EP0072891A1 - Verfahren und Vorrichtung zum konischen Aufweiten von Metalltuben mittels Druckluft - Google Patents
Verfahren und Vorrichtung zum konischen Aufweiten von Metalltuben mittels Druckluft Download PDFInfo
- Publication number
- EP0072891A1 EP0072891A1 EP82104100A EP82104100A EP0072891A1 EP 0072891 A1 EP0072891 A1 EP 0072891A1 EP 82104100 A EP82104100 A EP 82104100A EP 82104100 A EP82104100 A EP 82104100A EP 0072891 A1 EP0072891 A1 EP 0072891A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- sealing
- tube
- sealing ring
- pressure
- metal tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 35
- 238000000034 method Methods 0.000 title claims abstract description 24
- 238000007789 sealing Methods 0.000 claims abstract description 65
- 230000006835 compression Effects 0.000 claims description 4
- 238000007906 compression Methods 0.000 claims description 4
- 229910000760 Hardened steel Inorganic materials 0.000 claims 1
- 238000005299 abrasion Methods 0.000 claims 1
- 239000011159 matrix material Substances 0.000 abstract 1
- 239000003973 paint Substances 0.000 description 2
- 238000010073 coating (rubber) Methods 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000004922 lacquer Substances 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000000256 polyoxyethylene sorbitan monolaurate Substances 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 238000004904 shortening Methods 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D51/00—Making hollow objects
- B21D51/16—Making hollow objects characterised by the use of the objects
- B21D51/36—Making hollow objects characterised by the use of the objects collapsible or like thin-walled tubes, e.g. for toothpaste
Definitions
- the invention relates to a method for the conical expansion of ... metal tubes according to the features listed in the preamble of claim 1 and relates equally to an apparatus for performing the method.
- the conical widening of the metal tubes is intended to enable space-saving stacking of the tubes in the form of a rod, as a result of which only 1/5 of the previous transport volume or packaging material is required.
- the object of the invention is therefore to provide a method and a device in which an absolute tightness is guaranteed during the butting and the tube shortening associated therewith, without preventing the metal tube from becoming even in the area of the filling opening in accordance with the conical shape of the die widen; at the same time, it must be prevented that tube damage in the form of cracks on the edge of the tube, corrugations and paint damage, especially on the inside of the tube, occurs.
- the method according to the invention and the device for its implementation have the advantage over known methods and devices that by forming a shoulder-like, inwardly directed bevel, a level tube edge is produced during the butting process and thereby an optimal seal is guaranteed during the butting, the tube material being gentle stretches and the exterior and interior varnish as well as the rubber sealing ring, which may be spread on the inside, remain undamaged during this process.
- the inwardly shaped sealing edge is not mechanically shaped outwards due to the lack of flaring and is therefore not overwhelmed. There are only slight marginal stresses and the risk of tearing at the tube edge is largely avoided. Due to the gentle treatment, above all of the painting and possibly rubber coating, by the method according to the invention, the optimal production line arrangement is retained.
- the device offers further advantages in that it produces the same conical metal tubes regardless of length and diameter tolerances of the cylindrical metal tubes in shape and length and does not require any wear-prone rubber or plastic sealing elements as inner tube seals.
- the device according to FIG. 1 for the butting of metal tubes belongs to a turret head, not shown, in which twelve butting mandrels 13 are clamped.
- the cylindrical tube 16, possibly with a sprayed-on rubber ring 26, is pushed over two conical mandrels 13 by a lifting element (also not shown), each with a die 5, until the die 5 comes to rest on the outer end face of the tube holder 19, the open tube end opening centered on the inside by the conical centering ring 24 and pressed on the outer tube edge against the force of the compression spring 3 against the sealing surface 2 of the sealing ring 1.
- the compression spring 3 lies against the end face 8 of the sealing ring 1 facing away from the tube and is prestressed by an adjustable holder (not shown).
- a sufficient edge pressure between the outer tube edge and the sealing surface 2 inclined at an angle ⁇ is generated by the spring force to initially seal against the inflowing air.
- the compressed air required for tapering flows through the converter compressed air channel 18 and reaches the inner wall of the cylindrical tube 16 via the axially extending outlet channels 15 distributed over the circumference of the conifying mandrel 13 and the sleeve 25.
- the converter compressed air channel it is radial running, distributed on the circumference channels 21 of the cone 13 compressed air flowed into the cavity 20.
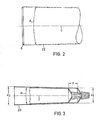
- an inward-facing sealing chamfer 6 is formed from the inclined metallic sealing surface 2 at an angle ⁇ , which can lie between 45 ° and 75 ° to the tube axis 7, the open tube end is sealed airtight and, at the same time, the cylindrical pressure lies down due to the pneumatic pressure Metal tube 16 to the conical inner surface of the die 5, the metal tube being shortened axially to a constant length and butted at an angle CK, as shown in FIG. 2.
- the specific sealing pressure can thereby be increased that a separate compressed air connection is provided on the cavity 20, which can be adapted to the sealing pressure by pressure regulators and thus a max. Pressure build-up guaranteed during the butting process in the interior of the metal tube.
- the supply of compressed air to the converter is interrupted, the die 5 is removed from the cone mandrel 13 and the butted tube 22 is pressed off from the tube holder 19 by means of tube blow-off air which flows through the tube 17.
- the molded-on tube edge 6 is leveled at the crack test station (not shown) - one of the successor stations - by the existing sealing cone at the crack test station, so that the butted metal tube is stackable.
- FIG. 3 shows metal tubes 23 which are stacked one inside the other and coaxial to the tube axis 7 from diameter d 1 to diameter d 2 by angle ⁇ and which can be produced on the device according to the invention with the same tube diameter using different conifying cones or tube spacings p.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
Description
- Die Erfindung betrifft ein Verfahren zum konischen Aufweiten von ... Metalltuben nach den im Oberbegriff des Patentanspruchs 1 aufgeführten Merkmalen und betrifft gleichermaßen eine Vorrichtung zur Ausführung des Verfahrens.
- Durch das konische Aufweiten der Metalltuben soll eine raumsparende Stapelung der Tuben in Stangenform ermöglicht werden, wodurch nur 1/5 des bisherigen Transportvolumens bzw. Verpackungsmaterials benötigt wird.
- Für die Umwandlung von Tuben in die konische Form sind bisher verschiedene Verfahren vorgeschlagen worden, die beispielsweise darin bestehen, daß Tuben an ihrer Basis mit einem elastischen Mantel oder auf andere Weise abgedichtet und geweitet werden.
- Es ist z.B. aus der DE-05 27 11 649 ein Verfahren bekannt, nach dem an einem offenen zylindrischen Ende einer Tube durch einen elastischen Mantel zunächst die Abdichtung entlang des Tubenrandes erfolgt und anschließend durch Einströmen eines pneumatischen oder hydraulischen Mediums in den abgedichteten Innenraum der Tube die konische Form durch Anlegen an die Innenfläche einer Matrize erfolgt. Durch den nacheinander stattfindenden Prozeß des Abdichtens bei gleichzeitigem Aufweiten des offenen Tubenrandes durch den elastischen Mantel und durch das zeitverzögerte Konifizieren der Tube entstehen Spannungen im Lack und in der Tube, wodurch eine hohe Fehlerquote entstehen kann und wobei durch den Verschleiß des elastischen Mantels ein regelmäßiges Auswechseln des Mantels stattfinden muß.
- Aus der DE-PS 20 12 701 und der DE-AS 21 31 504 ist es ferner bekannt, daß die Abdichtung des offenen Tubenrandes durch Eingreifen eines in Tubenrichtung axial beweglichen Stopfens mit einem Außenkonus in die Füllöffnung der Tube erfolgt. Dabei wird durch den Außenkonus, der einen größeren Kegelwinkel als die Innenwand der Matrize aufweist, der Tubenrand unabhängig vom Konifizieren zusätzlich nach außen aufgespreizt, wodurch häufig Einrisse am Tubenrand und Innenlackbeschädigungen die Folge sind. Durch die nach außen sich weitende Füllöffnung der Tube entstehen Druckluftverluste, die den Konifiziervorgang verteuern würden.
- Aufgabe der Erfindung ist es daher, ein Verfahren und eine Vorrichtung zu schaffen, bei denen eine absolute Dichtigkeit während.des Konifizierens und der damit verbundenen Tubenverkürzung gewährleistet ist, ohne die Metalltube daran zu hindern, sich auch im Bereich der Füllöffnung gleichmäßig entsprechend der Matrizenkonizität zu weiten; zugleich muß verhindert werden, daß Tubenbeschädigungen in Form von Rissen am Tubenrand, Wellungen und Lackbeschädigungen, insbesondere an der Tubeninnenseite, entstehen.
- Diese Aufgabe ist erfindungsgemäß dadurch gelöst, daß durch die linienartige Anpressung des äußeren Randes des offenen Endes der zylindrischen Metalltube, die Metalltube gegen die abgeschrägte Dichtfläche des unter Federdruck stehenden, metallisch abdichtenden Dichtringes luftdicht abgeschlossen und während des Konifiziervorganges, um den weiteren Druckaufbau zu ermöglichen, durch die in Tubenrichtung axiale Bewegung des Dichtringes am offenen Rand der Matalltube eine nach innen gerichtete dichtende Fase angeformt wird.
- Weitere Ausgestaltungen der Erfindung sind in den Unteransprüchen beschrieben.
- Das erfindungsgemäße Verfahren und die Vorrichtung zu dessen Durchführung haben gegenüber bekannten Verfahren und Vorrichtungen den Vorteil, daß durch Bildung einer schulterartigen, nach innen gerichteten Fase ein egaler Tubenrand während des Konifiziervorganges hergestellt und dadurch eine optimale Dichtung beim Konifizieren garantiert wird, wobei der Tubenwerkstoff sich schonend dehnt und Außen- und Innenlack sowie der ggf. innen aufgespreizte Gummidichtring bei diesem Vorgang unbeschädigt bleiben. Der nach innen geformte Dichtrand wird gegenüber bekannten Verfahren durch das Fehlen des Aufdornens nicht mechanisch nach außen geformt und dadurch nicht überfordert. Es ergeben sich nur noch geringe Randspannungen und damit werden Einrißgefahren am Tubenrand weitgehendst vermieden. Durch die schonende Behandlung vor allem der Lackierung und ggf. Gummierung durch das erfindungsgemäße Verfahren bleibt die optimale Fertigungslinienanordnung erhalten. Die Vorrichtung bietet weitere Vorteile dadurch, daß sie unabhängig von Längen- und Durchmessertoleranzen der zylindrischen Metalltuben in Form und Länge jeweils gleiche konische Metalltuben herstellt und dazu keine verschleißanfälligen Dichtelemente aus Gummi oder Kunststoff als Tubeninnendichtung benötigt.
- Das erfindungsgemäße Verfahren und die zur Durchführung desselben dienende Vorrichtung werden unter Zuhilfenahme der beiliegenden Zeichnungen näher erläutert.
- Es zeigt:
- Figur 1: einen axialen Schnitt durch eine Vorrichtung zum konischen Aufweiten zylindrischer Metalltuben mittels Druckluft,
- Figur 2: Teil einer konischen Metalltube mit einer nach innen gerichteten Dichtfase des offenen Endes,
- Figur 3: einen Längsschnitt durch zwei ineinander geschachtelte egalisierte konische Metalltuben.
- Die Vorrichtung nach Figur 1 zum Konifizieren von Metalltuben gehört zu einem nicht dargestellten Revolverkopf, in dem zwölf Konifizierdorne 13 eingespannt sind. Über zwei Konifizierdorne 13 wird durch ein ebenfalls nicht dargestelltes Huborgan mit je einer Matrize 5 die zylindrische Tube 16, ggf. mit aufgespritztem Gummiring 26, geschoben, bis die Matrize 5 an der äußeren Stirnseite des Tubenhalters 19 zur Anlage kommt, wobei das offene Tubenende auf der Innenseite von dem kegeligen Zentrierring 24 zentriert und am äußeren Tubenrand gegen die Kraft der Druckfeder 3 an die Dichtfläche 2 des Dichtringes 1 gedrückt wird. Die Druckfeder 3 liegt dabei an der von der Tube abgewandten Stirnfläche 8 des Dichtringes 1 an und wird durch eine nicht dargestellte einstellbare Halterung vorgespannt. Unabhängig von Durchmesser- und Längentoleranzen der zylindrischen Tube 16 wird durch die Federkraft eine ausreichende Kantenpressung zwischen dem äußeren Tubenrand und der unter einem Winkel ß geneigten Dichtfläche 2 erzeugt, um zunächst gegen die einströmende Luft abzudichten. Die zum Konifizieren benötigte Druckluft strömt durch den Umformer-Druckluftkanal 18 und gelangt über die auf dem Umfang des Konifizierdornes 13 und der Hülse 25 verteilten, axial verlaufenden Austrittskanäle 15 an die Innenwand der zylindrischen Tube 16. Gleichzeitig ist, ausgehend vom Umformer-Druckluftkanal über radial verlaufende, auf dem Umfang verteilte Kanäle 21 des Konifizierdornes 13 Druckluft in den Hohlraum 20 geströmt. Durch die Durchmesserdifferenzen der Gleitflächen 11, 12 des Dichtringes 1 und 11', 12' des Konifizierdornes 13 und Abdichtung des Hohlraumes 20 durch die Dichtelemente 9 und 10 wird unter pneumatischem Druck auf der Ringfläche 4 eine in Tubenrichtung weisende axiale Kraftkomponente erzeugt, die den Dichtring auf den Gleitflächen 11, 12, 11', 12' soweit axial verschiebt, bis die Dichtfläche 2 an der zur Dichtfläche 2 parallelen Anschlagfläche 14 der Matrize 5 anliegt. Dabei wird von der unter einem Winkel ß, der zur Tubenachse 7 zwischen 45° und 75° liegen kann, geneigten metallischen Dichtfläche 2 eine nach innen gerichtete dichtende Fase 6 angeformt, das offene Tubenende luftdicht verschlossen und gleichzeitig legt sich durch den pneumatischen Druck die zylindrische Metalltube 16 an die konische Innenfläche der Matrize 5 an, wobei die Metalltube axial auf ein konstantes Längenmaß verkürzt und unter einem Winkel CK konifiziert wird, wie es Figur 2 wiedergibt.
- Ist gegen Ende des Konifiziervorganges durch die Durchmesservergrößerung des Tubenendes und die durch den pneumatischen Druck entstehende Kraftkomponente auf die Dichtfläche 2 mit einem zu starken Absinken des von der Ringfläche 4 erzeugten spezifischen Druckes an der Dichtfase 6 zu rechnen, so kann der spezifische Dichtdruck dadurch erhöht werden, daß am Hohlraum 20 ein separater Druckluftanschluß vorgesehen wird, der durch Druckregler dem Dichtdruck angepaßt werden kann und somit einen max. Druckaufbau beim Konifiziervorgang im Innenraum der Metalltube garantiert.
- Nachdem die zylindrische Tube 16 die erwünschte konische Form angenommen hat, wird die Umformer-Druckluftzufuhr unterbrochen, die Matrize 5 vom Konifizierdorn 13 entfernt und die konifizierte Tube 22 mittels Tubenabblaseluft, die durch das Rohr 17 strömt, vom Tubenhalter 19 abgedrückt.
- Der angeformte Tubenrand 6 wird an der nicht darrgestellten Rißprüfstation - eine der Nachfolgestationen - durch den vorhandenen Dichtkegel an der Rißprüfstation egalisiert, so daß die konifizierte Metalltube stapelfähig ist.
- Figur 3 zeigt ineinander gestapelte, koaxial zur Tubenachse 7 von Durchmesser d1 auf Durchmesser d2 um Winkel α konifizierte und egaalisierte Metalltuben 23, die auf der erfindungsgemäßen Vorrichtung bei gleichem Tubendurchmesser mit verschiedenen Konifizierkegeln bzw. Tubenabständen p hergestellt werden können.
-
- 1 Dichtring
- 2 Dichtfläche
- 3 Druckfeder
- 4 Ringfläche
- 5 Matrize
- 6 dichtende Fase
- 7 Tubenachse
- 8 Stirnfläche
- 9 Dichtelement
- 10 Dichtelement
- 11 Gleitfläche
- 11' Gleitfläche
- 12 Gleitfläche
- 12' Gleitfläche
- 13 Konifizierdorn
- 14 Anschlagfläche
- 15 Austrittskanal
- 16 Tube, zylindrisch
- 17 Rohr
- 18 Umformdruckluftkanal
- 19 Tubenhalter
- 20 Hohlraum
- 21 Kanal, radial
- 22 Tube, konifiziert
- 23 Tube, egalisiert
- 24 Zentrierring
- 25 Hülse
- 26 Gummiring
Claims (10)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19813133257 DE3133257A1 (de) | 1981-08-22 | 1981-08-22 | Verfahren und vorrichtung zum konischen aufweiten von metalltuben mittels druckluft |
| DE3133257 | 1981-08-22 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0072891A1 true EP0072891A1 (de) | 1983-03-02 |
| EP0072891B1 EP0072891B1 (de) | 1985-11-13 |
Family
ID=6139885
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP82104100A Expired EP0072891B1 (de) | 1981-08-22 | 1982-05-12 | Verfahren und Vorrichtung zum konischen Aufweiten von Metalltuben mittels Druckluft |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0072891B1 (de) |
| DE (2) | DE3133257A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0098669A1 (de) * | 1982-07-08 | 1984-01-18 | CEBAL Verpackungen GmbH & Co. KG | Verfahren zum Konifizieren von Tuben |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE646779A (de) * | 1962-04-26 | 1964-08-17 | ||
| DE1777181B2 (de) * | 1968-09-18 | 1976-01-15 | Nakamura, Masanobu, Tokio | Vorrichtung zum hydraulischen aufweiten eines rohrstueckes |
| DE2131504B2 (de) * | 1970-06-26 | 1976-09-09 | Societe de Conditionnement en Aluminium Seal GP, Paris | Vorrichtung zum konischweiten von metalltuben |
| DE2711649A1 (de) * | 1976-03-30 | 1977-10-13 | Koho Es Gepipari Miniszterium | Verfahren und einrichtung zur herstellung von kegeligen tuben |
-
1981
- 1981-08-22 DE DE19813133257 patent/DE3133257A1/de not_active Withdrawn
-
1982
- 1982-05-12 DE DE8282104100T patent/DE3267377D1/de not_active Expired
- 1982-05-12 EP EP82104100A patent/EP0072891B1/de not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| BE646779A (de) * | 1962-04-26 | 1964-08-17 | ||
| DE1777181B2 (de) * | 1968-09-18 | 1976-01-15 | Nakamura, Masanobu, Tokio | Vorrichtung zum hydraulischen aufweiten eines rohrstueckes |
| DE2131504B2 (de) * | 1970-06-26 | 1976-09-09 | Societe de Conditionnement en Aluminium Seal GP, Paris | Vorrichtung zum konischweiten von metalltuben |
| DE2711649A1 (de) * | 1976-03-30 | 1977-10-13 | Koho Es Gepipari Miniszterium | Verfahren und einrichtung zur herstellung von kegeligen tuben |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0098669A1 (de) * | 1982-07-08 | 1984-01-18 | CEBAL Verpackungen GmbH & Co. KG | Verfahren zum Konifizieren von Tuben |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0072891B1 (de) | 1985-11-13 |
| DE3267377D1 (en) | 1985-12-19 |
| DE3133257A1 (de) | 1983-03-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0345440B1 (de) | Greifvorrichtung für Flaschen und dergl. | |
| DE102008061441A1 (de) | Rohraufweitvorrichtung | |
| EP1446248B1 (de) | Verwendung einer vorrichtung zum aufweiten und formen von dosenrümpfen | |
| DE2758188C3 (de) | Verfahren zum Formen einer Ringnut im Endabschnitt eines Rohres aus thermoplastischem Kunststoff | |
| DE2943189A1 (de) | Vorrichtung und verfahren zum setzen eines wulstringes gegen die lagen einer reifenkarkasse | |
| DE2510543A1 (de) | Aushalse- und boerdelvorrichtung | |
| EP0072891B1 (de) | Verfahren und Vorrichtung zum konischen Aufweiten von Metalltuben mittels Druckluft | |
| DE3114485C2 (de) | ||
| DE19746840A1 (de) | Verfahren zum dichten Verschließen einer Bohrung in einem Werkstück aus duktilem Werkstoff | |
| DE2719882A1 (de) | Rohrverbindung fuer leitungsrohre | |
| DE2738863C3 (de) | Vorrichtung zum konischen Aufweiten von Tuben | |
| EP2127851B1 (de) | Vorrichtung und Verfahren zum Expandieren von Behältnissen mit an der Mündung des Behältnisses anliegender Dichtung | |
| DE2211652C3 (de) | Presse zum hydrostatischen Strangpressen von Rohren | |
| DE3044291A1 (de) | "verfahren und vorrichtung zum dauerhaften verbinden von umlaufenden teilen, wie wellenteile o.dgl. | |
| EP1167222B1 (de) | Behälter mit Randbordierung und Verfahren zur Herstellung der Randbordierung | |
| EP0441174A2 (de) | Verfahren und Formwerkzeug zum Anformen eines Nippels | |
| DE2711649B2 (de) | Verfahren und Vorrichtung zur Herstellung von kegelförmigen Tuben | |
| DE2123528A1 (de) | Vorrichtung zur Führung des Domes an Metallstrangpressen beim Verpressen von Hohlprofilen | |
| DE4429567C2 (de) | Verfahren und Vorrichtung zum druckdichten Verbinden von Zylinderboden und aus einem Profil hergestellten Zylindermantel für einen pneumatischen Zylinder | |
| EP3760376B1 (de) | Verwendung einer dreh-spannvorrichtung | |
| DE3116133A1 (de) | "elektronenstrahl-schweisskammer zur stumpfverschweissung laenglicher bauteile und verfahren zu deren anwendung" | |
| EP0004253B1 (de) | Stapelbarer Tubenkörper mit Dichtstoffschicht, Verfahren zur Herstellung derartiger Tubenkörper, und Vorrichtung zur Durchführung des Verfahrens | |
| DE3512502A1 (de) | Verfahren und vorrichtung zur herstellung eines doppelwandigen rohrs fuer den feststofftransport | |
| DE4407261C2 (de) | Kolben-Zylinderaggregat | |
| DE19812884A1 (de) | Verfahren zum Andocken an verschweißte Blechplatinen zu deren Innenhochdruckumformen zu einem hohlen Bauteil und Vorrichtung zur Durchführung des Verfahrens |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR IT LI |
|
| 17P | Request for examination filed |
Effective date: 19830830 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: HERLAN & CO. MASCHINENFABRIK GMBH |
|
| ITF | It: translation for a ep patent filed | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR IT LI |
|
| REF | Corresponds to: |
Ref document number: 3267377 Country of ref document: DE Date of ref document: 19851219 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19890330 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19890523 Year of fee payment: 8 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19900201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19900531 Ref country code: CH Effective date: 19900531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19910131 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |