DE60120765T2 - Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, spezielle neutrale anthrachinon-farbstoffe als farbmittel dafür und formteil daraus - Google Patents
Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, spezielle neutrale anthrachinon-farbstoffe als farbmittel dafür und formteil daraus Download PDFInfo
- Publication number
- DE60120765T2 DE60120765T2 DE2001620765 DE60120765T DE60120765T2 DE 60120765 T2 DE60120765 T2 DE 60120765T2 DE 2001620765 DE2001620765 DE 2001620765 DE 60120765 T DE60120765 T DE 60120765T DE 60120765 T2 DE60120765 T2 DE 60120765T2
- Authority
- DE
- Germany
- Prior art keywords
- dyes
- dye
- laser
- laser welding
- thermoplastic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3442—Heterocyclic compounds having nitrogen in the ring having two nitrogen atoms in the ring
- C08K5/3462—Six-membered rings
- C08K5/3465—Six-membered rings condensed with carbocyclic rings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/009—Working by laser beam, e.g. welding, cutting or boring using a non-absorbing, e.g. transparent, reflective or refractive, layer on the workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/18—Working by laser beam, e.g. welding, cutting or boring using absorbing layers on the workpiece, e.g. for marking or protecting purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1603—Laser beams characterised by the type of electromagnetic radiation
- B29C65/1612—Infrared [IR] radiation, e.g. by infrared lasers
- B29C65/1616—Near infrared radiation [NIR], e.g. by YAG lasers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1635—Laser beams characterised by the way of heating the interface at least passing through one of the parts to be joined, i.e. laser transmission welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1654—Laser beams characterised by the way of heating the interface scanning at least one of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/128—Stepped joint cross-sections
- B29C66/1282—Stepped joint cross-sections comprising at least one overlap joint-segment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/12—Joint cross-sections combining only two joint-segments; Tongue and groove joints; Tenon and mortise joints; Stepped joint cross-sections
- B29C66/128—Stepped joint cross-sections
- B29C66/1284—Stepped joint cross-sections comprising at least one butt joint-segment
- B29C66/12841—Stepped joint cross-sections comprising at least one butt joint-segment comprising at least two butt joint-segments
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/14—Particular design of joint configurations particular design of the joint cross-sections the joint having the same thickness as the thickness of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/733—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence
- B29C66/7332—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being coloured
- B29C66/73321—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being coloured both parts to be joined being coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/733—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence
- B29C66/7336—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light
- B29C66/73361—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light at least one of the parts to be joined being opaque to visible light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/733—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence
- B29C66/7336—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light
- B29C66/73361—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light at least one of the parts to be joined being opaque to visible light
- B29C66/73362—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the optical properties of the material of the parts to be joined, e.g. fluorescence, phosphorescence at least one of the parts to be joined being opaque, transparent or translucent to visible light at least one of the parts to be joined being opaque to visible light both parts to be joined being opaque to visible light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0041—Optical brightening agents, organic pigments
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/17—Amines; Quaternary ammonium compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3412—Heterocyclic compounds having nitrogen in the ring having one nitrogen atom in the ring
- C08K5/3432—Six-membered rings
- C08K5/3437—Six-membered rings condensed with carbocyclic rings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3467—Heterocyclic compounds having nitrogen in the ring having more than two nitrogen atoms in the ring
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1629—Laser beams characterised by the way of heating the interface
- B29C65/1674—Laser beams characterised by the way of heating the interface making use of laser diodes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/14—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using wave energy, i.e. electromagnetic radiation, or particle radiation
- B29C65/16—Laser beams
- B29C65/1677—Laser beams making use of an absorber or impact modifier
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
- B29C65/8215—Tensile tests
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/82—Testing the joint
- B29C65/8207—Testing the joint by mechanical methods
- B29C65/8238—Impact tests
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/731—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the intensive physical properties of the material of the parts to be joined
- B29C66/7315—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/836—Moving relative to and tangentially to the parts to be joined, e.g. transversely to the displacement of the parts to be joined, e.g. using a X-Y table
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2309/00—Use of inorganic materials not provided for in groups B29K2303/00 - B29K2307/00, as reinforcement
- B29K2309/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0022—Bright, glossy or shiny surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
- B29K2995/0027—Transparent for light outside the visible spectrum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0072—Roughness, e.g. anti-slip
- B29K2995/0073—Roughness, e.g. anti-slip smooth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0089—Impact strength or toughness
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Mechanical Engineering (AREA)
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Optics & Photonics (AREA)
- Toxicology (AREA)
- Electromagnetism (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Plasma & Fusion (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
- Diese Anmeldung beansprucht den Vorteil der vorläufigen US-Anmeldung Nr. 60/247647, eingereicht am 13. November 2000.
- GEBIET DER ERFINDUNG
- Die vorliegende Erfindung betrifft thermoplastische Harzzusammensetzungen mit speziellen Anthrachinonfarbstoffen. Insbesondere betrifft die Erfindung derartige Zusammensetzungen mit verbesserter Laserschweißfähigkeit.
- HINTERGRUND DER ERFINDUNG
- Es ist auf dem Fachgebiet bekannt, zwei Gegenstände, hergestellt aus Harzen (und jeweils opak und transparent), miteinander zu verbinden, indem sie in Kontakt miteinander angeordnet werden, eine vorbestimmte Menge von Laserstrahl, fokussiert auf die Verbindungsstelle von ihnen, hindurchgeschickt wird und bewirkt wird, daß der Verbindungsanteil geschmolzen wird und sie miteinander verbunden werden („Laserschweißen"). Verschiedene Vorteile entspringen aus dem Laserschweißen im Verhältnis zu herkömmlichen Verfahren des Verbindens von Kunststoffteilen. Zum Beispiel ist Laserschweißen in weitem Umfang für seine einfache Arbeitsweise, Arbeitseinsparungen, Verbesserung der Produktivität, durchsichtige Verbindungsstellen und Verringerung der Produktionskosten bekannt. Es ist in verschiedenen Anwendungen einschließlich der Herstellung von Formgegenständen, einschließlich Hohlformen, in Automobilindustriezweigen und elektrischen und elektronischen Industriezweigen verwendbar. Neuerdings wurde die Arbeit auf dem Gebiet von Gemischen von thermoplastischem Harz und einem Farbmittel, enthaltend einen organischen Farbstoff oder ein Pigment, intensiviert. Eine bessere Steuerung der Umwandlung von Laserenergie in Wärme wird durch die Zugabe derartiger Farbmittel zu den Harzen erreicht. Laserstrahlen dringen durch transparente Gegenstände, die näher an der Laserstrahlquelle angeordnet sind, hindurch und werden in dem opaken Gegenstand, der im Vergleich mit dem zuvor erwähnten transparenten Gegenstand einen relativ höheren Absorptionskoeffizienten hat, großenteils absorbiert. Sorgfältige Beachtung der Menge der Farbmittel darin führt dazu, daß der Verbindungsanteil geschmolzen wird und die Gegenstände miteinander verbunden werden.
- Siehe zum Beispiel die japanische veröffentlichte (Koukoku) Patentschrift 62-49850 und die japanische veröffentlichte (Koukoku) Patentschrift 5 (93)-42336. Andere Harzzusammensetzungen, die mit dem Laserschweißen verbunden sind, sind in der US-Patentschrift 5893959 beschrieben, welche transparente und opake Werkstückteile offenbart, die durch einen Laserstrahl entlang einer Verbindungszone miteinander verschweißt sind. Beide Teile enthalten schwarzen Farbstoff und Pigmente wie beispielsweise Ruß, um zu bewirken, daß sie, sogar nach dem Schweißen, einen im wesentlichen homogenen optischen Eindruck machen.
- Andere Veranschaulichungen des Laserschweißens von Zusammensetzungen werden in der 5893959-Patentschrift gefunden. Zum Beispiel kann die Farbe der thermoplastischen Komponenten schwarz (Ruß oder Nigrosin) sein, welche in der Automobilindustrie unter anderen Anwendungen gebräuchlicherweise und weitverbreitet verwendet wird. Jedoch können Ruß und Nigrosin keinen Laserstrahl mit einer Hauptwellenlänge in dem Infrarotbereich (1200 nm bis 800 nm) hindurchlassen, wie beispielsweise ein Nd:YAG-Laser und ein Diodenlaser, die beide in der Industrie von ausgedehntem Gebrauch sind.
- Überraschenderweise wurde jetzt gefunden, daß thermoplastische Harzzusammensetzungen, die beide schwarz im Aussehen sind, für lasergeschweißte Formgegenstände und für sowohl die transparenten als auch die opaken Teile, die dem Laserstrahl ausgesetzt werden, verwendet werden können. Eine bedeutsam verbesserte Transmission für Licht des Laserstrahls im nahen Infrarot mit ausgezeichneter und ausgewogener Wärmebeständigkeit und mechanischen Eigenschaften, wie sie in Automobilanwendungen erforderlich sind, wird durch Einbringen eines speziellen Gewichtsprozentsatzes von schwarzen Farbstoffen erreicht.
- Die Aufgabe der vorliegenden Erfindung ist es, eine thermoplastische Harzzusammensetzung anzubieten, die imstande ist, Formteile anzubieten, die in schwarz erscheinen, transparent für einen Laserstrahl sind, insbesondere im Bereich des Lichtes im nahen Infrarot. Ein Kennzeichen der Erfindung ist es, daß die Zusammensetzungen hierin einen im wesentlichen homogenen schwarzen optischen Eindruck von transparenten und opaken Gegenständen bereitstellen können, die in schwarz erscheinen und den Laserstrahl großenteils absorbieren, indem sie schwarze Farbstoffe enthalten, durch den Laserstrahl zusammengeschweißt werden, und ausgezeichnete und ausgewogene Wärmebeständigkeit und mechanische Eigenschaften besitzen, wie sie in Automobilteilen, elektrischen/elektronischen Komponenten, mechanischen Komponenten und vielen anderen Anwendungen erforderlich sind. Die vorstehend erwähnten Aufgaben, Kennzeichen und Vorteile werden bei Bezugnahme auf die hier folgende Beschreibung der Erfindung besser verstanden.
- ZUSAMMENFASSUNG DER ERFINDUNG
- Offenbart und beansprucht werden hier thermoplastische Harzzusammensetzungen zum Laserschweißen, umfassend ein Laser-durchlässiges schwarzes Farbmittel, umfassend ein Gemisch von a) neutralen Anthrachinonfarbstoffen, welche Farben von blau vermitteln, sichtbares Licht mit einer Wellenlänge von weniger als 700 nm in dem Bereich des sichtbaren Lichts absorbieren und einen Laserstrahl mit einer Wellenlänge bei 800 nm bis 1200 nm im infraroten Bereich hindurchlassen, b) mindestens einem anderen roten Farbstoff, welcher den Laserstrahl mit einer Wellenlänge bei 800 nm bis 1200 nm im infraroten Bereich hindurchläßt, und c) mindestens einem anderen gelben Farbstoff Als rote Farbstoffe können Perinonfarbstoffe, Monoazokomplexfarbstoffe oder Disazofarbstoffe verwendet werden.
- Unter Verwendung dieser Komponenten können thermoplastische Harzzusammensetzungen zum Laserschweißen erhalten werden, die Verbesserungen in der Formbarkeit, Löslichkeit in dem thermoplastischen Harz, Beständigkeit gegen Ausbluten und Ausblühen ebenso wie Transparenz für die Wellenlänge eines Laserstrahls bei 800 nm bis 1200 nm und Beständigkeit gegen Chemikalien aufweisen.
- Die Zusammensetzungen der Erfindung enthalten auch andere gelbe Farbstoffe zusätzlich zu dem Gemisch von Anthrachinonfarbstoffen mit roten Farbstoffen als eine der Komponenten von schwarzen Farbstoffen, die als Farbmittel der Zusammensetzung verwendet werden. Vorzugsweise werden gelbe Anthrachinonfarbstoffe verwendet.
- Die tatsächliche Menge der jeweiligen Farbstoffe, die in der praktischen Ausführung der Erfindung verwendbar sind, hängt von der Art der mit den Farbstoffen gemischten thermoplastischen Harze, den gewünschten Farben, der gewünschten Tiefe des Farbtons und der Dicke von Formgegenständen aus der Zusammensetzung der Erfindung ab. Zum Beispiel wird in dem Fall der Färbung der Gegenstände, ob dünn oder dick, die Menge von Farbstoffen angepaßt, während die Transmissionseigenschaften beachtet werden. Die verwendete tatsächliche Menge hängt von der Art der verwendeten Farbstoffe ab, wie vom Fachmann erkannt wird.
- KURZE BESCHREIBUNG DER ZEICHNUNGEN
- Die Erfindung wird bei Bezugnahme auf die Zeichnungen hier besser verstanden.
-
1 ist eine Ansicht der Gegenstände in Kontakt und mit einem darauf angewandten Laserstrahl; und -
2 ist identisch mit1 , aber mit Gegenständen der gleichen Farbe. -
3 veranschaulicht eine Gestalt und die Abmessungen des Teststücks für den Laserschweißtest. -
4 ist eine perspektivische Ansicht von Teststücken, dicht beieinander angeordnet, für einen Laserschweißtest und von der Beziehung des Teststücks und des Laserstrahls. -
5 veranschaulicht eine Gestalt und die Abmessungen des Teststücks für den Laserschweißtest. -
6 ist eine perspektivische Ansicht von Teststücken, dicht beieinander angeordnet, für einen Laserschweißtest und von der Beziehung des Teststücks und des Laserstrahls. - AUSFÜHRLICHE BESCHREIBUNG DER ERFINDUNG
- Ein schwarzes Farbmittel aus den Zusammensetzungen der Erfindung umfaßt ein Gemisch von neutralen blauen Anthrachinonfarbstoffen, die bei weniger als 700 nm in dem Bereich des sichtbaren Lichts absorbieren und bei 800 nm bis 1200 nm im infraroten Bereich hindurchlassen, kombiniert mit mindestens anderen roten Farbstoffen, die bei 800 nm bis 1200 nm im infraroten Bereich hindurchlassen, wie beispielsweise Perinonfarbstoffe, Monoazokomplexfarbstoffe oder Disazofarbstoffe, in vorbestimmten Gewichtsverhältnissen, und mindestens einem anderen gelben Farbstoff. Die Gewichtsverhältnisse hängen von der Farbmittelkombination ab.
- Es gibt viele Beispiele von Kombinationen gemischter Farbstoffe, die in dieser Erfindung verwendbar sind, zum Beispiel die Kombination von blauem Farbstoff, rotem Farbstoff und gelbem Farbstoff; und die Kombination von blauem Farbstoff, grünem Farbstoff und rotem Farbstoff und gelbem Farbstoff.
- Der vorstehend beschriebene neutrale Anthrachinonfarbstoff, der eine Komponente der schwarzen Farbstoffe in der Erfindung sein kann, kann aus der Gruppe, bestehend aus den folgenden Farbstoffen, beschrieben in dem nachstehenden Color Index (Farbenindex) in Tabelle 1, ausgewählt werden.
- Neutraler Anthrachinonfarbstoff, der blau vermittelt, ist eine Hauptkomponente des resultierenden schwarzen Farbmittels, indem mit roten und dann gelben Farbstoffen gemischt wird.
- TABELLE 1

- Beispiele der neutralen Anthrachinonfarbstoffe, die die vorstehend erwähnten Eigenschaften haben und als Hauptkomponente für die Erzeugung des schwarzen Farbstoffs, enthalten in der Zusammensetzung der Erfindung, verwendet werden, können durch die folgende Formel [I] (und veranschaulicht in nachstehender Tabelle 2) oder Formel [II-a] oder Formel [II-b] dargestellt werden. Formel [I]:TABELLE 2


- Prod. Bsp. Nr.
- = Produktbeispielnummer
- Formel [II-a]:

- Formel [II-b]:

- Die Perinonfarbstoffe, die mit den vorstehend erwähnten Anthrachinonfarbstoffen zur Verwendung als schwarzes Farbmittel in den Zusammensetzungen der Erfindung gemischt werden, sind bekannte Produkte der Formel [III].
- [Formel III]:

- Die Perinonfarbstoffe, die mit dem Anthrachinon gemischt werden, um einen schwarzen Farbstoff herzustellen, können allein oder in Kombination damit verwendet werden.
- Bevorzugte Perinonfarbstoffe, die in der Zusammensetzung der Erfindung verwendet werden, sind diejenigen der Formel [IV], die praktische Wärmebeständigkeit beim Formen und gute Durchlässigkeit in der Hauptwellenlänge des Laserstrahls (800 bis 1200 nm) haben: Formel [IV]:wobei P und Q, welche gleich oder verschieden sein können, unabhängig konstituierende Einheiten sind, die durch die folgenden Formeln [IV-a] bis [IV-c] dargestellt werden können. R14 bis R29, welche gleich oder verschieden sein können, sind unabhängig ein Atom oder eine Gruppe, ausgewählt aus der Gruppe, bestehend aus H, Halogenatom, wie beispielsweise Cl, Br, Alkylgruppe mit 1 bis 18 Kohlenstoffatomen, Alkoxygruppe mit 1 bis 18 Kohlenstoffatomen, Aralkylgruppe, Arylgruppe; m6 ist die Zahl 1 oder 2.

- Formel [IV-a]:

- Formel [IV-b]:
- Formel [IV-c]:

- Farbstoffe, die zu der Klasse von Perinonfarbstoffen gehören, die im COLOR INDEX aufgeführt sind, sind zum Beispiel CI Solvent Orange 60, 78, CI Solvent Red 135, 162, 178, 179, CI Violet 29, CI Pigment Orange 43, CI Pigment Red 149. Wenn Löslichkeit und Dispergierbarkeit in dem Harz erhöht sind, werden Farbstoffe des Lösungsmitteltyps bevorzugt.
- Beispiele der Perinonfarbstoffe der Formel [IV] sind nachstehend in Tabelle 3 veranschaulicht. TABELLE 3

- Prod. Bsp. Nr.
- = Produktbeispielnummer
- Farbstoffe, die zu Monoazokomplexfarbstoffen gehören, die mit den Anthrachinonfarbstoffen gemischt werden, um einen schwarzen Farbstoff zur Verwendung als Farbmittel in den Zusammensetzungen der Erfindung herzustellen, können durch Formel [V] dargestellt werden.
- Formel [V] ist:wobei R30 und R31, welche gleich oder verschieden sein können, Cl, SO2R32, SO2(-R33)(-R34) oder H sind; wobei R33 und R34, welche gleich oder verschieden sein können, unabhängig Wasserstoffatom, lineares oder verzweigtes C1-C4-Alkyl sind; R32 lineares oder verzweigtes C1-C4-Alkyl ist, L3 und L4 unabhängig O oder COO sind; (D)+ Wasserstoffion, Kation von Alkalimetallen, Ammoniumion, Kationen von organischem Amin einschließlich aliphatischer primärer, sekundärer und tertiärer Amine, quaternäres Ammoniumion ist; K2 eine ganze Zahl ist, m2 0, 1 oder 2 ist; M2 aus Metallen der Ionenwertigkeit von 2 bis 4 (wie beispielsweise Zn, Sr, Cr, Al, Ti, Fe, Zr, Ni, Mn, B [Bor] und Co) ausgewählt ist, vorzugsweise Metall von dreiwertigem Metall, wie beispielsweise Cu, oder dreiwertigem Metall wie beispielsweise Cr, Co, Ni und Al.

- B1 und B2 werden durch die Formeln [V-a] oder [V-b] dargestellt. Formel [V-a]:oder Formel [V-b]:
 wobei R35 und R37, welche gleich oder verschieden sein können, Cl, SO2R32, SO2(-R33)(-R34) oder H sind; R33 und R34, welche gleich oder verschieden sein können, unabhängig Wasserstoffatom, lineares oder verzweigtes C1-C4-Alkyl sind; und R36 und R38, welche gleich oder verschieden sein können, unabhängig Wasserstoffatom, lineares oder verzweigtes C1-C18-Alkyl, Carboxyl, Hydroxyl, C1-C18-Alkoxy, Amino oder Halogenatome sind.
wobei R35 und R37, welche gleich oder verschieden sein können, Cl, SO2R32, SO2(-R33)(-R34) oder H sind; R33 und R34, welche gleich oder verschieden sein können, unabhängig Wasserstoffatom, lineares oder verzweigtes C1-C4-Alkyl sind; und R36 und R38, welche gleich oder verschieden sein können, unabhängig Wasserstoffatom, lineares oder verzweigtes C1-C18-Alkyl, Carboxyl, Hydroxyl, C1-C18-Alkoxy, Amino oder Halogenatome sind.
- Geeignete Kationen zur Verwendung in den vorstehend erwähnten Monoazokomplexfarbstoffen sind H+; Kationen von Alkalimetall, Ammoniumion, Kationen von organischem Amin einschließlich aliphatischer primärer, sekundärer und tertiärer Amine und quaternäres Ammoniumion.
- Zu geeigneten Aminen zur Verwendung bei der Herstellung der vorstehend erwähnten Monoazokomplexfarbstoffe und gebräuchlich in Farbstoffen gehören aliphatische Amine, alicyclische Amine, Alkoxyalkylamine, Amine mit Alkanol, Diamin, Amine von Guanidinderivaten und aromatische Amine.
- Beispiele der Monoazokomplexfarbstoffe der Formel [V], wobei B1 und B2 die Formel [V-a] haben, sind wie nachstehende Formel [V-c] bezeichnet. Siehe auch Tabelle 4, die eine Anzahl von Auswahlen der Formel [V-c] veranschaulicht. Formel [V-c]:TABELLE 4

- Prod. Bsp. Nr.
- = Produktbeispielnummer
- Beispiele der Monoazokomplexfarbstoffe der Formel [V], wobei B1 und B2 die Formel [V-b] haben, haben die nachstehende Formel [V-d]. Siehe auch Tabelle 5, die eine Anzahl von Auswahlen der Formel [V-d] veranschaulicht. Formel [V-d]:TABELLE 5


- Prod. Bsp. Nr.
- = Produktbeispielnummer
- Wenn gewünscht, können die Anthrachinonfarbstoffe, die bei weniger als 500 nm absorbieren, aber die Farben von gelb, orange und rot vermitteln, mit dem Gemisch von neutralen Anthrachinonfarbstoffen mit den roten Farbstoffen und gelben Farbstoffen gemischt werden, um schwarze Farbmittel herzustellen. Zum Beispiel können ein oder mehrere Anthrachinonfarbstoffe, die in dem nachstehende COLOR INDEX beschrieben sind, mit dem Gemisch kombiniert werden, um ein schwarzes Farbmittel herzustellen:
- Rote Farbstoffe:
-
- CI Solvent Red 52, 57, 111, 114, 136, 137, 138, 139, 143, 144, 145, 146, 147, 148, 149, 150, 151, 152, 155, 156, 168, 169, 170, 171, 172, 177, 181, 190, 191, 194, 199, 200, 201.
- Orange Farbstoffe:
-
- CI Solvent Orange 35, 55, 64, 65, 66, 68, 69, 71, 77, 86, 87, 163.
- Gelbe Farbstoffe:
-
- CI Solvent Yellow 100, 109, 117, 125, 156, 158, 163 oder CI Vat Yellow 1, 2, 3.
- Die thermoplastischen Harze zur Verwendung in den erfundenen Zusammensetzungen schließen Polyamide, wie beispielsweise Polyamid 6 (Nylon 6) und Polyamid 6/6 (Nylon 6/6), Polyester und dergleichen ein, wie sie gebräuchlicherweise bei der Herstellung eines Formprodukts verwendet werden.
- Zu bevorzugten thermoplastischen Harzen, die in der praktischen Ausführung dieser Erfindung verwendbar sind, gehören Polyamide, Copolymere von Amiden und/oder anderen Monomeren, Gemische von verschiedenen Polyamiden, Gemische von Polyamiden mit anderen thermoplastischen Polymeren und/oder Gemische der zuvor erwähnten Copolymere mit einem Polyamid und/oder Gemische von verschiedenen Copolymeren mit oder ohne thermoplastische Polymere.
- Ein Beispiel eines geeigneten Polyamids ist Polyamid 6 oder 6/6. Die Zugabe des Gemisches der neutralen Anthrachinonfarbstoffe mit anderen roten Farbstoffen in derartigen Polyamidharzzusammensetzungen verleiht wesentlich und überraschend verbesserte Laserschweißbarkeit ohne Verringerung von anderen wichtigen Eigenschaften wie beispielsweise Wärmebeständigkeit, chemische Beständigkeit, Formbarkeit und charakteristische mechanische Eigenschaften wie beispielsweise Steifheit und Zähigkeit von Gegenständen, die daraus geformt sind. Polyamid 6 ist besonders vorteilhaft, da seine niedrige Kristallisationsgeschwindigkeit zu einem erhöhten Transmissionskoeffizienten für Laserstrahlen mit speziellen Wellenlängen und ohne nachteilige Beeinflussung der erforderlichen Zähigkeit und der Verwerfung führt. Derartige Zusammensetzungen sind vorteilhaft bei Anwendungen wie beispielsweise Automobilteilen, zurückzuführen auf ihren ausgewogenen Bereich von Wärmebeständigkeit und mechanischen Eigenschaften.
- Die thermoplastischen Harze zur Verwendung in den erfindungsgemäßen Zusammensetzungen schließen Polyamide, Polyester und dergleichen ein, wie sie gebräuchlicherweise bei der Herstellung eines Formprodukts verwendet werden. Als Beispiele der Polyamidharze, die in der vorliegenden Erfindung benutzt werden, können Kondensationsprodukte von Dicarbonsäuren und Diaminen, Kondensationsprodukte von Aminocarbonsäuren und ringöffnende Polymerisationsprodukte von cyclischen Lactamen angeführt werden. Als Beispiele von Dicarbonsäuren können Adipinsäure, Azelainsäure, Sebacinsäure, Dodecandicarbonsäure, Isophthalsäure und Terephthalsäure angeführt werden. Als Beispiele von Diaminen können Tetramethylendiamin, Hexamethylendiamin, Octamethylendiamin, Nonamethylendiamin, Dodecamethylendiamin, 2-Methylpentamethylendiamin, 2-Methyloctamethylendiamin, Trimethylhexamethylendiamin, Bis(p-aminocyclohexyl)methan, m-Xyloldiamin und p-Xyloldiamin angeführt werden. Als Beispiel einer Aminocarbonsäure kann 11-Aminododecansäure angeführt werden. Als Beispiele von cyclischem Lactam können Caprolactam und Laurolactam angeführt werden. Als spezielle Beispiele von Kondensationsprodukten und ringöffnenden Polymerisationsprodukten können aliphatische Polyamide, wie beispielsweise Nylon 6, Nylon 66, Nylon 46, Nylon 610, Nylon 612, Nylon 11, Nylon 12, semiaromatische Polyamide, wie beispielsweise Polymetaxyloladipamid (Nylon MXD6), Polyhexamethylenterephthalamid (Nylon 6T), Polyhexamethylenisophthalamid (Nylon 6I) und Polynonamethylenterephthalamid (Nylon 9T) und Copolymere und Gemische dieser Polymere angeführ werden. Als Beispiele der Copolymere können Nylon 6/66, Nylon 66/6I, Nylon 6I/6T und Nylon 66/6T angeführt werden. Ein weiter Bereich von gebräuchlichen Polyesterformmassen, in der praktischen Ausführung der vorliegenden Erfindung zum Mischen mit Farbmitteln verwendbar, ist auf dem Fachgebiet bekannt. Diese schließen Polymere ein, die im allgemeinen Kondensationsprodukte von Dicarbonsäuren und Diolen sind. Dicarbonsäuren können aus der Gruppe, bestehend aus Adipinsäure, Azelainsäure, Sebacinsäure, Dodecandicarbonsäure, Terephthalsäure, Isophthalsäure, Naphthalindicarbonsäure und Diphenyldicarbonsäure, ausgewählt werden und Diole können aus der Gruppe, bestehend aus Ethylenglycol, Propylenglycol, Butandiol, Hexandiol, Neopentylglycol, Cyclohexandiol und Bisphenol A, ausgewählt werden. Zu bevorzugten Polyestern gehören Polyethylenterephthalat (PET), Polypropylenterephthalat (3GT), Polybutylenterephthalat (PBT), Polyethylen-2,6-naphthalat (PEN), Polycyclohexandimethylenterephthalat (PCT) und Copolymere und Gemische davon. Als die Beispiele der Copolymere können einige von Dicarbonsäuren oder einige von Diolen zu den Kondensationsprodukten hinzugegeben werden. Polyesterpolymere können mit einer kleinen Menge von Komponenten wie Trimesinsäure, Trimellitsäure, Pyromellitsäure, Glycerin und Pentaerythritol, die mehr als 3 funktionelle Gruppen haben, copolymerisiert werden.
- Zusätzliche andere Polymere, einschließlich Polycarbonat, können ebenfalls dargestellt werden, mit der Maßgabe, daß die unbedingt notwendigen charakteristischen Eigenschaften der Zusammensetzung der vorliegenden Erfindung nicht wesentlich geändert werden.
- Ein schwarzes Farbmittel der Zusammensetzung der Erfindung umfaßt ein Gemisch von neutralen Anthrachinonfarbstoffen, die Farben von blau vermitteln, sichtbares Licht mit einer Wellenlänge von weniger als 700 nm in dem Bereich des sichtbaren Lichts absorbieren und einen Laserstrahl mit einer Wellenlänge bei 800 nm bis 1200 nm im infraroten Bereich hindurchlassen, kombiniert mit mindestens anderen roten Farbstoffen, die den Laserstrahl mit einer Wellenlänge bei 800 nm und 1200 nm im infraroten Bereich hindurchlassen, wie beispielsweise Perinonfarbstoffe, Monoazokomplexfarbstoffe oder Disazofarbstoffe, und mindestens anderen gelben Farbstoffen bei vorbestimmten Gewichtsverhältnissen.
- Der Betrag der Einbringung der Laser-durchlässigen Farbmittel in den Harzzusammensetzungen ist von 0,01 bis 15 Gew.-% und vorzugsweise von 0,05 bis 5 Gew.-%, im Verhältnis zu 100 Gew.-% thermoplastischem Harz.
- Das Farbstoffgemisch, das den neutralen Anthrachinonfarbstoff enthält, ist in einem Anteil von 0,01 bis 1 Gew.-% vorhanden, wenn die Zusammensetzung Polyamid 6 als zumindest die Hauptkomponente der Polyamidharzzusammensetzung umfaßt. Die Menge des vorstehend erwähnten Farbstoffgemisches kann durch Anwendungen bestimmt werden, die verschiedene Eigenschaften, verbunden mit dem Laserschweißen, erfordern.
- Die Zusammensetzung der vorliegenden Erfindung kann einen anorganischen Füllstoff oder ein Verstärkungsmittel enthalten. Zu geeigneten Beispielen gehören faserige Verstärkung, wie beispielsweise Glasfaser und Kohlenstoffaser, Glasflocken, Glaskügelchen, Talkum, Kaolin, Wollastonit, Siliciumdioxid, Calciumcarbonat, Kaliumtitanat und Glimmer. Glasfaser ist eine bevorzugte Wahl. Glasfasern, die zur Verwendung in der vorliegenden Erfindung geeignet sind, sind diejenigen, die allgemein als Verstärkungsmittel für thermoplastische Harze und wärmehärtende Harze verwendet werden. Der bevorzugte Betrag von Glasfaser in der Harzzusammensetzung der vorliegenden Erfindung beträgt von etwa 5 bis etwa 120 Gewichtsteile mit Bezug auf 100 Gewichtsteile des thermoplastischen Harzes. Wenn er unter 5 Gewichtsprozent liegt, würde es schwierig sein, genügend Verstärkung von der Glasfaser zu ergeben, und wenn er über 120 Gewichtsprozent liegt, würde er schlechte Verarbeitbarkeit und schlechte Transparenz gegenüber dem Laser haben. Es ist vorzuziehen, von etwa 5 bis etwa 100 Gewichtsprozent, und insbesondere etwa 15 bis etwa 85 Gewichtsprozent, zu verwenden.
- Eine oder mehrere optionale Verbindungen, ausgewählt aus einer breiten Vielfalt von Materialien, passend gemacht für verschiedene Anwendungen der Harzzusammensetzungen, können in der Zusammensetzung gemäß der vorliegenden Erfindung enthalten sein. Typischerweise können zusätzliche Verbindungen Flammverzögerungsmittel, schlagzähmachende Zusatzstoffe, Viskositätsmodifizierungsmittel, Wärmebeständigkeitsverbesserer, Schmiermittel, Antioxidantien und UV- und andere Stabilisatoren einschließen. Die Zusammensetzungen der vorliegenden Erfindung können derartige zusätzliche Verbindungen in derartigen Mengen aufweisen, daß sie ihre charakteristischen Eigenschaften nicht schädigen. Diese und andere Zusatzstoffe werden gemäß akzeptierten Praktiken verwendet, wie sie für den Fachmann selbstverständlich sind.
- In der vorliegenden Erfindung werden thermoplastische Harzzusammensetzungen bereitgestellt, die zum Laserschweißen geeignet sind, die transparente Gegenstände für Laserstrahltransmission einschließen, um Zusammenschweißen mit opaken Gegenständen für Laserstrahlabsorption zu erreichen. Geeignete opake Gegenstände und ihre Zusammensetzungen sind zum Beispiel in DE-A-4432081 beschrieben.
-
1 ist eine Veranschaulichung einer herkömmlichen Laserschweißanordnung. Ein Laserstrahl1 wird durch den ersten Gegenstand2 zu dem zweiten Gegenstand3 , der die Laserstrahl-absorbierende Kombination enthält, hindurchgelassen und die Oberfläche4 von dem zweiten Gegenstand3 , die die Laserenergie1 absorbiert hat, wird geschmolzen und mit der Oberfläche des ersten Gegenstands2 zusammengepreßt, wobei sie zusammengeschweißt werden. Wie in2 gezeigt ist, müssen zwei thermoplastische Komponenten5 und6 unterschiedliche Transmissions- und Absorptionskoeffizienten haben und es ist schwierig, an der Oberfläche8 zwei Gegenstände mit der gleichen Farbe zu schweißen. In2 wird der Laser1 auf die Oberfläche7 der Komponente5 angewandt. - In den
3 und5 hier wird ein unteres Teststück10 gezeigt, das in dem Laserschweißtest dieser Beispiele verwendet wird. Die vermerkten Abmessungen erzeugen eine Kerbe in dem Teststück10 . Das obere Teststück9 hat den gleichen Aufbau und die gleichen Abmessungen. In den4 und6 werden die Verbindungsstelle des oberen Teststücks9 mit dem unteren Teststück10 und die Bewegung des Lasers11 (in der Richtung des Pfeils), um die Verschweißung zu erzeugen, gezeigt. - BEISPIELE
- Die vorliegende Erfindung wird durch die folgenden Beispiele und Vergleichsbeispiele veranschaulicht.
- BEISPIEL A
- In diesem Beispiel, Beispiel B und den Vergleichsbeispielen C und D wurden 400 Gramm (nicht verstärkte) Pellets von Nylon 6 ZYTEL (erhältlich von E. I. DuPont de Nemours and Co. unter dem Produktnamen Zytel® 7301) unter Vakuum bei 120°C für mehr als 8 Stunden getrocknet, dann mit dem bezeichneten Farbstoffgemisch in einem Edelstahltaumelmischer unter Rühren für eine Stunde gemischt. Das Gemisch wurde dann spritzgegossen, um die spritzgegossenen Testprüfstücke zu erzeugen (deren Größe 48 mm × 86 mm × 3 mm beträgt), wobei K50-C, hergestellt von Kawaguchi Steel K. K., verwendet wurde, und die Zylindertemperatur wurde auf 250°C eingestellt. Die Formtemperatur betrug 60°C. Wichtige Ergebnisse sind in Tabelle 6 angegeben. In diesem Beispiel ist das Farbstoffgemisch blauer Anthrachinonfarbstoff aus CI Solvent Blue 97 (0,40 g), kombiniert mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (0,24 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (0,16 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Farbschattierung der Prüfstücke wurden beobachtet.
- BEISPIEL B
- In diesem Beispiel war das Farbstoffgemisch blauer Anthrachinonfarbstoff aus CI Solvent Blue 101 (0,53 g), kombiniert mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (0,18 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (0,09 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Farbschattierung der Prüfstücke wurden beobachtet.
- VERGLEICHSBEISPIEL C
- In diesem Vergleichsbeispiel war das Farbstoffgemisch violetter Anthrachinonfarbstoff aus CI Solvent Violet 13 (0,68 g), kombiniert mit gelbem Chinophthalonfarbstoff, dargestellt durch CI Solvent Yellow 114 (0,12 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Schattierung der Prüfstücke wurden beobachtet.
- VERGLEICHSBEISPIEL D
- In diesem Vergleichsbeispiel war das Farbstoffgemisch ein blaues Kupferphthalocyaninpigment aus CI Pigment Blue 15.3 (0,48 g), kombiniert mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (0,24 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (0,08 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Schattierung der Prüfstücke wurden beobachtet.
- TABELLE 6

- Dieses Testen demonstriert, daß die Beispiele A und B, verglichen mit Vergleichsbeispiel D, eine so hohe Durchlässigkeit wie ein natürliches Harz bei einer Hauptwellenlänge im infraroten Bereich (800 nm bis 1200 nm) zeigten. Und die Beispiele A und B zeigten, verglichen mit Vergleichsbeispiel C, geringe Sublimationseigenschaft. Das bedeutet, daß, sogar wenn thermoplastisches Harz, gefärbt mit den Beispielen A und B, höherer Temperatur wie in der Automobil- oder Elektroindustrie ausgesetzt wird, deren Farbmittel die Eigenschaft hat, nicht zu anderen Teilen zu wandern.
- BEISPIEL E
- In diesem Beispiel, Beispiel F und den Vergleichsbeispielen G und H wurden 400 Gramm Pellets aus verstärktem Polyester (hergestellt aus Terephthalsäure und Ethylenglycol, dessen intrinsische Viskosität 0,85 ist, wenn bei 25°C als 1%ige Lösung in einer gemischten Lösung von Phenol und Dichlorbenzol mit dem Gewichtsverhältnis 1/1 und enthaltend 30 Gew.-% Kurzglasfasern 187H, hergestellt von Nippon Electric Glass Co., Ltd., bezogen auf ein Gesamtgewicht der Polyesterharzzusammensetzung, gemessen wird) unter Vakuum bei 120°C für mehr als 8 Stunden getrocknet, dann mit dem vorgesehenen Farbstoffgemisch in einen Edelstahltaumelmischer unter Rühren für eine Stunde gemischt. Das Gemisch wurde dann spritzgegossen, um die spritzgegossenen Testprüfstücke zu erzeugen (deren Größe 48 mm × 86 mm × 3 mm beträgt), indem K50-C, hergestellt von Kawaguchi Steel K. K., verwendet wurde, und die Zylindertemperatur wurde auf 290°C eingestellt. Die Formtemperatur betrug 60°C.
- In diesem Beispiel ist das Farbstoffgemisch blauer Anthrachinonfarbstoff aus CI Solvent Blue 97 (0,40 g) mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (0,24 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (0,16 g).
- Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Farbschattierung der Prüfstücke wurden beobachtet.
- BEISPIEL F
- In diesem Beispiel ist das Farbstoffgemisch blauer Anthrachinonfarbstoff aus CI Solvent Blue 101 (0,53 g) mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (0,18 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (0,09 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Farbschattierung der Prüfstücke wurden beobachtet.
- VERGLEICHSBEISPIEL G
- In diesem Beispiel ist das Farbstoffgemisch violetter Anthrachinonfarbstoff aus CI Solvent Violet 13 (0,68 g) mit gelbem Chinophthalonfarbstoff, dargestellt durch CI Solvent Yellow 114 (0,12 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Farbschattierung der Prüfstücke wurden beobachtet.
- VERGLEICHSBEISPIEL H
- In diesem Beispiel ist das Farbstoffgemisch Phthalocyaninpigment aus CI Pigment Blue 15.3 (0,48 g) mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (0,24 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (0,08 g). Gutes und gleichmäßig schwarzes Aussehen und Oberflächenglanz ohne Farbschattierung der Prüfstücke wurden beobachtet.
- Die Ergebnisse sind in der folgenden Tabelle 7 angegeben.
- TABELLE 7

- Dieses Testen demonstriert, daß bei einer Hauptwellenlänge im Infrarotbereich (800 nm bis 1200 nm) die Beispiele E und F, verglichen mit Vergleichsbeispiel H, eine so hohe Durchlässigkeit zeigten wie ein Harz mit natürlicher Farbe. Und die Beispiele E und F zeigten, verglichen mit Vergleichsbeispiel G, geringe Sublimationseigenschaft. Dieses Testen erhielt die gleichen Ergebnisse wie Nylon 6.
- TESTVERFAHREN
- (1) Transmissionseigenschaften
- Das Transmissionsvermögen (T) in dem Bereich von 400 nm bis 1200 nm der Testplatten mit Laserstrahlen mit entsprechenden Wellenlängen von 940 nm (Halbleiterlaser) und 1064 nm (YAG-Laser) wurde unter Verwendung eines Spektrometers U-3410, hergestellt von Hitachi, mit einem 60-Φ-Kugelphotometer für eine Wellenlänge von Ultraviolett bis zum nahen Infrarot gemessen. Das Verhältnis (TA) von Transmission bei 940 nm: Transmission bei 1064 nm und das Verhältnis (TB) von Transmission bei 940 nm: Transmission von natürlichem Harz werden bestimmt und zwischen den Beispielen verglichen.
- (2) Aussehen und Oberflächenglanz
- Das Aussehen der Testplatten wurde durch Messen der Reflexionsdichte (OD) der Testplatten mit dem Reflexionsdichtemesser TR-927, hergestellt von Macbeth, bewertet. Es wurde beurteilt, daß Testplatten mit höheren OD-Werten bessere Oberflächenglätte haben und reich an Glanz sind.
- (3) Lichtbeständigkeit
- Jede Testplatte wurden einem Xenon Weather Meter (Xenon-Wettermeßgerät) (hergestellt von Toyo Seiki K. K., Handelsname: Atlas CI-4000) für 150 Stunden entsprechend den folgenden Bedingungen ausgesetzt. Die Menge an Farbverblassen und Entfärbung ΔE „vor" und „nach" der Bestrahlung mit Licht wurde unter Verwendung eines Kolorimeters (hergestellt durch von Juki, Handelsname: IP 7000) bestimmt und gemessen. Bedingungen des Testverfahrens für Lichtbeständigkeit
Radiale Beleuchtung (W/m2)(E) 60 Schwarze Standardtemperatur (°C) 83 Regentest N Kammertemperatur (°C) 55 Feuchtigkeit (%) 50 - Es wurde bewertet, daß die Testplatte mit größerem ΔE größere Entfärbung und größeres Verblassen hat.
- (4) Sublimationstest
- Der Anteil von Farbstoffsublimation wurde durch ΔE zwischen „davor" und „danach" von weißem Band bestimmt, das auf jeder Platte angebracht wurde, die in einen Ofen gelegt und bei 140°C für 3 Stunden darin gehalten wurde, und wurde unter Verwendung des zuvor erwähnten Kolorimeters gemessen.
- Es wird beurteilt, daß das auf der Testplatte angebrachte weiße Band mit größerem ΔE die größere Sublimation hat.
- BEISPIEL I
- 5 kg Pellets von Nylon 6 Zytel® 7301 (erhältlich von E. I. DuPont de Nemours and Co.) wurden in einem entfeuchteten Trockner, eingestellt auf 80°C, für mehr als 4 Stunden getrocknet und mit einem Gemisch von grünem Anthrachinonfarbstoff aus CI Solvent Green 3 (6,6 g) mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (2,3 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (1,1 g), gemischt.
- Die vorstehenden, mit Farbstoff gemischten Pellets wurden dann auf einer Sumitomo-75T-Formmaschine mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu Teststücken von 60 mm × 18 mm × 1,5 mm geformt.
- VERGLEICHSBEISPIEL J
- 14 kg Pellets von Nylon 6 Zytel® 7301 (erhältlich von E. I. DuPont de Nemours and Co.), 8,8 Gramm CuI, 100 Gramm Aluminiumdistearat und 6 kg Glasfaser (TP57, erhältlich von Nippon Sheet Glass Co., Ltd.) wurden gemischt und auf einem Doppelschneckenextruder (ZSK-40 von Werner & Pfleiderer Corporation) extrudiert.
- 5 kg der erhaltenen Pellets wurden in einem auf 80°C eingestellten, entfeuchteten Trockner für mehr als 4 Stunden getrocknet und mit einem Gemisch von grünem Anthrachinonfarbstoff aus CI Solvent Green 3 (6,6 g) mit rotem Perinonfarbstoff, dargestellt durch CI Solvent Red 179 (2,3 g), und gelbem Anthrachinonfarbstoff, dargestellt durch CI Solvent Yellow 163 (1,1 g), gemischt.
- Die vorstehenden mit Farbstoff gemischten Pellets wurden dann auf einer Formmaschine Toshiba IS 170FIII mit einer auf 260°C eingestellten Zylindertemperatur und einer Formtemperatur von 80°C zu den Teststücken gemäß der ISO3167 und auf einer Formmaschine Sumitomo 75T mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken von 60 mm × 18 mm × 1,5 mm geformt.
- VERGLEICHSBEISPIEL K
- 5 kg Pellets von Nylon 6 Zytel® 7301 (erhältlich von E. I. DuPont de Nemours and Co.) wurden in einem entfeuchteten, auf 80°C eingestellten Trockner für mehr als 4 Stunden getrocknet und mit 28 Gramm Nigrosinfarbstoff (Nigrosine Base SAP, Orient Chemical Industries Ltd.) gemischt.
- Die vorstehenden, mit Farbstoff gemischten Pellets wurden dann auf einer Formmaschine Sumitomo 75T mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken von 60 mm × 18 mm × 1,5 mm geformt.
- VERGLEICHSBEISPIEL L
- 5 kg Pellets von Nylon 6 Zytel® 7301 (erhältlich von E. I. DuPont de Nemours and Co.) wurden in einem entfeuchteten, auf 80°C eingestellten Trockner für mehr als 4 Stunden getrocknet und mit 5 Gramm Ruß und 28 Gramm Nigrosinfarbstoff (Nigrosine Base SAP, Orient Chemical Industries Ltd.) gemischt.
- Die vorstehenden, mit Farbstoff gemischten Pellets wurden dann auf einer Formmaschine Sumitomo 75T mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken von 60 mm × 18 mm × 1,5 mm geformt.
- VERGLEICHSBEISPIEL M
- 14 kg Pellets von Nylon 6 Zytel® 7301 (erhältlich von E. I. DuPont de Nemours and Co.), 8,8 Gramm CuI, 100 Gramm Aluminiumdistearat und 6 kg Glasfaser (TP57, erhältlich von Nippon Sheet Glass Co., Ltd.) wurden gemischt und auf dem Doppelschneckenextruder ZSK-40 extrudiert.
- 5 kg der erhaltenen Pellets wurden in einem entfeuchteten Trockner, eingestellt auf 80°C, für mehr als 4 Stunden getrocknet und mit 28 Gramm Nigrosinfarbstoff (Nigrosine Base SAP, Orient Chemical Industries Ltd.) gemischt.
- Die vorstehenden, mit Farbstoff gemischten Pellets wurden dann auf der Formmaschine Toshiba IS 170FIII mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken gemäß der ISO3167 und auf der Formmaschine Sumitomo 75T mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken von 60 mm × 18 mm × 1,5 mm geformt.
- VERGLEICHSBEISPIEL N
- 14 kg Pellets von Nylon 6 Zytel® 7301 (erhältlich von E. I. DuPont de Nemours and Co.), 8,8 Gramm CuI, 100 Gramm Aluminiumdistearat und 6 kg Glasfaser (TP57, erhältlich von Nippon Sheet Glass Co., Ltd.) wurden gemischt und auf dem Doppelschneckenextruder ZSK-40 extrudiert.
- 5 kg der erhaltenen Pellets wurden in einem entfeuchteten Trockner, eingestellt auf 80°C, für mehr als 4 Stunden getrocknet und mit 5 Gramm Ruß und 28 Gramm Nigrosinfarbstoff (Nigrosine Base SAP, Orient Chemical Industries Ltd.) gemischt.
- Die vorstehenden mit Farbstoff gemischten Pellets wurden dann auf der Formmaschine Toshiba IS 170FIII mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken gemäß der ISO3167 und auf der Formmaschine Sumitomo 75T mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C zu den Teststücken von 60 mm × 18 mm × 1,5 mm geformt.
- (5) Laserschweißtest
- Die Teststücke von 60 mm × 18 mm × 1,5 mm wurden so plaziert, daß 20 mm von jedem überlappt waren. Die überlappte Fläche wurde mit einem Nd:YAG-Laser (Olion 510, 1064 nm kontinuierlich), eingestellt auf 4 W, mit 3 mm Durchmesser für 2 Sekunden bestrahlt. Geschweißte Teststücke wurden visuell inspiziert und mit OK bewertet, wenn Haftung erzeugt wurde, und mit NG, wenn die Teststücke nicht hafteten und auseinanderfielen oder wenn die Oberfläche des transparenten Teils verbrannt und beschädigt war, per nachstehender Tabelle 8.
- TABELLE 8

- Die Teststücke von 60 mm × 18 mm × 1,5 mm wurden so plaziert, daß 20 mm von jedem überlappt waren. Die überlappte Fläche wurde mit einem Diodenlaser (SDL-FD25, 820 mm kontinuierlich), eingestellt auf 4 W, mit 3 mm Durchmesser für 10 Sekunden bestrahlt. Die geschweißten Teststücke wurden auf dem Autograph (Shimadzu Seisakusho) mit einer Geschwindigkeit von 2 mm/min auf Festigkeit getestet. Die Ergebnisse sind in Tabelle 9 angegeben.
- TABELLE 9

- (6) Zugfestigkeitseigenschaften und Wärmealterung
- Zugfestigkeit und Dehnung wurden gemäß ISO527 nach Formgebung und nach Wärmealterung bei 170°C für 1000 Stunden gemessen. Das Aussehen des Teststücks wurde ebenfalls beobachtet. Die Ergebnisse sind in Tabelle 10 angegeben.
- TABELLE 10
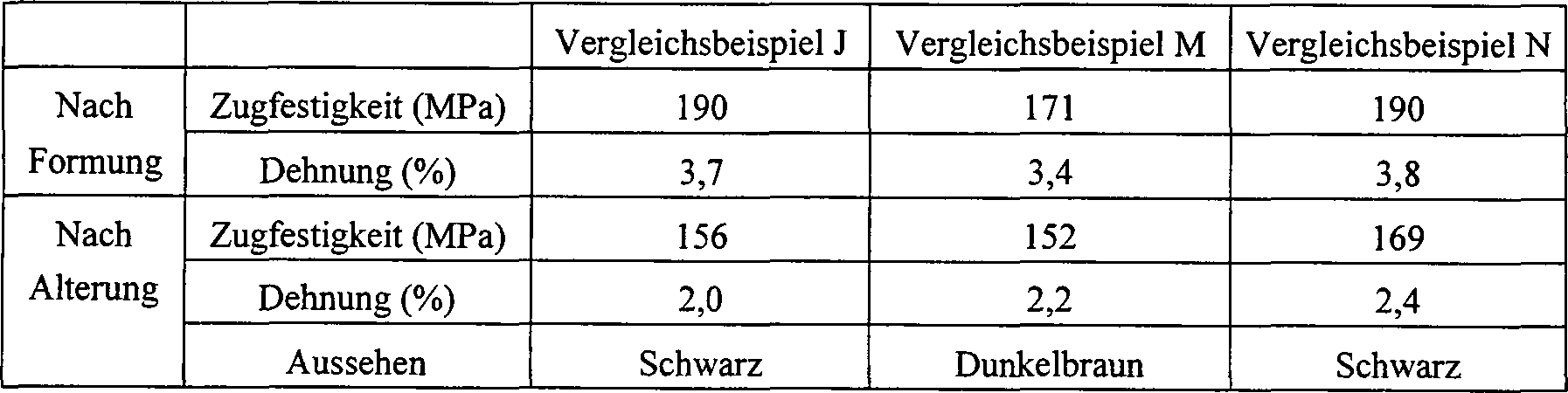
- Beispiel I zeigte gute Haftung beim Laserschweißen mit einem für Laserstrahl opaken Werkstückteil, hergestellt aus thermoplastischem Harz, das Ruß enthielt. Die mechanischen Eigenschaften nach dem Formen und Altern zeigten keine Verschlechterung, sogar wenn ein Farbmittel zugesetzt wurde.
- BEISPIEL O UND VERGLEICHSBEISPIEL P UND VERGLEICHSBEISPIEL Q
- Mit Glasfaser verstärktes Nylon 6 (Zytel® 73G30L, erhältlich von E. I. DuPont de Nemours and Co.) und Farbstoffe wurden mit der in Tabelle 11 beschriebenen Menge trocken gemischt. Das gemischte Material wurde zu zwei Typen von Teststücken geformt: einem für mechanische Eigenschaften und dem anderen zum Laserschweißen. Teststücke für mechanische Eigenschaften wurden gemäß der ISO3167 auf der Spritzgießmaschine Toshiba IS 170FIII mit einer Zylindertemperatur, eingestellt auf 260°C, und einer Formtemperatur von 80°C geformt. Teststücke zum Laserschweißen mit Abmessungen, veranschaulicht als
3 , wurden auf der Spritzgießmaschine Sumitomo Juki 75T, mit einer Zylindertemperatur, eingestellt auf 250°C, und einer Formtemperatur, eingestellt auf 80°C, geformt. - Zugfestigkeit und Dehnung wurden gemäß ISO527 gemessen und die Charpy-Kerbschlagfestigkeit wurde gemäß ISO179 gemessen.
- Das Laserschweißen wurde unter Verwendung von zwei der vorstehend beschriebenen Teststücke, vereinigt wie in
4 veranschaulicht, durchgeführt. Das Beispiel O und Vergleichsbeispiel P wurden als oberes Teststück verwendet und das Vergleichsbeispiel Q wurde als unteres Teststück verwendet. Es wurde mit einem Diodenlaser (Wellenlänge 940 nm, hergestellt von Rofin-Sinar Laser GmbH) mit einer Laserenergie von 50 W und verschiedenen Geschwindigkeiten mit 3 mm Durchmesser bestrahlt. Die Zugfestigkeit der geschweißten Teststücke wurde auf dem Autograph (hergestellt von Shimazu Seisakusho) gemessen, indem mit 5 mm/Minute auseinandergezogen wurde, und seine maximale Belastung wurde aufgezeichnet. - TABELLE 11

- BEISPIEL R UND VERGLEICHSBEISPIEL S UND VERGLEICHSBEISPIEL T
- Mit Glasfaser verstärktes Nylon 66 (Zytel® 70G33HS1L, erhältlich von E. I. DuPont de Nemours and Co.) und Farbstoffe wurden mit der in Tabelle 12 beschriebenen Menge trocken gemischt. Das gemischte Material wurde zu zwei Typen von Teststücken geformt: einem für mechanische Eigenschaften und einem anderen zum Laserschweißen. Die Teststücke für mechanische Eigenschaften wurden gemäß der ISO3167 auf der Spritzgießmaschine Toshiba IS 170FIII mit einer Zylindertemperatur, eingestellt auf 280°C, und einer Formtemperatur von 80°C geformt. Teststücke zum Laserschweißen mit Abmessungen, veranschaulicht in
3 , wurden auf der Spritzgießmaschine Sumitomo Juki 75T, mit einer Zylindertemperatur, eingestellt auf 270°C, und einer Formtemperatur, eingestellt auf 80°C, geformt. - Zugfestigkeit und Dehnung wurden gemäß ISO527 gemessen und die Charpy-Kerbschlagfestigkeit wurde gemäß ISO179 gemessen.
- Das Laserschweißen wurde unter Verwendung von zwei Stücken der vorstehend beschriebenen Teststücke, vereinigt wie in
4 veranschaulicht, durchgeführt. Das Beispiel R und das Vergleichsbeispiel S wurden als oberes Teststück verwendet und das Vergleichsbeispiel T wurde als unteres Teststück verwendet. Es wurde mit einem Diodenlaser (Wellenlänge 940 nm, hergestellt von Rofin-Sinar Laser GmbH) mit der Energie von 80 W und bei verschiedenen Geschwindigkeiten mit 3 mm Durchmesser bestrahlt. Die Zugfestigkeit der geschweißten Teststücke wurde auf dem Autograph (hergestellt von Shimazu Seisakusho) gemessen, indem mit 5 mm/Minute auseinandergezogen wurde und seine maximale Belastung aufgezeichnet wurde. - TABELLE 12
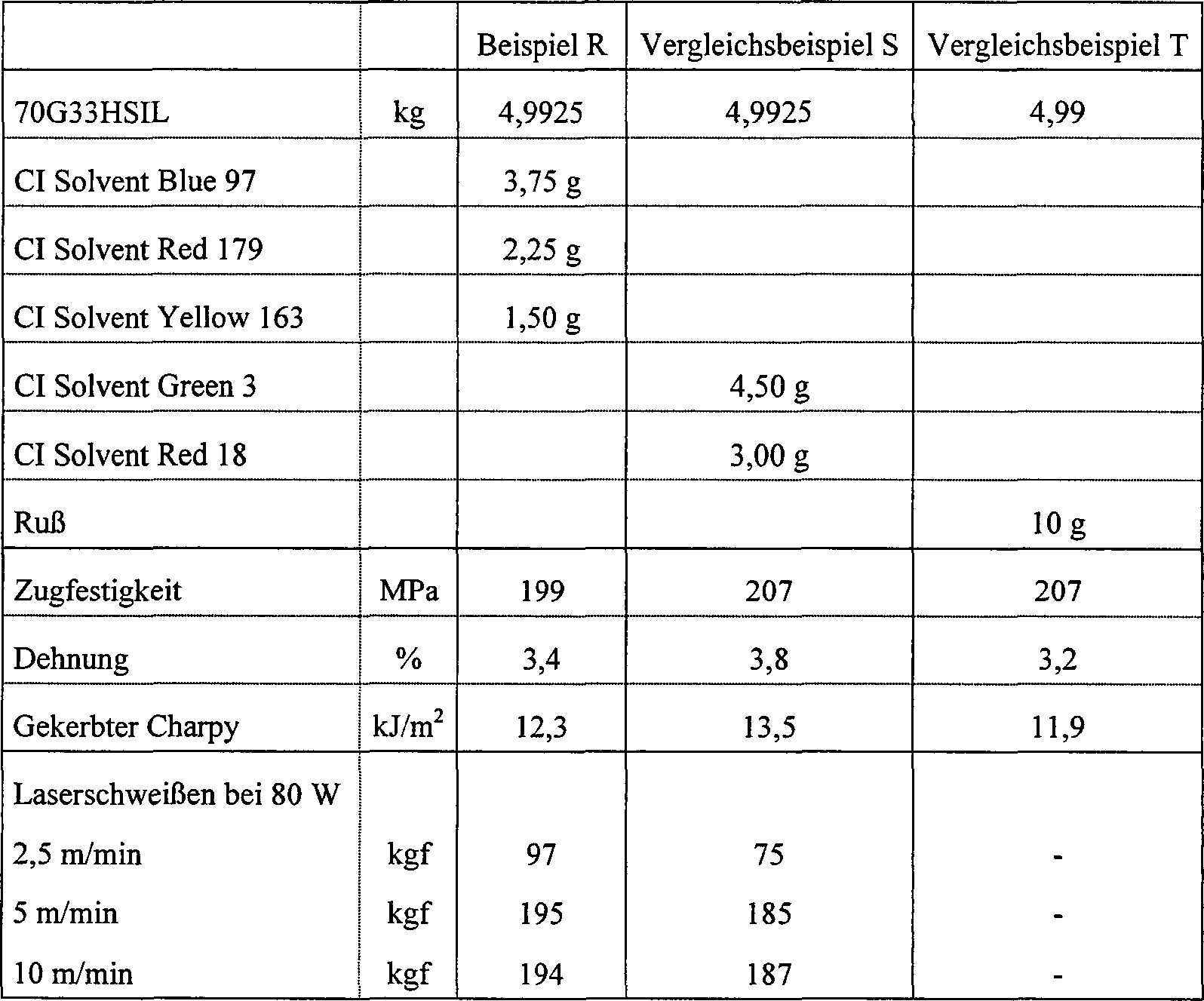
- BEISPIEL U UND VERGLEICHSBEISPIEL V UND VERGLEICHSBEISPIEL W
- Pellets aus mit Glasfaser verstärktem Polyester von Beispiel E (getrocknet wie in Beispiel E beschrieben) und Farbstoffe wurden mit der in Tabelle 13 beschriebenen Menge trocken gemischt. Das gemischte Material wurde zu zwei Typen von Teststücken geformt: einem für mechanische Eigenschaften und dem anderen zum Laserschweißen. Teststücke für mechanische Eigenschaften wurden gemäß der ISO3167 auf der Spritzgießmaschine Toshiba IS 170FIII mit einer Zylindertemperatur, eingestellt auf 290°C, und einer Formtemperatur von 60°C geformt. Teststücke zum Laserschweißen mit den Abmessungen, veranschaulicht als
3 , wurden auf der Spritzgießmaschine Sumitomo Juki 75T mit einer Zylindertemperatur, eingestellt auf 280°C, und einer Formtemperatur, eingestellt auf 60°C, geformt. - Zugfestigkeit und Dehnung wurden gemäß ISO527 gemessen und die Charpy-Kerbschlagfestigkeit wurde gemäß ISO179 gemessen.
- Das Laserschweißen wurde unter Verwendung von zwei Stücken der vorstehend beschriebenen Teststücke, vereinigt wie in
4 veranschaulicht, durchgeführt. Das Beispiel U und Vergleichsbeispiel V wurden als oberes Teststück verwendet und das Vergleichsbeispiel W wurde als unteres Teststück verwendet. Es wurde mit einem Diodenlaser (Wellenlänge 940 nm, hergestellt von Rofin-Sinar Laser GmbH) mit einer Laserenergie von 50 W und regulärer Geschwindigkeit mit 3 mm Durchmesser bestrahlt. Die Zugfestigkeit der geschweißten Teststücke wurde auf dem Autograph (hergestellt von Shimazu Seisakusho) gemessen, indem mit 5 mm/Minute auseinandergezogen wurde, und seine maximale Belastung wurde aufgezeichnet. - TABELLE 13
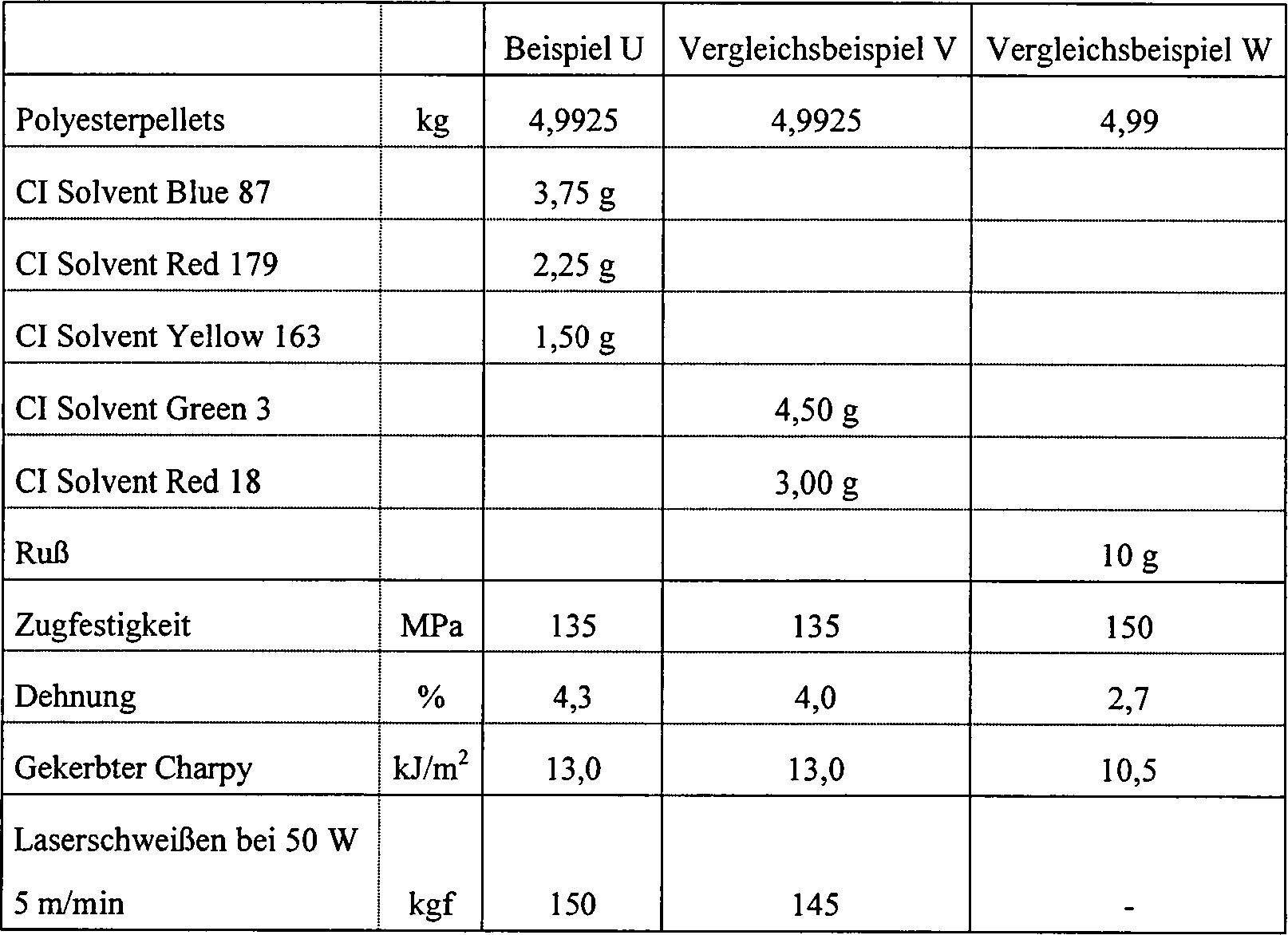
Claims (6)
- Thermoplastische Harzzusammensetzung zum Laserschweißen, umfassend: 1) thermoplastisches Harz; und 2) ein Laser-übertragendes schwarzes Farbmittel, umfassend ein Gemisch von a) neutralem Anthrachinonblau-Farbstoff, der sichtbares Licht mit einer Wellenlänge von weniger als 700 nm absorbiert und den Laserstrahl mit einer Wellenlänge bei 800 nm bis 1200 nm im infraroten Bereich überträgt, b) mindestens einem anderen roten Farbstoff, der mit einer Wellenlänge bei 800 nm bis 1200 nm im infraroten Bereich überträgt, und c) mindestens einem anderen gelben Farbstoff.
- Zusammensetzung nach Anspruch 1, wobei das thermoplastische Harz Polyamid oder Polyester ist.
- Zusammensetzung nach Anspruch 1 oder 2, wobei der rote Farbstoff aus der Gruppe, bestehend aus Perinonfarbstoffen, Monoazokomplexfarbstoffen und Anthrachinonfarbstoffen, ausgewählt ist.
- Zusammensetzung nach Anspruch 1, weiterhin umfassend ein Verstärkungsmittel.
- Laser-übertragender Gegenstand, erzeugt aus der Zusammensetzung nach Anspruch 1.
- Gegenstand, erzeugt durch Laserschweißen eines Laser-absorbierenden Gegenstands mit dem Laser-übertragenden Gegenstand nach Anspruch 5.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US24764700P | 2000-11-13 | 2000-11-13 | |
| US247647P | 2000-11-13 | ||
| PCT/US2001/048326 WO2002038665A2 (en) | 2000-11-13 | 2001-11-13 | Colored thermoplastic resin compositions for laser welding, specific neutral anthraquinone dyes as colorants therefor, and molded product therefrom |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| DE60120765D1 DE60120765D1 (de) | 2006-07-27 |
| DE60120765T2 true DE60120765T2 (de) | 2007-06-14 |
| DE60120765T3 DE60120765T3 (de) | 2010-01-07 |
Family
ID=22935738
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE2001621042 Expired - Lifetime DE60121042T3 (de) | 2000-11-13 | 2001-11-13 | Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, spezielle neutrale anthrachinon-farbstoffe als farbmittel dafür und formteil daraus |
| DE2001620765 Expired - Lifetime DE60120765T3 (de) | 2000-11-13 | 2001-11-13 | Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, spezielle neutrale anthrachinon-farbstoffe als farbmittel dafür und formteil daraus |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE2001621042 Expired - Lifetime DE60121042T3 (de) | 2000-11-13 | 2001-11-13 | Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, spezielle neutrale anthrachinon-farbstoffe als farbmittel dafür und formteil daraus |
Country Status (12)
| Country | Link |
|---|---|
| US (3) | US20030045618A1 (de) |
| EP (2) | EP1353991B2 (de) |
| JP (2) | JP4109109B2 (de) |
| KR (2) | KR100798266B1 (de) |
| CN (2) | CN1250625C (de) |
| AT (2) | ATE329957T1 (de) |
| AU (2) | AU2002230841A1 (de) |
| CA (2) | CA2423848A1 (de) |
| DE (2) | DE60121042T3 (de) |
| DK (2) | DK1353990T3 (de) |
| PT (2) | PT1353990E (de) |
| WO (2) | WO2002038662A1 (de) |
Families Citing this family (43)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7513947B2 (en) * | 2000-11-13 | 2009-04-07 | Ei Du Pont De Nemours And Company | Colored thermoplastic resin compositions for laser welding, specific neutral anthraquinone dyes as colorants therefor, and molded product therefrom |
| JP4446706B2 (ja) * | 2002-11-06 | 2010-04-07 | オリヱント化学工業株式会社 | レーザー光透過性着色熱可塑性樹脂組成物及びレーザー溶着方法 |
| DE602004007624T2 (de) * | 2003-02-13 | 2008-04-10 | Orient Chemical Industries, Ltd. | Laserlicht durchlassende gefärbte polyolefinharzzusammensetzungen und laserschweissverfahren |
| DE10324324A1 (de) * | 2003-05-27 | 2004-12-16 | Bayer Ag | Polyamid-Formmassen |
| US7261397B2 (en) * | 2003-08-19 | 2007-08-28 | Canon Kabushiki Kaisha | Tank unit, ink jet recording head and method of manufacturing tank unit and ink jet recording head |
| JP4677726B2 (ja) * | 2004-03-01 | 2011-04-27 | 東レ株式会社 | ポリエステル組成物及びそれからなる繊維 |
| EP1722984B1 (de) * | 2004-03-04 | 2008-06-04 | Evonik Degussa GmbH | Durch farbmittel transparent, transluzent oder gedeckt eingefärbte laserschweissbare kunststoffmaterialien |
| DE102004010504B4 (de) * | 2004-03-04 | 2006-05-04 | Degussa Ag | Hochtransparente lasermarkierbare und laserschweißbare Kunststoffmaterialien, deren Verwendung und Herstellung sowie Verwendung von Metallmischoxiden und Verfahren zur Kennzeichnung von Produktionsgütern |
| US7744804B2 (en) * | 2004-03-12 | 2010-06-29 | Orient Chemical Industries, Ltd. | Laser-transmissible composition and method of laser welding |
| JP2006199861A (ja) * | 2005-01-21 | 2006-08-03 | Dainichiseika Color & Chem Mfg Co Ltd | レーザー溶着用レーザー光透過性着色樹脂組成物 |
| WO2006085643A1 (ja) * | 2005-02-09 | 2006-08-17 | Orient Chemical Industries, Ltd. | アントラキノン系酸性染料のアルカリ土類金属塩を含有するレーザー光透過性部材のレーザー溶着体 |
| US7704586B2 (en) * | 2005-03-09 | 2010-04-27 | Degussa Ag | Plastic molded bodies having two-dimensional and three-dimensional image structures produced through laser subsurface engraving |
| US7483647B2 (en) * | 2005-12-27 | 2009-01-27 | Canon Kabushiki Kaisha | Cartridge having a molded resin complex |
| US7714045B2 (en) * | 2006-01-06 | 2010-05-11 | E.I. Du Pont De Nemours And Company | Colored thermoplastic resin compositions for laser welding, anthraquinone colorants therefor and molded product therfrom |
| DE602007001577D1 (de) * | 2006-01-18 | 2009-08-27 | Ciba Holding Inc | Tetrabenzodiazadiketoperylen-färbemittel in ir-reflektiven beschichtungen und kunststoffen |
| DE102007021199B4 (de) * | 2006-07-17 | 2016-02-11 | Evonik Degussa Gmbh | Zusammensetzungen aus organischem Polymer als Matrix und anorganischen Partikeln als Füllstoff, Verfahren zu deren Herstellung sowie deren Verwendung und damit hergestellte Formkörper |
| CN101506286B (zh) | 2006-08-23 | 2011-09-21 | 巴斯夫欧洲公司 | 具有改进的热老化和水解稳定性的聚酰胺模塑材料 |
| US20080103267A1 (en) * | 2006-10-31 | 2008-05-01 | General Electric Company | Infrared transmissive thermoplastic composition |
| EP2500577B1 (de) * | 2011-03-12 | 2016-06-22 | Grundfos Management a/s | Heizungsumwälzpumpe |
| ES2436190T3 (es) * | 2011-07-21 | 2013-12-27 | Ems-Patent Ag | Procedimiento de soldadura láser y piezas formadas con dicho procedimiento |
| KR101524486B1 (ko) * | 2012-02-03 | 2015-06-01 | 제일모직주식회사 | 다색성 발현 착색용 수지 조성물 및 이를 이용하여 제조된 수지 성형품 |
| CN102806662B (zh) * | 2012-08-16 | 2016-12-21 | 哈尔滨固泰电子有限责任公司 | 塑料的喇叭制件的焊接方法及焊接结构的塑料的喇叭 |
| JP2014125588A (ja) * | 2012-12-27 | 2014-07-07 | Teijin Ltd | ポリエステル組成物およびポリエステル成形品 |
| SG11201509892XA (en) * | 2013-06-12 | 2016-01-28 | Basf Se | Method for continuously producing polyamide oligomers and for producing semicrystalline or amorphous polyamides that can be thermoplastically processed |
| CN103640212B (zh) * | 2013-12-21 | 2016-05-11 | 厦门建霖工业有限公司 | 过水组件激光焊接工艺 |
| US10370533B2 (en) | 2014-06-05 | 2019-08-06 | Sabic Global Technologies B.V. | Thermoplastic composition and laser-welded article |
| FR3029828B1 (fr) * | 2014-12-11 | 2017-07-21 | Arkema France | Composition polymerique de couleur noire adaptee a la soudure laser et son utilisation pour la preparation de pieces |
| JP6803855B2 (ja) * | 2015-12-25 | 2020-12-23 | 三菱エンジニアリングプラスチックス株式会社 | ポリアミド樹脂組成物、キット、成形品の製造方法および成形品 |
| CN108699322B (zh) * | 2016-02-25 | 2020-07-10 | 三菱工程塑料株式会社 | 激光熔接用树脂组合物及其熔接体 |
| JP6959714B2 (ja) * | 2016-03-22 | 2021-11-05 | イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニーE.I.Du Pont De Nemours And Company | 車両用ヘッドライトアセンブリ |
| KR102658748B1 (ko) * | 2016-12-28 | 2024-04-19 | 현대자동차주식회사 | 폴리에스테르 수지 조성물 및 이를 포함하는 성형품 |
| US12291635B2 (en) | 2018-12-05 | 2025-05-06 | Avient Corporation | Composition for protecting light sensitive materials |
| EP3974475A4 (de) | 2019-05-20 | 2023-06-28 | Mitsubishi Engineering-Plastics Corporation | Thermoplastische harzzusammensetzung für millimeterwellenradarelemente, geformter gegenstand und herstellungsverfahren für harzzusammensetzungen |
| JP7722361B2 (ja) | 2020-05-07 | 2025-08-13 | 三菱ケミカル株式会社 | ガルバノ式レーザー溶着用樹脂組成物、成形品、ガルバノ式レーザー溶着用キット、車載カメラ部品、車載カメラモジュール、紫外線暴露体、および、成形品の製造方法 |
| EP4148494A4 (de) | 2020-05-07 | 2024-05-15 | Mitsubishi Chemical Corporation | Harzzusammensetzung, formprodukt, kit, fahrzeugbordkamerakomponente, fahrzeugbordkameramodul und formproduktherstellungsverfahren |
| JP7122490B1 (ja) | 2020-10-22 | 2022-08-19 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、樹脂組成物の使用、キット、レーザー溶着品、および、レーザー溶着品の製造方法 |
| JP7192163B1 (ja) | 2021-03-26 | 2022-12-19 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、および、その応用 |
| US20240262043A1 (en) | 2021-05-11 | 2024-08-08 | Basf Se | Laser-inscribed and laser-welded shaped bodies and production thereof |
| WO2022265000A1 (ja) | 2021-06-17 | 2022-12-22 | 三菱エンジニアリングプラスチックス株式会社 | 構造体、構造体の製造方法、および、ミリ波レーダーモジュール |
| CN113681200B (zh) * | 2021-09-27 | 2023-12-26 | 烟台佳隆纳米产业有限公司 | 铯钨青铜吸热剂及其制备、在透明abs红外焊接中应用 |
| WO2023100897A1 (ja) | 2021-11-30 | 2023-06-08 | 三菱エンジニアリングプラスチックス株式会社 | 樹脂組成物、成形品、複合体、および、金属樹脂複合体 |
| EP4474425A4 (de) | 2022-02-04 | 2025-07-09 | Mitsubishi Chem Corp | Harzzusammensetzung, formkörper, pellet und lasergeschweisster körper |
| CN115491033B (zh) * | 2022-11-17 | 2023-03-14 | 江苏博云塑业股份有限公司 | 一种注塑材料及其制备方法 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60188450A (ja) * | 1984-03-09 | 1985-09-25 | Asahi Chem Ind Co Ltd | 赤外フイルタ−用のメタクリル樹脂組成物 |
| EP0159169A3 (de) * | 1984-04-09 | 1987-07-01 | Toyota Jidosha Kabushiki Kaisha | Verfahren zum Verbinden verschiedenartiger synthetischer Harze |
| JPS62903A (ja) * | 1985-06-05 | 1987-01-06 | Sumitomo Chem Co Ltd | 近赤外線吸収フイルタ− |
| JPH0343484A (ja) * | 1989-07-12 | 1991-02-25 | Mitsubishi Kasei Corp | 赤外線透過フィルター |
| JPH06249850A (ja) * | 1993-02-26 | 1994-09-09 | Nippon Koden Corp | 炭酸ガスモニタ |
| JPH09510930A (ja) * | 1994-03-31 | 1997-11-04 | マルクアルト ゲーエムベーハー | プラスチックワークピース及びその製造方法 |
| KR100256392B1 (ko) * | 1996-09-30 | 2000-05-15 | 겐지 아이다 | 칼라필터용 감광성 수지 착색 조성물 및 이로부터 형성된 칼라필터 및 그 제조방법 |
| US5973038A (en) * | 1998-05-13 | 1999-10-26 | Eastman Chemical Company | Thermoplastic polymer compositions containing black dye compositions |
| DE19906828B4 (de) * | 1999-02-18 | 2004-07-08 | Ticona Gmbh | Polyesterformmasse Verfahren zu ihrer Herstellung und deren Verwendung zum Laserschweißen |
| US6759458B2 (en) * | 1999-02-18 | 2004-07-06 | Ticona Gmbh | Thermoplastic molding composition and its use for laser welding |
| JP2001071384A (ja) * | 1999-09-01 | 2001-03-21 | Toyota Motor Corp | 樹脂部材のレーザー溶着方法 |
| DE19960104A1 (de) * | 1999-12-14 | 2001-06-21 | Bayer Ag | Laserdurchstrahlschweißbare thermoplastische Formmassen |
| CA2397977A1 (en) * | 2000-02-11 | 2001-08-16 | E.I. Du Pont De Nemours And Company | Thermoplastic resin compositions for laser welding and articles formed therefrom |
| JP2005026751A (ja) * | 2003-06-30 | 2005-01-27 | Nec Corp | 操作環境再現可能な移動通信端末 |
-
2001
- 2001-11-13 CA CA 2423848 patent/CA2423848A1/en not_active Abandoned
- 2001-11-13 DE DE2001621042 patent/DE60121042T3/de not_active Expired - Lifetime
- 2001-11-13 US US10/053,074 patent/US20030045618A1/en not_active Abandoned
- 2001-11-13 CA CA 2423940 patent/CA2423940A1/en not_active Abandoned
- 2001-11-13 CN CNB018187757A patent/CN1250625C/zh not_active Expired - Lifetime
- 2001-11-13 AU AU2002230841A patent/AU2002230841A1/en not_active Abandoned
- 2001-11-13 PT PT01991088T patent/PT1353990E/pt unknown
- 2001-11-13 CN CNB018187552A patent/CN1277871C/zh not_active Expired - Lifetime
- 2001-11-13 EP EP20010991091 patent/EP1353991B2/de not_active Expired - Lifetime
- 2001-11-13 KR KR20037006479A patent/KR100798266B1/ko not_active Expired - Lifetime
- 2001-11-13 PT PT01991091T patent/PT1353991E/pt unknown
- 2001-11-13 DE DE2001620765 patent/DE60120765T3/de not_active Expired - Lifetime
- 2001-11-13 WO PCT/US2001/048331 patent/WO2002038662A1/en not_active Ceased
- 2001-11-13 AT AT01991088T patent/ATE329957T1/de not_active IP Right Cessation
- 2001-11-13 DK DK01991088T patent/DK1353990T3/da active
- 2001-11-13 AT AT01991091T patent/ATE330991T1/de not_active IP Right Cessation
- 2001-11-13 WO PCT/US2001/048326 patent/WO2002038665A2/en not_active Ceased
- 2001-11-13 JP JP2002541988A patent/JP4109109B2/ja not_active Expired - Lifetime
- 2001-11-13 AU AU2002230839A patent/AU2002230839A1/en not_active Abandoned
- 2001-11-13 KR KR20037006490A patent/KR100798254B1/ko not_active Expired - Lifetime
- 2001-11-13 DK DK01991091T patent/DK1353991T3/da active
- 2001-11-13 JP JP2002541991A patent/JP4040460B2/ja not_active Expired - Lifetime
- 2001-11-13 US US10/047,686 patent/US20030088076A1/en not_active Abandoned
- 2001-11-13 EP EP20010991088 patent/EP1353990B2/de not_active Expired - Lifetime
-
2005
- 2005-05-23 US US11/135,782 patent/US7485675B2/en active Active
Also Published As
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE60120765T2 (de) | Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, spezielle neutrale anthrachinon-farbstoffe als farbmittel dafür und formteil daraus | |
| DE60118787T2 (de) | Gefärbte thermoplastische harzzusammensetzungen zum laserschweissen, anthrachinon-farbmittel dafür und formteil daraus | |
| EP1258506B1 (de) | Verfahren zur Verbesserung der Oberflächenqualität von Formteilen | |
| KR100787348B1 (ko) | 투과 및 흡수 흑색 착색제를 포함하는 레이저 용접용 가공된 수지 제품, 및 그를 위한 착색된 수지 조성물 | |
| DE602005003047T2 (de) | Für Laserstrahlung durchlässige Zusammensetzung und Verfahren zum Laserschweissen | |
| EP1261662B1 (de) | Thermoplastische harzzusammensetzungen fuers laserschweissen und daraus geformte artikel | |
| DE60118034T2 (de) | Gefärbte thermoplastische harzzusammensetzungen für das laserschweissen, farbmittel hierfür aus mischungen von anthrachinon- und monoazokomplexfarbstoffen sowie daraus hergestelltes formteil | |
| US20030065074A1 (en) | Colored thermoplastic resin compositions for laser welding anthraquinone colorants therefor and molded product therefrom | |
| DE60111505T2 (de) | Thermoplastische harzzusammensetzungen fuers laserschweissen und daraus geformte artikel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8363 | Opposition against the patent | ||
| 8366 | Restricted maintained after opposition proceedings | ||
| 8328 | Change in the person/name/address of the agent |
Representative=s name: MARKS & CLERK (LUXEMBOURG) LLP, LUXEMBOURG, LU |