EP0039850B2 - Verfahren und eine zu dessen Ausführung dienende Vorrichtung zum Herstellen von Drahtgliederbändern - Google Patents
Verfahren und eine zu dessen Ausführung dienende Vorrichtung zum Herstellen von Drahtgliederbändern Download PDFInfo
- Publication number
- EP0039850B2 EP0039850B2 EP81103306A EP81103306A EP0039850B2 EP 0039850 B2 EP0039850 B2 EP 0039850B2 EP 81103306 A EP81103306 A EP 81103306A EP 81103306 A EP81103306 A EP 81103306A EP 0039850 B2 EP0039850 B2 EP 0039850B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- connecting wires
- helices
- wire link
- closure
- openings
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F43/00—Making bands, e.g. bracelets, from wire
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21F—WORKING OR PROCESSING OF METAL WIRE
- B21F27/00—Making wire network, i.e. wire nets
- B21F27/12—Making special types or portions of network by methods or means specially adapted therefor
- B21F27/18—Making special types or portions of network by methods or means specially adapted therefor of meshed work for filters or sieves
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F1/00—Wet end of machines for making continuous webs of paper
- D21F1/0027—Screen-cloths
- D21F1/0072—Link belts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49782—Method of mechanical manufacture of a slide fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49863—Assembling or joining with prestressing of part
- Y10T29/4987—Elastic joining of parts
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53291—Slide fastener
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53657—Means to assemble or disassemble to apply or remove a resilient article [e.g., tube, sleeve, etc.]
Definitions
- the subject matter of the invention is a method and a device for the production of wire link belts for the execution thereof.
- the invention is based on wire link belts as described in the patent specification CH-A-610 273.
- One coil after the other is pressed by hand into the respective previously created coil by means of sliding pressure.
- the previously created helix offers the next helix to be created a fixed pitch that corresponds to twice the wire thickness. It is difficult and requires dexterity to achieve the deep interlocking of all turns of the turns. If the helix is not pressed in deep enough, it will pop out again due to the contracted spring force and the whole process must be repeated. If, on the other hand, they are pressed too deeply into one another, the head arches of the turns do not protrude enough for the next coil to be applied and it can no longer be connected.
- the connecting wires are pushed in by hand from one side into the last pair of coils after each pressed-in coil. If the turns of the helix are not aligned uniformly, so that a uniform tubular opening of the respective corresponding turns of the helix is produced, the connecting wire can no longer be pushed. This is favored by the contracting tension of the coils. Once a helix has misaligned, it can no longer be moved by the connecting wire, since the coils cling to one another and hold in a fixed position due to their contracting spring force.
- the object of the invention is to overcome the disadvantages mentioned and to find a simple method for producing wire link belts mechanically and economically.
- Another object of the invention is to find a simple device for carrying out this method.
- the object is achieved in that three or more wire coils are laterally pressed into one another by pulling together through a narrow closing gap.
- the turns of adjacent wire coils open just enough, due to their contracting pre-tension, that they can interlock and connect to form a wire link belt.
- wires are used as the connecting means, these are inserted simultaneously, or later, into the corresponding openings of the interlocking turns of the coils of the sectional sieve as soon as the coils have passed the closing gap or the drive. How far the tips of the connecting wires are brought to the exit of the closing gap depends on the shape and size of the coils used and the connecting wires. They should help to secure the connection of the coils as early as possible. They can also be introduced rotating around their central axis. During the insertion of the connecting wires, the coils are stretched in the direction of the connecting wires, so that the mutual clamping of the coils, which is brought about by the contracting property, is released for a short time.
- a stationary or traversing closing gap has a narrowing passage opening for three or more wire coils to be pulled through the closing gap, which is delimited by a top surface, two side surfaces and a bottom surface, whose narrowest cross-section approximately corresponds to the cross-sectional dimension of the wire link strip to be formed with intermeshing turns of the wire coils, and the wire coils are pulled through the closing gap by a drive.
- a transport head In the case of a stationary closing gap, after leaving the drive, a transport head, through which the connecting wires also run, detects the beginning of the link screen formed and, by means of suitable centering devices, pushes the openings of the corresponding turns of the turns onto the fixed connecting wires.
- the connecting wires are held in position during the pushing on by a rolling pressure roller, or pressure roller pair, or by pressure roller belt, arranged in the transport head. That will stretch evenly achieved by the transport head moving away faster than the drive pulls coils out of the closing gap. If the transport head has reached the intended link screen width, the link screen is cut off on both side edges. The transport head moves back to the closing gap drive, taking the new connecting wires with it and pushing them back into the openings of the corresponding coils using a suitable device. A new step can begin.
- the drive and the spiral storage containers traverse at the same time.
- the sectional sieve drawn by the drive through the closing gap is held in position with its first turns by a suitable clamping device.
- An insertion device for the connecting wires consisting of a belt drive or several belt drives with a suitable centering device, is arranged on one or both side edges.
- the filaments can be removed from the closing gap, or from the drive, and the connecting wires can be inserted each time it is moved back and forth.
- a heat-fixing device for heat-fixing the connecting wires can be arranged in front of the insertion device.
- sectional sieves can be connected to a longer sectional sieve according to the invention by producing several closing gaps next to one another, or step-by-step side by side forming sectional sieves and their respective adjacent turns of their coils are brought together so that they engage and are connected, or are brought together so that an additional coil , or spiral pair, or an additional sectional sieve for connecting between the adjacent turns of the sectional sieves can be introduced.
- An advantageous arrangement for lengthening sectional sieves is when a third sectional sieve with a traversing closing gap is produced between two sectional sieves from stationary closing gaps, the two outermost turns of which insert into the turns of the other two sectional sieves. This combination can be reproduced.
- the technical progress consists in the fact that in a surprisingly simple manner a large number of coils are zipped together exactly to form a link screen, and at the same time all the connecting wires required for connecting the coils are inserted, so that mechanical production is possible and very fine link screens can be manufactured with small pitches and pitches over large widths and lengths.
- Another advantage is that by pulling through a narrow closing gap, the coils are in front of the inlet into the closing gap
- a further advantage is that the prefabricated coils can be manufactured turn by turn, which simplifies their production and that even pitch differences or twists within individual coils do not cause any disturbances.
- closing gap can produce sectional sieves with different pitches and can connect different sizes of coils by small adjustments.
- connecting wires stretching the chained coils is advantageous, since only then is it possible to insert long connecting wires, such as for paper machine screens with working widths of up to 10 meters.
- sectional screens are prefabricated as partial sections, which are then later combined according to the known system or according to the invention to form a sectional screen of greater length.
- the advantage of this method lies in the simplicity of the device and the relatively easy insertion of the connecting wires. Stockpiling and manufacturing in stock can also be facilitated.
- the resulting sections can be connected to the last coil of the previously manufactured sectional screen section at the same time.
- a suitable extraction device enables continuous production of sectional sieves.
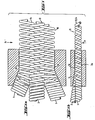
- coils 1, 2 turned to the right and left are pulled alternately through the closing gap 3.
- these coils In front of the closing gap, these coils have a pitch smaller than twice the wire diameter. Due to the narrowing of the closing gap 3, the opening Windings mutually and push each other by tensile and lateral pressure to a wire link belt 10.
- the opening Windings mutually and push each other by tensile and lateral pressure to a wire link belt 10.
- only three coils are drawn for a better overview. But there can be many.
- the insertion device 12 for the connecting wires is stationary.
- the terminal 15 detects the beginning of the wire link belt 10, which was pulled through the closing gap 3 by means of the drive 4 and stored.
- the drive wires 8 are inserted by drive 9 via the centering device 6 into the openings 13, 14 of the turns of the wire link belt 10.
- the stationary closing gap 3 with drive 4 and the transport head 11 work on a solid base 17.
- the connecting wires are drawn off from supply rolls 16 after each operation by the returning transport head.
- the traversing closing gap can also be arranged.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Wire Processing (AREA)
- Paper (AREA)
- Ropes Or Cables (AREA)
Description
- Gegenstand der Erfindung ist ein Verfahren und eine zu dessen Ausführung dienende Vorrichtung zum Herstellen von Drahtgliederbändern.
- Die Erfindung geht aus von Drahtgliederbändern, wie sie in der Patentschrift CH-A-610 273 beschrieben sind. Per Hand wird eine Wendel nach der anderen in die jeweilige vorher angelegte Wendel mittels Gleitdruck eingepresst. Die vorher angelegte Wendel bietet der jeweils nächsten anzulegenden Wendel eine fixierte Steigung an, die der doppelten Drahtstärke entspricht. Es ist schwierig und benötigt Fingerfertigkeit, das gleichmässig tiefe Ineinandergreifen aller Windungen der Wenden zu erreichen. Ist die Wendel nicht tief genug eingepresst, so springt sie durch die ihr aufgeprägte kontrahierende Federkraft wieder heraus und der ganze Vorgang muß wiederholt werden. Sind sie dagegen zu tief ineinandergepresst, so ragen die Kopfbögen der Windungen zu wenig hervor für die nächste anzulegende Wendel und sie kann nicht mehr verbunden werden.
- In der Ausführung, bei welcher die Wendeln mittels Steckdrähten verbunden werden, werden die Verbindungsdrähte nach jeder eingepressten Wendel in das letzte Wendelpaar von einer Seite her per Hand eingeschoben. Sind die Windungen der Wendel nicht gleichmässig ausgerichtet, so daß eine gleichmässige röhrenförmige Öffnung der jeweils korrespondierenden Windungen der Wendeln entsteht, so läßt sich der Verbindungsdraht nicht mehr weiterschieben. Begünstigt wird dies durch die kontrahierende Verspannung der Wendeln. Hat eine Wendel eine Fehlstellung einmal eingenommen, so kann sie durch den Verbindungsdraht auch nicht mehr verschoben werden, da sich die Windungen gegenseitig durch ihre kontrahierende Federkraft ineinanderkrallen und in fester Position halten.
- Es sind für das Anlegen und das Einführen der Verbindungsdrähte mindestens zwei Personen nötig. Das ist sehr zeitaufwendig und bedarf großer Genauigkeit der Arbeiten und Aufmerksamkeit und ist außerdem nur über kleinere Breiten ausführbar. Aus diesen Gründen mußte man den Innendurchmesser der Windungs-Kopfbögen größer halten, oder die Durchmesser der Verbindungsdrähte kleiner, was den Einsatzzweck und die Lebensdauer beschränkte. Auch konnte der Drahtdurchmesser der Wendel, sowie die Teilung nicht beliebig klein gehalten werden, was die nötige Feinheit, z. B. für Papiermaschinen wesentlich einschränkte und nachteilig war.
- Bei Reißverschlüssen ist bekannt, daß ein Gliederkettenpaar, durch Tragbänder im exakten Steigungs-Abstand fixiert, mittels beweglichem Schieber ineinander verbunden werden. Es ist eine allgemeine Erfahrung, daß Reißverschlüsse schon bei kleinsten Differenzen der Steigung z. B. durch Schrumpfung des Tragbandes nicht mehr zu schließen sind. Ober größere Breiten wird das Schließen ganz unmöglich.
- Aufgabe der Erfindung ist es, die genannten Nachteile aufzuheben und ein einfaches Verfahren zu finden, Drahgtgliederbänder maschinell und wirtschaftlich herzustellen.
- Aufgabe der Erfindung ist es ferner, eine einfache Vorrichtung zur Durchführung dieses Verfahrens zu finden.
- Die Aufgabe wird dadurch gelöst, daß drei oder mehr Drahtwendeln durch gemeinsames Ziehen durch einen engen Schließspalt seitlich ineinandergepreßt werden. Dabei öffnen sich die Windungen benachbarter Drahtwendeln gerade so weit, infolge ihrer kontrahierenden Vorspannung, daß sie ineinandergreifen können und sich zu einem Drahtgliederband verbinden.
- Wenn als Verbindungsmittel Drähte verwendet werden, werden diese gleichzeitig, oder später, in die entsprechenden Offnungen der ineinandergreifenden Windungen der Wendeln des Gliedersiebes eingeführt, sobald die Wendeln den Schließspalt, respektive den Antrieb passiert haben. Wie weit die Spitzen der Verbindungsdrähte an den Ausgang des Schließspaltes herangeführt werden, hängt ab von der Form und Größe der verwendeten Wendeln und der Verbindungsdrähte. Sie sollen mithelfen, die Verbindung der Wendeln möglichst frühzeitig zu sichern. Sie können auch sich um ihre Mittelachse drehend eingeführt werden. Während des Einführens der Verbindungsdrähte werden die Wendeln In Richtung der Verbindungsdrähte gestreckt, so daß die gegenseitige Verklammerung der Wendeln, die durch die Kontrahierende Eigenschaft bewirkt ist, kurzfristig aufgehoben wird.
- Ferner wird die Aufgabe der Erfindung durch eine Vorrichtung gelöst, bei der ein stationärer, oder traversierend laufender Schließspalt eine sich verengende Durchlauföffnung für drei oder mehr gemeinsam durch den Schließspalt zu ziehende Drahtwendeln hat, die begrenzt ist durch eine Deckenfläche, zwei Seitenflächen und eine Bodenfläche, deren engster Querschnitt annähernd der Querschnitts-Dimension des zu formenden Drahtgliederbandes mit ineinandergreifenden Windungen der Drahtwendeln entspricht und wobei durch einen Antrieb die Drahtwendeln durch den Schließspalt gezogen werden.
- Bei stationärem Schließspalt erfasst, nach Verlassen des Antriebs, ein Transportkopf, durch den auch die Verbindungsdrähte laufen, den Anfang des gebildeten Gliedersiebes und schiebt durch geeignete Zentriereinrichtungen die Öffnungen der korrespondierenden Windungen der Wenden auf die feststehenden Verbindungsdrähte. Die Verbindungsdrähte werden während des Aufschiebens durch eine sich abrollende Druckwalze, oder Druckwalzenpaar, oder durch Druckwalzenband, im Transportkopf angeordnet, in Position gehalten. Das gleichmässige Strecken wird erreicht, indem der Transportkopf schneller wegfährt, als der Antrieb Wendeln aus dem Schließspalt zieht. Hat der Transportkopf die vorgesehene Gliedersiebbreite erreicht, wird das Gliedersieb an beiden Seitenkanten abgeschnitten. Der Transportkopf fährt zum Schließspalt-Antrieb zurück und nimmt dabei die neuen Verbindungsdrähte mit und schiebt sie durch eine geeignete Vorrichtung wieder in die Öffnungen der korrespondierenden Wendeln. Ein neuer Arbeitsgang kann beginnen.
- Beim traversierenden Schließspalt traversieren gleichzeitig der Antrieb und die Wendelvorratsbe hälter mit. Das durch den Antrieb durch den Schließspalt gezogene Gliedersieb wird mit seinen ersten Windungen durch geeignete Klemmeinrichtung in Position gehalten. Eine Einschiebevorrichtung für die Verbindungsdrähte, bestehend aus einem Bandantrieb, oder mehreren Bandantrieben mit geeigneter Zentriereinrichtung ist an einer oder beiden Seitenkanten angeordnet. Das Ablegen der Wendeln aus dem Schließspalt, respektive vom Antrieb und das Einschieben der Verbindungsdrähte kann bei jedem Hin- und Herbewegen erfolgen. Vor der Einschiebvorrichtung kann eine Thermofixiereinrichtung zum Thermofixieren der Verbindungsdrähte angeordnet sein.
- Einzelne Gliedersiebe können nach der Erfindung zu einem längeren Gliedersieb verbunden werden, indem mehrere Schließspalte nebeneinander, oder stufenförmig nebeneinander Gliedersiebe herstellen und deren jeweils angrenzenden Windungen ihrer Wendeln so zusammengeführt werden, daß sie ineinandergreifen und verbunden werden, oder so zusammengeführt werden, daß eine zusätzliche Wendel, oder Wendelpaar, oder ein zusätzliches Gliedersieb zum Verbinden zwischen den jeweils angrenzenden Windungen der Gliedersiebe eingeführt werden kann. Eine vorteilhafte Anordnung zum Verlängern von Gliedersieben ist, wenn zwischen zwei Gliedersieben aus stationären Schließspalten, ein drittes Gliedersieb mit einem traversierenden Schließspalt hergestellt wird, dessen beide äußersten Wenden mit ihren Windungen sich in die Windungen der beiden anderen Gliedersiebe einlegen. Diese Kombination läßt sich vervielfältigen.
- Der technische Fortschritt besteht darin, daß auf überraschend einfache Weise in einem Arbeitsgang eine Vielzahl von Wendeln reißverschlußartig exakt zu einem Gliedersieb ineinander verbunden werden und gleichzeitig alle für die Verbindung der Wendeln nötigen Verbindungsdrähte eingeführt werden, so daß eine mechanische Fertigung möglich ist und sehr feine Gliedersiebe mit kleiner Steigung und Teilung auch über große Breiten und Längen hergestellt werden können.
- Ein weiterer Vorteil liegt darin, daß durch das Ziehen durch einen engen Schließspalt die Wendeln vor dem Einlauf In den Schließspalt sich
- selbsttätig ordnen und trotz der Vielzahl der Wendeln keine aufwendige Zuführ- und Teilungsanordnung nötig ist.
- Ein weiterer Vorteil ist ferner, daß die vorgefertigten Wendeln Windung an Windung gefertigt werden können, was deren Produktion vereinfacht und daß selbst Steigungsdifferenzen oder Verwindungen innerhalb einzelner Wendeln keine Störungen verursachen.
- Ein weiterer Vorteil ist, daß der Schließspalt Gliedersiebe herstellen kann mit verschiedenen Teilungen und durch kleine Verstellungen verschiedene Größen von Wendeln verbinden kann.
- Beim Einsatz von Verbindungsdrähten ist das Strecken der verketteten Wendeln von Vorteil, da erst dadurch das Einbringen langer Verbindungsdrähte, wie zum Beispiel für Papiermaschinensiebe mit Arbeitsbreiten bis zu 10 Meter, möglich ist.
- Bei der Ausführung mit stationärem Schließspalt werden Gliedersiebe als Teilabschnitte vorgefertigt, die dann später nach bekanntem System oder nach der Erfindung zu einem Gliedersieb größerer Länge zusammengereiht werden. Der Vorteil dieses Verfahrens liegt in der Einfachheit der Vorrichtung und dem relativ leichten Einführen der Verbindungsdrähte. Auch kann die Vorratshaltung und Fertigung auf Vorrat erleichtert werden.
- Bei der Ausführung mit traversierendem Schlieb spalt können die entstehenden Teilabschnitte gleichzeitig mit der jeweilig letzten Wendel des zuvor gefertigten Gliedersiebabschnittes verbunden werden. Durch geeignete Abzugsvorrichtung ist somit eine fortlaufende Herstellung von Gliedersieben möglich.
- Es zeigen die Figuren
- Figur 1 ein Ausführungsbeispiel nach der Erfindung für einen Schließspalt mit drei Wendeln als Querschnitt in Draufsicht und Seitenansicht.
- Figur 2 skizziert ein Ausführungsbeispiel für eine Vorrichtung nach der Erfindung mit einem stationären Schließspalt und mit einem traversierenden Transportkopf.
- Figur 3 skizziert ein Ausführungsbeispiei nach der Erfindung für eine Vorrichtung mit einem traversierenden Schließspalt und mit einer stationären seitlichen Einführvorrichtung für die Verbindungsdrähte.
- Figur 4 skizziert ein weiteres Ausführungsbeispiel nach der Erfindung für eine Vorrichtung mit einem stationären Schließspalt und mit einem traversierenden Transportkopf.
- Nach Fig. 1 werden abwechselnd rechts- und links gedrehte Wendeln 1, 2 durch den Schließspalt 3 gezogen. Vor dem Schließspalt haben diese Wendeln eine Steigung kleiner als der doppelte Drahtdurchmesser. Durch die Verengung des Schließspaltes 3 öffnen sich die Windungen gegenseitig und schieben sich durch Zug und seitlichen Druck zu einem Drahtgliederband 10 ineinander. Im Ausführungsbeispiel sind der besseren Übersicht nur drei Wendeln gezeichnet. Es können aber eine Vielzahl sein.
- Nach Fig. 2 und 4 bewirken das Durchziehen der Wendeln der Antrieb 4 auf das Drahtgliederband 10. Beim stationären Schließspalt nach Fig. 2 und 4 werden die Wendeln 1,2 des Drahtgliederbandes 10 gleichzeitig auf die feststehenden Verbindungsdrähte 8 aufgeschoben. Der besseren Übersicht wegen ist in den Zeichnungen nur ein Verbindungsdraht gezeichnet. Der Transportkopf 11 erfaßt mit seinem Greifer 5 das Drahtgliederband 10 und transportiert es mit größerer Geschwindigket als durch Antrieb 4 vermittelt, vom Schließspalt weg. Dadurch wird das Drahtgliederband gestreckt. Durch Abrollen der Walzen 7 auf den Verbindungsdrähten 8 wird erreicht, daß die Verbidungsdrähte nicht die Bewegung des Transportkopfes mitmachen, sondern ihre Position behalten. Der für die Abrollung nötige Antrieb der Walzen 7 wird durch bekannte Mittel z. B. Zahnstange/Zahnrad erreicht. Die Walzen 7 können mit Hilfe der Zentriereinrichtung 6 für die Verbindungsdrähte auch zum Einführen der Verbindungsdrähte in die Öffnungen 13, 14 der Wendeln benutzt werden.
- Beim traversierenden Schließspalt nach Fig. 3 ist die Einschiebevorrichtung 12 für die Verbindungsdrähte stationär. Die Klemme 15 erfaßt den Anfang des Drahtgliederbandes 10, welches durch den Schließspalt 3 mittels des Antriebes 4 gezogen und abgelegt wurde. Durch Antrieb 9 werden die Verbindungsdrähte 8 über die Zentriereinrichtung 6 in die Öffnungen 13, 14 der Windungen des Drahtgliederbandes 10 eingeführt.
- in Fig. 4 arbeitet der stationäre Schließspalt 3 mit Antrieb 4 sowie der Transportkopf 11 auf einer festen Unterlage 17. Die Verbindungsdrähte werden von Vorratsrollen 16 nach jedem Arbeits gang durch den zurückfahrenden Transportkopf abgezogen. Analog zu dieser Anordnung kann auch der traversierende Schließspalt angeordnet sein.
Claims (12)
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8383112252T DE3176466D1 (en) | 1980-05-07 | 1981-05-02 | Process for making link belts |
| AT81103306T ATE7314T1 (de) | 1980-05-07 | 1981-05-02 | Verfahren und eine zu dessen ausfuehrung dienende vorrichtung zum herstellen von drahtgliederbaendern. |
| AT83112252T ATE29908T1 (de) | 1980-05-07 | 1981-05-02 | Verfahren zum herstellen von drahtgliederbaendern. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3017378A DE3017378C2 (de) | 1980-05-07 | 1980-05-07 | Verfahren und Vorrichtung zum Herstellen von Flächengebilde darstellenden Drahtgliederbändern aus Metalldraht- bzw. Kunststoffdrahtwendeln |
| DE3017378 | 1980-05-07 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83112252.8 Division-Into | 1983-12-06 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0039850A1 EP0039850A1 (de) | 1981-11-18 |
| EP0039850B1 EP0039850B1 (de) | 1984-05-02 |
| EP0039850B2 true EP0039850B2 (de) | 1989-02-15 |
Family
ID=6101777
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83112252A Expired EP0117304B1 (de) | 1980-05-07 | 1981-05-02 | Verfahren zum Herstellen von Drahtgliederbändern |
| EP81103306A Expired EP0039850B2 (de) | 1980-05-07 | 1981-05-02 | Verfahren und eine zu dessen Ausführung dienende Vorrichtung zum Herstellen von Drahtgliederbändern |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83112252A Expired EP0117304B1 (de) | 1980-05-07 | 1981-05-02 | Verfahren zum Herstellen von Drahtgliederbändern |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US4535824A (de) |
| EP (2) | EP0117304B1 (de) |
| JP (1) | JPS6033572B2 (de) |
| DE (3) | DE3017378C2 (de) |
| ES (1) | ES8202704A1 (de) |
Families Citing this family (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ZA814393B (en) * | 1980-07-12 | 1982-07-28 | Haaksbergen T T Bv | Method of and apparatus for arranging helical coils in interdigitated side-by-side disposition |
| DE3108522C2 (de) * | 1981-03-06 | 1983-02-24 | Jürgens Maschinenbau GmbH & Co KG, 4407 Emsdetten | Verfahren und Vorrichtung zur Herstellung eines Drahtwendel-Gliederbandes aus vorgefertigten Drahtwendeln |
| DE3228033A1 (de) * | 1982-07-27 | 1984-02-02 | Siteg Siebtechnik GmbH, 4422 Ahaus | Spirale grosser laenge zur herstellung eines spiralbandes und verfahren und vorrichtung zum einbringen von fuellmaterial in diese spiralen |
| GB8302118D0 (en) * | 1983-01-26 | 1983-03-02 | Scapa Porritt Ltd | Link belts |
| US4539730A (en) * | 1983-08-22 | 1985-09-10 | Albany International Corp. | Seaming means and a tool for forming the seam |
| IT1183354B (it) * | 1985-02-15 | 1987-10-22 | Pirelli Cavi Spa | Procedimento per formare corpi tubolari flessibili e dispositivo di attuazione del procedimento |
| DE3523149C1 (de) * | 1985-06-28 | 1986-11-13 | Siegfried 6072 Dreieich Herrmann | Vorrichtung zum seitlichen zusammenfügen einer Vielzahl von Wendeln aus Kunststoff- oder Metalldraht zwecks Bildung eines Drahtgliederbandes |
| FI854323A0 (fi) * | 1985-09-04 | 1985-11-04 | Filztuchverwaltungs Gmbh | Foerfarande och anordning foer framstaellning av ett traodlaenkband. |
| DE3545805A1 (de) * | 1985-12-23 | 1987-06-25 | Wangner Gmbh Co Kg Hermann | Verfahren und vorrichtung zur herstellung eines flaechigen spiralgliederverbundes |
| DE8902635U1 (de) * | 1989-03-04 | 1989-04-13 | Filztuchverwaltungs GmbH, 6082 Mörfelden-Walldorf | Vorrichtung zum Einführen von Fülldrähten in ein Drahtgliederband |
| DE4039399A1 (de) * | 1990-12-10 | 1992-06-11 | Siteg Siebtech Gmbh | Doppelspirale, deren herstellung und deren verwendung zur herstellung eines spiralgliederbandes |
| JPH07507605A (ja) * | 1993-03-19 | 1995-08-24 | ジェイダブリューアイ リミテッド カンパニー | 高ループ密度ピンシーム |
| IT1318095B1 (it) * | 2000-06-30 | 2003-07-23 | Feltri Marone S P A | Macchina per la fabbricazione di cartone ondulato. |
| DE102011110019A1 (de) * | 2011-08-11 | 2013-02-14 | Mühlen Sohn Gmbh & Co. Kg | "Endloser Gewebegurt" |
| EP2982785B1 (de) | 2014-08-06 | 2016-04-06 | Karl Mayer Textilmaschinenfabrik GmbH | Vorrichtung und Verfahren zum Geraderichten von Filamenten |
| EP3018253B1 (de) * | 2014-11-04 | 2016-09-21 | Karl Mayer Textilmaschinenfabrik GmbH | Vorrichtung und Verfahren zum Herstellen von Wendelsieben |
| DE102017119934B4 (de) | 2017-08-30 | 2019-12-05 | Wolfgang Bachmann | Verfahren und Vorrichtung zur Herstellung von Spiralsieben aus einem Wendelverbund |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2613433A (en) * | 1948-12-27 | 1952-10-14 | Fred H Rojahn | Apparatus for interlockably assembling fastener stringers |
| DE1002180B (de) * | 1955-07-26 | 1957-02-07 | Karl Friedrich Naegele | Verfahren und Vorrichtung zum kontinuierlichen Galvanisieren von auf Baendern aufgesetzten metallischen Reissverschlussgliedern |
| US3129498A (en) * | 1962-05-09 | 1964-04-21 | Talon Inc | Apparatus for gapping slide fastener chain |
| DE1610397B1 (de) * | 1966-01-03 | 1971-04-08 | Prym Werke William | Vorrichtung zum Herstellen von Gliederluecken in fortlaufenden Reissverschlussstreifen |
| DE2158372A1 (de) * | 1971-11-25 | 1973-05-30 | Eugen Fischer | Vorrichtung zum herstellen von armbaendern und dgl |
| US3874061A (en) * | 1973-05-30 | 1975-04-01 | Cofpa | Wire inserting device |
| FR2263425B1 (de) * | 1974-03-04 | 1976-06-25 | Cofpa | |
| CH610273A5 (en) * | 1975-10-02 | 1979-04-12 | Munzinger Conrad & Cie Ag | Flat formation acting as a wire link conveyor |
| NL7903176A (nl) * | 1979-04-23 | 1980-10-27 | Johannes Lefferts | Werkwijze voor het vervaardigen van een zeefband, bij- voorbeeld een zeefband voor een papiermachine. |
| DE3001472C2 (de) * | 1980-01-17 | 1981-06-11 | Optilon W. Erich Heilmann GmbH, Cham | Verfahren und Vorrichtung zum Vereinigen von Schraubenwendeln zu einem Schraubenwendel-Transportband |
| GB2079336B (en) * | 1980-07-12 | 1983-11-30 | Haaksbergen T T Bv | Method of and apparatus for arranging helical coils in interdigated side-by-side disposition |
| DE3108522C2 (de) * | 1981-03-06 | 1983-02-24 | Jürgens Maschinenbau GmbH & Co KG, 4407 Emsdetten | Verfahren und Vorrichtung zur Herstellung eines Drahtwendel-Gliederbandes aus vorgefertigten Drahtwendeln |
-
1980
- 1980-05-07 DE DE3017378A patent/DE3017378C2/de not_active Expired
-
1981
- 1981-05-02 DE DE8383112252T patent/DE3176466D1/de not_active Expired
- 1981-05-02 EP EP83112252A patent/EP0117304B1/de not_active Expired
- 1981-05-02 DE DE8181103306T patent/DE3163360D1/de not_active Expired
- 1981-05-02 EP EP81103306A patent/EP0039850B2/de not_active Expired
- 1981-05-06 ES ES501915A patent/ES8202704A1/es not_active Expired
- 1981-05-07 JP JP56068491A patent/JPS6033572B2/ja not_active Expired
-
1983
- 1983-06-03 US US06/500,669 patent/US4535824A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0117304A1 (de) | 1984-09-05 |
| DE3017378A1 (de) | 1981-11-12 |
| EP0039850B1 (de) | 1984-05-02 |
| EP0039850A1 (de) | 1981-11-18 |
| US4535824A (en) | 1985-08-20 |
| ES501915A0 (es) | 1982-02-01 |
| EP0117304B1 (de) | 1987-09-23 |
| DE3176466D1 (en) | 1987-10-29 |
| JPS571535A (en) | 1982-01-06 |
| JPS6033572B2 (ja) | 1985-08-03 |
| DE3017378C2 (de) | 1983-11-17 |
| ES8202704A1 (es) | 1982-02-01 |
| DE3163360D1 (en) | 1984-06-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0039850B2 (de) | Verfahren und eine zu dessen Ausführung dienende Vorrichtung zum Herstellen von Drahtgliederbändern | |
| DE2724980C2 (de) | Vorrichtung zum Transport von Blattlagen | |
| CH659230A5 (de) | Bandfoerderer zum foerdern von teilen sowie anlage zum bearbeiten von insbesondere drahtfoermigen foerderteilen und endloses flexibles band zur verwendung in einem bandfoerderer. | |
| CH666441A5 (de) | Vorrichtung zum schneiden mindestens eines segmentes von einem kontinuierlichen strang. | |
| DE69205893T2 (de) | Verfahren zum Herstellen eines Reifens und Apparat zur Durchführung des Verfahrens. | |
| EP0116894A1 (de) | Verfahren zur Herstellung eines Spiralbandes | |
| DE7622674U1 (de) | Armierung fuer betonummantelungen von rohren | |
| DE2856415A1 (de) | Vorrichtung zur herstellung einer lage paralleler faeden | |
| DE3046202A1 (de) | Wickelvorrichtung fuer ringfoermige kerne | |
| DE3877418T2 (de) | Drahtziehmaschine. | |
| EP0041685A1 (de) | Verfahren und Vorrichtungen zum Zusammenfügen von Wendeln aus Metalldraht bzw. Kunststoffdraht zu Flächengebilden | |
| DE3515192A1 (de) | Verfahren und vorrichtung zum bewickeln von magnetkernen | |
| CH658266A5 (de) | Verfahren und vorrichtung zum zusammenfassen von wickeln zu einer bandfoermigen wickelstruktur. | |
| DE2121149A1 (de) | Verfahren und Vorrichtung zum Freilegen von Aussparungen in Reißverschlußketten | |
| DE3853833T2 (de) | Vorrichtung zur herstellung kombinierter federn. | |
| DE1777259C3 (de) | Vorrichtung zur Herstellung von Trägerkonstruktionen aus Metallbändern | |
| EP0227040A2 (de) | Verfahren und Vorrichtung zur Herstellung eines flächigen Spiralgliederverbundes | |
| DE3220517C2 (de) | Verfahren und Vorrichtung zum Herstellen von Schraubenwendeln aus Kunststoff-Monofil mit einer Steigung, die größer ist als der Durchmesser des Monofils | |
| DE558108C (de) | Vorrichtung zum Hochrichten und Wiederumlegen von Schachtelscheiden fuer Schiebeschachteln | |
| EP0036972B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Gliederbandes | |
| DE536441C (de) | Verfahren und Vorrichtung zum Herstellen einer Rundbuerste | |
| DE1439180C3 (de) | Vorrichtung zum maschinellen Bewickeln von Ringkernen | |
| EP1644141A1 (de) | Einrichtung zur herstellung von ebenflächigem streckmaterial | |
| DE1535962B1 (de) | Vorrichtung zum Einlesen von Fadenkreuzen in Webketten | |
| DE2060878C3 (de) | Verfahren und Vorrichtung zur Herstellung von Rippenrohren |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB NL SE |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE DE FR GB NL SE |
|
| 17P | Request for examination filed |
Effective date: 19811130 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB NL SE |
|
| REF | Corresponds to: |
Ref document number: 7314 Country of ref document: AT Date of ref document: 19840515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3163360 Country of ref document: DE Date of ref document: 19840607 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19840630 Year of fee payment: 4 |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: FILZTUCHVERWALTUNGS GMBH Effective date: 19850131 Opponent name: JUERGENS MASCHINENBAU GMBH & CO. KG Effective date: 19850131 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: FILZTUCHVERWALTUNGS GMBH. Opponent name: JUERGENS MASCHINENBAU GMBH & CO. KG. |
|
| BERE | Be: lapsed |
Owner name: KERBER HEINZ Effective date: 19870531 |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: FILZTUCHVERWALTUNGS GMBH * 850131 JUERGENS MASCHIN Effective date: 19850131 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19890215 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE DE FR GB NL SE |
|
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| NLR2 | Nl: decision of opposition | ||
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890531 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 81103306.7 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: D6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19960329 Year of fee payment: 16 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 746 Effective date: 19960402 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19960514 Year of fee payment: 16 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19960515 Year of fee payment: 16 |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| APAC | Appeal dossier modified |
Free format text: ORIGINAL CODE: EPIDOS NOAPO |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19970502 Ref country code: GB Effective date: 19970502 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19971201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19970502 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19971201 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19990903 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000522 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000525 Year of fee payment: 20 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20010503 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 81103306.7 |
|
| APAH | Appeal reference modified |
Free format text: ORIGINAL CODE: EPIDOSCREFNO |