DE69920703T2 - Papier oder pappe mit kompostierbarer beschichtung, verfahren zu deren herstellung und damit hergestellte produkte - Google Patents
Papier oder pappe mit kompostierbarer beschichtung, verfahren zu deren herstellung und damit hergestellte produkte Download PDFInfo
- Publication number
- DE69920703T2 DE69920703T2 DE69920703T DE69920703T DE69920703T2 DE 69920703 T2 DE69920703 T2 DE 69920703T2 DE 69920703 T DE69920703 T DE 69920703T DE 69920703 T DE69920703 T DE 69920703T DE 69920703 T2 DE69920703 T2 DE 69920703T2
- Authority
- DE
- Germany
- Prior art keywords
- polymer
- cardboard
- coated
- paper
- polylactide
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000576 coating method Methods 0.000 title claims abstract description 80
- 239000011248 coating agent Substances 0.000 title claims abstract description 73
- 238000000034 method Methods 0.000 title claims abstract description 9
- 238000004519 manufacturing process Methods 0.000 title abstract description 8
- 229920000747 poly(lactic acid) Polymers 0.000 claims abstract description 91
- 229920000642 polymer Polymers 0.000 claims abstract description 82
- 239000010410 layer Substances 0.000 claims abstract description 72
- 239000011087 paperboard Substances 0.000 claims abstract description 52
- 239000000123 paper Substances 0.000 claims abstract description 42
- 239000012790 adhesive layer Substances 0.000 claims abstract description 22
- 239000000463 material Substances 0.000 claims abstract description 15
- 229920002988 biodegradable polymer Polymers 0.000 claims abstract description 11
- 239000004621 biodegradable polymer Substances 0.000 claims abstract description 11
- 235000013611 frozen food Nutrition 0.000 claims abstract description 6
- 229920000229 biodegradable polyester Polymers 0.000 claims abstract description 3
- 239000004622 biodegradable polyester Substances 0.000 claims abstract description 3
- 239000011111 cardboard Substances 0.000 claims description 62
- 229920001634 Copolyester Polymers 0.000 claims description 19
- 239000005022 packaging material Substances 0.000 claims description 9
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 6
- 239000011707 mineral Substances 0.000 claims description 6
- 239000000203 mixture Substances 0.000 claims description 6
- 238000001125 extrusion Methods 0.000 claims description 5
- 229920002678 cellulose Polymers 0.000 claims description 4
- 102100031260 Acyl-coenzyme A thioesterase THEM4 Human genes 0.000 claims description 3
- 101000638510 Homo sapiens Acyl-coenzyme A thioesterase THEM4 Proteins 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 125000001931 aliphatic group Chemical group 0.000 claims description 2
- 235000020965 cold beverage Nutrition 0.000 claims description 2
- 235000012171 hot beverage Nutrition 0.000 claims description 2
- 239000000126 substance Substances 0.000 claims description 2
- 150000001408 amides Chemical class 0.000 claims 1
- 239000004615 ingredient Substances 0.000 claims 1
- 235000013305 food Nutrition 0.000 abstract description 10
- 230000035622 drinking Effects 0.000 abstract description 6
- 238000004806 packaging method and process Methods 0.000 abstract description 6
- 239000000853 adhesive Substances 0.000 description 14
- 230000001070 adhesive effect Effects 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 11
- 230000004888 barrier function Effects 0.000 description 8
- 238000007789 sealing Methods 0.000 description 7
- 239000002998 adhesive polymer Substances 0.000 description 6
- 229920006149 polyester-amide block copolymer Polymers 0.000 description 6
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 5
- 239000011247 coating layer Substances 0.000 description 5
- 239000000835 fiber Substances 0.000 description 5
- 238000000926 separation method Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 238000002474 experimental method Methods 0.000 description 4
- 229920000728 polyester Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- -1 Polyethylene Polymers 0.000 description 3
- 239000004372 Polyvinyl alcohol Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229920001684 low density polyethylene Polymers 0.000 description 3
- 239000004702 low-density polyethylene Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000035515 penetration Effects 0.000 description 3
- 229920002451 polyvinyl alcohol Polymers 0.000 description 3
- 229910021653 sulphate ion Inorganic materials 0.000 description 3
- 238000005303 weighing Methods 0.000 description 3
- 229920000219 Ethylene vinyl alcohol Polymers 0.000 description 2
- 229920000331 Polyhydroxybutyrate Polymers 0.000 description 2
- 241000779819 Syncarpia glomulifera Species 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015556 catabolic process Effects 0.000 description 2
- 229920002301 cellulose acetate Polymers 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000006731 degradation reaction Methods 0.000 description 2
- UFRKOOWSQGXVKV-UHFFFAOYSA-N ethene;ethenol Chemical compound C=C.OC=C UFRKOOWSQGXVKV-UHFFFAOYSA-N 0.000 description 2
- 239000004715 ethylene vinyl alcohol Substances 0.000 description 2
- 239000004816 latex Substances 0.000 description 2
- 229920000126 latex Polymers 0.000 description 2
- 239000008267 milk Substances 0.000 description 2
- 235000013336 milk Nutrition 0.000 description 2
- 210000004080 milk Anatomy 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001739 pinus spp. Substances 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 239000005015 poly(hydroxybutyrate) Substances 0.000 description 2
- 229920000218 poly(hydroxyvalerate) Polymers 0.000 description 2
- 239000012925 reference material Substances 0.000 description 2
- 229940036248 turpentine Drugs 0.000 description 2
- FERIUCNNQQJTOY-UHFFFAOYSA-M Butyrate Chemical compound CCCC([O-])=O FERIUCNNQQJTOY-UHFFFAOYSA-M 0.000 description 1
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Natural products CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 1
- 229920008347 Cellulose acetate propionate Polymers 0.000 description 1
- 241000287828 Gallus gallus Species 0.000 description 1
- 108010010803 Gelatin Proteins 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- XBDQKXXYIPTUBI-UHFFFAOYSA-M Propionate Chemical compound CCC([O-])=O XBDQKXXYIPTUBI-UHFFFAOYSA-M 0.000 description 1
- UGZICOVULPINFH-UHFFFAOYSA-N acetic acid;butanoic acid Chemical compound CC(O)=O.CCCC(O)=O UGZICOVULPINFH-UHFFFAOYSA-N 0.000 description 1
- AVMNFQHJOOYCAP-UHFFFAOYSA-N acetic acid;propanoic acid Chemical compound CC(O)=O.CCC(O)=O AVMNFQHJOOYCAP-UHFFFAOYSA-N 0.000 description 1
- 235000013361 beverage Nutrition 0.000 description 1
- 238000006065 biodegradation reaction Methods 0.000 description 1
- PXGPQCBSBQOPLZ-UHFFFAOYSA-N butanoic acid;propanoic acid Chemical compound CCC(O)=O.CCCC(O)=O PXGPQCBSBQOPLZ-UHFFFAOYSA-N 0.000 description 1
- 235000015155 buttermilk Nutrition 0.000 description 1
- 239000005018 casein Substances 0.000 description 1
- BECPQYXYKAMYBN-UHFFFAOYSA-N casein, tech. Chemical compound NCCCCC(C(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(CC(C)C)N=C(O)C(CCC(O)=O)N=C(O)C(CC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(C(C)O)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=N)N=C(O)C(CCC(O)=O)N=C(O)C(CCC(O)=O)N=C(O)C(COP(O)(O)=O)N=C(O)C(CCC(O)=N)N=C(O)C(N)CC1=CC=CC=C1 BECPQYXYKAMYBN-UHFFFAOYSA-N 0.000 description 1
- 235000021240 caseins Nutrition 0.000 description 1
- 229920006217 cellulose acetate butyrate Polymers 0.000 description 1
- 229920001727 cellulose butyrate Polymers 0.000 description 1
- 229920006218 cellulose propionate Polymers 0.000 description 1
- 229920001688 coating polymer Polymers 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000006071 cream Substances 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007865 diluting Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- 238000007765 extrusion coating Methods 0.000 description 1
- 235000011389 fruit/vegetable juice Nutrition 0.000 description 1
- 229920000159 gelatin Polymers 0.000 description 1
- 239000008273 gelatin Substances 0.000 description 1
- 235000019322 gelatine Nutrition 0.000 description 1
- 235000011852 gelatine desserts Nutrition 0.000 description 1
- 239000003292 glue Substances 0.000 description 1
- 239000004519 grease Substances 0.000 description 1
- 230000005764 inhibitory process Effects 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000010561 standard procedure Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 235000013618 yogurt Nutrition 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/10—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of paper or cardboard
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
- D21H27/38—Multi-ply at least one of the sheets having a fibrous composition differing from that of other sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/12—Coating on the layer surface on paper layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/716—Degradable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/726—Permeability to liquids, absorption
- B32B2307/7265—Non-permeable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/02—Temperature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2439/00—Containers; Receptacles
- B32B2439/70—Food packaging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/15—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state
- B32B37/153—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer being manufactured and immediately laminated before reaching its stable state, e.g. in which a layer is extruded and laminated while in semi-molten state at least one layer is extruded and immediately laminated while in semi-molten state
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/02—Chemical or chemomechanical or chemothermomechanical pulp
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/02—Chemical or chemomechanical or chemothermomechanical pulp
- D21H11/04—Kraft or sulfate pulp
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H19/00—Coated paper; Coating material
- D21H19/80—Paper comprising more than one coating
- D21H19/84—Paper comprising more than one coating on both sides of the substrate
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/10—Packing paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1303—Paper containing [e.g., paperboard, cardboard, fiberboard, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1379—Contains vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
- Y10T428/273—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.] of coating
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/27—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.]
- Y10T428/273—Web or sheet containing structurally defined element or component, the element or component having a specified weight per unit area [e.g., gms/sq cm, lbs/sq ft, etc.] of coating
- Y10T428/277—Cellulosic substrate
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/28—Web or sheet containing structurally defined element or component and having an adhesive outermost layer
- Y10T428/2813—Heat or solvent activated or sealable
- Y10T428/2817—Heat sealable
- Y10T428/2826—Synthetic resin or polymer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31786—Of polyester [e.g., alkyd, etc.]
- Y10T428/3179—Next to cellulosic
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31971—Of carbohydrate
- Y10T428/31993—Of paper
Landscapes
- Laminated Bodies (AREA)
- Wrappers (AREA)
- Paper (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
- Der Gegenstand dieser Erfindung ist eine) kompostierbare(s) polymerbeschichtete(s) Papier oder Pappe, wobei die Beschichtung als eine Komponente Polylactid enthält. Ein weiterer Gegenstand der Erfinung ist ein Verfahren zur Herstellung des betreffenden Papiers oder der betreffenden Pappe sowie eine Anzahl von Produkten, die aus dem Papier oder der Pappe hergestellt sind.
- Wasserfeste(s), polymerbeschichtete(s) Papier und Pappe werden üblicherweise als Verpackungsmaterial für Lebensmittel und als Einwegbehälter verwendet. Es wurden Beschichtungspolymere und darauf basierende multilamellare Beschichtungsstrukturen entwickelt, die der Verpackung eine gute Sauerstoff-, Wasserdampf- und Aromadichtigkeit verleihen, um eine gute Konservierung des verpackten Produktes sicherzustellen. Eine weitere Anforderung von in letzter Zeit wachsender Bedeutung, die an polymerbeschichtete Verpackungsmaterialien gestellt wird, ist ihre Bioabbaubarkeit. Diese beiden Ziele können jedoch nicht mit denselben Polymeren erreicht werden, weil die verwendeten effizient dichtenden Polymere wie EVOH oder Polyamid praktisch nicht bioabbaubar sind, während bei den kommerziellen bioabbaubaren Polymeren die dichtenden Eigenschaften mehr oder weniger fehlen. Beispiele für auf dem Markt befindliche bioabbaubare Polymere sind z.B. Polyhydroxybutyrat, Kunststoffe auf der Basis von Stärke und Polylactid (PLA), wobei letzteres aufgrund seiner einfachen Herstellung und seiner relativ guten dichtenden Eigenschaften bevorzugt wird.
- Die Verwendung von Polylactid als Beschichtung für Verpackungsmaterial ist z.B. aus der finnischen Patentanmeldung 951637 bekannt, die ein fettbeständiges Papier für die Verpackung von Lebensmitteln beschreibt, wobei Polylactid als ein mögliches Material für die bioabbaubare Polymerbeschichtung erwähnt wird. Gemäß dieser Publikation kann die Beschichtung auf dem Papier aus einer bioabbaubaren Polymerschicht oder aus einer Schichtstruktur aus zwei oder selbst drei Lagen aufeinander bestehen, wobei die verschiedenen Schichten ihre jeweils eigenen Funktionen haben. Das Ziel war, ein Verpackungspapier herzustellen, das gleichzeitig fett-, aroma-, gas- und wasserdampfdicht und bioabbaubar ist. Die Veröffentlichung enthält allerdings kein praktisches Anwendungsbeispiel mit Messdaten, auch offenbart die Veröffentlichung nicht, welche Rolle das bioabbaubare Polylactid in einer multilamellaren Beschichtung spielen könnte.
- Eine spezifischere Beschreibung der Verwendung von Polylactid in einem Verpackungsmaterial kann der europäischen Patentanmeldung 0514137 entnommen werden, die polylactidbeschichtete(s) bioabbaubare(s) Verpackungspapier oder Pappe für die Verpackung von Flüssigkeiten beschreibt. Das Papier oder die Pappe kann zunächst mit einer bioabbaubaren haftvermittelnden Bindemittelschicht, die Leim, Gelatine, Casein oder Stärke sein kann, beschichtet werden, woraufhin die Polylactidschicht auf die Bindemittelschicht aufgebracht wird. Allerdings erfordern gemäß dieser Veröffentlichung nicht alle Papiertypen die Verwendung eines Bindemittels. In den in der Veröffentlichung aufgeführten Beispielen ist die Dicke der Polylactidschicht 25 bis 30 μm, und die Beschichtung wird als transparent, glänzend, feuchtigkeitsbeständig und eine gute mechanische Festigkeit aufweisend beschrieben. In den Anwendungsbeispielen in dieser Veröffentlichung wurde die Bioabbaubarkeit der Beschichtung getestet, nicht aber ihre Barriereeigenschaften.
- In der Broschüre "Poly(Lactic Acid) Polymers" (1977), herausgegeben von Neste Oy, dem Hersteller von Polylactid, wird Polylactid an sich als brüchig und steif beschrieben, falls keine Weichmacher enthalten sind. Der Polylactidfilm bildet eine gute Gasbarriere für Luft, aber nur eine mäßige für Wasserdampf. Die zugesetzten Weichmacher, die die Flexibilität und Festigkeit verbessern, können die Barriereeigenschaften des Polylactids beeinträchtigen. Gemäß dieser Information kann Polylactid einem Vergleich mit den besten bioabbaubaren, dichtenden Polymeren (EVOH) nicht standhalten, ist aber, in Bezug auf seine Eigenschaften als Gasbarriere, wesentlich besser als z.B. Polyethylen, das allgemein verwendet wird und für zahlreiche Anwendungen als Behälter und Verpackung zufriedenstellend ist. Gemäß dieser Broschüre kann Polylactid bei 180 bis 250 °C extrudiert und heißversiegelt werden.
- Gemäß den Beobachtungen und der Erfahrung der Erfinder stellt sich beim Extrudieren von Polylactid unmittelbar auf Papier oder Pappe das Problem, dass bei der äußersten möglichen Temperatur, d.h. bei ungefähr 250 °C, gearbeitet werden muss, um ausreichende Haftung zu erzielen, wobei die aufgetragene Schicht außerdem relativ dick sein muss. Bei der erwähnten Temperatur ist die Schmelzviskosität des Polylactids niedrig, und in der erhaltenen Beschichtung verbleiben leicht Nadellöcher. Außerdem unterliegt das Polylactid durch die hohe Temperatur der Gefahr des Abbaus, so dass sein mittleres Molekulargewicht und seine Viskosität abnehmen, was die Empfindlichkeit der Schicht weiter erhöht und die Bildung von Nadellöchern fördert. Aufgrund der Brüchigkeit von Polylactid zeigen die Produkte, die aus damit beschichteter Pappe hergestellt sind, Undichtigkeiten und Risse, wodurch die Beschichtung dem Falten oder Biegen und der formbedingten Ausdehnung, die mit der Herstellung von Walz- oder Gießformprodukten einhergehen, nicht standhalten. Selbst beim Heißversiegeln von Polylactidschichten begegnet man einer Rissbildung, die die Dichtigkeit von Versiegelungen vermindert.
- Sogar das Verdünnen von Beschichtungen ist Teil der Entwicklungstrends für polymerbeschichtete Verpackungsmaterialien, wobei z.B. LD-Polyethylen mit guten Ergebnissen eingesetzt wurde. Wie bereits erwähnt, ist die Haftung von Polylactid auf Papier oder Pappe nur als relativ dicke Schicht möglich, entsprechend dem, was in der europäischen Patentanmeldung 0514137 beschrieben wird. Bei dünneren Schichten ist die Haftung an der Oberfläche des Papiers oder der Pappe unzureichend, wobei zusätzlich die Vermeidung der Bildung von Nadellöchern umso schwieriger wird.
- Eine Verringerung des Polylactidgehaltes wäre jedoch wünschenswert, allein wegen der mit der Verwendung dieses Materials verbundenen Kosten.
- Noch ein weiteres bedeutendes Problem, auf das man bei Polylactidbeschichtungen stößt, ist das Abreißen von Ecken des Beschichtungsfilmes und sich davon ablösenden Polymerflocken, die, wenn sie sich über die neu aufgetragene Polymerbeschichtung verstreuen, Unregelmäßigkeiten in der Beschichtung und eine Hemmung des Verfahrens verursachen. Die hohen Verarbeitungstemperaturen von Polylactid fördern eine "Bartbildung" am Mundstück des Extruders, weshalb dieser gereinigt und die Produktion angehalten werden muss.
- Der Zweck der vorliegenden Erfindung ist es, eine Lösung vorzuschlagen, durch die der Polylactidanteil in der Polymerbeschichtung für Papier oder Pappe verringert werden kann, wobei gleichzeitig die anderen oben beschriebenen Schwierigkeiten, die sich bei Polylactidbeschichtungen ergeben, vermieden werden. Das erfindungsgemäße polymerbeschichtete Papier oder die erfindungsgemäße polymerbeschichtete Pappe ist dadurch gekennzeichnet, dass die Beschichtung eine äußere, Polylactid enthaltende Schicht umfasst, die höchstens 20 g/cm3 wiegt, sowie eine Klebeschicht, die die äußere Schicht an das Papier oder die Pappe bindet und aus einem mit dem Polylactid coextru dierbaren, bioabbaubaren Polymermaterial besteht. Das erfindungsgemäße Produkt ist weiterhin dadurch gekennzeichnet, dass das Gesamtgewicht der äußeren Schicht und der Klebeschicht im Bereich von 12 bis 30 g/m2 liegt.
- Durch die erfindungsgemäße Coextrusion von Polylactid und dem bioabbaubaren Polymer, das als Klebematerial auf Papier oder Pappe dient, werden das während der separaten Extrusion von Polylactid auftretende Reißen der Folie und die begleitenden Probleme vermieden, da das Klebepolymer als Bestandteil der Folie fungiert. Da das die Haftung des Polylactids betreffende Problem durch die Klebeschicht gelöst wird, kann die Extrusionstemperatur verringert werden, was wiederum die Qualität der gebildeten Polylactidschichten verbessert und die Anfälligkeit des Materials, zu reißen und Nadellöcher zu bilden, verringert, wobei gleichzeitig die Polylactidschicht dünner als zuvor hergestellt werden kann. Insgesamt ist die erfindungsgemäße zweilagige bioabbaubare Polymerbeschichtung flexibler und dichter als vorherige unilamellare Polylactidbeschichtungen, zusätzlich hierzu kann die Menge an Polymer in der Polylactidschicht oder selbst in der Beschichtung als Ganzes verringert werden, wodurch Kostenersparnisse entstehen.
- Vorzugsweise sind die Materialien in der erfindungsgemäßen Klebeschicht bioabbaubare Polyester wie Celluloseester, aliphatische oder aliphatisch-aromatische Polyester oder Mischungen davon. Als Celluloseester können Celluloseacetat, -propionat, -butyrat, -acetat-propionat, -acetat-butyrat und -propionat-butyrat erwähnt werden. Als Copolyester können Polyhydroxyalkanolate wie Polyhydroxybutyrat, Polyhydroxyvalerat und Polyhydroxybutyrat-Polyhydroxyvalerat-Copolymer erwähnt werden. Die erwähnten Mischungen sind insbesondere binäre oder ternäre Mischungen von erwähnten Celluloseestern und Copolyestern. Bioabbaubare Klebepolymere sind z.B. in den US-Patentschriften 5 446 079, 5 580 911, 5 599 858 und 5 661 193 beschrieben, die hiermit alle als Referenzen eingeschlossen sind. Als Beispiele für kommerziell verwendbare Produkte können Celluloseacetatester 14326 und Copolyester 14766, hergestellt durch Eastman Chemical Company, erwähnt werden. Wegen ihrer hohen Klebrigkeit konnten diese Polymere nicht als solche auf die Oberfläche von Papier oder Pappe extrudiert werden, wohingegen ihre Coextrusion mit Polylactid extrem erfolgreich ist, wobei das Polylactid auf der coextrudierten Folie eine Oberfläche bildet, die, da sie weniger klebrig ist, dem Kontakt mit den Rollen standhalten kann, die die neu beschichtete Papier- oder Pappebahnen führen. Durch die Verwendung von Copolyestern war es möglich, die Extrusionstemperatur auf ungefähr 200 bis 240 °C zu senken, was einen wesentlichen Vorteil nicht nur im Hinblick auf die Vermeidung des Abbaus des Polylactids, sondern auch in Bezug auf die Vermeidung des verfälschten Geschmacks, der vom Verpackungsmaterial von Lebensmitteln herrührt. Das Gesamtgewicht der durch Coextrusion von Copolyester und Polylactid hergestellten Beschichtung kann nach vorläufigen Tests auf ungefähr 5 bis 15 g/m2 abgesenkt werden, wobei die Menge an Polymer in derselben Größenordnung liegt wie bei den zuvor bekannten, mit LD-Polyethylen beschichteten Papieren und Pappen.
- Selbst Polyesteramide wie die von Bayer hergestellten Polyesteramide BAK 402-005 und BAK 2195 sind bevorzugte, als Komponenten der Klebeschicht gut geeignete bioabbaubare Polymere. Ihre Klebrigkeit ist soviel niedriger, dass sie dem Kontakt mit den Rollen im Beschichtungsverfahren standhalten. Dies ermöglicht die erfindungsgemäße Auftragung, bei der auf der Pappe eine dreilagige Polymerbeschichtung erzeugt wird, die die Polylactidschicht zwischen zwei Klebeschichten umfasst. Die Vorteile dieser Lösung zeigen sich in einer geringeren Einschnürung der coextrudierten Polymerfolie, der verminderten Anfälligkeit der Beschichtung für die Bildung von Nadellöchern und der verbesserten Heißversiegelbarkeit der beschichteten Pappe, besonders beim Verkleben der Polymeroberfläche mit der Oberfläche der Pappe. Letztere be ruht auf der im Vergleich zum Polylactid höheren Schmelzviskosität des Polyesteramids, wodurch dieses nicht so leicht in die Pappe eindringt, sondern an der Kontaktoberfläche verbleibt und eine intakte und dauerhafte Siegelnaht bildet.
- Weiterhin ist es möglich, die Aroma-, Sauerstoff- und/oder Wasserdampfdichtigkeit der beschichteten Pappe durch das Einführen einer bioabbaubaren, Barriere-Polymerschicht zwischen der Polylactidschicht und der Klebeschicht, wie z.B. eine PVA- (Polyvinylalkohol) oder PVA-Copolymerschicht, zu verbessern. Als Ergebnis erhält man eine dreilagige Struktur bestehend aus dem Polylactid, dem Barriere-Polymer und dem Klebepolymer, oder eine vierlagige Struktur, wenn auch das Polylactid und das Barriere-Polymer zur Haftung eine dazwischen liegende Klebeschicht erfordern. In jedem einzelnen dieser Fälle kann die erfindungsgemäße Beschichtung durch Coextrusion der Schichten gebildet werden.
- Gemäß einer bevorzugten Ausführungsform der Erfindung enthält die kompostierbare Beschichtung eine in das Polymer gemischte, fein verteilte mineralische Komponente. Mit einem geeigneten Mineral können die Barriereeigenschaften der Polylactidschicht positiv beeinflusst werden, zusätzlich beschleunigen die mineralischen Partikel als Ersatz für das Polymer den biologischen Abbau der Schicht auf der Deponie.
- Insbesondere ist es möglich, die Pappe mit einem Polymerlatex mit darin dispergierten mineralischen Partikeln vorzubeschichten, wodurch die Coextrusion der Klebepolymerschicht und der Polylactidschicht auf eine dispersionsvorbeschichtete Pappe durchgeführt wird.
- In Abhängigkeit von der beabsichtigten Verwendung des Papiers oder der Pappe kann eine Polymerbeschichtung nur auf einer Seite oder auf beiden Seiten vorgesehen sein. Die erfindungsgemäß beschichtete Pappe, die für Lebensmittelverpackungen und für Einweggeschirr und -behälter gut geeignet ist, ist vorzugsweise eine dreilagige Pappe, wobei sich in der Mitte eine dickere Schicht aus einer Mischung aus Chemieschliff und CTMP befindet und auf beiden Seiten dieser Schicht dünnere Schichten aus im Wesentlichen reinem Chemieschliff angeordnet sind.
- Das erfindungsgemäße Verfahren zur Herstellung von kompostierbarem polymerbeschichtetem Papier oder kompostierbarer polymerbeschichteter Pappe ist dadurch gekennzeichnet, dass die Polylactid enthaltende äußere Schicht und die Klebeschicht aus bioabbaubarem Polymermaterial zusammen auf eine sich bewegende Papier- oder Pappebahn coextrudiert werden. Bezüglich der Auftragung der extrudierbaren Schichten wird auf die obige Beschreibung des erfindungsgemäßen Papiers oder der erfindungsgemäßen Pappe verwiesen.
- Als erfindungsgemäße Produkte, die aus der oben beschriebenen beschichteten Pappe hergestellt werden, können insbesondere erwähnt werden: Behälter für gefrorene Lebensmittel, Trinkbecher oder -kelche und verschweißten Pappbehälter, die mit hauptsächlich flüssigen Lebensmitteln gefüllt werden. Bei Bechern, die für heiße Getränke vorgesehen sind, ist es ausreichend, wenn sich die wasserdichte Beschichtung lediglich auf der Innenfläche des Bechers befindet. Im Gegensatz hierzu ist es bei Bechern, die für kalte Getränke vorgesehen sind, vorteilhaft, wenn sich die Beschichtung sowohl auf der Innen- als auch auf der Außenfläche des Bechers befindet, wodurch die Pappe auch vor Wasser geschützt wird, das auf der Außenfläche des Bechers kondensiert. Bei heißversiegelten Pappbehältern muss wenigstens die Innenfläche des Behälters beschichtet sein, wobei es im Hinblick auf die Heißversiegelbarkeit vorteilhaft ist, wenn sich die versiegelbare Polymerbeschichtung sowohl auf der Innen- als auch auf der Außenfläche des Behälters befindet.
- Das erfindungsgemäße polymerbeschichtete Papier ist besonders gut als Verpackungsmaterial für Lebensmittel geeignet. Die Polymerbeschichtung befindet sich vorzugsweise lediglich auf der Innenfläche des Papiers, die mit dem Lebensmittel in Kontakt kommt.
- Im Folgenden wird die Erfindung anhand der folgenden Beispiele und unter Bezugnahme auf die beigefügten Zeichnungen eingehender beschrieben. Es zeigen:
-
1 : eine schematische Darstellung einer erfindungsgemäßen beschichteten Pappe; -
2 : eine schematische Darstellung einer weiteren erfindungsgemäßen beschichteten Pappe; -
3 : eine schematische Darstellung eines erfindungsgemäßen beschichteten Papiers; -
4 : einen Trinkbecher, hergestellt aus der Pappe gemäß1 , wobei4a eine partielle Vergrößerung der Wandstruktur des Bechers ist; -
5 : einen Behälter für gefrorene Lebensmittel, hergestellt aus einer Pappe gemäß2 , wobei5a eine partielle Vergrößerung der Wandstruktur des Behälters ist; -
6 : einen Milchkarton, hergestellt aus einer Pappe gemäß2 ; und -
7 : den Schnitt VII-VII des Kartons gemäß6 entlang der Heißsiegelnaht. - Aus
1 ist die Schichtstruktur der erfindungsgemäßen Pappe1 ersichtlich, die auf einer Seite mit einer kompostierbaren Polymerbeschichtung versehen ist. Die Faserschichten der Pappe sind in der Figur gemeinsam mit dem Bezugszeichen2 versehen, während die Polymerbeschichtung mit dem Bezugszeichen3 versehen ist. Die Faserschichten2 bestehen aus einer dreilagigen Pappe, deren dickere Mittelschicht4 eine Mischung aus Sulfatzellstoff und CTMP ist, während die äußeren Schichten5 auf beiden Seiten der Mittelschicht4 aus Sulfatzellstoff sind. Die Mittelschicht4 stellt ungefähr 60 % des Gewichts der Faserschicht2 dar, während jede der oben erwähnten Sulfatzellstoffschichten5 ungefähr 20 % darstellt. Das Gesamtgewicht der Faserschicht2 ohne die Beschichtung kann ungefähr 200 bis 400 g/m2, beispielsweise ungefähr 225 g/m2, betragen. Die Polymerbeschichtung3 besteht gemäß1 aus einer äußeren, Polylactid umfassenden Schicht6 und einer Klebeschicht7 , die mit der ersteren coextrudiert wird, aus einem bioabbaubaren Polymer besteht und die Polylactidschicht an die Sulfatzellstoffschicht5 bindet. Das Gewicht der Polylactidschicht6 beträgt erfindungsgemäß höchstens 20 g/m2, während das Gesamtgewicht der Polymerbeschichtung3 vorzugsweise höchstens ungefähr 30 g/m2 beträgt. Wenn man z.B. die Herstellung von Trinkbechern betrachtet, liegt die Menge an Polylactid vorzugsweise bei ungefähr 10 g/m2 und die Menge an Klebepolymer7 , das z.B. eines der zuvor genannten Eastman- oder Bayer-Produkte ist, bei vorzugsweise ungefähr 5 g/m2. - Die beschichtete Pappe
1 gemäß2 ist strukturell der in1 dargestellten ähnlich, außer dass die Pappe (Faserschichten2 ) auf beiden Seiten mit einer kompostierbaren Polymerbeschichtung3 versehen ist. Die Faserschichten2 bestehen somit aus einer ähnlichen dreilagigen Pappe wie bei der Ausführung gemäß1 , und auch die Polymerbeschichtungen3 auf beiden Seiten der Pappe1 können in Bezug auf Material und Flächengewicht der in1 entsprechen, wodurch die Pappe z.B. als Material für Trinkbecher gut geeignet ist. Bei Behältern für gefrorene Lebensmittel kann die Polymerbeschichtungslage3 sogar noch dünner ausgeführt sein, so dass z.B. die Menge an Polylactid in jeder Schicht ungefähr 5 g/m2 beträgt und die Menge an darunter liegendem Polyester7 , das als Klebematerial fungiert, ebenfalls bei ungefähr 5 g/m2 liegt. Bei Pappe, die für heißversiegelbare Pappbehälter vorgesehen ist, ist es im Gegensatz dazu bevorzugt, dass die Polymerbeschichtung etwas dicker ist, also ein gesamtes Flächengewicht von ungefähr 15 bis 30 g/m2 aufweist. - Bei dem polymerbeschichteten Papier
8 gemäß3 kann das Gewicht des Basispapiers9 , das z.B. aus Sulfatzellstoff hergestellt ist, 30 bis 100 g/m2 betragen. Auf einer Seite des Papiers sind durch Coextrusion die Klebepolymer- und Polylactidschichten7 ,6 aufeinander auflaminiert, in gleicher Weise wie bei den Ausführungen mit Pappe gemäß1 und2 . Das Gesamtgewicht der Beschichtungslage3 kann 5 bis 10 g/m2 betragen. Das polymerbeschichtete Papier8 gemäß3 ist insofern gut als Verpackungsmaterial für Lebensmittel geeignet, als dass die Polymerbeschichtung3 mit dem feuchten Lebensmittel in Kontakt kommt und das Papier vor dem Nasswerden schützt. -
4 zeigt einen heißversiegelten Einwegtrinkbecher10 , der aus der Pappe1 gemäß1 so hergestellt ist, dass sich die Polymerbeschichtung3 , wie in4 dargestellt, auf der Innenfläche des Bechers befindet. Dieser Becher10 ist besonders für Kaffee und andere heiße Getränke, die keine Beschichtung auf der Außenfläche des Bechers erfordern, gut geeignet. - Für gekühlte Getränke kann der Becher
10 gemäß4 aus der Pappe gemäß2 hergestellt werden, wodurch die Polymerbeschichtung3 sowohl auf der Innen- als auch auf der Außenfläche des Bechers aufgebracht ist, was erforderlich ist, damit das auf der Außenseite des Bechers kondensierende Wasser nicht von der Pappe des Bechers aufgesaugt wird. -
5 zeigt einen Behälter für gefrorene Lebensmittel11 , der aus der Pappe1 gemäß2 durch Falten hergstellt ist. Sowohl die Innen- als auch die Außenfläche des Behälters11 sind somit mit einer kompostierbaren Polymerbeschichtung3 versehen. Da der Behälter nicht heißversiegelt ist und nicht so dicht versiegelt sein muss wie z.B. Trinkbecher oder Kartonverpackungen, können die Beschichtungslagen des Behälters dünner sein als bei den anderen hier beschriebenen Produkten. - In
6 und in7 ist ein Pappbehälter12 dargestellt, der eine Verbraucherpackung für flüssige Lebensmittel wie Milch, Sahne, Buttermilch, Joghurt, Wasser, Saft oder Wein ist. Der Pappbehälter12 in Form eines im Wesentlichen rechteckigen Prismas ist durch Heißversiegeln einer beidseitig beschichteten Pappe1 gemäß2 hergestellt.7 ist eine Querschnittsansicht der Siegelnaht in dem Pappbehälter12 , wobei die Siegelnaht aus gegenüber liegenden, miteinander heißversiegelten Beschichtungslagen3 , insbesondere aus deren äußeren, miteinander versiegelten Polylactidschichten, besteht. - Beispiele
- Beispiel 1
- Auf eine dreilagige Becherpappe, die 210 g/m2 wog und deren Vorschubgeschwindigkeit 150 m/min betrugt, wurden Copolyester 14766 (Eastar) und Polylactid (PLA) in einem Gewichtsverhältnis von 1:3 bei einer Temperatur des Copolyesters von 210 °C und der des Polylactids von 240 °C coextrudiert. Es wurde eine beschichtete Pappe erhalten, bei der das Gesamtgewicht der Polymerbeschichtung 19,4 g/m2 betrug, wovon der klebende Polyester auf der Innenseite 25 % und das die äußere Schicht bildende Polylactid 75 % darstellten.
- Beispiel 2
- Das Verfahren wurde wie in Beispiel 1 durchgeführt, außer dass die Vorschubgeschwindigkeit der Pappebahn 292 m/min betrug. Es wurde eine beschichtete Pappe mit einem Gesamtgewicht der Polymerbeschichtung von 12,4 g/m2 erhalten, wovon der klebende Polyester 25 % und das Polylactid 75 % darstellten.
- Durch weiteres Ändern der Geschwindigkeit der Pappebahn wurden beschichtete Pappen mit einem Gesamtgewicht der Polymerbeschichtung von 47,3 g/m2, 33,3 g/m2, 26,7 g/m2, 25,0 g/m2, 15,4 g/m2 und 13,7 g/m2 hergestellt, wovon der klebende Copolyester 25 % und das Polylactid 75 % darstellten.
- Beispiel 3
- Auf eine dreilagige Becherpappe, die 210 g/m2 wog und deren Vorschubgeschwindigkeit 200 m/min betrugt, wurden Copolyester 14766 und Polylactid in einem Gewichtsverhältnis von 1:1 bei einer Temperatur des Copolyesters von 210 °C und der des Polylactids von 240 °C coextrudiert. Es wurde eine beschichtete Pappe mit einem Gesamtgewicht der Polymerbeschichtung von 17,9 g/m2 erhalten, wovon der klebende Copolyester auf der Innenseite 50 % und das die äußere Schicht bildende Polylactid 50 % darstellten.
- Beispiel 4
- Das Verfahren wurde wie in Beispiel 3 durchgeführt, außer dass die Vorschubgeschwindigkeit der Pappebahn 292 m/min betrug. Es wurde eine beschichtete Pappe mit einem Gesamtgewicht der Polymerbeschichtung von 12,8 g/m2 erhalten, wovon der klebende Copolyester 50 % und das Polylactid 50 % darstellten.
- Durch weiteres Ändern der Geschwindigkeit der Pappebahn wurden beschichtete Pappen mit einem Gesamtgewicht der Polymerbeschichtung von 51,1 g/m2, 44,6 g/m2, 35,7 g/m2, 26,2 g/m2 und 13,8 g/m2 hergestellt, wovon der klebende Copolyester 50 % und das Polylactid 50 % darstellt.
- Beispiel 5
- Auf eine dreilagige Becherpappe, die 210 g/m2 wog und deren Vorschubgeschwindigkeit 200 m/min betrug, wurden Copolyester 14766 und Polylactid in einem Gewichtsverhältnis von 3:1 bei einer Temperatur des Copolyesters von 210 °C und der des Polylactids von 240 °C coextrudiert. Es wurde eine be schichtete Pappe mit einem Gesamtgewicht der Polymerbeschichtung von 20,0 g/m2 erhalten, wovon der klebende Polyester auf der Innenseite 75 % und das die äußere Schicht bildende Polylactid 25 % darstellten.
- Beispiel 6
- Das Verfahren wurde wie in Beispiel 5 durchgeführt, außer dass die Vorschubgeschwindigkeit der Pappebahn 292 m/min betrug. Es wurde eine beschichtete Pappe mit einem Gesamtgewicht der Polymerbeschichtung von 15,0 g/m2 erhalten, wovon der klebende Copolyester 75 % und das Polylactid 25 % darstellten.
- Durch weiteres Ändern der Geschwindigkeit der Pappebahn wurden polymerbeschichtete Pappen mit einem Gesamtgewicht der Polymerbeschichtung von 39,7 g/m2, 33,6 g/m2, 26,0 g/m2 und 17,0 g/m2 hergestellt, wovon der klebende Copolyester 75 % und das Polylactid 25 % darstellten.
- Beispiel 7
- Auf eine dreilagige Becherpappe mit einem Gewicht von 210 g/m2 wurden Polyesteramid BAK 402-005 und Polylactid in einem Gewichtsverhältnis von 1:3 bei einer Temperatur des Polyesteramids von 210 °C und der des Polylactids von 240 °C coextrudiert. Durch Verwendung unterschiedlicher Bahngeschwindigkeiten wurden beschichtete Pappen mit einem Gesamtgewicht der Polymerbeschichtung von 31,5 g/m2, 25,7 g/m2, 20,6 g/m2, 13,2 g/m2, 9,4 g/m2, 8,6 g/m2 und 6,6 g/m2 erhalten. In allen Fällen stellte das klebende Polyesteramid auf der Innenseite 25 % der Beschichtung dar, während das die äußere Schicht bildende Polylactid 75 % darstellte.
- Vergleichsmaterial
- Dieselbe Becherpappe wie in den Beispielen 1 bis 7 wurde mit Beschichtungslagen verschiedenen Gewichtes aus Polylactid (PLA) oder aus Polyethylen niedriger Dichte (PE-LD) ohne die dazwischen liegende Klebeschicht versehen. Die Extrusionstemperatur des Polylactids betrug 250 °C.
- Biegeexperimente
- Mit den gemäß den Beispielen 1 bis 7 hergestellten beschichteten Pappen und mit den Vergleichsmaterialien wurden Versuche durchgeführt, um die Anfälligkeit der Beschichtungen für Brüche beim Biegen oder Faltenbildung der Pappe oder für bruchbedingte Undichtigkeiten in den fertigen Produkten zu beleuchten. Die Pappen wurden in Maschinenrichtung (MD) gebogen (180 °), so dass die Beschichtung die Außenfläche (MD/S) oder die Innenfläche (MD/C) der Faltung bildete, oder quer in Bezug auf die Maschine (TD), so dass die Beschichtung die Außenfläche (TD/S) oder die Innenfläche (TD/C) der Faltung bildete. Die Versuche wurden bei den Temperaturen 2 °C und 23 °C durchgeführt. In allen Fällen wurde das Versuchsstück auf einer Länge von 10 cm mittels Durchziehen durch Standard-Luftspalt-Gummirollen gebogen. Danach wurde die Faltung aufgebogen und gefärbtes Terpentin auf die Gesamtlänge der Falte aufgetragen. Das Versuchsergebnis wurde durch Messen oder Abschätzen des Prozentanteiles der gesamten Faltenlänge, in dem das Terpentin durch Undichtigkeiten in die Beschichtung eindrang, bestimmt. Das Ergebnis 0 bedeutet somit, dass keine Undichtigkeiten festgestellt wurden. Die Ergebnisse sind in der nachfolgenden Tabelle 1 dargestellt.
-

- Anhand der Ergebnisse ist ersichtlich, dass erfindungsgemäß Pappen hergestellt werden können, bei denen die Falten im Wesentlichen oder sogar vollständig dicht sind, sofern das Gewicht der coextrudierten Polymerbeschichtung im Bereich von ungefähr 12 bis 15 g/m2 oder höher liegt. Die Ergebnisse sind ebenso gut wie oder sogar besser als bei dem Vergleichsmaterial, nicht bioabbaubarem Polyethylen niedriger Dichte, das traditionell bei der Beschichtung von Pappbehältern für die Aufnahme von Flüssigkeiten verwendet wird. Die Überlegenheit gegenüber dem ohne eine Klebeschicht verwendeten Polylactid ist offensichtlich.
- Haftfestigkeit
- Bei der Extrusionsbeschichtung von Pappe ist grundsätzlich eine solche Haftfestigkeit der Beschichtung erforderlich, dass beim Versuch, diese abzulösen, die Oberflächenfestigkeit der Pappe nachgibt, d.h. eine Schicht-Trennung der Pappe erfolgt. Ist die Haftfestigkeit zu gering, erfolgt keine Schichttrennung, sondern die Beschichtung löst sich von der Oberfläche der Pappe ab. Die für das Ablösen der Beschichtung erforderliche Kraft (N/m) kann bestimmt werden. Mit den gemäß den Beispielen 1 bis 7 hergestellten polymerbeschichteten Pappen und mit den Vergleichsmaterialien wurden Versuche durchgeführt, bei denen die Beschichtung von der Pappe abgelöst wurde, um die erforderliche Kraft für das Ablösen oder die Schicht-Trennung der Pappe zu bestimmen. Die Ergebnisse sind in der nachfolgenden Tabelle 2 dargestellt.
-

- Anhand der Ergebnisse ist ersichtlich, dass bei den erfindungsgemäßen Pappen die erwünschte, auf ausreichende Haftfestigkeit hindeutende Schicht-Trennung erfolgt, wenn das Gesamtgewicht der coextrudierten Polymerbeschichtung im Bereich von ungefähr 15 g/m2 oder höher liegt. Die Überlegenheit gegenüber dem ohne eine Klebeschicht verwendeten Polylactid ist offensichtlich. Bei Polyethylen niedriger Dichte wurde die Schicht-Trennung tatsächlich bei einer noch geringeren Menge an Beschichtung erreicht, aber wie erwähnt wurde, ist dieses Polymer nicht bioabbaubar.
- Beispiel 8
- Fett-Toleranz
- Für diese Tests wurde Papier erfindungsgemäß mit klebendem Copolymer 14766 (Eastar) und Polylactid (PLA) im Gewichtsverhältnis 1:1 mit einem Gesamtgewicht der Beschichtung von 12 g/m2 oder 19 g/m2 beschichtet und als Vergleich mit reinem Polylactid ohne Klebeschicht mit Flächengewichten von 11 g/m2 und 22 g/m2 und mit reinem Polyethylen niedriger Dichte mit Flächengewichten von 7 g/m2 und 17 g/m2. Die Fett-Toleranzen der so beschichteten Papiere wurden anhand von quer gefalteten Teststücken unter Verwendung von Hühnerfett und der Standardmethode ASTM F 119-82 bei einer Temperatur von 60 °C bestimmt. Jeder Test wurde zweimal durchgeführt. Die Ergebnisse sind in der nachfolgenden Tabelle 3 dargestellt.
-
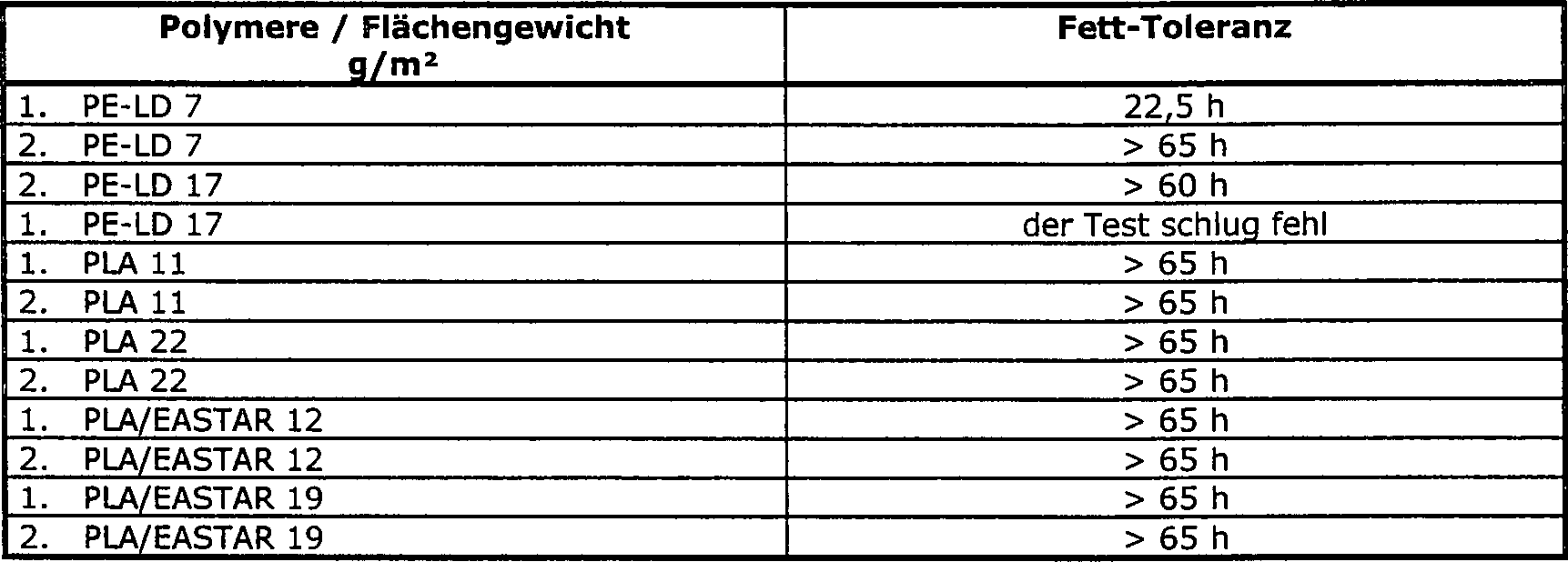
- Die Ergebnisse zeigen, dass das Fett während 65 Stunden nicht in das erfindungsgemäß beschichtete Papier eindrang, was ein ebenso gutes Ergebnis darstellt wie das mit einer reinen Polylactidbeschichtung erhaltene.
- Beispiel 9
- Eindringen von Wasserdampf
- Eine dreilagige Packpappe (Enso Natura 300) wurde mit einem Polymerlatex, das dispergierte Mineral- und Polymerpartikel enthielt, vorbeschichtet, so dass das Gewicht der erhaltenen Beschichtungslage ungefähr 10 g/m2 betrug. Bei dieser dispersionsvorbeschichteten Pappe wurde bei einer Temperatur von 23 °C und einer relativen Feuchtigkeit von 50 % ein Eindringen von Wasserdampf von 12,2 g/m2/24 h gemessen. Anschließend wurden auf die Pappe Copolyester 14766 (Eastar) und Polylactid (PLA) im Gewichtsverhältnis 1:1 als Polymerbeschichtung mit einem Gewicht von 17,9 g/m2 coextrudiert. Das Eindringen von Wasserdampf in die Pappe sank dadurch auf einen Wert von 10,8 g/m2/24 h.
- Für einen Fachmann in diesem Bereich ist es offensichtlich, dass sich die vielfältigen Anwendungsmöglichkeiten der Erfindung nicht auf die oben dargestellten Beispiele beschränken, sondern innerhalb der Grenzen der nachfolgenden Ansprüche abgewandelt werden können.
Claims (14)
- Kompostierbares polymerbeschichtetes Papier (
8 ) oder kompostierbare polymerbeschichtete Pappe (1 ), wobei die Beschichtung (3 ) Polylactid als einen seiner Inhaltsstoffe enthält, dadurch gekennzeichnet, dass die Beschichtung (3 ) eine Polylactid enthaltende äußere Schicht (6 ) und eine innere Klebeschicht (7 ) aus einem mit dem Polylactid coextrudierten bioabbaubaren Polymermaterial umfasst, wobei die äußere Schicht ein Gewicht von höchstens ungefähr 20 g/m2 aufweist und wobei die innere Schicht die äußere Schicht mit einer Klebkraft an das Papier (8 ) oder an die Pappe (1 ) bindet, die ausreichend ist, um ein Ablösen der Beschichtung zu verhindern, und dass das kombinierte Gesamtgewicht der aufeinander liegenden äußeren Schicht (6 ) und der inneren Klebeschicht (7 ) im Bereich von 12 bis 30 g/m2 liegt. - Polymerbeschichtetes Papier oder polymerbeschichtete Pappe nach Anspruch 1, dadurch gekennzeichnet, dass die Klebeschicht (
7 ) bioabbaubares Polyesteramid, Celluloseester oder aliphatischen oder aliphatischaromatischen Copolyester enthält. - Polymerbeschichtetes Papier oder polymerbeschichtete Pappe nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass das Gewicht der Klebeschicht (
7 ) mindestens 3,4 g/m2 beträgt. - Polymerbeschichtetes Papier oder polymerbeschichtete Pappe nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die kompostierbare Beschichtung (
3 ) eine in das Polymer gemischte, fein verteilte mineralische Komponente enthält. - Polymerbeschichtetes Papier oder polymerbeschichtete Pappe nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass sich die kompostierbare Beschichtung (
3 ) nur auf einer Seite des Papiers (8 ) oder der Pappe (1 ) befindet. - Polymerbeschichtete Pappe nach einem der Ansprüche 1 bis 4, dadurch gekennzeichnet, dass die kompostierbare Beschichtung (
3 ) auf beiden Seiten der Pappe (1 ) vorgesehen ist. - Polymerbeschichtete Pappe nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Pappe (
1 ) eine dreilagige Struktur (2 ) umfasst, wobei sich in der Mitte eine dickere Schicht (4 ) aus einer Mischung aus Chemieschliff und CTMP und auf beiden Seiten dieser Schicht dünnere Schichten (5 ) aus im Wesentlichen reinem Chemieschliff befinden. - Verfahren zur Herstellung von polymerbeschichtetem Papier oder polymerbeschichteter Pappe nach einem der vorangehenden Ansprüche, dadurch gekennzeichnet, dass die Polylactid enthaltende äußere Schicht (
6 ) und die Klebeschicht (7 ) aus bioabbaubarem Polymermaterial zusammen auf eine sich bewegende Papier- oder Pappebahn coextrudiert werden. - Verfahren nach Anspruch 8, dadurch gekennzeichnet, dass die Extrusionstemperatur ungefähr 200 bis 240 °C beträgt.
- Behälter für gefrorene Lebensmittel (
11 ), dadurch gekennzeichnet, dass er aus polymerbeschichteter Pappe (1 ) nach einem der Ansprüche 1 bis 7 hergestellt ist. - Becher (
10 ), insbesondere vorgesehen für heiße Getränke, dadurch gekennzeichnet, dass er aus polymerbeschichteter Pappe (1 ) nach Anspruch 5 hergestellt ist, so dass sich die Beschichtung (3 ) auf der Innenfläche des Bechers (10 ) befindet. - Becher oder Kelch, insbesondere vorgesehen für kalte Getränke, dadurch gekennzeichnet, dass er aus polymerbeschichteter Pappe (
1 ) nach Anspruch 6 hergestellt ist. - Heißversiegelter Pappbehälter (
12 ), dadurch gekennzeichnet, dass er aus polymerbeschichteter Pappe (1 ) nach einem der Ansprüche 1 bis 7 hergestellt ist, so dass wenigstens die Innenfläche des Pappbehälters (12 ) mit der Beschichtung (3 ) versehen ist. - Verpackungsmaterial, dadurch gekennzeichnet, dass es aus polymerbeschichtetem Papier (
8 ) nach Anspruch 5 besteht.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FI981558A FI112624B (fi) | 1998-07-07 | 1998-07-07 | Kompostoituva pinnoitettu paperi tai kartonki, menetelmä sen valmistamiseksi sekä siitä saatuja tuotteita |
| FI981558 | 1998-07-07 | ||
| PCT/FI1999/000597 WO2000001530A1 (en) | 1998-07-07 | 1999-07-06 | Compostable coated paper or paperboard, a method for manufacturing the same and products obtained thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| DE69920703D1 DE69920703D1 (de) | 2004-11-04 |
| DE69920703T2 true DE69920703T2 (de) | 2006-02-16 |
Family
ID=8552150
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| DE69920703T Expired - Lifetime DE69920703T2 (de) | 1998-07-07 | 1999-07-06 | Papier oder pappe mit kompostierbarer beschichtung, verfahren zu deren herstellung und damit hergestellte produkte |
Country Status (13)
| Country | Link |
|---|---|
| US (1) | US6645584B1 (de) |
| EP (1) | EP1094944B1 (de) |
| JP (1) | JP4664502B2 (de) |
| AT (1) | ATE277758T1 (de) |
| AU (1) | AU750072B2 (de) |
| CA (1) | CA2336898C (de) |
| DE (1) | DE69920703T2 (de) |
| DK (1) | DK1094944T3 (de) |
| ES (1) | ES2226410T3 (de) |
| FI (1) | FI112624B (de) |
| PT (1) | PT1094944E (de) |
| WO (1) | WO2000001530A1 (de) |
| ZA (1) | ZA200100251B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011107965A1 (de) * | 2011-07-20 | 2013-01-24 | Walki Group Oy | Beschichtetes Papier oder Karton |
| DE202018104061U1 (de) * | 2018-07-13 | 2019-10-15 | Frosta Aktiengesellschaft | Kompostierbare und umweltschonende Verpackung für ein Tiefkühlprodukt |
Families Citing this family (66)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20030129431A1 (en) * | 1998-10-23 | 2003-07-10 | Michael R. Nowak | Composite wrap material |
| US20030199218A1 (en) * | 1998-10-23 | 2003-10-23 | Mueller Louann S. | Ream wrap comprising PLA resin |
| JP2002266294A (ja) * | 2001-03-01 | 2002-09-18 | Oji Paper Co Ltd | 成形容器用原紙及びそれを用いた成形容器 |
| US7348052B2 (en) * | 2002-05-07 | 2008-03-25 | Coating Excellence International | Sandwich wrappers, fast food wrappers, and gum wrappers comprising PLA resin |
| US7270876B2 (en) * | 2002-11-27 | 2007-09-18 | International Paper Company | Enhanced adhesion of polyethylene terephthalate to paperboard |
| GB2406305B (en) | 2003-09-29 | 2006-04-19 | Mars Inc | Compostable packaging materials and methods |
| US7776020B2 (en) * | 2004-03-19 | 2010-08-17 | Kimberly-Clark Worldwide, Inc. | Absorbent articles having an aliphatic-aromatic copolyester film |
| US7153569B2 (en) * | 2004-03-19 | 2006-12-26 | Kimberly-Clark Worldwide, Inc. | Biodegradable aliphatic-aromatic copolyester films |
| US20050227101A1 (en) * | 2004-04-12 | 2005-10-13 | Carpenter Brandon C | Wrapper for sandwiches and other products |
| US7358325B2 (en) | 2004-07-09 | 2008-04-15 | E. I. Du Pont De Nemours And Company | Sulfonated aromatic copolyesters containing hydroxyalkanoic acid groups and shaped articles produced therefrom |
| US7193029B2 (en) | 2004-07-09 | 2007-03-20 | E. I. Du Pont De Nemours And Company | Sulfonated copolyetherester compositions from hydroxyalkanoic acids and shaped articles produced therefrom |
| US20060051603A1 (en) * | 2004-09-09 | 2006-03-09 | International Paper Company | Biodegradable paper-based cup or package and production method |
| TWM277594U (en) * | 2005-04-27 | 2005-10-11 | Shi-Ching Jang | Decomposable paper sheet for making food container |
| US8637126B2 (en) * | 2006-02-06 | 2014-01-28 | International Paper Co. | Biodegradable paper-based laminate with oxygen and moisture barrier properties and method for making biodegradable paper-based laminate |
| US7951436B2 (en) * | 2006-08-14 | 2011-05-31 | Frito-Lay North America, Inc. | Environmentally-friendly multi-layer flexible film having barrier properties |
| US7943218B2 (en) * | 2006-08-14 | 2011-05-17 | Frito-Lay North America, Inc. | Environmentally-friendly multi-layer flexible film having barrier properties |
| US20090061126A1 (en) * | 2007-08-31 | 2009-03-05 | Anthony Robert Knoerzer | Package and Multi-Layer Flexible Film Having Paper Containing Post Consumer Recycled Fiber |
| US20100221560A1 (en) * | 2006-08-14 | 2010-09-02 | Frito-Lay North America, Inc. | Bio-Based In-Line High Barrier Metalized Film and Process for its Production |
| CN101200865B (zh) * | 2007-06-12 | 2010-06-23 | 张锡卿 | 食品容器用环保纸材结构及其制造方法 |
| JP4984246B2 (ja) * | 2007-08-10 | 2012-07-25 | 大日本印刷株式会社 | 多層積層フィルム |
| CA2719409A1 (en) | 2008-03-24 | 2009-10-01 | Biovation, Llc | Biolaminate composite assembly and related methods |
| US8389107B2 (en) | 2008-03-24 | 2013-03-05 | Biovation, Llc | Cellulosic biolaminate composite assembly and related methods |
| US8137818B2 (en) | 2008-07-28 | 2012-03-20 | Tate & Lyle Ingredients Americas Llc | Poly(lactic acid)-containing compositions for use in imparting oil, grease, or water resistance to paper |
| US9744556B2 (en) * | 2008-09-29 | 2017-08-29 | Basf Se | Method for coating paper |
| US8016980B2 (en) * | 2008-11-25 | 2011-09-13 | Dixie Consumer Products Llc | Paper products |
| US20110135912A1 (en) * | 2009-06-16 | 2011-06-09 | Meadwestvaco Corporation | Biodegradable packaging materials with enhanced oxygen barrier performance |
| GB2475727A (en) * | 2009-11-27 | 2011-06-01 | Power Source & Associates Corp | A paper-made container |
| US8329268B2 (en) | 2009-12-07 | 2012-12-11 | Sonoco Development, Inc. | Paper-based plant pot, and blank for making same |
| MX2012008547A (es) * | 2010-01-23 | 2013-02-12 | Huhtamaeki Oyj | Un laminado inteligente y un contenedor inteligente del mismo. |
| US20110200844A1 (en) * | 2010-02-17 | 2011-08-18 | Frito-Lay North America, Inc. | Composition for facilitating environmental degradation of a film |
| FI124269B (fi) * | 2010-03-12 | 2014-05-30 | Stora Enso Oyj | Kuumasaumautuva biohajoava pakkausmateriaali, sen valmistusmenetelmä ja siitä muodostettu tuotepakkaus |
| FI126981B (fi) | 2010-04-30 | 2017-09-15 | Stora Enso Oyj | Menetelmät pakkausmateriaalin kuumasaumautuvuuden parantamiseksi sekä kuumasaumatun astian tai pakkauksen valmistamiseksi |
| KR101383665B1 (ko) * | 2010-09-03 | 2014-04-09 | 에스케이이노베이션 주식회사 | 다층필름 |
| FI20115226A0 (fi) | 2011-03-07 | 2011-03-07 | Stora Enso Oyj | Kuumasaumautuva pakkausmateriaali, sen valmistusmenetelmä ja siitä valmistettu pakkaus |
| GB2489934B (en) | 2011-04-08 | 2015-11-25 | Innovia Films Ltd | Film |
| FI126885B (fi) * | 2011-05-31 | 2017-07-14 | Stora Enso Oyj | Terpeenifenolihartsin käyttö ekstruusiopinnoituksessa |
| FI124660B (fi) | 2011-07-12 | 2014-11-28 | Stora Enso Oyj | Polybutyleenisukkinaatin käyttö pakkausmateriaalin ekstruusiopäällystyksessä |
| EP2734362B1 (de) * | 2011-07-20 | 2015-09-16 | Walki Group Oy | Beschichtetes papier oder karton |
| US9040120B2 (en) | 2011-08-05 | 2015-05-26 | Frito-Lay North America, Inc. | Inorganic nanocoating primed organic film |
| CA2849663A1 (en) * | 2011-09-23 | 2013-03-28 | Basf Se | Use of an aqueous dispersion of biodegradable polyesters |
| ITUD20120013A1 (it) * | 2012-01-31 | 2013-08-01 | Bruno Zago | Contenitore |
| US9267011B2 (en) | 2012-03-20 | 2016-02-23 | Frito-Lay North America, Inc. | Composition and method for making a cavitated bio-based film |
| US9132612B2 (en) | 2012-03-30 | 2015-09-15 | Graphic Packaging International, Inc. | Composite package |
| US9162421B2 (en) | 2012-04-25 | 2015-10-20 | Frito-Lay North America, Inc. | Film with compostable heat seal layer |
| BR112014029751A2 (pt) | 2012-06-23 | 2017-06-27 | Frito Lay North America Inc | deposição de revestimentos de óxidos inorgânicos ultrafinos em empacotamento |
| MX2015000112A (es) * | 2012-07-05 | 2015-04-14 | Koninkl Douwe Egberts Bv | Almohadilla para uso en cafetera. |
| US9090021B2 (en) | 2012-08-02 | 2015-07-28 | Frito-Lay North America, Inc. | Ultrasonic sealing of packages |
| US9149980B2 (en) | 2012-08-02 | 2015-10-06 | Frito-Lay North America, Inc. | Ultrasonic sealing of packages |
| FI124410B (en) * | 2012-10-26 | 2014-08-15 | Stora Enso Oyj | Method for the production of biodegradable packaging material, biodegradable packaging material and packaging or container thereof |
| FI124772B (fi) | 2012-10-26 | 2015-01-30 | Stora Enso Oyj | Menetelmä biohajoavan pakkausmateriaalin valmistamiseksi, biohajoava pakkausmateriaali ja siitä valmistettu pakkaus tai astia |
| US9302832B2 (en) | 2013-05-29 | 2016-04-05 | Greater Good, Inc. | Compostable container with elongate connector |
| US20150000536A1 (en) * | 2013-06-26 | 2015-01-01 | Jennifer LANG | Food Packaging Apparatus |
| US11453517B2 (en) | 2014-05-08 | 2022-09-27 | Ifoodbag Ab | Grocery transport packaging system |
| CN106458371B (zh) | 2014-05-08 | 2019-10-11 | 艾福德柏格公司 | 杂货运送包装系统 |
| WO2017117495A1 (en) | 2015-12-30 | 2017-07-06 | Graphic Packaging International, Inc. | Susceptor on a fiber reinforced film for extended functionality |
| SE541012C2 (en) * | 2016-12-22 | 2019-02-26 | Stora Enso Oyj | Method for manufacturing a heat-sealable packaging material and a heat-sealable packaging material made by the method |
| CN110761111A (zh) * | 2018-07-27 | 2020-02-07 | 东加塑胶有限公司 | 牡蛎纸及制造方法 |
| US20230182989A1 (en) | 2019-06-24 | 2023-06-15 | Ifoodbag Ab | Method of delivering chilled goods |
| WO2020263149A1 (en) | 2019-06-24 | 2020-12-30 | Ifoodbag Ab | A bag |
| JP7587376B2 (ja) * | 2019-09-10 | 2024-11-20 | 東洋アルミニウム株式会社 | 生分解性紙容器 |
| SE544559C2 (en) * | 2019-09-27 | 2022-07-19 | Stora Enso Oyj | A tube package and the use of a fiber substrate in the production of the package |
| IT201900024841A1 (it) * | 2019-12-19 | 2021-06-19 | Alter Eco Disposable Srl | Imballaggio primario alimentare migliorato |
| EP3862182A1 (de) * | 2020-02-07 | 2021-08-11 | Danapak Flexibles A/S | Doppelseitiges polymerbeschichtetes papier |
| US11850785B2 (en) | 2020-10-14 | 2023-12-26 | SAM North America, LLC | Polymer extruded, extrusion method, and extruded material |
| EP4056368B1 (de) | 2021-03-03 | 2024-01-10 | Neupack Swiss SA | Lebensmittelbehälter |
| SE2430293A1 (en) * | 2024-05-27 | 2025-11-28 | Stora Enso Oyj | Moisture- and liquid-resistant paper or paperboard |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FI870161L (fi) * | 1987-01-15 | 1988-07-16 | Neste Oy | Modifierad polyolefin. |
| ATE150058T1 (de) | 1990-11-30 | 1997-03-15 | Eastman Chem Co | Mischungen von aliphatisch-aromatischen copolyestern mit celluloseester-polymeren |
| CA2068368A1 (en) | 1991-05-13 | 1992-11-14 | Masanobu Ajioka | Degradable laminate composition |
| SE9103140L (sv) * | 1991-10-28 | 1993-04-29 | Eka Nobel Ab | Hydrofoberat papper |
| JP3150426B2 (ja) * | 1992-06-29 | 2001-03-26 | 三井化学株式会社 | 分解性複合材料 |
| JP2884936B2 (ja) * | 1992-08-24 | 1999-04-19 | 凸版印刷株式会社 | 紙カップおよびその製造方法 |
| IL107275A (en) * | 1992-10-16 | 1997-07-13 | Leonard Pearlstein | Compostable paperboard container and method for the preparation thereof |
| NZ259123A (en) * | 1992-11-25 | 1997-02-24 | Khashoggi E Ind | Sheets having an inorganically filled matrix with a water dispersible organic polymer binder, fibrous material and an aggregate material |
| DE4244000A1 (de) | 1992-12-23 | 1994-06-30 | Buck Chem Tech Werke | Biologisch abbaubarer Verpackungswerkstoff |
| JP2830680B2 (ja) * | 1993-03-25 | 1998-12-02 | 凸版印刷株式会社 | プラスチック紙容器 |
| JPH06293113A (ja) * | 1993-04-08 | 1994-10-21 | Toppan Printing Co Ltd | 積層体の製造方法 |
| DE4327024A1 (de) * | 1993-08-12 | 1995-02-16 | Bayer Ag | Thermoplastisch verarbeitbare und biologisch abbaubare aliphatische Polyesteramide |
| AU5159896A (en) * | 1995-04-06 | 1996-10-23 | United Paper Mills Limited | Compostible laminate |
| FI951637L (fi) * | 1995-04-06 | 1996-10-07 | Yhtyneet Paperitehtaat Oy | Pakkausmateriaali |
| SE504226C2 (sv) | 1995-04-24 | 1996-12-09 | Tetra Laval Holdings & Finance | Förpackningslaminat jämte förpackning framställd därav |
| US5849374A (en) * | 1995-09-28 | 1998-12-15 | Cargill, Incorporated | Compostable multilayer structures, methods for manufacture, and articles prepared therefrom |
| US5849401A (en) * | 1995-09-28 | 1998-12-15 | Cargill, Incorporated | Compostable multilayer structures, methods for manufacture, and articles prepared therefrom |
| FI99268C (fi) * | 1996-04-04 | 1998-02-25 | Upm Kymmene Oy | Kerrosmateriaali |
| US5661193A (en) | 1996-05-10 | 1997-08-26 | Eastman Chemical Company | Biodegradable foamable co-polyester compositions |
| JP3701389B2 (ja) * | 1996-06-19 | 2005-09-28 | 大日本印刷株式会社 | 生分解性積層体 |
| SE514845C2 (sv) * | 1996-09-04 | 2001-04-30 | Tetra Laval Holdings & Finance | Biologiskt nedbrytbart förpackningslaminat, sätt att framställa förpackningslaminatet samt av förpackningslaminatet framställda förpackningsbehållare |
| US6183814B1 (en) * | 1997-05-23 | 2001-02-06 | Cargill, Incorporated | Coating grade polylactide and coated paper, preparation and uses thereof, and articles prepared therefrom |
-
1998
- 1998-07-07 FI FI981558A patent/FI112624B/fi not_active IP Right Cessation
-
1999
- 1999-07-06 US US09/743,029 patent/US6645584B1/en not_active Expired - Lifetime
- 1999-07-06 PT PT99934741T patent/PT1094944E/pt unknown
- 1999-07-06 ES ES99934741T patent/ES2226410T3/es not_active Expired - Lifetime
- 1999-07-06 EP EP99934741A patent/EP1094944B1/de not_active Expired - Lifetime
- 1999-07-06 CA CA002336898A patent/CA2336898C/en not_active Expired - Lifetime
- 1999-07-06 WO PCT/FI1999/000597 patent/WO2000001530A1/en not_active Ceased
- 1999-07-06 JP JP2000557957A patent/JP4664502B2/ja not_active Expired - Lifetime
- 1999-07-06 DE DE69920703T patent/DE69920703T2/de not_active Expired - Lifetime
- 1999-07-06 AT AT99934741T patent/ATE277758T1/de active
- 1999-07-06 AU AU50407/99A patent/AU750072B2/en not_active Expired
- 1999-07-06 DK DK99934741T patent/DK1094944T3/da active
-
2001
- 2001-01-05 ZA ZA200100251A patent/ZA200100251B/en unknown
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102011107965A1 (de) * | 2011-07-20 | 2013-01-24 | Walki Group Oy | Beschichtetes Papier oder Karton |
| DE202018104061U1 (de) * | 2018-07-13 | 2019-10-15 | Frosta Aktiengesellschaft | Kompostierbare und umweltschonende Verpackung für ein Tiefkühlprodukt |
Also Published As
| Publication number | Publication date |
|---|---|
| ATE277758T1 (de) | 2004-10-15 |
| EP1094944B1 (de) | 2004-09-29 |
| AU750072B2 (en) | 2002-07-11 |
| JP4664502B2 (ja) | 2011-04-06 |
| ZA200100251B (en) | 2002-10-04 |
| FI112624B (fi) | 2003-12-31 |
| EP1094944A1 (de) | 2001-05-02 |
| DK1094944T3 (da) | 2005-01-17 |
| PT1094944E (pt) | 2005-02-28 |
| FI981558L (fi) | 2000-01-08 |
| AU5040799A (en) | 2000-01-24 |
| ES2226410T3 (es) | 2005-03-16 |
| DE69920703D1 (de) | 2004-11-04 |
| JP2002519222A (ja) | 2002-07-02 |
| FI981558A0 (fi) | 1998-07-07 |
| US6645584B1 (en) | 2003-11-11 |
| CA2336898A1 (en) | 2000-01-13 |
| WO2000001530A1 (en) | 2000-01-13 |
| CA2336898C (en) | 2007-05-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE69920703T2 (de) | Papier oder pappe mit kompostierbarer beschichtung, verfahren zu deren herstellung und damit hergestellte produkte | |
| DE69917480T2 (de) | Mehrschichtpappe, verfahren zu deren herstellung und damit hergestellte produkte | |
| DE69914760T2 (de) | Herstellungsverfahren für mehrschichtverpackungsmaterialien und daraus hergestellte verpackungsbehälter | |
| DE60107358T2 (de) | Aliphatische Polyesterzusammensetzungen, daraus hergestellte Folien und Verbundfolien | |
| DE69224772T2 (de) | Abbaubare Schichtstoffzusammensetzung | |
| DE69930618T2 (de) | Mehrschichtiges verpackungsmaterial, verfahren zur herstellung und daraus hergestellte verpackungsbehälter | |
| DE3853099T2 (de) | Verbundstrukturen ohne Metallfolie zur Verpackung von Säften. | |
| DE69823391T2 (de) | Verpackungsbehälter zum kalt-lagern von flüssigen nahrungsmitteln sowie verfahren zum herstellen dieses behälters | |
| EP4347250B1 (de) | Recyclingfähiges papier-verpackungslaminat mit dünner barrierefolie und guter aufreisseigenschaft | |
| DE60214581T2 (de) | Mit polymer beschichtetes heissversiegelbares verpackungsmaterial, herstellungsverfahren dafür und daraus hergestellte verschlossene verpackung | |
| DE3504463A1 (de) | Leicht oeffenbare packung und verfahren zu deren herstellung | |
| DE69632778T2 (de) | Herstellung einer mehrschichtfolie für verpackungen | |
| AT7937U1 (de) | Zweilagenplatine | |
| EP2829396B1 (de) | Behälter zur verpackung von lebensmitteln | |
| DE69530127T2 (de) | Polymerwerkstoff und seine verwendung in mehrschichtstoffen | |
| DE69701529T2 (de) | Mehrschichtiges verpackungsmaterial, verfahren zur herstellung desselben, sowie verpackung | |
| EP4282647A1 (de) | Verbund zur verpackung von lebensmitteln oder pharmazeutika | |
| DE102018117071A1 (de) | Heißsiegelfähiges Barrierepapier | |
| DE602005003050T2 (de) | Folien aus Zusammensetzungen von aliphatischen Polyestern und daraus hergestellte Mehrschichtfolien | |
| DE69501263T2 (de) | Deckel für behälter | |
| DE68920927T2 (de) | Sauerstoffundurchlässiger leckagefreier Behälter. | |
| EP3585705A1 (de) | Verpackungselement | |
| EP3943661A1 (de) | Verpackungsmaterial mit wasserbasierter barriereschicht | |
| CH721898B1 (de) | Folie zur Abdichtung einer Oberfläche | |
| DE102022202764A1 (de) | Flüssigkeitsdichter behälter mit keilförmiger boden- oder kopfnaht |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 8364 | No opposition during term of opposition |