesentlichen keinen Unterschied ausmacht,
ob Zr zugesetzt wird oder nicht. Dies bedeutet, dass die Wärmeleitfähigkeit
durch Zugabe von Zr nicht verringert wird.
-
Gleichermaßen ermöglicht das
vorerwähnte
Aluminium-Kompositmaterial
mit Zr-Zusatz die Zugabe einer großen Menge an B, so dass es
ein hervorragendes Neutronenabsorptionsvermögen zeigt und sich außerdem in
Bezug auf Zugfestigkeit und Dehnung hervorragend verhält und somit
eine gute Bearbeitbarkeit zeigt. Daher wird es vorzugsweise als
Konstruktionsmaterial zum Bau eines Korbes zur Aufnahme von verbrauchten
nuklearen Brennstoffbauteilen und einer mit dem Korb versehenen
Tonne verwendet.
-
Ein
Aluminium-Kompositmaterial und ein Verfahren zur seiner Herstellung
gemäß der vorliegenden
Erfindung haben die folgenden Wirkungen.
-
Ein
Aluminium-Kompositmaterial, das nach einem pulvermetallurgischen
Verfahren aus Al-Pulver oder Al-Legierungspulver
und Pulver von B oder einer B-Verbindung mit Neutronenabsorptionsvermögen und
anschließendes
Sintern unter Druck hergestellt wird, ermöglicht die Zugabe einer größeren Menge
an B oder einer B-Verbindung (1,5–9 Gew.-%) als bei einem herkömmlichen
Lösungsverfahren.
Somit lässt
sich durch eine erhöhte
Zugabemenge an B das Absorptionsvermögen, insbesondere für Hochgeschwindigkeitsneutronen, verbessern.
-
Außerdem weist
das Aluminium-Kompositmaterial zusätzliche Elemente, wie Zr und
Ti, auf, die zur Erzielung hoher Festigkeitseigenschaften zugesetzt
werden, so dass das Material nicht nur ein hohes Neutronenabsorptionsvermögen besitzt,
sondern auch ein ausgewogenes Verhalten in Bezug auf Festigkeit
und Duktilität
aufweist. Somit wird ein Aluminium-Kompositmaterial, das vorzugsweise als
Konstruktionselement verwendet wird, bereitgestellt.
-
Ferner
kann bei Verwendung eines erfindungsgemäßen Aluminium-Kompositmaterials
als Konstruktionsmaterial für
einen Korb der Korb selbst mit einem hohen Neutronenabsorptionsvermögen ausgestattet
werden. Ein derartiger Korb lässt
sich in einer verringerten Anzahl an Mannstunden herstellen, was
eine Kostensenkung ermöglicht.
Durch Bereitstellung eines Korbes mit hervorragendem Neutronenabsorptionsvermögen, der
sich kostengünstig
herstellen lässt,
wird es möglich,
eine Tonne bereitzustellen, die in Bezug auf Leistungsmerkmale und
Zuverlässigkeit
verbessert ist und zudem kostengünstiger
herzustellen ist.