EP0052845A1 - Wasserverstreckung - Google Patents
Wasserverstreckung Download PDFInfo
- Publication number
- EP0052845A1 EP0052845A1 EP81109691A EP81109691A EP0052845A1 EP 0052845 A1 EP0052845 A1 EP 0052845A1 EP 81109691 A EP81109691 A EP 81109691A EP 81109691 A EP81109691 A EP 81109691A EP 0052845 A1 EP0052845 A1 EP 0052845A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- stretching
- main
- water
- temperature
- ratio
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 title claims abstract description 26
- 229920000728 polyester Polymers 0.000 claims abstract description 7
- 239000000835 fiber Substances 0.000 claims description 34
- 238000000034 method Methods 0.000 claims description 13
- 238000004043 dyeing Methods 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 6
- PYWVYCXTNDRMGF-UHFFFAOYSA-N rhodamine B Chemical compound [Cl-].C=12C=CC(=[N+](CC)CC)C=C2OC2=CC(N(CC)CC)=CC=C2C=1C1=CC=CC=C1C(O)=O PYWVYCXTNDRMGF-UHFFFAOYSA-N 0.000 description 6
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 4
- 230000002093 peripheral effect Effects 0.000 description 4
- -1 polyethylene terephthalate Polymers 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- 238000010186 staining Methods 0.000 description 4
- 239000003995 emulsifying agent Substances 0.000 description 3
- 239000000839 emulsion Substances 0.000 description 3
- ACNUVXZPCIABEX-UHFFFAOYSA-N 3',6'-diaminospiro[2-benzofuran-3,9'-xanthene]-1-one Chemical compound O1C(=O)C2=CC=CC=C2C21C1=CC=C(N)C=C1OC1=CC(N)=CC=C21 ACNUVXZPCIABEX-UHFFFAOYSA-N 0.000 description 2
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 125000002877 alkyl aryl group Chemical group 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 239000012153 distilled water Substances 0.000 description 2
- 229920000151 polyglycol Polymers 0.000 description 2
- 239000010695 polyglycol Substances 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000008399 tap water Substances 0.000 description 2
- 235000020679 tap water Nutrition 0.000 description 2
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 229920006240 drawn fiber Polymers 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images


Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/12—Stretch-spinning methods
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F6/00—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof
- D01F6/58—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products
- D01F6/62—Monocomponent artificial filaments or the like of synthetic polymers; Manufacture thereof from homopolycondensation products from polyesters
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S264/00—Plastic and nonmetallic article shaping or treating: processes
- Y10S264/28—Stretching filaments in gas or steam
Definitions
- the invention relates to a method for stretching polyester fiber cables with a pre-stretching.
- a very similar method for preheating cables made of polyester threads is known from DE-AS 21 49 793.
- the cables are then passed through an immersion bath at 40 - 65 ° C while circulating the penultimate roller of the infeed roller mill.
- the purpose is to heat the cable evenly. Even after this publication, the cable therefore always remains at an elevated temperature from the water bath until it is stretched.
- the fiber cables obtained according to this prior art, or the staple fibers obtained therefrom do not yet meet the requirements placed on them in every respect, in particular not in terms of uniformity the dyeability.
- the object of the invention is therefore to achieve a further improvement in the uniformity of the stretching of fiber cables, which is expressed in a significant reduction in the number of dyeing errors.
- the stretching ratio, stretching temperature and stretching medium should remain freely selectable.
- the inventive method solves this problem in that a pre-stretching takes place in water at 71 - 90 ° C, that the stretching ratio in the pre-stretching is selected so that the main stretching takes place at a minimum of the stretching tension, and that the fiber cables between pre-and main stretching cool down to below 40 C.
- the draw ratio in the pre-draw zone is preferably between 1: 1.05 and 1: 1.6; the pre-stretching ratio is particularly preferably below 1: 1.4, very particularly preferably in the range from 1: 1.1 and 1: 1.3.
- Fiber cables are endless structures made up of a large number of filaments and by combining the filaments of several spinnerets.
- the fiber cables have titers of up to 1 million dtex and more. After the common treatment of all filaments, they are usually cut into staple fibers, which in turn are further processed into spun fiber yarns.
- the fiber cables used in the process according to the invention consist of polyester, i.e. from linear high polymers and at least 85% repeating units from terephthalic acid and a dihydric alcohol.
- the remaining 15% of the repeating units of the polymer can be formed by comonomers in both the dicarboxylic acid and the glycol components.
- the pre-stretching is an orienting stretching, that is to say one which is accompanied by an increase in the birefringence, but is not yet linked to the formation of a stretching point.
- a stretching point is understood to mean the suddenly and clearly visible change in diameter ("bottle neck") of polyester filaments with little orientation during stretching.
- the birefringence of the spun fabric only increases with a pre-stretching ratio of 1: 1.05.
- the preliminary stretching is carried out in water.
- Water means both pure water and aqueous solutions or emulsions e.g. the usual textile auxiliaries, finishing agents or preparations.
- the water is according to the invention a temperature 71-90 0 C. If the temperature is outside these limits, then the number of tinting greatly increases.
- the preliminary drawing in water at 71-90 ° C. is carried out with a drawing ratio such that the drawing tension required in the main drawing reaches a minimum. This results in pre-drawing ratios between 1: 1.05 and 1: 1.6. A deviation from these drawing ratios in the pre-drawing zone leads to a deterioration in the uniformity of dyeing.
- the main stretching is carried out as usual, for example in steam or in hot water. The best re results are obtained when the main stretching is carried out in hot water.
- the main orientation is also an orientation orientation. In contrast to pre-stretching, it is associated with the formation of a stretch point.
- the main stretching can also take place in two stages or be followed by the different fixing processes, the advantage of the method according to the invention is retained.
- the preliminary drawing is carried out according to the invention in such a way that the required drawing tension in the main drawing takes a minimum.
- the minimum of the stretching tension in the main stretching zone is determined by varying the pre-stretching ratio.
- the yield stress is the quotient of the tensile force of the fiber cable, which can be measured with a commercially available tensile force meter (e.g. from Schmidt, Waldkraiburg), and the final titer of the stretched fiber cable.
- the final titer of the stretched fiber cable is the product of the spinning titer used with the total stretch ratio used.
- the fiber cables cool to below 40 ° C. between the preliminary and the main stretching. This does not necessarily require active, additional cooling, but can be achieved by routing the fiber cables around unheated rollers. Because fiber cables always have more due to the large forces that occur re rollers are used, for example roller septets, the fiber cables then assume almost room temperature on their own, provided that there is no additional heating.
- the colored cable tape is then rinsed under running tap water until the water no longer shows a red color.
- the cable tape is washed out for at least 15 minutes in a solution of 0.5 g / 1 of an alkylaryl polyglycol ether (Emulsifier (R) Hostapal CV from HOECHST AG) for about 75 - 80 ° with frequent stirring and rinsed again with running tap water until no more foam is visible.
- Emulsifier (R) Hostapal CV from HOECHST AG alkylaryl polyglycol ether
- the counting of undrawn capillaries or gluing to rhodamine-colored cable ties is carried out in a dark room under UV light. Undrawn capillaries shine bright to dark red.
- a polyethylene terephthalate fiber cable made of 446 080 filaments with a single titer of the drawn fiber of 1.7 dtex was drawn in two stages between roller septets.
- the width of the fiber cable was about 30 cm.
- the first septet ran at a peripheral speed of 43 m / min at room temperature. Between the first and second septet there was a water bath at 79 ° C and 3.20 m in length. The speeds of the 2nd septet are shown in Table 1, the temperature of the rolls of the 2nd septet was 14 ° C. The pre-stretching ratio VV results from the speeds of the first and second septet. Of 2 septet the tow passed through a 2nd Verstreckbad the length 3.60 m and p-tett a temperature of 79 ° C to a 3 Se at a peripheral speed of the rolls of 118 m / min at a temperature of the rolls of 185 ° C ran. The total draw ratio GV was 2.7. A fourth septet with a temperature of 140 ° C and a peripheral speed of 116 m / min followed.
- the table also shows the properties of the fibers obtained and the measured values of the drawing tension in the pre-drawing VV and in the main drawing H V and the number of dyeing errors per 20 g of staple fibers.
- Table 1 shows how the minimum of the yield stress in the main drawing also the minimum of the number of Schle r - is achieved becons per 20 g fibers.
- FIG. 1 shows the monotonous increase in the stretching tension in the pre-stretching zone VV with increasing pre-stretching. This connection is not surprising. It is all the more surprising, however, that the course of the drawing tension in the main drawing zone shown in FIG. 2 is a function of the drawing ratio of the pre-drawing zone - with constant overall drawing.
- Figure 4 shows the pronounced dependence of the number of dyeing errors n / 20 g (rhodamine events) on the temperature of the pre-drawing bath. This curve shows that the temperature of the pre-drawing bath must be between 71 and 90 ° C when processing polyethylene terephthalate cables (see Example 2).
- Example 1 was repeated at a constant speed of 51.6 m / min of the 2nd septet, that is to say a pre-stretching ratio of 1: 1.2, as had been found to be ideal according to Example 1. This time, however, the temperature of the 1st bath was varied.
- Table 2 shows how the number of rhodamine events (staining error initially decreases with increasing water temperature up to 80 ° C, but then rises again with increasing water temperature.
- Fig. 4 shows this graphically.
- the 1st septet ran at a circumferential speed of 48 m / min at room temperature.
- the first water bath had a temperature of 80 ° C.
- the second septet each had a peripheral speed of 57.6 m / min, which results in a pre-stretching ratio of 1: 1.2, the godet temperature was varied.
- the second water bath was 80 ° C.
- the third septet had a temperature of 179 ° C, the fourth septet 135 ° C.
- Table 3 shows how, under largely constant drawing conditions, the number of dyeing errors increases sharply if the fiber cable cannot cool down before reaching the second water bath, but is kept at 70 ° C or 80 ° C by heated godets. The overall draw ratio even had to be reduced with this mode of operation, since a large number of torn filaments led to winding on the 3rd septet.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Water Treatment By Sorption (AREA)
- Artificial Filaments (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum Verstrecken von Faserkabeln aus Polyester mit einer Vorverstreckung.
- Bei der Verstreckung synthetischer Fäden muß auf eine gleichmäßige Verstreckung aller Filamente untereinander und auch auf die Gleichmäßigkeit über die Länge jedes Filaments geachtet werden, da sich Abweichungen in der Verstreckung beim Färben als deutlich unterschiedlich anfärbende Stellen abheben. Diese Forderung ist besonders schwierig beim Verstrecken sogenannter Faserkabel zu erfüllen, also Filamentscharen von vielen Tausend Filamenten, die später zu Stapelfasern verarbeitet werden. Besonders gleichmäßig verstreckte und damit gleichmäßig anfärbende Fasern ergibt dabei das Verfahren nach der DE-AS 1 193 198, nach welchem Polyesterkabel bei konstanter Länge zwischen den Einlaufwalzen im 40 - 70°C heißen Wasserbad vorgewärmt, dann unter Aufrechterhaltung dieser Temperatur in ein zweites, auf 60 - 100°C gehaltenes Bad geleitet und dort verstreckt werden, wobei die Temperatur jeweils um zumindest 10°C über der Temperatur des ersten Bades gehalten wird.
- Ein recht ähnliches Verfahren zum Vorwärmen von Kabeln aus Polyesterfäden ist aus der DE-AS 21 49 793 bekannt. Danach werden die Kabel beim Umlaufen der vorletzten Walze des Einlaufwalzenwerkes durch ein auf 40 - 65°C heißes Tauchbad geleitet. Zweck ist das gleichmäßige Durchwärmen des Kabels. Auch nach dieser Veröffentlichung bleibt das Kabel deshalb vom Wasserbad an bis zur Verstreckung stets bei erhöhter Temperatur.
- Die nach diesem Stand der Technik erhaltenen Faserkabel, bzw. die daraus gewonnenen Stapelfasern entsprechen jedoch noch nicht in jeder Hinsicht den an sie gestellten Anforderungen, insbesondere nicht hinsichtlich der Gleichmäßigkeit der Anfärbbarkeit.
- Die Erfindung hat sich daher die Aufgabe gestellt, eine weitere Verbesserung der Gleichmäßigkeit der Verstreckung von Faserkabeln zu erzielen, die sich in einer deutlichen Senkung der Zahl der Färbefehler ausdrückt. Dabei sollen jedoch Verstreckverhältnis, Verstrecktemperatur und Verstreckmedium frei wählbar bleiben.
- Das erfindungsgemäße Verfahren löst diese Aufgabe dadurch, daß eine Vorverstreckung in Wasser bei 71 - 90°C stattfindet, daß das Verstreckverhältnis in der Vorverstreckung so gewählt wird, daß die Hauptverstreckung bei einem Minimum der Verstreckspannung erfolgt, und daß die Faserkabel zwischen Vor- und Hauptverstreckung wieder auf unter 40 C abkühlen.
- Bevorzugt liegt das Verstreckverhältnis in der Vorverstreckzone zwischen 1:1,05 und 1:1,6; besonders bevorzugt liegt das Vorverstreckverhältnis unter 1:1,4, ganz besonders bevorzugt im Bereich von 1:1,1 und 1:1,3.
- Faserkabel sind endlose Gebilde aus einer großen Zahl von Filamenten und durch Zusammenfassen der Filamente mehrerer Spinndüsen entstanden. Die Faserkabel haben Titer von bis zu 1 Million dtex und auch mehr. Sie werden nach der gemeinsamen Behandlung aller Filamente meist zu Stapelfasern zerschnitten, die ihrerseits zu Spinnfasergarnen weiterverarbeitet werden.
- Die nach dem erfindungsgemäßen Verfahren eingesetzten Faserkabel bestehen aus Polyester, d.h. aus linearen Hochpolymeren und mindestens 85 % wiederkehrenden Einheiten aus Terephthalsäure und einem zweiwertigen Alkohol. Die restlichen 15 % der wiederkehrenden Einheiten des Polymeren können von Comonomeren sowohl in der Dicarbonsäure- als auch in der Glykolkomponente gebildet werden.
- Bei der Vorverstreckung handelt es sich um eine orientierende Verstreckung, also bereits eine solche, mit der eine Zunahme der Doppelbrechung einhergeht, jedoch ist sie noch.nicht mit einer Streckpunktbildung verbunden. Unter einem Streckpunkt versteht man dabei die plötzlich und gut sichtbare Durchmesserveränderung ("Flaschenhals") von Polyesterfilamenten geringer Orientierung beim Verstrecken. Eine Zunahme der Doppelbrechung der Spinnware erfolgt erst bei einem Vorverstreckverhältnis von 1:1.05.
- Erfindungsgemäß wird die Vorverstreckung in Wasser vorgenommen. Wasser bedeutet dabei sowohl reines Wasser, als auch wässerige Lösungen oder Emulsionen z.B. der üblichen Textilhilfsmittel, Avivagen oder Präparationen.
- Das Wasser hat erfindungsgemäß eine Temperatur von 71 - 900C. Wenn die Temperatur außerhalb dieser Grenzen liegt, dann steigt die Zahl der Färbefehler stark an.
- Überraschenderweise hat sich gezeigt, daß eine Vorverstrekkung in Heißdampf nicht die für die Erfindung charakteristische Minimierung der Verstreckspannung in der Hauptverstreckzone erbringt. Bei einer Zweistufenverstreckung mit Dampf kann zwar ebenfalls ein Minimum der Färbefehler erreicht werden, doch entsprechen diese Werte mit etwa 100 .Färbefehlern je 20 g nur Fasern nach dem Stand der Technik.
- Die Vorverstreckung in Wasser bei 71 - 90°C wird mit einem solchen Verstreckverhältnis durchgeführt, daß die in der Hauptverstreckung erforderliche Streckspannung ein Minimum erreicht. Daraus ergeben sich Vorverstreckverhältnisse zwischen 1:1,05 und 1:1,6. Ein Abweichen von diesen Verstreckverhältnissen in der Vorverstreckzone führt zu einer Verschlechterung der Färbegleichmäßigkeit.
- Die Hauptverstreckung wird wie üblich durchgeführt, also z.B. in Wasserdampf oder in heißem Wasser. Die besten Resultate ergeben sich, wenn man auch die Hauptverstreckung in heißem Wasser durchführt. Auch die Hauptverstreckung ist eine orientierende Verstreckung. Im Gegensatz zur Vorverstreckung ist sie aber mit Streckpunktbildung verbunden.
- Die Hauptverstreckung kann auch zweistufig erfolgen oder von den unterschiedlichen Fixierprozessen gefolgt sein, der Vorteil des erfindungsgemäßen Verfahrens bleibt erhalten.
- Die Vorverstreckung wird erfindungsgemäß so ausgeführt, daß die erforderliche Streckspannung in der Hauptverstrekkung ein Minimum einnimmt.
- Das Minimum der Streckspannung in der Hauptverstreckzone ermittelt man durch Variieren des Vorverstreckverhältnisses. Die Streckspannung ist der Quotient aus der Zugkraft des Faserkabels, die mit einem handelsüblichen Zugkraftmesser (z.B. Fa. Schmidt, Waldkraiburg) gemessen werden kann, und dem Endtiter des verstreckten Faserkabels. Der Endtiter des verstreckten Faserkabels ergibt sich dabei als Produkt des eingesetzten Spinntiters mit dem angewendeten Gesamtverstreckverhältnis.
- Die besten Ergebnisse werden erzielt, wenn die Vorverstrekkung so ausgeführt wird, daß die Hauptverstreckung tatsächlich bei dem Minimum der Streckverspannung vonstatten geht. Jedoch können von diesen Werten der Streckspannung in der Hauptverstreckung um bis zu 10 % des Mimimalwertes überschritten werden, ohne daß die Zahl der Färbefehler bereits nicht mehr akzeptabel wäre.
- Nach der Erfindung ist es ferner wichtig, daß die Faserkabel zwischen der Vor- und der Hauptverstreckung auf unter 400C abkühlen. Dazu ist nicht unbedingt aktive, zusätzliche Kühlung erforderlich, sondern man kann dies durch Führen der Faserkabel um unbeheizte Walzen erreichen. Da bei Faserkabeln wegen der großen auftretenden Kräfte stets mehrere Walzen benützt werden, z.B. Walzenseptette, nehmen die Faserkabel darauf von allein annähernd Zimmertemperatur an sofern nur nicht zusätzlich beheizt wird.
- Vorteilhaft ist allerdings Kühlung der Walzen mit Wasser.
- Wenn man den Faserkabeln nicht Gelegenheit gibt, nach der Vorverstreckung bei 71 - 90°C abzukühlen, verschlechtern sich die Werte der Färbegleichmäßigkeit deutlich, wie Beispiel 3 zeigt.
- Die Zahl der Färbefehler wird aus einer Anfärbung mit Rhodamin ermittelt:
- 3,5 g des Farbstoffs Basic Violet 10 (Color Index No. 45 170, revised third edition 1975; (R)Rhodamin B der BASF AG) werden in 5 Liter destilliertem Wasser bei Zimmertemperatur gelöst', dann eine Emulsion von 30 ml o-Kresol (= Carrier) und 10 ml Alkylarylpolyglykolethersulfat (= Emulgator,(R)Hostapal BV der HOECHST AG) zugegeben und gut gemischt.
- Daraufhin wird in einem 2 1 Becherglas 1 1 dieser Farbflotte zum Kochen erhitzt und etwa 1 m des zu prüfenden gekräuselten Kabelbandes 3 Minuten in die kochende Flotte gegeben.
- Das so gefärbte Kabelband wird dann unter fließendem Leitungswasser gespült, bis das Wasser keine Rotfärbung mehr zeigt.
- Anschließend wird das Kabelband mindestens 15 Minuten in einer Lösung von 0,5 g/1 eines Alkylarylpolyglykolethers (Emulgator (R)Hostapal CV der HOECHST AG) etwa 75 - 80° unter öfterem Rühren ausgewaschen und nochmals mit fließendem Leitungswasser gespült, bis kein Schaum mehr sichtbar ist.
- Nach Tauchen des Kabelbades in destilliertem Wasser wird gut abgeschleudert und kurz an der Luft getrocknet.
- Die Auszählung von unverstreckten Kapillaren bzw. Verklebungen an rhodamingefärbten Kabelbändern wird in einem dunklen Raum unter UV-Licht durchgeführt. Unverstreckte Kapillaren leuchten dabei hell- bis dunkelrot.
- Umfangreiche Messungen und Versuche haben gezeigt, daß die Mehrzahl der handelsüblichen Fasern aus Polyäthylenterephthalat zwischen 100 und 1 000 Färbefehlern je 20 g Faser aufweisen. Diese Zahlen können bei sonst unverändertem Verfahren durch die erfindungsgemäße Vorverstreckung auf 5 bis 50 Färbefehler je 20 g Fasern reduziert werden.
- Die folgenden Beispiele erläutern das erfindungsgemäße Verfahren.
- Ein Polyethylenterephthalat-Faserkabel aus 446 080 Filamenten mit einem Einzeltiter der verstreckten Faser von 1,7 dtex wurde zwischen Walzenseptetten zweistufig verstreckt. Die Breite des Faserkabels betrug dabei etwa 30 cm.
- Das erste Septett lief mit einer Umfangsgeschwindigkeit von 43 m/min bei Zimmertemperatur. Zwischen erstem und zweitem Septett befand sich ein Wasserbad von 79°C und von 3,20 m Länge. Die Geschwindigkeiten des 2. Septetts sind in Tabelle 1 aufgeführt, die Temperatur der Walzen des 2. Septetts betrug 14°C. Aus den Geschwindigkeiten von erstem und zweiten Septett ergibt sich das Vorverstreckverhältnis VV. Vom 2. Septett lief das Faserkabel durch ein 2. Verstreckbad der Länge 3,60 m und einer Temperatur von 79°C zu einem 3. Sep- tett, das mit einer Umfangsgeschwindigkeit der Walzen von 118 m/min bei einer Temperatur der Walzen von 185°C lief. Es ergab sich ein Gesamtverstreckverhältnis GV von 2,7. Ein viertes Septett mit einer Temperatur von 140°C und einer Umfangsgeschwindigkeit von 116 m/min folgte.
- In der Tabelle sind noch die Eigenschaften der erhaltenen Fasern sowie die gemessenen Werte der Streckverspannung in der Vorverstreckung VV sowie in der Hauptverstreckung HV sowie die Zahl der Färbefehler pro 20 g Stapelfasern angegeben.

- Figur 1 zeigt den monotonen Anstieg der Streckspannung in der Vorverstreckzone VV mit zunehmender Vorverstreckung. Dieser Zusammenhang ist nicht überraschend. Umso überraschender ist aber der in Figur 2 gezeigte Verlauf der Streckspannung in der Hauptverstreckzone als Funktion des Verstreckverhältnisses der Vorverstreckzone - bei konstanter Gesamtverstreckung.
- Ebenso überraschend ist das in Figur 3 dargestellte Minimum der Rhodaminereignisse (Färbefehler) in Abhängigkeit vom Verstreckverhältnis in der Vorverstreckzone. Es liegt an derselben Stelle wie auch das Minimum der Streckspannung in der Hauptverstreckzone (Fig. 2).
- Figur 4 stellt die ausgeprägte Abhängigkeit der Zahl der Färbefehler n/20 g (Rhodaminereignisse) von der Temperatur des Vorverstreckbades dar. Diese Kurve zeigt, daß die Temperatur des Vorverstreckbades zwischen 71 und 90°C liegen muß, wenn Polyethylenterephthalat-Kabel verarbeitet werden (siehe Beispiel 2).
- Beispiel 1 wurde wiederholt mit konstanter Geschwindigkeit von 51,6 m/min des 2. Septetts, also einem Vorverstreckverhältnis von 1:1,2, wie es sich nach Beispiel 1 als ideal herausgestellt hatte. Dabei wurde aber diesmal die Temperatur des 1. Bades variiert.
- Die Ergebnisse gehen aus Tabelle 2 hervor.

- Tabelle 2 zeigt, wie die Zahl der Rhodaminereignisse (Färbefehler bei steigender Wassertemperatur bis 80°C zunächst sinkt, dann aber mit weiter steigender Wassertemperatur wieder ansteigt. Die bereits erwähnte Fig. 4 stellt dies graphisch dar.
- Ein Polyethylenterephthalat-Kabel mit einem Gesamtverstrecktiter 800 000 dtex, Einzeltiter 1,7 dtex wurde bei einer Belegungsdichte auf den Walzen von 26 000 dtex/cm verstreckt. Das 1. Septett lief mit einer Umfangsgeschwindigkeit von 48 m/min bei Zimmertemperatur. Das 1. Wasserbad wies eine Temperatur von 80°C auf. Das 2. Septett hatte jeweils eine Umfangsgeschwindigkeit von 57,6 m/min, woraus sich ein Vorverstreckverhältnis von 1:1,2 ergibt, variiert wurde die Galettentemperatur.
- Das 2. Wasserbad hatte 80°C. Das 3. Septett hatte eine Temperatur von 179°C, das 4. Septett 135°C.
- Die weiteren Daten sind Tabelle 3 zu entnehmen.
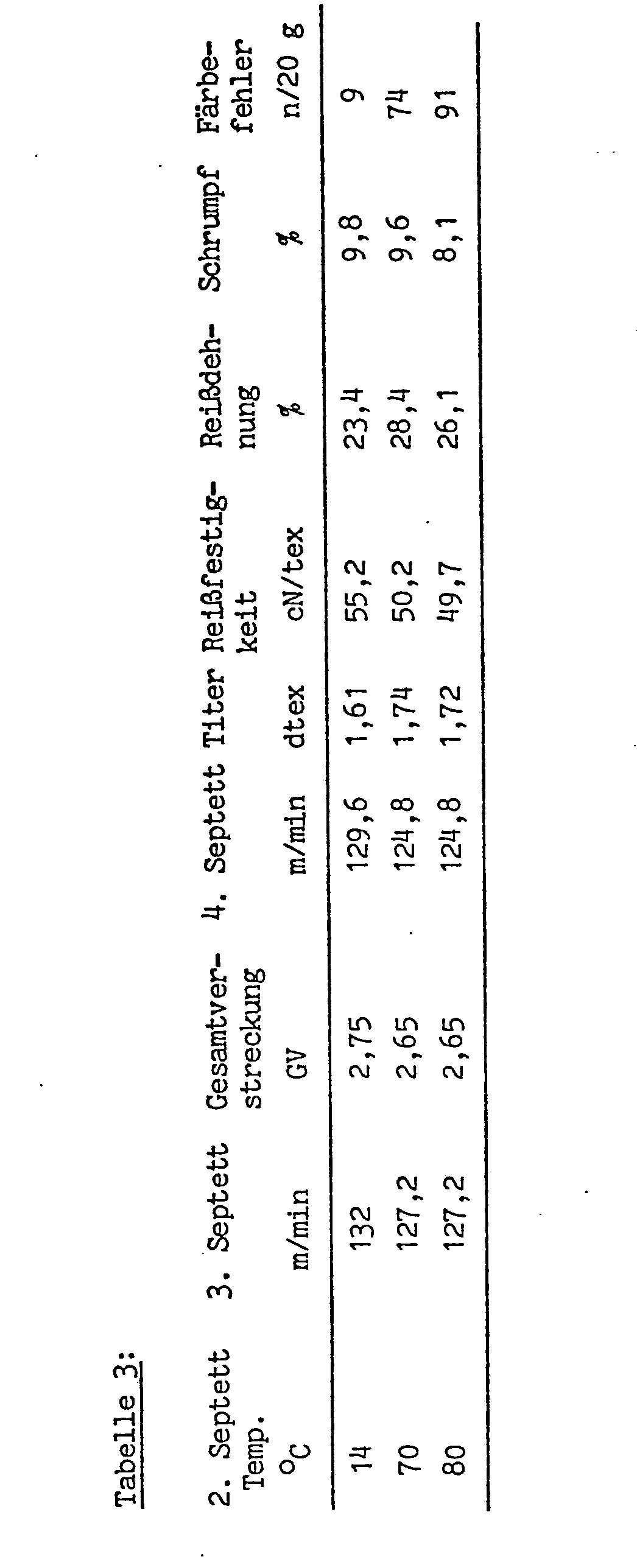
- Tabelle 3 zeigt, wie bei weitgehend konstanten Verstreckbedingungen die Zahl der Färbefehler stark ansteigt, wenn das Faserkabel vor dem Erreichen des zweiten Wasserbades nicht abkühlen kann, sondern durch beheizte Galetten auf 70°C bzw. 80°C gehalten wird. Es mußte bei dieser Fahrweise sogar das Gesamtverstreckverhältnis reduziert werden, da eine große Zahl gerissener Filamente zu Wickeln am 3. Septett führten.
Claims (4)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT81109691T ATE5979T1 (de) | 1980-11-24 | 1981-11-14 | Wasserverstreckung. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19803044073 DE3044073A1 (de) | 1980-11-24 | 1980-11-24 | Wasserverstreckung |
| DE3044073 | 1980-11-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0052845A1 true EP0052845A1 (de) | 1982-06-02 |
| EP0052845B1 EP0052845B1 (de) | 1984-01-25 |
Family
ID=6117356
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109691A Expired EP0052845B1 (de) | 1980-11-24 | 1981-11-14 | Wasserverstreckung |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4418032A (de) |
| EP (1) | EP0052845B1 (de) |
| AT (1) | ATE5979T1 (de) |
| DE (2) | DE3044073A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0745711A1 (de) * | 1995-05-08 | 1996-12-04 | Shell Internationale Researchmaatschappij B.V. | Verfahren zur Herstellung von Polypropylenterephthalatgarnen |
| EP1990393B1 (de) * | 2007-05-11 | 2013-05-15 | Coroplast Fritz Müller GmbH & Co. KG | Handeinreißbares Gewebe-Klebeband |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1160492C (zh) * | 1998-03-31 | 2004-08-04 | 宇部日东化成株式会社 | 拉伸方法和拉伸产物 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1088015A (en) * | 1965-02-23 | 1967-10-18 | Monsanto Co | Polyester drawing process |
| DE1660140A1 (de) * | 1965-01-29 | 1970-07-16 | Patentdienst Anstalt F | Verfahren zum kontinuierlichen Verstrecken endloser,synthetischer Faeden |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2918346A (en) * | 1956-08-07 | 1959-12-22 | Du Pont | Process of orienting a dense tow of polymeric ester filaments by two step hot aqueous bath treatments |
| JPS479226U (de) * | 1971-02-19 | 1972-10-04 | ||
| JPS4714055U (de) * | 1971-03-18 | 1972-10-19 | ||
| DE2149793B2 (de) * | 1971-10-06 | 1977-03-10 | Zimmer Ag, 6000 Frankfurt | Verfahren zum verstrecken eines kabels aus polyesterfaeden |
-
1980
- 1980-11-24 DE DE19803044073 patent/DE3044073A1/de not_active Withdrawn
-
1981
- 1981-11-14 AT AT81109691T patent/ATE5979T1/de not_active IP Right Cessation
- 1981-11-14 DE DE8181109691T patent/DE3162051D1/de not_active Expired
- 1981-11-14 EP EP81109691A patent/EP0052845B1/de not_active Expired
- 1981-11-19 US US06/322,730 patent/US4418032A/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1660140A1 (de) * | 1965-01-29 | 1970-07-16 | Patentdienst Anstalt F | Verfahren zum kontinuierlichen Verstrecken endloser,synthetischer Faeden |
| GB1088015A (en) * | 1965-02-23 | 1967-10-18 | Monsanto Co | Polyester drawing process |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0745711A1 (de) * | 1995-05-08 | 1996-12-04 | Shell Internationale Researchmaatschappij B.V. | Verfahren zur Herstellung von Polypropylenterephthalatgarnen |
| EP1990393B1 (de) * | 2007-05-11 | 2013-05-15 | Coroplast Fritz Müller GmbH & Co. KG | Handeinreißbares Gewebe-Klebeband |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3044073A1 (de) | 1982-07-08 |
| DE3162051D1 (en) | 1984-03-01 |
| EP0052845B1 (de) | 1984-01-25 |
| US4418032A (en) | 1983-11-29 |
| ATE5979T1 (de) | 1984-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2747803C2 (de) | ||
| EP0295601B2 (de) | Verfahren zum Herstellen eines Garnes sowie Garn mit Kern-Mantel-Struktur | |
| CH384129A (de) | Verfahren zur Aufarbeitung von versteckten Fäden aus hochmolekularen aromatischen Polyestern | |
| DE69608565T2 (de) | Polyesterkabel | |
| DE2846720A1 (de) | Herstellung von garn | |
| DE3125254C2 (de) | ||
| DE2458373B2 (de) | Verfahren zur Herstellung von Polyesterfäden mit guter Anfärbbarkeit | |
| EP0052845B1 (de) | Wasserverstreckung | |
| DE2200064B2 (de) | Verfahren zum kontinuierlichen Spinnstrecktexturieren von Polye -Caprolactamfilamenten | |
| EP0287604B2 (de) | Verfahren zur herstellung eines glatten polyesterfadens und polyesterfaden hergestellt nach dem verfahren | |
| EP0173200B2 (de) | Hochfeste Zulieferfäden für Nähgarne und Verfahren zu ihrer Herstellung | |
| EP0345307B1 (de) | Verfahren zur herstellung eines glatten polyesterfadens und polyesterfaden hergestellt nach dem verfahren | |
| EP0569891A1 (de) | Garn sowie Verfahren zur Herstellung eines Garnes | |
| DE2211843A1 (de) | Verwendung unverstreckter polyaethylenterephthalatfaeden | |
| EP0099047B1 (de) | Verfahren zum kontinuierlichen Verstrecken und Texturieren von Fäden | |
| DE3917338C2 (de) | ||
| DE102023000036A1 (de) | Verfahren zur Herstellung eines vollverstreckten Fadens | |
| DD206800A5 (de) | Texturiertes nylon-6-filament | |
| DE1660653A1 (de) | Spinn- und Verstreckverfahren | |
| AT207034B (de) | Verfahren zur Herstellung von schrumpfarmen Polyäthylenterephthalatfäden | |
| DE2510917A1 (de) | Verfahren zur herstellung von polyamid-6-faeden der gamma-modifikation | |
| DE2325101A1 (de) | Verfahren zur herstellung von polyesterkraeuselgarnen | |
| DE2502195A1 (de) | Verfahren zur herstellung von glanz- und vakuolenstabilen acrylfasern oder -faeden | |
| DE2900027A1 (de) | Drahtarmes texturisiertes garn und verfahren zu seiner herstellung | |
| DD301552A7 (de) | Verfahren zur herstellung von fasern aus polyaethylenterephthalat mit geringem restschrumpf und hoher festigkeit |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT NL |
|
| 17P | Request for examination filed |
Effective date: 19820714 |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): AT CH DE FR GB IT LI NL |
|
| REF | Corresponds to: |
Ref document number: 5979 Country of ref document: AT Date of ref document: 19840215 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3162051 Country of ref document: DE Date of ref document: 19840301 |
|
| ET | Fr: translation filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19841005 Year of fee payment: 4 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19841008 Year of fee payment: 4 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19861030 Year of fee payment: 6 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19871130 Year of fee payment: 7 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19881114 Ref country code: AT Effective date: 19881114 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19881130 Ref country code: CH Effective date: 19881130 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19890601 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890731 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19910117 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19920801 |