EP0048794B2 - Verwendung von kugelförmigen Füllkörpern für galvanische Bäder sowie Verfahren zur Herstellung dieser Füllkörper und von Anodenbehältern - Google Patents
Verwendung von kugelförmigen Füllkörpern für galvanische Bäder sowie Verfahren zur Herstellung dieser Füllkörper und von Anodenbehältern Download PDFInfo
- Publication number
- EP0048794B2 EP0048794B2 EP81104888A EP81104888A EP0048794B2 EP 0048794 B2 EP0048794 B2 EP 0048794B2 EP 81104888 A EP81104888 A EP 81104888A EP 81104888 A EP81104888 A EP 81104888A EP 0048794 B2 EP0048794 B2 EP 0048794B2
- Authority
- EP
- European Patent Office
- Prior art keywords
- anode
- balls
- packings
- diameter
- spherical
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 11
- 238000000034 method Methods 0.000 title claims abstract description 5
- 238000012856 packing Methods 0.000 title claims description 14
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical group [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910052802 copper Inorganic materials 0.000 claims abstract description 9
- 239000010949 copper Substances 0.000 claims abstract description 9
- 238000003825 pressing Methods 0.000 claims abstract description 8
- 239000010405 anode material Substances 0.000 claims description 4
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 claims description 3
- 239000000463 material Substances 0.000 claims description 3
- 229910052698 phosphorus Inorganic materials 0.000 claims description 3
- 239000011574 phosphorus Substances 0.000 claims description 3
- 238000009713 electroplating Methods 0.000 abstract description 4
- 229910052751 metal Inorganic materials 0.000 abstract description 4
- 239000002184 metal Substances 0.000 abstract description 4
- 230000001788 irregular Effects 0.000 abstract description 2
- 238000004070 electrodeposition Methods 0.000 abstract 1
- 238000007747 plating Methods 0.000 abstract 1
- 239000000945 filler Substances 0.000 description 6
- 230000008021 deposition Effects 0.000 description 3
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 238000005266 casting Methods 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 229910001208 Crucible steel Inorganic materials 0.000 description 1
- 241000530268 Lycaena heteronea Species 0.000 description 1
- 230000002378 acidificating effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 230000002045 lasting effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D17/00—Constructional parts, or assemblies thereof, of cells for electrolytic coating
- C25D17/10—Electrodes, e.g. composition, counter electrode
- C25D17/12—Shape or form
Definitions
- the invention relates to a method according to the preamble of claim 1.
- anode metal fillers e.g. B. of copper
- acidic baths e.g. B. copper alloyed with phosphorus
- auxiliary anodes in the form of titanium baskets which are filled with the appropriate metal fillers, are often used for the electroplating of printing cylinders, printed circuit boards or other electronic device parts. It is important that these auxiliary anodes have the same filling over their entire area, so that the same possible deposition weight and the same deposition area are ensured during the whole operation, which are of crucial importance for exact support layers. These requirements are not met with the granules made of electrolytic copper scrap or sections of copper wires known in practice.
- the object of the invention is to provide a method for producing spherical fillers for anode containers of the aforementioned type to be used in electroplating baths, which enables the manufacture of such fillers with high throughput and low cost.
- Claim 2 specifies a method for producing an anode container filled with appropriately produced packing elements.
- the solution according to the invention makes it possible to produce spherical anode bodies on an industrial scale and quickly in a quasi-continuous process.
- the diameter of the packing balls is advantageously designed so that the balls roll individually through the loading opening of the anode container - and their diameter is somewhat smaller than the depth, but greater than half the depth of the anode container. If the balls are so large that only a single ball passes through the loading opening, there can be no blockages. The balls in the specified sizes also only form a stack layer. Optimal results are achieved if the balls of the filling of an anode container are the same size.
- the wire to be formed into balls can be produced in the usual way by rolling, casting or pressing. Depending on the intended use, it will consist of pure or alloyed metal.
- the wire diameter can be determined on a trial basis.
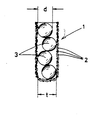
- the drawing shows part of an anode container in section with the packing elements according to the invention.
- Packing balls 3 are filled in an anode basket 1 made of a titanium wire mesh 2. Since the diameter d of the balls is slightly smaller than the depth f of the basket, the balls are stacked in one layer. Even if these balls are slightly offset or shifted, the contact surface is always the same due to the evenly rounded surface of the balls. Due to the spherical shape, the packing elements will always be arranged without gaps and without blocking, even when refilling, and thus enable a uniform filling level.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Electrolytic Production Of Metals (AREA)
- Physical Vapour Deposition (AREA)
- Manufacture And Refinement Of Metals (AREA)
Description
- Die Erfindung betrifft ein Verfahren nach dem Oberbegriff von Anspruch 1.
- In galvanischen Hochleistungsanlagen werden für zyanidische Bäder hochreine Anodenmetall-Füllkörper, z. B. aus Kupfer, und für saure Bäder legierte Füllkörper, z. B. Kupfer mit Phosphor legiert, verwendet. Beim Galvanisieren von Druckzylindern, Leiterplatten oder anderen elektronischen Geräteteilen kommen häufig Hilfsanoden in Form von Titankörben, die mit den entsprechenden Metall-Füllkörpern gefüllt sind, zum Einsatz. Dabei ist es wichtig, daß diese Hilfsanoden über ihre gesamte Fläche eine gleiche Füllung aufweisen, damit während des ganzen Betriebes ein möglichst gleiches Abscheidungsgewicht und eine gleiche Abscheidungsfläche gewährleistet sind, die für exakte Auflageschichten von ausschlaggebender Bedeutung sind. Mit den in der Praxis bekannten Granalien aus Elektrolyt-Kupfer-Schrott oder Abschnittsstücken von Kupferdrähten werden diese Forderungen nicht erfüllt. Die hierbei sich ergebenden ungleichen Kontaktflächen führen zu unterschiedlichen Abscheidungsflächen und die Sperrigkeit der Füllkörper begünstigt häufig eine Brückenbildung an den Einfüllöffnungen und im Innern der Anodenkörbe. Mit diesem bekannten Füllkörper ist es vor allem wegen der unkontrollierbaren Beschickung notwendig, die galvanische Anlage täglich für einen bestimmten Zeitraum außer Betrieb zu setzen. Fällt dann während dieser Auffüllphase die Betriebstemperatur ab, dann muß die Anlage vor Inbetriebnahme wieder aufgeheizt werden, wodurch häufig mehrstündige Betriebsausfälle entstehen. Mit kugelförmigen Füllkörpern (GB-PS 357977; US-PS 3300396) konnten diese Beschickungs-schwierigkeiten weitgehend behoben werden. Werden die Kugeln aber in bekannter Weise im GIeßverfahren hergestellt, dann bildet sich auf der Kugeloberfläche eine mehr oder weniger starke Gußhaut, die zudem noch unregelmäßig auf die Oberfläche verteilt ist. Die elektrolytische Leitfähigkeit dieser meist oxydierten Gußhaut ist stark vermindert, weshalb sich auf diesen Kugeln ungleichmäßige Abtragungen und Aushöhlungen einstellen. Die bekannten FüllkörperKugeln eignen sich daher zum Galvanisieren von nochwertigen elektronischen Geräteteilen nicht gut, weil mit ihnen keine gleichmäßig dünnen Auflageschichten, die sich auch über größere Flächen, mit oder ohen Zwischenräume, erstrek-. ken, erzielt werden können. Werden nach einem anderen Vorschlag (DE-GM 1 985 826) Granalien aus Elektrolyt-Kupfer-Schrotten zu kugeligen Formkörpem umgeformt, dann entstehen keine homogen verdichtete Kugelformen, sondern sehr unterschiedlich zusammengesetzte und mit Spalten und Rissen versehene Schrottkugeln, die eine ungleichförmige Oberfläche aufweisen. Eine unregelmäßige und ungleichförmige Kugeloberfläche begünstigt wiederum ein ungleichmäßiges Abtragen des Werkstoffes und ein verstärktes Aushöhlen der Kugelobärfläche. Bei der Herstellung von Kugeln aus Gußstahl ist es schon bekannt (DE-C-217 938), von einem runden Draht entsprechend lange Stücke abzuschneiden und diese einem Kugel-Preßwerkzeug zuzuführen. Hierbei handelt es sich nicht um aus einem Anodenwerkstoff geformte Füllkörper für Anodenbehälter.
- Aus der JP-A-51-145 437 ist bereits die Herstellung von Kupferkugeln relativ großen Durchmesser von ca 4 bis 5 cm durch Pressen bekannt. Das Pressen derartiger Kugeln großen Durchmessers wird dort als nachteilige geschildert, weil es beim Schmieden erforderlich sei, einen sehr hohen Druck oder eine größere Zahl von Presshüben bei der Kaltverformung bzw. einen erheblichen Energieaufwand für die Warmverformung aufzubringen. Darüber hinaus können derartige Kugeln großen Durchmessers nur mit relativ großem Aufwand hergestellt werden, weil von dicken Kupferstangen Zylinderstücke abgeschnitten und diese dann zu Kugeln verformt werden müssen. Zur Erzielung eines brauchbaren Kupfergefüges bzw. einer oxidfreien Kugeloberfläche müssen an die separaten Herstellungsvorgänge anschließend noch Nachbehandlungen vorgenommen werden.
- Hiervor ausgehend liegt der Erfindung die Aufgabe zugrunde, ein Verfahren zur Herstellung von kugelförmigen Füllkörpern für in galvanische Bäder einzusetzende Anodenbehälter der vorstehend genannten Art zu schaffen, welches die Herstellung derartiger Füllkörper mit großem Durchsatz und geringem Kostenaufwand ermöglicht.
- Diese Aufgabe wird gelöst durch den kennzeichnenden Teil von Anspruch 1.
- Anspruch 2 gibt ein Verfahren zur Herstellung eines mit entsprechend hergestellten Füllkörpern gefüllten Anodenbehälters an.
- Durch die erfindungsgemäße Lösung ist es möglich, kugelförmige Anodenkörper großtechnisch und schnell in einem quasi-kontinuierlichen Verfahren herzustellen.
- Durch die Verwendung gleichmäßig geformter und geschichteter Kugeln ergeben sich gleiche Abscheidungsflächen und im wesentlichen auch gleiches Füllgewicht.
- Auch bei weitgehendem Verbrauch der kugeln kommt es nicht zu zusammengebackenen Füllungszonen, so daß sich ein ununterbrochener Betrieb ohne. Ausfallzeiten erreichen läßt. Die umgeformten Drahtstücke aus homogenem Anodenwerkstoff ergeben geometrisch genau definierte Kugelkörper, die frei von nachteiliger Guß- bzw. Oxydhaut sind. Die mechanische Bearbeitung führt zu einem homogenen, gleichmäßig verdichteten und verfestigten Werkstoffgefüge. Daraus ergibt sich eine gute elektrische Kontakteigenschaft und ein gleichmäßiges Abtragen des Anodenwerkstoffes rund um die Kugel. Ein mit diesen Füllkörpern gefüllter Anodenbehälter gewährleistet besonders lange Betriebszeiten bei hoher Leistung.
- Der Durchmesser der Füllkörperkugeln ist vorteilhaft so ausgelegt, daß die Kugeln einzeln durch die Beschickungsöffnung des Anodenbehälters- rollen und ihr Durchmesser etwas kleiner als die Tiefe, jedoch größer als die halbe Tiefe des Anodenbehälters ist. Sind somit die Kugeln so groß, daß stets nur eine einzige Kugel durch die Beschickungsöffnung geht, so kann es zu keinen Sperrungen kommen. Die Kugeln in den angegebenen Größen bilden auch nur eine Stapelschicht. Optimale Ergebnisse werden erzielt, wenn die Kugeln einer Füllung eines Anodenbehälters gleich groß sind.
- Der zu Kugeln umzuformende Draht kann auf übliche Weise durch Walzen, Gießen oder Pressen hergestellt werden. Je nach dem Verwendungszweck wird er aus reinem oder legiertem Metall bestehen. Der Drahtdurchmesser läßt sich versuchsweise ermitteln. Die fortlaufend vom Draht abgeschnittenen Zylinderstücke gelangen anschließend zwischen Preßwerkzeuge, die fortlaufend Kugeln pressen und auswerfen. Mit diesem einfachen und vorteilhaften Herstellungsverfahren lassen sich die Kugeln vollautomatisch und daher kostengünstig herstellen.
- Die Zeichnung zeigt einen Teil eines Anodenbehälters im Schnitt mit den erfindungsgemäßen Füllkörpern.
- In einem Anodenkorb 1 aus einem Titandrahtgeflecht 2 sind Füllkörperkugeln 3 eingefüllt. Da der Durchmesser d der Kugeln geringfügig kleiner als die Tiefe f des Korbes ist, kommt es zu einer einschichtigen Aufstapelung der Kugeln. Auch wenn diese Kugeln dabei etwas versetzt bzw. verschoben sind, ist infolge der gleichmäßig gerundeten Oberfläche der Kugeln die Kontaktfläche stets die gleiche. Durch die Kugelform werden sich die Füllkörper auch beim Nachfüllen stets lückenlos und ohne Sperrung einordnen und so einen gleichmäßigen Füllstand ermöglichen.
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81104888T ATE15914T1 (de) | 1980-09-30 | 1981-06-24 | Verwendung von kugelfoermigen fuellkoerpern fuer galvanische baeder sowie verfahren zur herstellung dieser fuellkoerper und von anodenbehaeltern. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3036937A DE3036937C2 (de) | 1980-09-30 | 1980-09-30 | Verfahren zum Herstellen von Füllkörpern für Anodenbehälter sowie danach hergestellte Füllkörper |
| DE3036937 | 1980-09-30 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0048794A1 EP0048794A1 (de) | 1982-04-07 |
| EP0048794B1 EP0048794B1 (de) | 1985-10-02 |
| EP0048794B2 true EP0048794B2 (de) | 1990-03-07 |
Family
ID=6113249
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81104888A Expired - Lifetime EP0048794B2 (de) | 1980-09-30 | 1981-06-24 | Verwendung von kugelförmigen Füllkörpern für galvanische Bäder sowie Verfahren zur Herstellung dieser Füllkörper und von Anodenbehältern |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4447298A (de) |
| EP (1) | EP0048794B2 (de) |
| AT (1) | ATE15914T1 (de) |
| CA (1) | CA1177779A (de) |
| DE (1) | DE3036937C2 (de) |
| ES (1) | ES269127Y (de) |
| GR (1) | GR75050B (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3835749A1 (de) * | 1987-10-20 | 1989-05-03 | Outokumpu Oy | Profilkoerper fuer elektrolysebehandlung und verfahren zum herstellen desselben |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5628887A (en) * | 1996-04-15 | 1997-05-13 | Patterson; James A. | Electrolytic system and cell |
| US5744013A (en) * | 1996-12-12 | 1998-04-28 | Mitsubishi Semiconductor America, Inc. | Anode basket for controlling plating thickness distribution |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE217938C (de) * | ||||
| US1204127A (en) * | 1915-02-23 | 1916-11-07 | Ferdinand Mora Canda | Process of and apparatus for forging balls. |
| US1765706A (en) * | 1927-08-13 | 1930-06-24 | Westinghouse Electric & Mfg Co | Dual anode |
| US1868052A (en) * | 1929-11-13 | 1932-07-19 | Udylite Process Company | Anode |
| FR697729A (fr) * | 1930-02-20 | 1931-01-21 | Udylite Process Company | Perfectionnements aux anodes |
| US2313876A (en) * | 1940-06-18 | 1943-03-16 | Westinghouse Electric & Mfg Co | Method of making balls |
| US2614317A (en) * | 1949-08-19 | 1952-10-21 | Deussen Emil | Method of making metal balls |
| US3300396A (en) * | 1965-11-24 | 1967-01-24 | Charles T Walker | Electroplating techniques and anode assemblies therefor |
-
1980
- 1980-09-30 DE DE3036937A patent/DE3036937C2/de not_active Expired
-
1981
- 1981-06-24 EP EP81104888A patent/EP0048794B2/de not_active Expired - Lifetime
- 1981-06-24 AT AT81104888T patent/ATE15914T1/de not_active IP Right Cessation
- 1981-09-22 US US06/304,373 patent/US4447298A/en not_active Expired - Lifetime
- 1981-09-22 CA CA000386405A patent/CA1177779A/en not_active Expired
- 1981-09-23 GR GR66118A patent/GR75050B/el unknown
- 1981-09-29 ES ES1981269127U patent/ES269127Y/es not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3835749A1 (de) * | 1987-10-20 | 1989-05-03 | Outokumpu Oy | Profilkoerper fuer elektrolysebehandlung und verfahren zum herstellen desselben |
Also Published As
| Publication number | Publication date |
|---|---|
| ES269127Y (es) | 1984-01-01 |
| ATE15914T1 (de) | 1985-10-15 |
| EP0048794B1 (de) | 1985-10-02 |
| GR75050B (de) | 1984-07-12 |
| DE3036937C2 (de) | 1983-05-19 |
| CA1177779A (en) | 1984-11-13 |
| US4447298A (en) | 1984-05-08 |
| ES269127U (es) | 1983-06-16 |
| DE3036937A1 (de) | 1982-04-08 |
| EP0048794A1 (de) | 1982-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3542185A1 (de) | Waermeaustauscher unter verwendung einer wasserstoff-okklusion-legierung | |
| WO2008125352A1 (de) | Trägermaterial zur herstellung von werkstücken | |
| DE102007017762B4 (de) | Verfahren zur Herstellung eines Werkstücks mit mindestens einem Freiraum | |
| DE19883018C2 (de) | Verfahren zur Bearbeitung einer Oberfläche einer Form unter Verwendung einer elektrischen Entladung, bei einer derartigen Bearbeitung verwendete Elektrode, und Verfahren zur Herstellung einer derartigen Elektrode | |
| EP0034391B1 (de) | Verwendung einer Blei-Legierung für Anoden bei der elektrolytischen Gewinnung von Zink | |
| DE10296884T5 (de) | Herstellung festkörperelektronischer Bauteile | |
| DE4108297C2 (de) | Verfahren und Einrichtung zum galvanischen Aufbringen einer metallischen Schicht auf Halbgleitlager | |
| EP0048794B2 (de) | Verwendung von kugelförmigen Füllkörpern für galvanische Bäder sowie Verfahren zur Herstellung dieser Füllkörper und von Anodenbehältern | |
| DE2124677A1 (de) | Wärmeröhre und Verfahren zu ihrer Herstellung | |
| DE3874106T2 (de) | Mechanisches plattierungsverfahren. | |
| AT148456B (de) | Aus mindestens zwei Metallen zusammengesetzter Werkstoff, wie Verbund- oder Formkörper, insbesondere für elektrische Zwecke, sowie Verfahren zu deren Herstellung. | |
| DE1038193B (de) | Verfahren zur Herstellung von einzelnen Sinterelektroden fuer elektrolytische Kondensatoren | |
| CH621956A5 (de) | ||
| DE2166925C3 (de) | Verfahren zum Herstellen von Zweischichten-Kontaktstücken als Formteil | |
| DE2256739B2 (de) | Verfahren zur Herstellung eines Elektrolytkondensators | |
| EP1033420A1 (de) | Verfahren und Vorrichtung zum elektrochemischen Aufrauhen eines Trägers für lichtempfindliche Schichten | |
| DE8026170U1 (de) | Fuellkoerpern fuer in galvanische baeder einzusetzende anodenbehaelter | |
| EP1249518B1 (de) | Verwendung von im wesentlichen sauerstofffreiem, dendritischem und unbeschichtetem Kupfer zur galvanischen Beschichtung von Druckzylindern | |
| AT92527B (de) | Verfahren zur Herstellung von zur Auswalzung in Platten und Bleche dienenden Verbundmetallblöcken. | |
| DE1933455A1 (de) | Zellenartiger,starrer,dreidimensionaler Koerper,sein Herstellungsverfahren und Werkzeuge fuer elektrolytische Bearbeitung | |
| DE3049304C2 (de) | ||
| CH619739A5 (en) | Process and appliance for making a non-conductive porous grinding body electroconductive | |
| DE505966C (de) | Elektrolytisch hergestellter Metallblock und Verfahren zu dessen Herstellung | |
| DE1771612C3 (de) | Verfahren zur Herstellung eines aus metallbeschichteten Schleifpartikeln bestehenden porösen Formkörpers | |
| EP4605584A1 (de) | Metallkörper sowie verfahren zum herstellen des metallkörpers |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820616 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 15914 Country of ref document: AT Date of ref document: 19851015 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: KABEL- UND METALLWERKE GUTEHOFFNUNGSHUETTE AKTIEN Effective date: 19860221 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: KABEL-UND METALLWERKE GUTEHOFFNUNGSHUETTE AG |
|
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: CUIVRE ET ALLIAGES Effective date: 19860510 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: CUIVRE ET ALLIAGES |
|
| PLAB | Opposition data, opponent's data or that of the opponent's representative modified |
Free format text: ORIGINAL CODE: 0009299OPPO |
|
| R26 | Opposition filed (corrected) |
Opponent name: KABEL- UND METALLWERKE GUTEHOFFNUNGSHUETTE AKTIEN Effective date: 19860221 |
|
| PUAH | Patent maintained in amended form |
Free format text: ORIGINAL CODE: 0009272 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT MAINTAINED AS AMENDED |
|
| 27A | Patent maintained in amended form |
Effective date: 19900307 |
|
| AK | Designated contracting states |
Kind code of ref document: B2 Designated state(s): AT BE CH FR GB IT NL SE |
|
| ITF | It: translation for a ep patent filed | ||
| ET3 | Fr: translation filed ** decision concerning opposition | ||
| NLR2 | Nl: decision of opposition | ||
| NLR3 | Nl: receipt of modified translations in the netherlands language after an opposition procedure | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 81104888.3 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20000511 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20000517 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20000519 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20000522 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20000523 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20000524 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20000615 Year of fee payment: 20 |
|
| BE20 | Be: patent expired |
Free format text: 20010624 *HOLL & CIE G.M.B.H. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20010623 Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20010623 Ref country code: CH Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20010623 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20010624 Ref country code: AT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20010624 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20010629 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 20010623 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 81104888.3 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20010624 |