EP0054209A1 - Procédé pour revêtir des tubes métalliques - Google Patents
Procédé pour revêtir des tubes métalliques Download PDFInfo
- Publication number
- EP0054209A1 EP0054209A1 EP81109981A EP81109981A EP0054209A1 EP 0054209 A1 EP0054209 A1 EP 0054209A1 EP 81109981 A EP81109981 A EP 81109981A EP 81109981 A EP81109981 A EP 81109981A EP 0054209 A1 EP0054209 A1 EP 0054209A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- layer
- polyethylene
- coating agent
- curable
- tar
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/14—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies
- B05D7/148—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to metal, e.g. car bodies using epoxy-polyolefin systems in mono- or multilayers
Definitions
- the invention relates to a method for sheathing metal pipes with thermoplastic materials, in particular polyethylene, wherein before the application of the polyethylene layer to the heated pipe, a liquid, partially crosslinking synthetic resin layer is applied as the first layer, which acts to promote adhesion and corrosion protection to the metallic substrate , hardens under the structure and partially in an applied second layer of eg diffused an acrylic-ethylene copolymer, which serves as an adhesion promoter layer for the final polyethylene sheathing.
- a liquid, partially crosslinking synthetic resin layer is applied as the first layer, which acts to promote adhesion and corrosion protection to the metallic substrate , hardens under the structure and partially in an applied second layer of eg diffused an acrylic-ethylene copolymer, which serves as an adhesion promoter layer for the final polyethylene sheathing.
- metal pipes for laying in or on the ground are usually protected against corrosion by thick-layer sheathing with thermoplastic materials.
- thermoplastic materials usually two layers of polyethylene are applied in one continuous pass or first a layer of an acrylic-ethylene copolymer and then a polyethylene sheathing.
- the application are used in practice in different ways, e.g. by the powder sprinkling process, by tube extrusion or film winding process on preheated pipes, depending on the working method at 150 to 300 ° C, which are cooled with water after application.
- the object of the invention was to provide an improved method with higher corrosion protection and improved long-term liability under corrosion stress, while avoiding the above disadvantages, in order to achieve a high level of insensitivity during transport and laying of the jacketed pipes and a substantial increase in their service life and safety in use.
- thermoplastic materials in particular polyethylene
- the first layer is a liquid, partially crosslinking, is applied to the metallic substrate to promote adhesion and corrosion protection, is hardened under the structure and partially diffuses into an applied second layer made of an acrylic-ethylene copolymer, which serves as an adhesion promoter layer for the final polyethylene sheathing, which is characterized in that a coating agent from the group consisting of the curable hydroxyl-containing polyether resins or the curable hydroxyl-containing acrylate resins or from a curable epoxy resin-tar mixture is applied as the first layer.
- a great advantage of the method according to the invention is that the liquid coating agent forming the first layer can be applied by spraying, rolling, pouring or brushing with the application devices customary in the paint industry and that the entire process of applying this layer can be carried out in the normal way Sheathing process can be integrated by applying the coating agent to preheated pipes.
- the liquid coating agents used for the first layer contain a hardenable synthetic resin and the associated hardener. As a rule, the hardener is added shortly before processing, and processing takes place within the pot life initiated by the hardener additive.
- Aromatic isocyanate hardeners are proposed as suitable hardeners for the hydroxyl group-containing polyether resins, aliphatic isocyanate hardeners for the hydroxyl group-containing acrylate resins and polyaminoamides for the epoxy resin-tar mixture.
- component 1 contains 40 to 50% by weight of the ether and hardener and 50 to 60% by weight of tar.
- Another advantageous coating agent consists of 45 to 55% by weight of hydroxyl-containing acrylate resin with an associated aliphatic isocyanate hardener in an organic solvent. To 100% by weight of this solution 30 to 35% by weight of pigments and / or fillers can be added.
- the ratio between epoxy resin, hardener and tar is most advantageous when varying between 50 to 60% by weight epoxy resin plus hardener and 50 to 40% by weight tar.
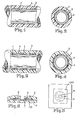
- 1 denotes the steel pipe.
- 2 denotes the acrylic-ethylene copolymer layer, which here has a layer thickness of 0.3 to 0.5 mm, and 3 denotes the subsequent polyethylene sheathing with a thickness of 3 to 4 mm.
- the steel tube is also identified by 1 in FIGS. 3 and 4.
- the first layer of the hardened coating agent is designated by 4 and here has a layer thickness of 0.05 to 0.1 mm.
- the acrylic-ethylene copolymer layer 2 with 0.3 to 0.5 mm and the polyethylene sheathing 3 with a layer thickness of 3 to 4 mm are then arranged on it.
- the entire structure is produced in such a way that a steel tube passes through a heating device in which it is heated to 250.degree. Then the liquid coating agent is applied. An extruded film strip made of acrylic-ethylene copolymer is then wound onto the hardening layer and then extruded film strip made of polyethylene is then also wound up. The whole thing is opened with an elastic pressure roller pressed the pipe surface and then cooled the pipe thus coated.
- FIGS. 3 and 4 The structure shown in FIGS. 3 and 4 was compared with the structure shown in FIGS. 1 and 2 in a stricter short- term test based on the ASTM test G8-72T (cathodic debonding test) at ⁇ 1.9 volts. It was found here that the structure shown in FIGS. 1 and 2 had infiltrated to a length of 25 to 30 mm after 2 to 3 days, while the structure produced by the method according to the invention and illustrated in FIGS. 3 and 4 only undermined after 30 days of about 10 mm showed.
- FIGS. 5 and 6 The structure of the test specimens for the comparative test show the. FIGS. 5 and 6.
- a steel plate 6 inserted into a polyethylene plate 5 is shown, which has a first layer of a hardened coating agent 7, an acrylic-ethylene copolymer layer 8 and a polyethylene plate 9.
- the assessment of the test plate is shown in FIG. 5, with the infiltration at the applied voltage of -1.9 volts starting from the bore, which in the example has a diameter of 6 mm and is designated by 10, and measured in millimeters along the arrow 11 becomes.
- the test specimens consist of a polyethylene plate, which is 1.0 mm thick, a 0.5 mm thick blasted steel sheet, a 0.05 to 0.1 mm thick first layer made of a hardened coating agent, and a 0.3 mm thick acrylic ethylene -Copolymer film and a 1.0 mm thick polyethylene plate.
- This package is pressed in a frame for 6 minutes at 180 ° C at a pressure of 30 bar, cooled and checked after storage for 24 hours.
- the test plate is enclosed on all sides by the polyethylene plate, so that a bubble-free structure is achieved by pressing.
- the comparison sample is produced in the same way, but without the first layer of a hardened coating agent.
- the comparative test of the structure according to the invention compared to the structure customary in practice clearly shows the great gain in corrosion resistance and long-term liability under stress.
- the infiltration measured in millimeters from the edge of the hole during the tests serves as a measure of the progressive corrosion.
- the result of the test of the tightened corrosion test according to ASTM G8-72T is shown graphically in FIG.
- the millimeter infiltration is plotted as the ordinate and the days of test time as the abscissa.
- the curve labeled 8 shows the comparison values obtained without the first layer applied according to the invention
- the curve labeled 9 shows the values obtained with a casing produced according to the method of the invention and using a first layer of a liquid curable coating.
- the improvement obtained by the method according to the invention has an effect in practice due to high insensitivity during transport and Laying the pipes in the ground and leads to a significant increase in service life and safety in use.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Laminated Bodies (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19803046264 DE3046264C2 (de) | 1980-12-09 | 1980-12-09 | Verfahren zum Ummanteln eines Metallrohres |
| DE3046264 | 1980-12-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0054209A1 true EP0054209A1 (fr) | 1982-06-23 |
Family
ID=6118645
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP81109981A Withdrawn EP0054209A1 (fr) | 1980-12-09 | 1981-11-28 | Procédé pour revêtir des tubes métalliques |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0054209A1 (fr) |
| DE (1) | DE3046264C2 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0183930A1 (fr) * | 1984-12-06 | 1986-06-11 | Hoesch Aktiengesellschaft | Méthode de fabrication pour un tuyau métallique avec une couche protectrice contre la corrosion et les chocs |
| EP0688997A1 (fr) * | 1994-06-23 | 1995-12-27 | Elf Atochem S.A. | Composition extrudable comprenant une charge minérale et un copolymère de l'éthylène pour le lestage des pipelines |
| EP0822012A1 (fr) * | 1996-07-30 | 1998-02-04 | Elf Atochem S.A. | Revêtement de surfaces métalliques son application aux tubes et aux câbles |
| CN113915423A (zh) * | 2020-07-10 | 2022-01-11 | 国家能源投资集团有限责任公司 | 防腐管道和应用 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3324791A1 (de) * | 1983-07-09 | 1985-01-17 | Hoechst Ag, 6230 Frankfurt | Verfahren zur beschichtung von metallischen substraten |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2020901A1 (de) * | 1969-09-15 | 1971-05-13 | Continental Can Co | Verfahren zum Herstellen von Metallgegenstaenden sowie Metallgegenstand mit einer mit Polyaethylen ueberzogenen Oberflaeche |
| FR2252187A1 (fr) * | 1973-11-22 | 1975-06-20 | Mitsui Petrochemical Ind |
-
1980
- 1980-12-09 DE DE19803046264 patent/DE3046264C2/de not_active Expired
-
1981
- 1981-11-28 EP EP81109981A patent/EP0054209A1/fr not_active Withdrawn
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2020901A1 (de) * | 1969-09-15 | 1971-05-13 | Continental Can Co | Verfahren zum Herstellen von Metallgegenstaenden sowie Metallgegenstand mit einer mit Polyaethylen ueberzogenen Oberflaeche |
| FR2252187A1 (fr) * | 1973-11-22 | 1975-06-20 | Mitsui Petrochemical Ind |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0183930A1 (fr) * | 1984-12-06 | 1986-06-11 | Hoesch Aktiengesellschaft | Méthode de fabrication pour un tuyau métallique avec une couche protectrice contre la corrosion et les chocs |
| EP0688997A1 (fr) * | 1994-06-23 | 1995-12-27 | Elf Atochem S.A. | Composition extrudable comprenant une charge minérale et un copolymère de l'éthylène pour le lestage des pipelines |
| FR2721613A1 (fr) * | 1994-06-23 | 1995-12-29 | Atochem Elf Sa | Composition extrudable comprenant une charge minérale et un copolymère de l'éthylène pour le lestage des pipelines. |
| EP0822012A1 (fr) * | 1996-07-30 | 1998-02-04 | Elf Atochem S.A. | Revêtement de surfaces métalliques son application aux tubes et aux câbles |
| US5993924A (en) * | 1996-07-30 | 1999-11-30 | Elf Atochem S. A. | Coating of metal surfaces, its application to tubes and to cables |
| US6291024B1 (en) | 1996-07-30 | 2001-09-18 | Elf Atochem S.A. | Coating of metal surfaces, its application to tubes and to cables |
| CN113915423A (zh) * | 2020-07-10 | 2022-01-11 | 国家能源投资集团有限责任公司 | 防腐管道和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3046264A1 (de) | 1982-06-16 |
| DE3046264C2 (de) | 1982-12-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3504228C2 (de) | Verwendung einer antikorrosiven Polyurethan-Überzugs- bzw. -Beschichtungszusammensetzung als Korrosionsschutz für Metalle | |
| DE3531892C2 (fr) | ||
| DE2228544C3 (de) | Haftvermittler auf Basis von Polyisocyanaten zum Aufvulkanisieren von Kautschukmischungen auf Metalle oder andere stabile Substrate | |
| EP0157392A2 (fr) | Teinture d'apprêt anti-corrosive, améliorant le glissement et la soudure, pour tôle d'acier déformable, couverte électrolytiquement d'une couche mince de zinc qui a été phosphatée ou chromatée | |
| DE2855120A1 (de) | Anstrichsystem | |
| DE19531708A1 (de) | Korrosionsbeständige Überzugsanordnung aus Harz auf einem Metallrohr | |
| DE3414091A1 (de) | Korrosionshemmender dichtungsstreifen | |
| DE3046264C2 (de) | Verfahren zum Ummanteln eines Metallrohres | |
| DE3046263C2 (de) | Verfahren zum Ummanteln eines Metallrohres | |
| DE1621948A1 (de) | Verfahren zur Herstellung festhaftender Polyurethanueberzuege auf Gummi | |
| EP0178404A1 (fr) | Tuyau métallique avec un anticorrosif et méthode pour sa fabrication | |
| DE3235978C2 (de) | Verbundstoff mit einer Metallschicht und einer elastomeren Kunststoffschicht, Verfahren zu seiner Herstellung und Kleberlösung zur Durchführung des Verfahrens | |
| DE60124979T2 (de) | Härtbare Zusammensetzung für Vorspannglied für vorgespannte Betonbauwerke und Vorspannglied | |
| DE2932866C3 (de) | Verfahren zur Herstellung eines haftenden Polyurethan- bzw. Poyharnstoff-Elastomerfilms | |
| DE1644690B2 (de) | Blechdosenkoerper | |
| DE102019200848A1 (de) | Beschichtungsanordnung für Mg-Bauteile | |
| EP0822868A1 (fr) | Pieces metalliques munies d'une couche anticorrosion | |
| DE3825200C1 (en) | Process for coating plastic components with metals | |
| DE2046653A1 (de) | Verfahren zur Herstellung von mit einem Schutzuberzug versehenen Blechen oder Metallbandern | |
| AT391706B (de) | Haertbares grundiermittel fuer metallbleche, insbesondere aluminiumbleche | |
| AT214220B (de) | Verfahren zur Herstellung gasdichter Rohrverbindungen und nach dem Verfahren hergestellte gasdichte Schraubverbindungen | |
| DE112015001254T5 (de) | Wasserundurchlässige Verbundmaterialien, Beschichtung und Verfahren zum Schützen von Strukturen und Gebäuden | |
| DE857114C (de) | Klebverfahren | |
| DE3308376A1 (de) | Verfahren zum beschichten von gleitflaechen | |
| DE2320177A1 (de) | Schraubverbindung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19820514 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19831221 |
|
| RIN1 | Information on inventor provided before grant (corrected) |
Inventor name: LINDNER, WERNER Inventor name: SPUERCK, HEINZ Inventor name: KRAUSE, GISBERT |