EP0051881A1 - Procédé de production en continu d'une poudre simple base - Google Patents
Procédé de production en continu d'une poudre simple base Download PDFInfo
- Publication number
- EP0051881A1 EP0051881A1 EP81109638A EP81109638A EP0051881A1 EP 0051881 A1 EP0051881 A1 EP 0051881A1 EP 81109638 A EP81109638 A EP 81109638A EP 81109638 A EP81109638 A EP 81109638A EP 0051881 A1 EP0051881 A1 EP 0051881A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- screw
- nitrocellulose
- screw press
- solvent
- zone
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 18
- 239000000843 powder Substances 0.000 title claims abstract description 12
- 238000010924 continuous production Methods 0.000 title claims abstract description 8
- 239000000020 Nitrocellulose Substances 0.000 claims abstract description 34
- 229920001220 nitrocellulos Polymers 0.000 claims abstract description 34
- 238000004898 kneading Methods 0.000 claims abstract description 29
- 238000002156 mixing Methods 0.000 claims abstract description 27
- 239000002904 solvent Substances 0.000 claims abstract description 20
- 239000000654 additive Substances 0.000 claims abstract description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 238000001035 drying Methods 0.000 description 3
- 239000002360 explosive Substances 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 238000005520 cutting process Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000007795 chemical reaction product Substances 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/24—Extrusion presses; Dies therefor using screws or worms
-
- C—CHEMISTRY; METALLURGY
- C06—EXPLOSIVES; MATCHES
- C06B—EXPLOSIVES OR THERMIC COMPOSITIONS; MANUFACTURE THEREOF; USE OF SINGLE SUBSTANCES AS EXPLOSIVES
- C06B21/00—Apparatus or methods for working-up explosives, e.g. forming, cutting, drying
- C06B21/0033—Shaping the mixture
- C06B21/0075—Shaping the mixture by extrusion
Definitions
- the invention relates to a process for the continuous production of single-base powder by means of a twin-screw screw press, in which solvent-moist nitrocellulose is introduced into a feed zone of the screw press, mixed in subsequent mixing and kneading zones of the screw press with added solvent and, if appropriate, further additives and thereby gelatinized and at the discharge end of the Screw press is extruded in the form of a strand.
- DE-AS 28 25 567 discloses a process for the continuous production of explosive mixtures in the broadest sense using a twin-screw screw press, in which the components of the explosive mixture fed into the feed zones of the screw press are mixed and kneaded in alternating successive mixing and kneading zones, to leave the screw press at the discharge end as a finished explosive mixture under pressure.
- the mixed and kneading zones are determined by screw and kneading elements, from which the two mixing and kneading screws of the press are composed according to the desired configuration of the zones.
- DE-AS 28 25 567 No details are disclosed in DE-AS 28 25 567 for the production of single-base powder from solvent-moist nitrocellulose. Insofar as liquid components are used in the process variants described in DE-AS 28 25 567, these are always put into the screw press together with a plastic or powdery component at the same place, in a conveying zone of the same to which they are located connects a kneading zone in the working direction.
- the object of the invention is to design the method mentioned in the introduction in such a way that blockages of the screw press by nitrocellulose are avoided.
- nitrocellulose solvent is present exclusively in a mixing zone adjoining the open feed zone is added.
- the solvent is added, e.g. Alcohol, separated from the nitrocellulose, at a point on the screw press that follows the feed zone used exclusively for the supply of the nitrocellulose.
- the design of the screw press or its mixing and kneading screws is such that the solvent in a mixing zone, i.e. no kneading zone, comes together with the nitrocellulose already in the screw press and the first kneading zone of the screw press follows this mixing zone.
- the invention achieves an uninterrupted and, in addition, process sequence so uniform that a high-quality product results which is practically free of quality fluctuations.
- the components of the powder to be prepared are expediently added in metered amounts.
- a metering pump is expedient for the solvent.
- the nitrocellulose is advantageously input using a metering screw. It has been shown that the avoidance of bridging can be controlled even more reliably if the nitrocellulose is dosed for relining at least the feed zone of the screw press, ie one does not work with a complete filling of the screw press.
- a specially designed feed zone namely defined by screw elements with a box profile, in which, due to the selected box profile, there is still no targeted mixing. Rather, mixing then takes place only in the subsequent first mixing zone in which the solvent is fed.
- This mixing zone, the subsequent first kneading zone and the further mixing and kneading zones alternating in the direction of work are preferably defined in the manner known per se from DE-AS 28 25 567 by screw and kneading elements in the course of the two mixing and kneading screws.
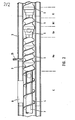
- a device for the continuous production of single-base powder comprises, as the main unit, a twin-screw screw press 1 of a design known in principle, in which two mixing and kneading screws 2 (only one of the two is shown in the figures) lying in the same direction in FIG turn a screw housing 3 which is eight-shaped in cross section and which has a double jacket for temperature control purposes.
- the two mixing and kneading screws 2 are assembled in a certain configuration adapted to the manufacturing process from screw elements 4 with a box profile, screw elements 5 with a rounded profile and disk-shaped kneading elements 6, which are mounted on two screw shafts 7.
- the screw housing 3 has a large filling opening 8 over the initial section of the mixing and kneading screws 2-.
- the end of the screw housing is closed off by a die arrangement 9, which is only indicated schematically in FIG.
- the screw elements 4 with a box profile sit on the screw shafts 7.
- a feed zone E of the screw press that is open through the filling opening.
- screw elements 5 sit on the screw shafts and define a first mixing zone Me of the screw press there.
- kneading elements 6 on the screw shafts which define a first kneading zone Ke.
- further mixing which is, however, significantly shorter than in the first mixing zone Me zones Mi and other kneading zones Ki, which are defined by screw elements 5 or kneading elements 6.
- the last kneading zone is followed by a comparatively long pressure zone D, likewise defined by screw elements 5, which extends up to the die arrangement 9.
- the filling opening 7 is assigned a metering device 10 for nitrocellulose. This comprises a feed hopper 11, to which a metering screw 12 connects, which in turn extends into a vertical, up to the. Filling opening 7 reaching chute 13 opens.
- a metering device 20 for solvents which comprises a storage container 21 and a metering pump 22 connected to it.
- a line 23 leading away from the metering pump ends in the region of the first mixing zone Me in the interior of the screw housing 3, specifically cf. Figure 2, approximately at the end of the first third of its longitudinal extension in the working direction.
- the feed hopper 11 is charged with solvent-moist nitrocellulose, for example with so-called press-displaced nitrocellulose, the water content of which in the press has been replaced by solvent.
- the storage container 21 is filled with solvent, for example acetone.
- the nitrocellulose is withdrawn in metered quantity from the feed hopper 11 by means of the metering screw 12 and is fed into the feed zone E of the screw press via the chute 13.
- the metering is carried out in such a way that the screw press works with relining at least in the feed zone.
- the screw elements 4 in The area of the feed zone E conveys the nitrocellulose that has fallen in to the subsequent first mixing zone Me.
- the solvent fed continuously under pressure by means of the metering pump 22 is added to the nitrocellulose and mixed with the nitrocellulose while conveying the same in the axial direction.
- This mixture which is now highly solvent-moist, reaches the first kneading zone Ke, is kneaded there under shear stress and moves further through the subsequent mixing and kneading zones Mi or Ki to the discharge end of the screw press, the mixture being gelatinized.
- the screw elements in the pressure zone D at the end the gelatinized mixture is pressed through the die arrangement 9, ie extruded in the form of a strand.
- the extruded strands can then be processed to the finished powder in a known manner by cutting, drying and possibly post-processing.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
- Mixers Of The Rotary Stirring Type (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Processes Of Treating Macromolecular Substances (AREA)
- Ceramic Products (AREA)
- Carbon And Carbon Compounds (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81109638T ATE6855T1 (de) | 1980-11-12 | 1981-11-11 | Verfahren zum kontinuierlichen herstellen einbasiger pulver. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3042697 | 1980-11-12 | ||
| DE3042697A DE3042697C2 (de) | 1980-11-12 | 1980-11-12 | Verfahren zum kontinuierlichen Herstellen einbasiger Pulver |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0051881A1 true EP0051881A1 (fr) | 1982-05-19 |
| EP0051881B1 EP0051881B1 (fr) | 1984-03-28 |
Family
ID=6116601
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109638A Expired EP0051881B1 (fr) | 1980-11-12 | 1981-11-11 | Procédé de production en continu d'une poudre simple base |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0051881B1 (fr) |
| AT (1) | ATE6855T1 (fr) |
| DE (1) | DE3042697C2 (fr) |
| ES (1) | ES8300312A1 (fr) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990013528A3 (fr) * | 1989-05-11 | 1990-12-27 | Nitrochemie Gmbh | Procede et dispositif pour produire une poudre de charge propulsive tribasique |
| EP0528257A1 (fr) * | 1991-08-15 | 1993-02-24 | ALBRIGHT & WILSON UK LIMITED | Procédé de traitement de poudre |
| RU2775245C1 (ru) * | 2021-04-13 | 2022-06-28 | Федеральное казенное предприятие "Алексинский химический комбинат" | Винт прессующий шнекового двухвинтового пресса |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1199918A (fr) * | 1957-08-09 | 1959-12-17 | Dynamit Nobel Ag | Procédé et dispositif de fabrication en continu de poudres et explosifs |
| DE2025778A1 (de) * | 1969-05-26 | 1971-01-28 | Sekisui Kagaku Kogyo K K , Osaka (Japan) | Verfahren zur Herstellung thermoplasti scher Gegenstande |
| DE2642153A1 (de) * | 1975-10-01 | 1977-04-14 | Poudres & Explosifs Ste Nale | Schneckenpresse |
| FR2325491A1 (fr) * | 1975-09-25 | 1977-04-22 | Poudres & Explosifs Ste Nale | Procede de boudinage des compositions pyrotechniques, et boudineuse a vis |
| DE2825567B1 (de) * | 1978-06-10 | 1979-11-15 | Dynamit Nobel Ag | Verfahren zur kontinuierlichen Herstellung von Explosivstoffgemischen |
-
1980
- 1980-11-12 DE DE3042697A patent/DE3042697C2/de not_active Expired
-
1981
- 1981-11-11 EP EP81109638A patent/EP0051881B1/fr not_active Expired
- 1981-11-11 AT AT81109638T patent/ATE6855T1/de not_active IP Right Cessation
- 1981-11-12 ES ES507083A patent/ES8300312A1/es not_active Expired
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1199918A (fr) * | 1957-08-09 | 1959-12-17 | Dynamit Nobel Ag | Procédé et dispositif de fabrication en continu de poudres et explosifs |
| DE2025778A1 (de) * | 1969-05-26 | 1971-01-28 | Sekisui Kagaku Kogyo K K , Osaka (Japan) | Verfahren zur Herstellung thermoplasti scher Gegenstande |
| FR2325491A1 (fr) * | 1975-09-25 | 1977-04-22 | Poudres & Explosifs Ste Nale | Procede de boudinage des compositions pyrotechniques, et boudineuse a vis |
| DE2642153A1 (de) * | 1975-10-01 | 1977-04-14 | Poudres & Explosifs Ste Nale | Schneckenpresse |
| DE2825567B1 (de) * | 1978-06-10 | 1979-11-15 | Dynamit Nobel Ag | Verfahren zur kontinuierlichen Herstellung von Explosivstoffgemischen |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1990013528A3 (fr) * | 1989-05-11 | 1990-12-27 | Nitrochemie Gmbh | Procede et dispositif pour produire une poudre de charge propulsive tribasique |
| GR900100307A (el) * | 1989-05-11 | 1991-10-10 | Nitrochemie Gmbh | Μέ?οδος και διάταξη για την κατασκευή κονιώδους προω?ητικής γόμωσης με βάση τρία υλικά. |
| EP0528257A1 (fr) * | 1991-08-15 | 1993-02-24 | ALBRIGHT & WILSON UK LIMITED | Procédé de traitement de poudre |
| RU2775245C1 (ru) * | 2021-04-13 | 2022-06-28 | Федеральное казенное предприятие "Алексинский химический комбинат" | Винт прессующий шнекового двухвинтового пресса |
Also Published As
| Publication number | Publication date |
|---|---|
| ES507083A0 (es) | 1982-11-01 |
| DE3042697C2 (de) | 1986-02-20 |
| EP0051881B1 (fr) | 1984-03-28 |
| ATE6855T1 (de) | 1984-04-15 |
| DE3042697A1 (de) | 1982-06-03 |
| ES8300312A1 (es) | 1982-11-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0231034B1 (fr) | Procédé de fabrication de pâtes ou de masses plastiques contenant du peroxyde | |
| EP0087699B1 (fr) | Machine à axes multiples pour mélanger et malaxer en continu des matières plastifiables, ayant des vis s'engrenant et tournant dans le même sens et à entr'axe constant | |
| DE2731438C2 (de) | Vorrichtung zum kontinuierlichen Mischen | |
| DE1729301A1 (de) | Mehrstufiger Extruder | |
| DE3341090A1 (de) | Verfahren und vorrichtung zur herstellung extrudierter nahrungsmittel | |
| DE1101745B (de) | Mahl- und Knetvorrichtung an Schneckenpressen fuer thermoplastische Massen | |
| EP0113402B1 (fr) | Procédé et dispositif pour la fabrication d'un propergol mono- ou multi-base | |
| DE3042662C2 (de) | Zweiwellige Schneckenpresse für die Explosivstoff-Herstellung | |
| DE2461543C2 (de) | Verfahren zum Herstellen einer Zuckermasse für Confiseriezwecke | |
| DE2316538C3 (de) | Verfahren zur Herstellung von Gudol- Pulver | |
| EP0424490A1 (fr) | Procede et dispositif pour produire une poudre de charge propulsive tribasique. | |
| DE2550130C2 (de) | Verfahren zur Vermahlung von Stoffteilchen und Kugelmahlwerk zur Durchführung des Verfahrens | |
| DE3020086C2 (fr) | ||
| EP0051881B1 (fr) | Procédé de production en continu d'une poudre simple base | |
| DE409577C (de) | Strangpresse fuer plastische Massen | |
| DE3500067A1 (de) | Verfahren und vorrichtung zur herstellung verbrennbarer huelsen auf nitrozellulose-basis als munitionsformteil fuer rohrwaffen | |
| DE3044577C2 (de) | Verfahren und Vorrichtung zur kontinuierlichen Herstellung von Treibladungspulver | |
| EP0182014A1 (fr) | Procédé pour la préparation de matériaux d'électrodes et dispositif pour la mise en oeuvre de ce procédé | |
| DE1136605B (de) | An Wurstfuellmaschinen od. dgl. vorgesehene Vorrichtung zum Zufuehren von Fuellgut | |
| DE3031201A1 (de) | Stopfwerk fuer kunststoffextruder | |
| DE3546489C2 (fr) | ||
| DE3448139C2 (en) | Device for producing plastics-bound propellant powders and explosives | |
| DE1646285B2 (de) | Kontinuierliche herstellung von pulver ohne loesungsmittel | |
| DE2446021A1 (de) | Verfahren zum formen von pulver, insbesondere von schiess- oder sprengpulver | |
| DE4012294C1 (fr) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820720 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 6855 Country of ref document: AT Date of ref document: 19840415 Kind code of ref document: T |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: DYNAMIT NOBEL AKTIENGESELLSCHAFT Effective date: 19841222 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: DYNAMIT NOBEL AG |
|
| PLBN | Opposition rejected |
Free format text: ORIGINAL CODE: 0009273 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: OPPOSITION REJECTED |
|
| 27O | Opposition rejected |
Effective date: 19860608 |
|
| NLR2 | Nl: decision of opposition | ||
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 81109638.7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20001013 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20001016 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 20001023 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 20001026 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 20001030 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20001101 Year of fee payment: 20 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 20001116 Year of fee payment: 20 |
|
| BE20 | Be: patent expired |
Free format text: 20011111 *WNC NITROCHEMIE G.M.B.H. |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011110 Ref country code: GB Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011110 Ref country code: CH Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011110 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011111 Ref country code: AT Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 20011111 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 20011129 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: PE20 Effective date: 20011110 |
|
| NLV7 | Nl: ceased due to reaching the maximum lifetime of a patent |
Effective date: 20011111 |