-
Gebiet der Erfindung
-
Die
Erfindung betrifft Flugzeugstrukturbauteile, insbesondere Bleche
für das
Rumpfwerk kommerzieller Großraumflugzeuge,
die aus lösungsgeglühten, abgeschreckten
und kaltumgeformten Walz-, Strangpress- oder Schmiedeprodukten aus
AlCuMg-Legierung hergestellt werden und im Verhältnis zu Produkten älterer Technik
für die
gleiche Anwendung einen verbesserten Kompromiss zwischen den einzelnen
geforderten Gebrauchseigenschaften aufweisen.
-
Stand der Technik
-
Der
Rumpf kommerzieller Großraumflugzeuge
besteht typischerweise aus einer Blechaußenhaut aus AlCuMg-Legierung
sowie Längsversteifungen
und umfangsseitig angeordneten Rahmen. Es wird zumeist eine Legierung
vom Typ 2024 eingesetzt, die nach der Bezeichnung der Aluminium
Association oder der Norm EN 573-3 folgende chemische Zusammensetzung
(Gew.-%) hat:
-
-
Es
werden auch Varianten dieser Legierung eingesetzt. Man verlangt
von diesen Strukturelementen einen Kompromiss zwischen mehreren
Eigenschaften: mechanische Festigkeit (d.h. statische Festigkeitseigenschaften),
Schadentoleranz (Bruchzähigkeit
und Rissbildungsgeschwindigkeit bei Ermüdung), Ermüdungsfestigkeit (insbesondere
oligozyklische Ermüdungsfestigkeit),
Beständigkeit
gegen die verschiedenen Korrosionsformen, Formbarkeit. In bestimmten
Fällen
und besonders bei Überschallflugzeugen
kann die Kriechfestigkeit kritisch sein.
-
Zur
Verbesserung des Kompromisses zwischen den einzelnen geforderten
Eigenschaften, insbesondere mechanische Festigkeit und Bruchzähigkeit,,.
wurden verschiedene alternative Lösungen vorgeschlagen. Boeing
entwickelte die Legierung 2034 mit der Zusammensetzung:
Diese
Legierung ist Gegenstand der Patentschrift
EP 0 031 605 (=
US 4 336 075 ). Sie besitzt im Vergleich
zur Legierung 2024 im Zustand T351 eine bessere spezifische Dehngrenze,
die auf den erhöhten
Mangangehalt und den Zusatz eines weiteren rekristallisationshemmenden
Legierungselementes (Zr) zurückzuführen ist,
sowie eine verbesserte Bruchzähigkeit
und Ermüdungsfestigkeit.
-
US 5 652 063 (Alcoa) betrifft
ein Flugzeugstrukturelement aus einer Legierung mit folgender Zusammensetzung
(Gew.-%):
-
-
Das
Blech aus dieser Legierung im Zustand T8 weist eine Dehngrenze > 77 ksi (531 MPa) auf.
Die Legierung ist vor allem für Überschallflugzeuge
bestimmt.
-
EP 0 473 122 (=US 5 213
639) von Alcoa beschreibt eine bei der Aluminium Association unter
2524 registrierte Legierung mit der Zusammensetzung:
Si < 0,10 Fe < 0,12 Cu: 3,8 – 4,5 Mg:
1,2 – 1,8
Mn: 0,3 – 0,9,
die eventuell ein weiteres, rekristallisationshemmendes Legierungselement
(Zr, V, Hf, Cr, Ag oder Sc) enthalten kann. Diese Legierung ist
vor allem für
dünne Rumpfbleche
bestimmt und weist im Vergleich zur Legierung 2024 eine verbesserte
Bruchzähigkeit
und ein verbessertes Rissausbreitungsverhalten auf.
-
Die
Patentanmeldung
EP 0 731 185 der
Anmelderin betrifft eine später
unter der Nummer 2024A registrierte Legierung mit der Zusammensetzung:
Si < 0,25 Fe < 0,25 Cu: 3,5 – 5 Mg:
1 – 2
Mn < 0,55 mit der
Beziehung 0 < Mn – 2Fe < 0,2. Die dicken
Bleche aus dieser Legierung weisen unter Beibehaltung ihrer anderen
Eigenschaften sowohl eine verbesserte Bruchzähigkeit als auch weniger Restspannungen
auf.
-
Das
Patent
US 5 593 516 (Reynolds)
betrifft eine Legierung für
luftfahrttechnische Anwendungen mit 2,5 bis 5,5 % Cu und 0,1 bis
2,3 % Mg, bei der die Cu- und Mg-Gehalte unter ihrer Löslichkeitsgrenze
in Aluminium gehalten und durch folgende Gleichungen gebunden sind:
Cu
max = 5,59 – 0,91 Mg und Cu
min =
4,59 – 0,91
Mg. Die Legierung kann zusätzlich
enthalten:
Zr< 0,20%
V<0,20% Mn<0,80% Ti<0,05% Fe<0,15%
Si < 0,10 %.
-
Die
Patente
US 5 376 192 und
US 5 512 112 , die aus der
gleichen Erstanmeldung hervorgehen, betreffen Legierungen dieser
Art mit 0,1 bis 1 % Silber. Es sei angemerkt, dass der Einsatz von
Silber bei dieser Legierungsart zu einer Erhöhung der Herstellungskosten
und zu Problemen beim Recyceln des Herstellungsabfalls führt.
-
In
der Patentanmeldung
EP
1 170 394 A2 (Alcoa) sind vier AlCu-Legierungen mit jeweils
folgender Zusammensetzung beschrieben:
-
-
Das
Patent lehrt, wie diese Produkte zu Blechen verarbeitet werden,
die ein Gefüge
mit länglichen
Körnern
besitzen, in dem die Körner
ein Verhältnis
von Länge
zu Dicke größer als
4 aufweisen. Dieses Erzeugnis hat aufgrund seines sehr spezifischen
Mikrogefüges
und seiner ebensolchen Textur gute Festigkeits- und Schadentoleranzeigenschaften.
Ein Nachteil dieser Legierungen besteht darin, dass sie auf hochreinem
Aluminium basieren (sehr geringer Silizium- und Eisengehalt), das
teuer ist. Ein anderes Patent des gleichen Anmelders,
US 5,630,889 , offenbart ein Blech
im Zustand T6 oder T8 aus AlCuMg-Legierung mit:
Cu 4,66 , Mg
0,81 , Mn 0,62 , Fe 0,06 , Si 0,04 , Zn 0,36 %.
-
Eine
Beimischung von Silber verbessert die Eigenschaften dieser Legierung.
Allerdings ist Silber ein teures Element, das auch die Möglichkeiten
zum Recyceln der so erhaltenen Erzeugnisse und der bei ihrer Herstellung
anfallenden Abfälle
begrenzt, wodurch sich die Herstellungskosten noch mehr erhöhen.
-
Ziel
der vorliegenden Erfindung ist es, Flugzeugstrukturelemente und
insbesondere Rumpfelemente aus AlCuMg-Legierung herzustellen, die
im Vergleich zur älteren
Technik eine verbesserte Schadentoleranz, eine zumindest gleichgute
mechanische Festigkeit und eine verbesserte Korrosionsbeständigkeit
aufweisen, und zwar ohne dabei auf Legierungselemente zurückzugreifen,
die teuer sind und beim Recyceln störend wirken.
-
Gegenstand der
Erfindung
-
Die
Erfindung betrifft ein Knetprodukt, insbesondere ein Walz-, Strangpress- oder Schmiedeprodukt aus
AlCuMg-Legierung der Zusammensetzung (Gew.%):
Cu 3,80 – 4,30 ,
Mg 1,25 – 1,45
, Mn 0,20 – 0,50
, Zn 0,40 – 1,30
, Zr ≤ 0,05,
Fe<0,15 , Si<0,15 , Ag<0,01,
weitere
Elemente jeweils < 0,05
und insgesamt < 0,15,
Rest Al, wobei dieses Produkt lösungsgeglüht, abgeschreckt
und kaltumgeformt werden kann mit einer bleibenden Verformung von
0,5 bis 15 %, bevorzugt 1 bis 5 % und besonders bevorzugt 1,5 bis
3,5 %. Die Kaltumformung kann durch kontrolliertes Recken und/oder Kaltbearbeitung
wie Walzen oder Ziehen erfolgen.
-
Die
Erfindung betrifft auch ein Strukturelement für den Flugzeugbau, insbesondere
ein Rumpfbauteil für
Luftfahrzeuge, das aus einem solchen Knetprodukt und insbesondere
aus einem solchen Walzprodukt hergestellt wird.
-
Beschreibung
der Erfindung
-
Soweit
nicht anders angegeben, sind alle Angaben zur chemischen Zusammensetzung
der Legierungen in Masseprozent ausgedrückt. In einem mathematischen
Ausdruck bedeutet folglich "0,4
Zn": 0,4-facher Zinkgehalt,
ausgedrückt
in Masseprozent ; dies gilt entsprechend auch für die anderen chemischen Elemente. Die
Bezeichnung der Legierungen entspricht den Regeln der Aluminium
Association. Die Werkstoffzustände sind
in der europäischen
Norm EN 515 definiert. Soweit nicht anders angegeben, werden die
statischen Festigkeitseigenschaften, d.h. Bruchfestigkeit Rm, Elastizitätsgrenze Rp0,2 und
Bruchdehnung A, durch einen Zugversuch gemäß EN-Norm 10002-1 bestimmt.
Der Begriff "Strangpressprodukt" schließt die sog. "Ziehprodukte" mit ein, d.h. die
durch Strangpressen und anschließendes Ziehen hergestellten
Produkte.
-
Bei
den AlCuMg-Legierungen älterer
Technik, die bei der Herstellung von Strukturbauteilen für Flugzeugrümpfe die
besten Leistungen zeigen, wird ein gutes Bruchzähigkeitsniveau durch Festlegung
sehr niedriger Eisen- und Siliziumanteile sowie durch niedrig gehaltene
Kupfer- und Magnesiumgehalte erreicht, um das Inlösunggehen
grober intermetallischer Partikel zu erleichtern. Um ein ausreichendes
Festigkeitsniveau zu erzielen, neigt der Fachmann dazu, einen hohen
Gehalt an Mangan zu bewahren, da Mangan zur Härtung der Legierung beiträgt. Fast
alle Legierungen der Serie 2xxx enthalten nicht mehr als 0,25 %
Zink.
-
Der
Kupfergehalt der erfindungsgemäßen Legierung
beträgt
3,80 bis 4,30 und vorzugsweise 4,05 bis 4,30 %; er liegt demnach
in der unteren Hälfte
des Zusammensetzungsbereichs der Legierung 2024, um den Restvolumenanteil an
groben Kupferpartikeln niedrig zu halten. Aus dem gleichen Grund
ist auch der Magnesiumgehalt, der zwischen 1,25 und 1,45 % und vorzugsweise
zwischen 1,28 und 1,42 % liegen muss, im Vergleich zu dem der Legierung
2024 nach unten verschoben. Der Mangangehalt wird zwischen 0,20
und 0,50 %, bevorzugt zwischen 0,30 und 0,50 % und besonders bevorzugt
zwischen 0,35 und 0,48 % gehalten. Zur Umsetzung der Erfindung braucht
nicht mehr als 0,05 % Zirkon beigemischt werden.
-
Die
vorliegende Erfindung erfordert eine sorgfältige Kontrolle des Zinkgehaltes,
da die Legierung wenig Kupfer, Magnesium und Mangan enthält. Der
Zinkgehalt muss zwischen 0,40 und 1,30 %, bevorzugt zwischen 0,50
und 1,10 und besonders bevorzugt zwischen 0,50 und 0,70 % liegen.
Bei einer vorteilhaften Ausführungsart
sollte bei einem Kupfer-, Magnesium- und Mangangehalt von weniger
als 4,20 bzw. 1,38 bzw. 0,42 % der Zinkgehalt mindestens gleich
(1,2Cu – 0,3Mn
+ 0,3Mn – 3,75)
sein.
-
Den
Feststellungen der Anmelderin zufolge führt dieser geringe Gehalt an
Kupfer, Magnesium und Mangan und der Zusatz einer exakt kontrollierten
Menge von Zink unter Verwendung geeigneter Umsetzungsverfahren zu
Blechen, die in etwa die gleiche mechanische Festigkeit, jedoch
eine bessere Schadentoleranz verglichen mit Blechen ohne diesen
Zinkzusatz haben, sowie zu einer zumindest Bleichguten Formbarkeit
und einer besseren Korrosionsbeständigkeit.
-
Die
Silizium- und Eisengehalte werden im Hinblick auf eine gute Bruchzähigkeit
jeweils unter 0,15 %, vorzugsweise unter 0,10 % gehalten. Dem Fachmann
ist bekannt, dass die Verminderung des Eisen- und Siliziumgehaltes
die Schadentoleranz der im Flugzeugbau eingesetzten AlCuMg- und
AlZnMgCu-Legierungen verbessert
(cf. Artikel von J.T. Staley, "Microstructure
and Toughness of High Strength Aluminium Alloys", erschienen in "Properties Related to Fracture Toughness", ASTM STP605, ASTM,
1976, S. 71-103). Allerdings erweist sich der Schadentoleranzgewinn
aufgrund der Verwendung eines Aluminiums mit weniger als 0,06 % Eisen
und Silizium nur in ganz besonderen Fällen (je nach Legierungsart
und vorgesehener Anwendung) als hoch genug, um valorisiert werden
zu können.
Für die
Umsetzung der vorliegenden Erfindung ist es nicht erforderlich,
dass der Eisen- und Siliziumgehalt jeweils unter 0,06 % liegt, denn
in dem gewählten
Zusammensetzungsbereich ist die Schadentoleranz sehr gut.
-
Schließlich enthält die Legierung
im Gegensatz zu den in den Patenten
US
5 376 192 ,
US 5 512
112 und
US 5 593 516 beschriebenen
Legierungen keinen Silberzusatz und auch kein anderes Element, das
die Produktionskosten der Legierung erhöhen und die anderen, am gleichen
Ort hergestellten Legierungen durch Recyceln der Herstellungsabfälle verschmutzen
könnte.
-
Das
bevorzugte Herstellungsverfahren umfasst das Gießen von Platten, falls das
herzustellende Produkt ein Walzblech ist, oder von Pressbarren,
falls es sich um ein Strangpressprodukt oder ein Schmiedestück handelt.
Die Platte bzw. der Barren wird gefräst und bei 450 bis 500°C homogenisiert.
Dann erfolgt die Warmbearbeitung durch Walzen, Strangpressen oder
Schmieden, an die sich eventuell zusätzlich eine Kaltbearbeitung
anschließt.
Das Walz-, Strangpress- oder Schmiedeprodukt wird danach bei 480
bis 505°C
lösungsgeglüht, und
zwar so vollständig
wie möglich,
d.h. so, dass möglichst
viele potentiell lösliche
Phasen, insbesondere die Al2Cu- und Al2CuMg-Ausscheidungen
tatsächlich
in Lösung
gehen. Die Qualität
der Lösungsglühung kann
durch enthalpische Differentialanalyse (AED) bewertet werden, indem
die spezifische Energie mit Hilfe der Peakfläche auf dem Thermogramm gemessen
wird. Diese spezifische Energie sollte vorzugsweise weniger als
2 J/g betragen.
-
Danach
wird mit kaltem Wasser abgeschreckt und dann eine Kaltumformung
vorgenommen, die zu einer bleibenden Dehnung von 0,5 bis 15 % führt. Diese
Kaltumformung kann ein kontrolliertes Recken mit einer bleibenden
Dehnung von 1 bis 5 % sein, wodurch das Produkt den Zustand T351
annimmt. Bevorzugt wird ein kontrolliertes Recken mit einer bleibenden
Verlängerung
von 1,5 bis 3,5 %. Es kann auch eine Kaltbearbeitung sein, durch
Walzen im Falle von Blechen bzw. Ziehen bei Profilen, mit einer
bleibenden Dehnung von bis zu 15 %, wodurch das Produkt den Zustand
T39 oder den Zustand T3951 annimmt, wenn man Walzen oder Ziehen
mit Recken kombiniert. Das Produkt wird schließlich bei Raumtemperatur ausgelagert.
Das sich zum Schluss ergebende Mikrogefüge ist generell weitgehend
rekristallisiert und weist relativ feine, globulitische Körner auf.
-
Das
Produkt gemäß der vorliegenden
Erfindung eignet sich gut für
die Verwendung als Strukturbauteil für Luftfahrzeuge, zum Beispiel
als Bauteil für
die Außenhaut
von Flugzeugrümpfen
und insbesondere als Bauteil für
die aus Blechen bestehende Deckschicht (Außenhaut) von Flugzeugrümpfen. Diese
vorzugsweise plattierten Bleche sind 1 bis 16 mm dick und gut beständig gegen
interkristalline Korrosion und Korrosion in Nietverbindungen. Sie
haben eine Bruchfestigkeit in Längsrichtung
und/oder Quer-Längsrichtung
größer als
430 MPa und bevorzugt größer als
440 MPa sowie eine Elastizitätsgrenze
in Längsrichtung
und/oder Quer-Längsrichtung
größer als
300 MPa und bevorzugt größer als
320 MPa. Sie besitzen eine gute Formbarkeit (Bruchdehnung in Längsrichtung
und/oder Quer-Längsrichtung
größer als
19 % und bevorzugt größer als
20 %) und eine Schadentoleranz Kr, berechnet aus einer nach ASTM
E 561 bei einem Wert Δaeff von 60 mm erhaltenen R-Kurve, größer als
165 MPa√m
in Quer-Längsrichtung
und Längs-Querrichtung
und größer als
180 MPa√m in
Längs-Querrichtung,
sowie eine Rissausbreitungsgeschwindigkeit da/dN, ermittelt nach
der Norm ASTM E 647 in Quer-Längsrichtung
oder Längs-Querrichtung bei
einem Wert ΔK
von 50 MPa√m,
kleiner als 2,5.10–2 mm / Zyklus (und bevorzugt
kleiner als 2,0 10–2 mm / Zyklus) und ein
Lastverhältnis
R = 0,1. Diese Art von Kompromiss eignet sich besonders gut für die Rumpfbeschichtung.
Das erfindungsgemäße Blech
kann ein Blech sein, das zumindest einseitig mit einer Legierung
der Serie 1 xxx und vorzugsweise mit einer Legierung aus der Gruppe
der Legierungen 1050, 1070, 1300 und 1145 plattiert ist.
-
Aufgrund
der Tatsache, dass die Nietung die gebräuchlichste Verbindungsart für Rumpfhäute ist,
werden für
die Anwendung als Rumpfbeschichtung erfindungsgemäße plattierte
Bleche bevorzugt, die besonders beständig gegen galvanische Korrosion
in Nietverbindungen sind. Besonders bevorzugt sind plattierte Bleche mit
einem galvanischen Korrosionsstrom < 4uA/cm² und vorzugsweise < 2,5 uA/cm² bei einer
Expositionszeit von bis zu 200 Stunden während Korrosionsprüfungen in
einer Nietverbindung, bei denen die Kernlegierung in eine nicht
entlüftete
Lösung
mit 0,06 M NaCl und die Plattierungslegierung in eine durch Stickstoffspülung entlüftete Lösung mit
0,02 M AlCl3 eingebracht wird.
-
In
den nachfolgenden Beispielen werden zur Erläuterung vorteilhafte Ausführungsarten
der Erfindung beschrieben.
-
Beispiele
-
Beispiel 1
-
Es
wurden vier Legierungen NO, N1, N2 und N3 mit erfindungsgemäßen chemischen
Zusammensetzungen hergestellt. Das flüssige Metall wurde zunächst im
Warmhalteofen durch Einblasen von Gas mit einem unter dem Markennamen
IRMA bekannten Rotor und dann in einer Pfanne der Marke Alpur behandelt.
Die Raffination erfolgte in-line, d.h. zwischen Warmhalteofen und
Alpur-Pfanne, unter Verwendung von AT5B-Draht (0,7 kg/t für NO, N1
et N3, 0,3 kg/t für
N2). Es wurden 3 m lange Platten mit dem Querschnittsformat 1450
mm × 377
mm gegossen (außer
N3: 1450 × 446
mm). Sie wurden während
10h bei 350°C
entspannt.
-
Es
wurden auch Platten aus der Legierung 2024 älterer Technik (Legierungen
E und F) nach dem gleichen Verfahren hergestellt.
-
Die
chemischen Zusammensetzungen der Legierungen NO, N1, N2, N3, E und
F, die spektrometrisch an einer dem Gießkanal entnommenen Butze bestimmt
wurden, sind in Tabelle 1 zusammengestellt:
-
Tabelle
1: Chemische Zusammensetzung
-
In
allen Fällen
macht die Plattierung aus der Legierung 1050 etwa 2 % der Gesamtdicke
aus.
-
Bei
den Legierungen älterer
Technik (Legierungen E und F) wurden die Platten auf etwa 450°C erwärmt und
dann im Reversierwalzwerk bis auf eine Dicke von ca. 20 mm warmgewalzt.
Die so erhaltenen Bänder
wurden dann in einem dreigerüstigen
Tandemwalzwerk bis auf eine Enddicke von etwa 5 mm flachgewalzt und
dann gehaspelt (bei Temperaturen von 320°C bzw. 260°C für die Legierungen F bzw. E).
Im Falle der Legierung F wurde das so erhaltene Band bis auf 3,2
mm kaltgewalzt. Es wurden Bleche ausgeschnitten, im Salzbadofen
bei einer Temperatur von 498,5°C
für eine
Dauer von 30 min (Blech E von 5 mm Dicke) bzw. 25 min (Blech F von
3,2 mm Dicke) lösungsgeglüht und dann
fertigbearbeitet (Glätten
und anschließendes
kontrolliertes Recken mit einer bleibenden Dehnung von 1,5 bis 3
%).
-
Was
die erfindungsgemäßen Legierungen
betrifft, wurde die Platte NO folgendem Homogenisierungsvorgang
unterworfen:
8h bei 495°C
+ 12h bei 500°C
(Nominalwerte), während
die Legierungen N1, N2 und N3 12h bei 500°C homogenisiert wurden..
-
Nach
Erwärmung
(ca. 18h bei 425 bis 445°C)
wurden die Platten bis auf eine Dicke von etwa 90 mm warmgewalzt
(Eingangstemperatur: 413°C).
Das so erhaltene Band NO wurde dann quer zur Walzrichtung geteilt.
Es entstanden folglich zwei Bänder
mit der Bezeichnung N01 und N02. Diese Bänder wurden in einem dreigerüstigen Tandem-Warmwalzwerk
bis auf eine Enddicke von 6 mm flachgewalzt (Haspeltemperatur ca. 320 – 325°C).
-
Eine
Platte aus der Legierung N1 und N3 und eine Platte aus der Legierung
N3 wurden auf 5,5 mm warmgewalzt und dann auf 3,2 mm Enddicke kaltgewalzt
; eine weitere Platte aus der Legierung N1 wurde auf 4,5 mm warmgewalzt
und auf 1,6 mm Enddicke kaltgewalzt.
-
Eine
Platte aus der Legierung N2 wurde auf eine Enddicke von 6 mm warmgewalzt
(Haspeltemperatur in Tandem 270°C).
-
Das
Band N01 wurde nicht nachgewalzt, während das Band N02 auf eine
Enddicke von 3,2 mm kaltnachgewalzt wurde.
-
Die
Bleche wurden nach dem Zuschneiden in einem Salzbadofen lösungsgeglüht (Dicke
6 mm: 60 Minuten bei 500°C,
Dicke 3,2 mm: 40 Minuten bei 500°C,
Dicke 1,6 mm: 30 Minuten bei 500°C)
und anschließend mit
23°C warmem
Wasser abgeschreckt. Nach dem Abschrecken wurden die Bleche geglättet und
mit einer kumulierten bleibenden Dehnung von 1,5 bis 3,5 % gereckt.
Die Wartezeit zwischen Abschrecken und Glätten betrug maximal 6 Stunden.
-
Mit
einem Zugversuch nach EN 10002-1 wurden die Bruchfestigkeit Rm (in MPa), die Dehngrenze bei nicht proportionaler
Verlängerung
Rp0,2 (in MPa) und die Bruchdehnung A (in
%) gemessen.
-
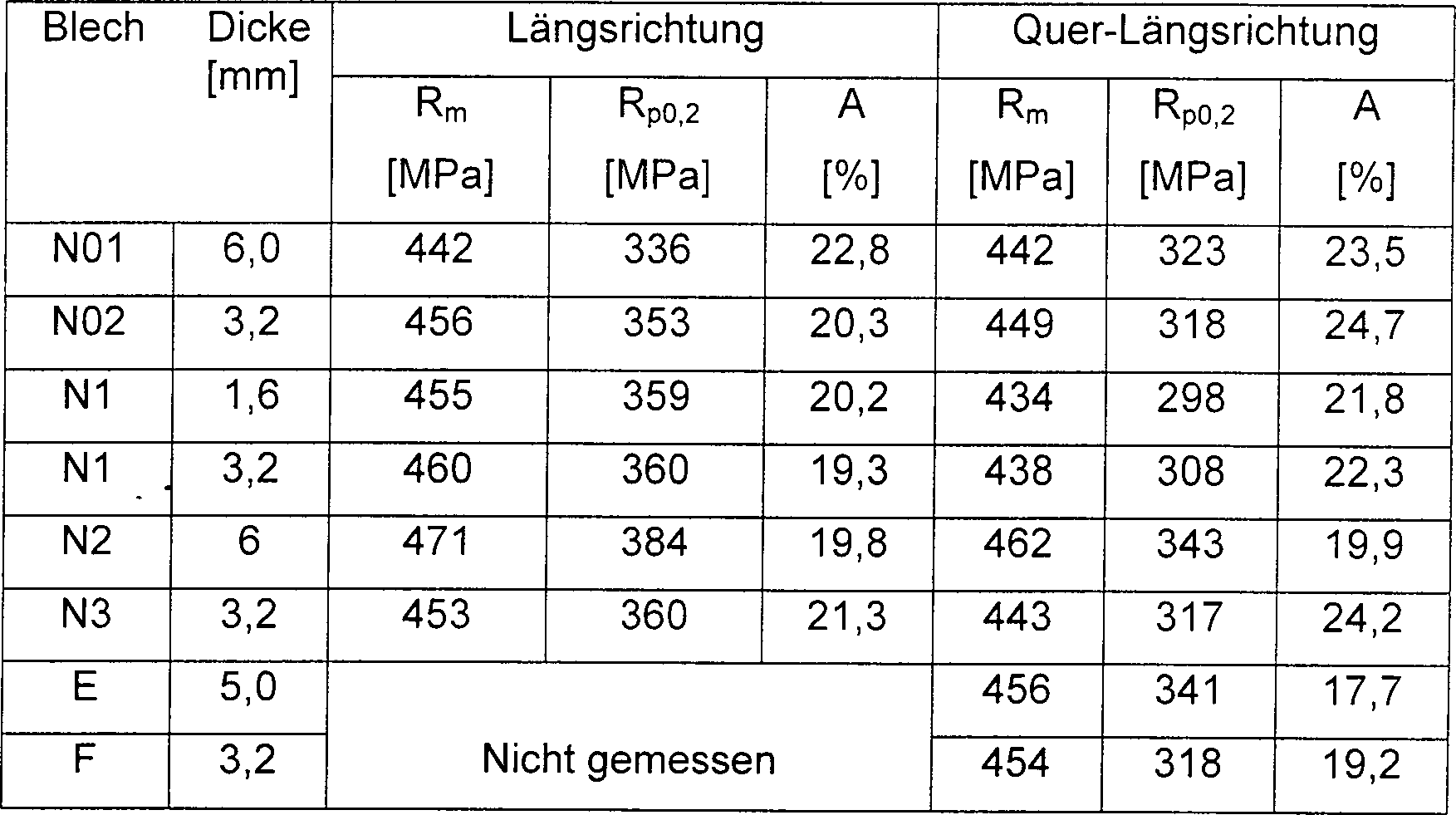
Die
Messergebnisse zu diesen statischen Festigkeitseigenschaften im
Zustand T351 sind in Tabelle 2 dargestellt.
-
Tabelle
2: Statische Festigkeitseigenschaften
-
Die
Formbarkeit, die durch die Plastizität beim Recken gekennzeichnet
ist (Wert der Dehnung A), scheint bei der erfindungsgemäßen Legierung
besser zu sein, und zwar für
die beiden betrachteten Dicken. Die Formbarkeit der Bleche in Dicken
ab 4 mm aufwärts
wurde auch mit Hilfe der LDH-Prüfung
(Limit Dome Height) an Querschnittsformaten 500 mm × 500 mm
im Zustand T351 bestimmt. Dabei wurden folgende Ergebnisse erhalten:
| Blech
N01 (Dicke 6 mm): | LDH
= 81 mm |
| Blech
E (Dicke 5 mm): | LDH
= 75 mm. |
-
Dies
bestätigt
die bessere Formbarkeit der erfindungsgemäßen Legierung.
-
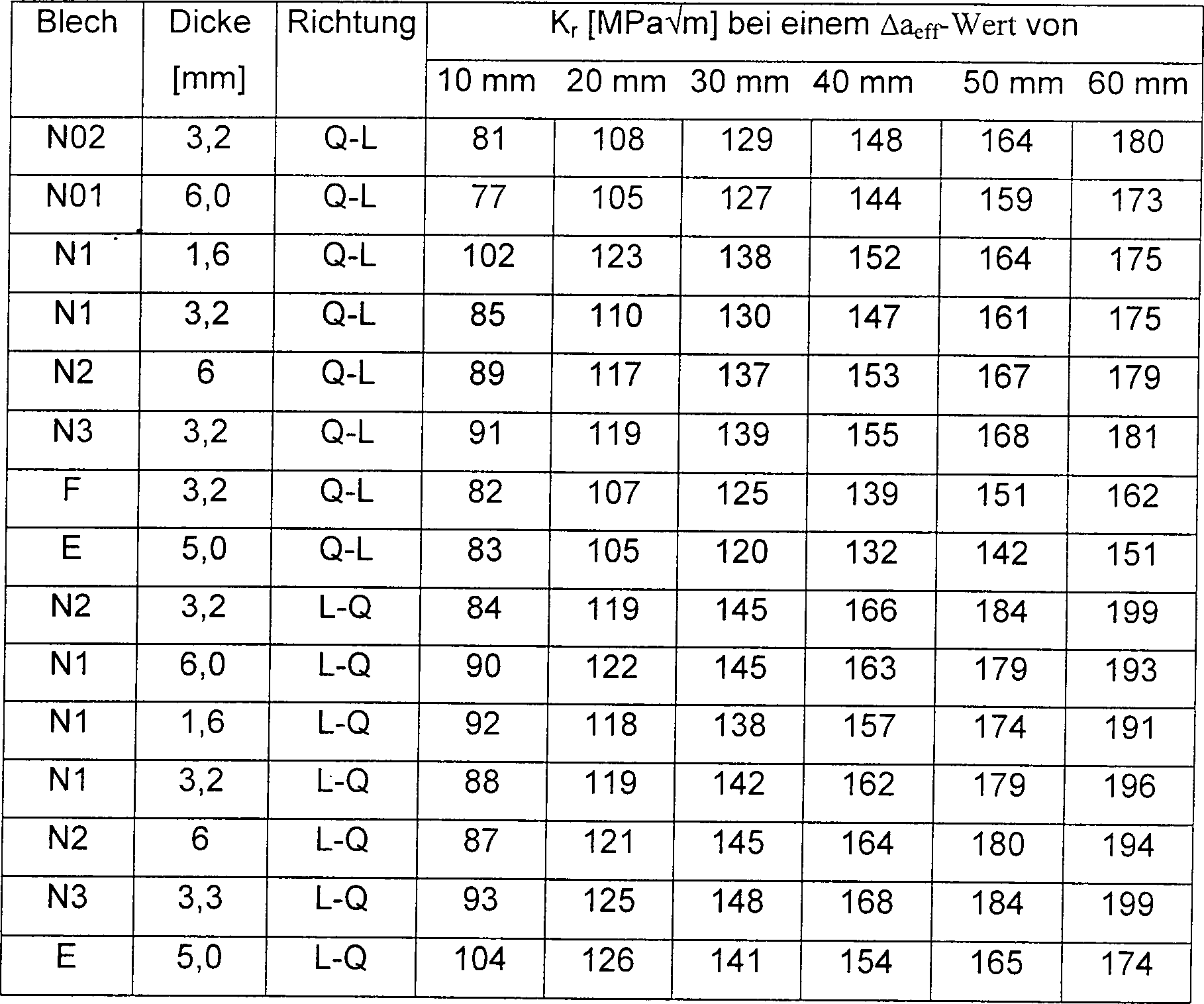
Die
Schadentoleranz wurde nach mehreren Methoden bestimmt. Die R-Kurve
wurde gemäß ASTM E 561
an CCT-Proben gemessen, Breite W = 760 mm, 2a0 = 253 mm, e = Blechdicke,
mit Steuerung der Kolbenbewegung und einer Reckgeschwindigkeit von
1 mm/min unter Verwendung einer verformungsverhindernden Vorrichtung
aus Stahl. Die Proben waren in Quer-Längsrichtung
und längs-Querrichtung
entnommen worden. Der Kr Wert[MPa√m] wurde
für verschiedene Δaeff-Werte [mm] ermittelt. Die Ergebnisse
sind in Tabelle 3 aufgeführt.
-
Tabelle
3 : Ergebnisse der R-Kurve-Prüfung
-
Es
stellt sich heraus, dass das erfindungsgemäße Produkt bei hohen Δaeff-Werten über dem
Standardprodukt aus der Legierung 2024 liegt.
-
Das
erfindungsgemäße Produkt
weist somit im Falle einer rissigen Platte eine bessere Bruchfestigkeit auf.
-
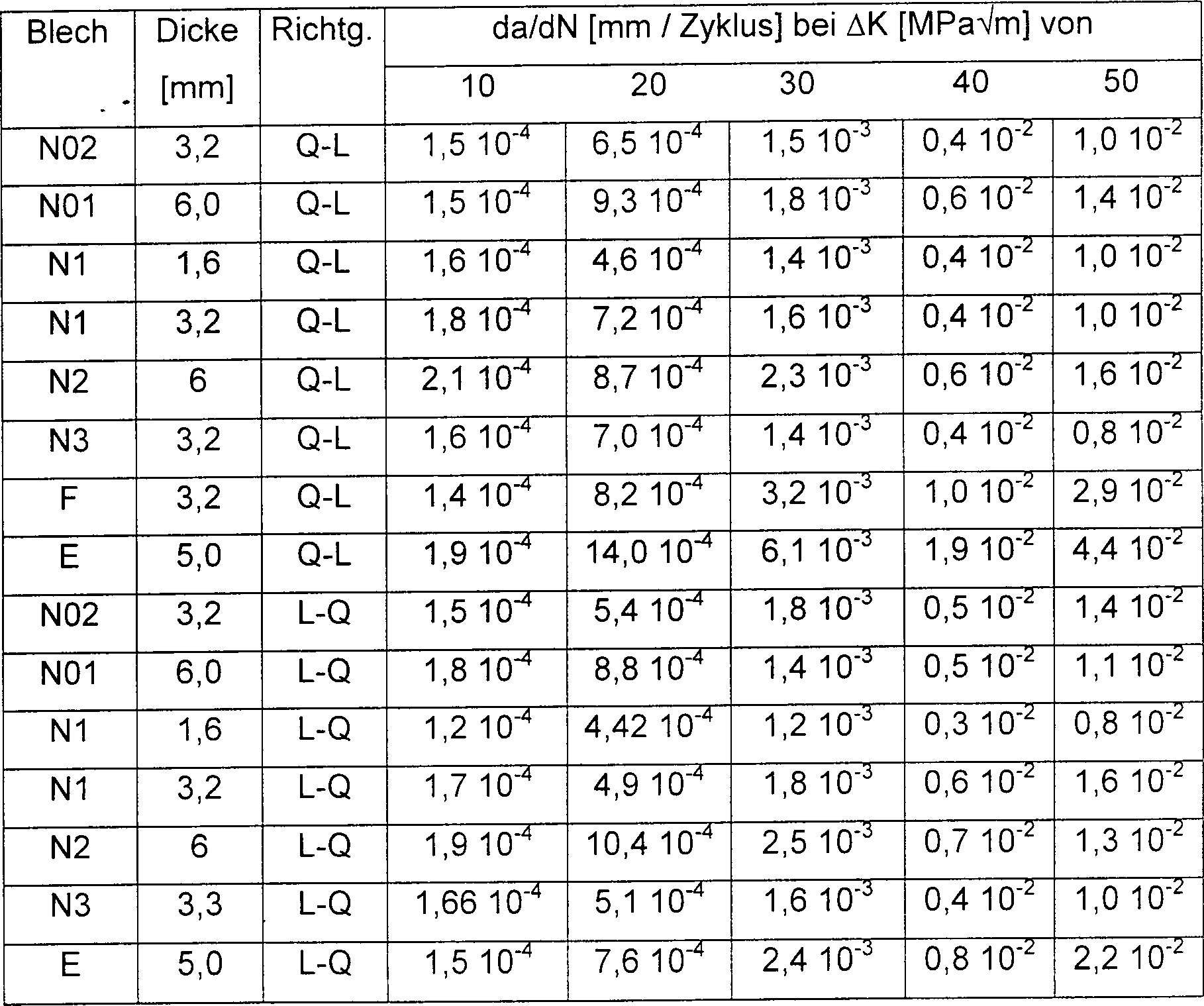
Die
Rissausbreitungsgeschwindigkeit da/dN (in mm / Zyklus) für verschiedene ΔK-Werte (ausgedrückt in MPa√m) wurde
gemäß ASTM E
647 an in Quer-Längsrichtung
und längs-Querrichtung
entnommenen CCT-Proben bestimmt, Breite W = 400 mm, 2a0 = 4 mm,
e = Blechdicke, bei R = 0,1 und mit einer Höchstzugspannung von 120 MPa
und einer verformungsverhindernden Vorrichtung für die weniger als 3,2 mm dicken Proben.
Die Ergebnisse sind in Tabelle 4 angegeben.
-
Tabelle
4: Ergebnisse der Rissausbreitungsgeschwindigkeit
-
Es
wird festgestellt, dass die Bleche aus 2024 insbesondere bei ΔK≥20 MPa√m eine
zwei- oder dreimal höhere
Rissausbreitungsgeschwindigkeit als das erfindungsgemäße Produkt
aufweisen. Letzteres gestattet folglich längere Inspektionsintervalle
(bei gegebener Strukturmasse) oder leichtere Strukturen bei festgelegtem
Inspektionsintervall.
-
Was
die R-Kurven und die ΔK-Werte
betrifft, ist anzumerken, dass die bezeichnendsten Werte für das Verhalten
einer reellen Struktur eines Luftfahrzeugs im Bereich zwischen 15
und 60 MPa√m
liegen.
-
Denn
die Ermüdungsspannungen
in einer Rumpfaußenhaut
betragen generell etwa 50 bis 100 MPa bei detektierbaren Fehlern
von 20 bis 50 mm, da K = σ √(πa) ist, wobei σ die Spannung
und der Parameter a die Größe des Fehlers
ist.
-
Bei
einem Abstand zwischen den Versteifungen von mehr als 100 mm sind
die K-Werte bei Bruch bei einer Höchstlast von über 200
MPa für
die beschriebenen R-Kurven höher
als etwa 120 MPa√m,
mit scheinbaren K-Werten
(Kr) oberhalb 110 MPa√m. Dies bedeutet, dass der
dimensionierende Teil der R-Kurve aus Punkten besteht, die einer
statischen Rissausbreitung Δaeff von über
20 mm entsprechen.
-
Es
wurde auch die Korrosionsbeständigkeit
der Bleche bestimmt. Demnach weist die erfindungsgemäße Legierung
in sich, d.h. nach Entfernen der Plattierung durch Bearbeitung,
eine gemäß ASTM G
110 ermittelte interkristalline Korrosionsbeständigkeit auf, die weitgehend
der der Referenzlegierung 2024 entspricht.
-
Bei
plattierten Blechen führte
die nach ASTM G 69 durchgeführte
Messung des Korrosionspotentials in Kern und Plattierung zu den
in der nachfolgenden Tabelle 5 angegebenen Ergebnissen. Diese Ergebnisse unterscheiden
sich nicht wesentlich, was den Potentialunterschied zwischen Kern
und Plattierung betrifft (Merkmal des kathodischen Schutzvermögens einer
Plattierung). Dies ist insofern überraschend,
als in Übereinstimmung
mit den veröffentlichten
Informationen (siehe insbesondere "ASM Handbook", 9. Auflage, Bd. 13, "Corrosion", Seite 584, 5) der Zusatz von Zink in einer Aluminiumlegierung
das Korrosionspotential deutlich herabsetzt, was zur Folge hätte haben
müssen,
dass der Potentialunterschied zwischen Kern und Plattierung aus
der erfindungsgemäßen Legierung
vermindert wird.
-
Tabelle
5: Potentiale [mV / ECS] und Potentialunterschiede [mV]
-
sDagegen
wird überraschenderweise
festgestellt, dass sich das erfindungsgemäße Produkt bei einer Korrosionsprüfung mittels
galvanischer Kopplung in einer Nietverbindung bedeutend besser verhält. Den
Feststellungen der Anmelderin zufolge ist diese Prüfung, die
zum Beispiel in der Patentschrift
EP 0 623 462 B1 beschrieben wurde, besonders
relevant, wenn die Eignung plattierter Bleche für den Einsatz im Flugzeugbau bewertet
werden soll. Bei der Prüfung
wird der sich auf natürliche
Weise zwischen der Anode (Plattierungslegierung in einer Zelle mit
AlCl
3-Lösung
(0,02 M, entlüftet
durch Stickstoffspülung))
und der Kathode (Kernlegierung in einer Zelle mit NaCl-Lösung (0,06 M, belüftet)) aufbauende
Strom gemessen, wobei eine Salzbrücke für den elektrolytischen Kontakt
zwischen den beiden Zellen sorgt. Die beiden Elemente (Plattierung
und Kern) haben die gleiche Fläche
(2,54 cm²).
Die Kopplungsstromdichten werden während der gesamten Prüfungsdauer
registriert. Dabei stellt sich heraus, dass der Strom nach ca. 55
Stunden einen Höchstwert
erreicht und sich während
der gesamten Prüfungsdauer
(200 h oder 14 Tage, je nach Probe) praktisch nicht mehr verändert. Die
Ergebnisse sind in Tabelle 6 zusammengestellt.
-
Tabelle
6: Elektrochemische Simulation der Verbindung
-
Zum
Vergleich geben die in der Patentschrift
EP 0 623 462 B1 beschriebenen
Beispiele für
die mit einer Legierung 1070 plattierte Standardlegierung 2024 einen
Höchststrom
von 3,1 uA/cm³an.
-
Es
wird festgestellt, dass das erfindungsgemäße Produkt (N1 und N2) einen
wesentlich geringeren Korrosionsstrom und Masseverlust als das Standardprodukt älterer Technik
aufweist. Dies verschafft bei bestimmten Anwendungen, zum Beispiel
Flugzeugstrukturelementen, einen wesentlichen Vorteil im Hinblick
auf die Lebensdauer.
-
Beispiel 2
-
Aus
warm- und eventuell kaltgewalzten Blechen (Zustand F) aus der erfindungsgemäßen Legierung (siehe
Beispiel 1) wurden weitere Werkstoffzustände in Form von Querschnittsformaten
mit den Dimensionen 600 mm (Längsrichtung) × 160 mm
(Quer-Längsrichtung) × Dicke
hergestellt. Die Walzbleche von 3,2 mm (kaltgewalzt) bzw. 6,0 mm
Dicke (warmgewalzt) wurden lösungsgeglüht, abgeschreckt,
kaltausgelagert und kontrolliert gereckt, wie in Tabelle 7 angegeben.
-
Tabelle
7: Herstellungsbedingungen für
die Bleche des Beispiels 2
-
Die
Blechbezeichnungen, die mit A, D, F und Ienden, entsprechen den
Zuständen
T351. Die verschiedenen Proben wurden durch Zugversuche (längs- und
Quer-Längsrichtung)
sowie durch Bruchzähigkeitsversuche
charakterisiert.
-
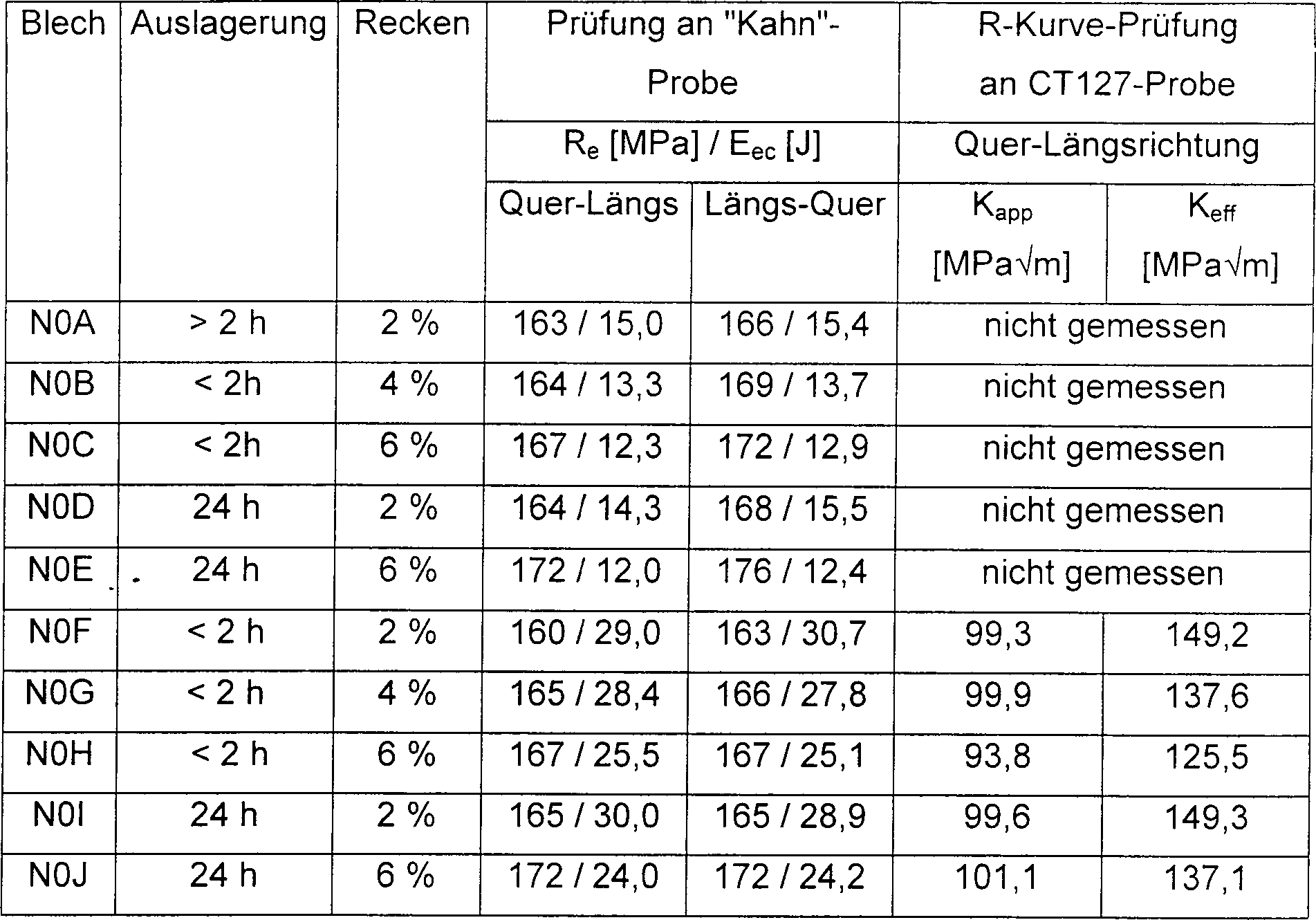
Die
Bruchzähigkeit
wurde zunächst
mit Hilfe der Höchstzugspannung
Re (in MPa) und der Fließenergie Eec nach
dem Kahn-Test bewertet. Die Kahnsche Spannung entspricht dem Verhältniswert
der Höchstzugspannung
Fmax, die die Probe auf dem Probenquerschnitt
aushalten kann (Produkt aus Dicke B mal Breite W). Die Fließenergie
wird als Fläche
unter der Kraft-Verschiebungskurve bis zur von der Probe ausgehaltenen Höchstzugspannung
Fmax bestimmt. Die Prüfung ist im Artikel "Kahn-Type Tear Test
and Crack Toughness of Aluminium Alloy Sheet", erschienen in der Fachzeitschrift
Materials Research & Standards,
April 1964, S. 151-155 beschrieben. Die für die Kahnsche Bruchzähigkeitsprüfung eingesetzte
Probe ist zum Beispiel in "Metals
Handbook", 8. Auflage,
Bd. 1, American Society for Metals, S. 241-242 beschrieben.
-
Die
Bruchzähigkeit
wurde auch für
6 mm dicke Bleche mit Hilfe einer R-Kurve-Prüfung
in Quer-Längsrichtung
bestimmt, allerdings an kleiner dimensionierten Proben als im Beispiel
1. Es wurden CT-Proben eingesetzt, Breite W = 127 mm, a0 =
38,5 mm, e = Blechdicke, mit Steuerung der Kolbenbewegung und einer Reckgeschwindigkeit
von 1 mm/min.
-
Die
verschiedenen Ergebnisse sind in den nachfolgenden Tabellen 8 und
9 aufgeführt.
-
Tabelle
8: Statische Festigkeitseigenschaften
-
Tabelle
9: Bruchzähigkeitseigenschaften
-
Beispiel 3
-
Nach
dem Beispiel 2 hergestellte Bleche wurden nach dem Abschrecken einer
5 %igen Kaltumformung (durch kontrolliertes Recken) unterworfen.
Die Tabellen 10 und 11 zeigen die Ergebnisse der Charakterisierungen.
-
Tabelle
10: Statische Festigkeitseigenschaften
-