EP0090747A1 - Procédé de fabrication automatique en continu d'ensembles séparables constitués par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procédé et les ensembles en continu ou séparés fabriqués selon ce procédé - Google Patents
Procédé de fabrication automatique en continu d'ensembles séparables constitués par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procédé et les ensembles en continu ou séparés fabriqués selon ce procédé Download PDFInfo
- Publication number
- EP0090747A1 EP0090747A1 EP83420046A EP83420046A EP0090747A1 EP 0090747 A1 EP0090747 A1 EP 0090747A1 EP 83420046 A EP83420046 A EP 83420046A EP 83420046 A EP83420046 A EP 83420046A EP 0090747 A1 EP0090747 A1 EP 0090747A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- component
- support
- bands
- components
- support strips
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000000034 method Methods 0.000 title claims abstract description 29
- 230000000712 assembly Effects 0.000 title claims abstract description 25
- 238000000429 assembly Methods 0.000 title claims abstract description 25
- 238000004519 manufacturing process Methods 0.000 title abstract description 6
- 239000000463 material Substances 0.000 claims description 9
- 239000004831 Hot glue Substances 0.000 claims description 5
- 238000010438 heat treatment Methods 0.000 claims description 5
- 238000000926 separation method Methods 0.000 claims description 5
- 230000000295 complement effect Effects 0.000 claims description 4
- 239000012943 hotmelt Substances 0.000 claims description 4
- 239000000853 adhesive Substances 0.000 claims description 3
- 230000001070 adhesive effect Effects 0.000 claims description 3
- 229920001971 elastomer Polymers 0.000 claims description 3
- 238000000605 extraction Methods 0.000 claims description 3
- 238000010924 continuous production Methods 0.000 claims description 2
- 230000005389 magnetism Effects 0.000 claims description 2
- 238000003825 pressing Methods 0.000 claims description 2
- 238000012549 training Methods 0.000 claims description 2
- 238000013519 translation Methods 0.000 claims description 2
- 230000015572 biosynthetic process Effects 0.000 claims 1
- 230000036461 convulsion Effects 0.000 claims 1
- 230000000903 blocking effect Effects 0.000 description 3
- 230000010355 oscillation Effects 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 240000008042 Zea mays Species 0.000 description 2
- 238000007664 blowing Methods 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 241000135309 Processus Species 0.000 description 1
- 241000209140 Triticum Species 0.000 description 1
- 235000021307 Triticum Nutrition 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000004026 adhesive bonding Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 235000005911 diet Nutrition 0.000 description 1
- 230000037213 diet Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H39/00—Associating, collating, or gathering articles or webs
- B65H39/14—Associating sheets with webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42C—BOOKBINDING
- B42C3/00—Making booklets, pads, or form sets from multiple webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B42—BOOKBINDING; ALBUMS; FILES; SPECIAL PRINTED MATTER
- B42D—BOOKS; BOOK COVERS; LOOSE LEAVES; PRINTED MATTER CHARACTERISED BY IDENTIFICATION OR SECURITY FEATURES; PRINTED MATTER OF SPECIAL FORMAT OR STYLE NOT OTHERWISE PROVIDED FOR; DEVICES FOR USE THEREWITH AND NOT OTHERWISE PROVIDED FOR; MOVABLE-STRIP WRITING OR READING APPARATUS
- B42D5/00—Sheets united without binding to form pads or blocks
- B42D5/02—Form sets
Definitions
- the object of the invention relates in particular to the technical sector of the methods, means and devices for manufacturing, assembling and orderly grouping of various assemblies produced from a support strip and at least one component which is generally a flexible sheet, but not exclusively, these sets considered in continuity or separated, being susce p patible of applications, many and varied uses, for example, the manufacture of forms, office machinery diet, "printers "combined with computer processing equipment ...
- component we generally mean one or more concerned sheets of paper, plastic or other flexible material, which are pre-printed or not. It is not excluded that the component is a semi-rigid plate, printed or not.
- the two continuous support strips are flexible or semi-rigid strips, generally made of paper, without excluding any other souble material. or semi-rigid, suitable (plastic material, etc.).
- the two support strips have on the edge, in a manner known per se, a "Caroll" type perforating liana intended for driving said strips and their assemblies, on the processing and use machines.
- the method is remarkable in that two support bands are used. of small width, instead of a single strip of width necessarily greater than the component, these support strips having transverse lines of inverted pre-folding; the support bands are pulled by a gripping means simultaneously with a component located at the base of a stack, so that the component is superimposed on the support bands with the lateral medium of the support bands in correspondence with the lateral edges the component which has been previously punctually heated; pressure is exerted between the support strips and the component, by pulling the component and passing over rollers; this pressure combined with the heat absorbed by the component operating the bonding of the component on the support strips having, for this purpose, bonding means; the support strips are folded on the pre-folding lines and the component extracted from the eye is deposited and fixed in the accordion nlis.
- the means for implementing the method successively comprise a deflection roller.
- pairs of pressers for applying the component extract against the pairs of support bands, and an orderly receiving tray for the bands support-component.
- the assemblies produced according to this process are constituted by components comprising at least one and generally several sheets assembled at the head to form bundles, and by drive bands or support bands with longitudinal perforations assembled with the edges from the bottom sheet of the components, over the entire length thereof, the perforations of the strips lying beyond the edges of the bottom sheet; the drive belts with transverse lines of inverted pre-folding and the lower sheets of the components also profiled transversely, are presented after assembly of the bands and the components, in the form of an accordion pile, while the leaf or leaves of the components, other that the lower sheet, are unfolded, that is to say flat and extend substantially beyond the transverse lines of pre-folding of the lower sheets and the drive belts.
- the support bands (la) are cut from pairs of flange coils (3) mounted on a hub (18) clamped on a support shaft (2) fitted with a permanent brake.
- the connection between coil and hub is ensured by a spring (19) of constant tension of the support bands.
- the support strips are also provided at the edge of a line of longitudinal perforations (1c) intended for training on the processing and use machine. Alternatively, the perforations can be performed on the machine itself. These perforation lines are known as "Caroll perforation".
- the cut support strips pass first on a fixed deflection roller (4), then between two complementary shapes (5a and 5b) intended to form inverted pre-folding lines (1d), FIG. 5; these two complementary forms are controlled by an electromagnet (10) and are of the male V-type - female V-type for example.
- the support strips (1a) having passed through the device (5) are then wound on a second roller (6) adjustable in position. Said strips again pass through a device (5) superimposed on the parts of the first pass strips. Pre-folding is thus carried out on two thicknesses at the same time.
- the device (5) is adjustable in position in order to adjust the position of the pre-folds (1d) relative to the component (1b).
- rollers (9) adjustable in spacing and provided with spikes angularly distributed so that they correspond to the pitch of the holes making up the line of longitudinal perforations, these rollers are kinematically linked to a cylinder rotatable by means of a gear (24); the support strips are therefore perfectly positioned relative to the rotary cylinder.
- the rotary cylinder (8) covered with a slightly flexible material (rubber for example), is pierced with holes and mounted on a shaft (36) not rotating but oscillating.
- This shaft acts as both a pivot axis and an air distributor, with a suction part adjustable by translation of two sealed tubes (26a), while the blowing part, not adjustable in width, is connected to air supply tubes (26b).
- the support strips and the component are therefore pulled together and in the same direction, one by winding on the cylinder, the other by pulling the cylinder (8) in the suction phase.
- the rotary cylinder (8) must be able to rotate periodically in order to give successive advances corresponding to the length of a component (1b).
- the movement is then transmitted to the cylinder by a pair of gears (27) and (28) whose ratio is equal to one, passing through an intermediate gear (17).
- the clutch and braking action is controlled by a photoelectric cell (34) which detects a certain number of graduations of a disc (29), graduations which rotate at the same time as the cylinder and which correspond to advances. useful bands-support-component.
- This number of graduations is totaled in an electronic counter-totalizer (32) which stops the cylinder net according to the figure displayed on this device.
- An electronic timer (33) then allows the necessary stop time for the cylinder (8) to vacuum the component. Then the cycle begins again.
- the rate depends on the time delay.
- the angular speed of the cylinder depends on the speed of the engine.
- connecting rods (11), articulated on the shaft (17a), are resiliently recalled by a spring (46) against a stop (47), in the front position, when the action on the brake of the pinion (40).
- the component suction device is now described.
- the cylinder (37) is tightly closed at both ends ends by plugs (48) and the hollow shaft (44) communicates with the interior of the cylinder by multiple orifices (44a).
- the hollow shaft made of material which does not conduct magnetism, are tightly mounted and spaced apart electromagnets (49) which are supplied individually to act on a variable number of micro-valves (50) equipping the multiple orifices (37b) of the cylinder, figures 7, 8, 9.
- the micro-valves (50) are composed of a curved elastic blade (5Oa), one branch of which is fixed on the internal wall of the cylinder (37) with its orifice (5Ob) in agreement with an orifice (37b) of the cylinder, while on the other branch, is fixed an elastomer block (50c) which, at rest, closes the orifice (37b).
- the branch carrying the shutter block is attracted and thus allows the passage of the suction air coming from the hollow shaft.
- the components are stacked in the magazine with their head part (assembly side between the sheets of the component) on the side of a suction device (12) creating a vacuum between the co-components, in order to avoid defects of scrolling during the aspiration of the components when these form a bundle.
- the component is pressed on the support strips using two pressure rollers (15), this in order to adhere to the support strips the half length of component, on the side of its head portion; the component was previously heated only over its half length, on the head part side.
- the aspiration of the component located under the pile is carried out by the rotary cylinder provided with aspiration holes, the contact line between the cylinder and the component is located in this first phase, towards the end of the foot portion of the component. (about five millimeters), in order to draw it to its extreme part, without detaching it from the other components.
- the lower components of the stack adhere to each other by creating a vacuum between the components (over a height of about ten millimeters), this thanks to the suction element (12).
- the component is sucked in by the rotary cylinder through an appropriate opening in the magazine (7).
- the cylinder (8) is driven by a rotational movement programmed by the totalizing counter (32), this, depending on the length of the component.
- the suction cylinder pulls simultaneously on the support strips and the component.
- the non-rotating but oscillating shaft (36) mounted on the two connecting rods (11) can oscillate freely without mechanical connection;
- the rotary cylinder (8) mounted on the shaft (36) is, on the other hand, kinematically connected to the system of successive rotations, by the gears (28), (17), (27).
- This oscillation brings about a displacement of the contact line, cylinder-component towards the lower component which is thus wound on the cylinder (8) and is detached from the stack; the other lower components being glued together by vacuum, only the first component being peeled off.
- the top sheet of the component a little longer than the other sheets (for example, three millimeters).
- Heating resistors (13) placed against the stack of components are used both as a guide for placing the components and as a spot heating of the edge of the components.
- the magazine (7) is preferably inclined 30 ° relative to the vertical and in the direction of advance of the support strip, in order to transfer part of the weight of the stack of components to the wall (14 ), thus avoiding pressing too hard on the extracting component.
- the assemblies obtained according to this method and these means illustrated in FIGS. 1 to 4, include, as can be seen in FIG. 5.
- the tray (51) is equipped with an automatic lowering device, in order to maintain the top of the stack at the same height.
- This device can be constituted by any means such as a ratchet brake (52) cooperating by pinion (53) with a rack (54) fixed on an upright (55) of the machine, FIG. 6, or alternatively, by a device such as described above in the embodiment according to FIGS. 1 to 4.
- the assembly of the components and the drive strips is effected by heating the strips before or during the separation operation of the components, when the strips are coated with a hot-melt or hot-melt adhesive.
- FIGS. 14, 15 and 16 illustrate the assemblies obtained according to the method and the means described above.
- FIGS. 15 and 16 we see the assemblies presented flat with the foot parts of the free sheets of the components slightly overlapping on the head parts of the preceding components, in order to facilitate passage through the machines for treating the assemblies (according to arrow f ).
Landscapes
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
L'invention se rattache au secteur technique des procédés d'assemblage et groupage ordonnés d'ensembles réalisés à partir d'une bande-support et au moins un composant, susceptibles d'applications variées, par exemple, la fabrication de formulaires, l'alimentation de machines de bureau, etc... Le procédé est remarquable en ce qu'on utilise deux bandes-support (1a) présentant des lignes transversales de prépliages inversés (1d); on tire les bandes-support (1a) par un moyen de préhension (8), simultanément avec le composant (1b) situé à la base d'un empilage, de façon telle que le composant se superpose aux bandes-support avec le milieu latéral des bandes-support en correspondance avec les bords latéraux du composant (1b) que l'on a préalablement chauffés ponctuellement; on exerce une pression entre les bandes-support (1a) et le composant (1b), par traction du composant et passage sur des galets (15); cette pression conjuguée à la chaleur absorbée par le composant opérant le collage du composant sur les bandes-support présentant à cet effet, des moyens de collage; on opère le pliage des bandes support sur les lignes de prépliages (1d) et l'on dépose et fixe le composant extrait de la pile dans les plis accordéon.
Description
- L'objet de l'invention se rattache notamment au secteur technique des procédés, moyens et dispositifs de fabrication, d'assemblage et groupage ordonné d'ensembles divers réalisés à partir d'une bande-support et au moins un composant qui est généralement une feuille souple, mais non exclusivement, ces ensembles considérés en continuité ou séparés, étant suscep- tibles d'applications, d'utilisations nombreuses et variées, par exemple, la fabrication de formulaires, l'alimentation de machines de bureau, des "imprimantes" combinées avec les matériels de traitement informatique...
- Suivant l'invention, on a voulu fabriquer d'une manière plus performante, plus économique et plus rationnelle que par le passé, de tels ensembles qui, si on les considère séparément, sont constitués par une fraction de deux bandes-support et d'entraînement continues et par un composant. Par composant, il faut entendre généralement une ou plusieurs feuilles soucies en papier, matière plastique ou autre matériau souple, qui sont préalablement imprimées ou non. Il n'est pas exclu que le composant soit une plaque semi-rigide, imprimée ou non.
- Les deux bandes-support continues sont des bandes souples ou semi-rigides, en papier généralement, sans exclure toute autre matière souble. ou semi-rigide, convenable (matière plastique, etc...). Les deux bandes-support présentent en bordure, d'une manière connue en soi, une liane de perforation du type "Caroll" destinée à 1'entraînement desdites bandes et de ses ensembles, sur les machines de traitement et d'utilisation.
- Suivant une première caractéristique, le procédé est remarquable en ce qu'on utilise deux bandes-support. de faible largeur, au lieu d'une seule bande de largeur nécessairement supérieure au composant, ces bandes-support présentant des lignes transversales de prépliages inversés ; on tire les bandes-support par un moyen de préhension simultanément avec un composant situé à la base d'un empilage, de façon telle que le composant se superpose aux bandes-support avec le milieu latéral des bandes-support en correspondance avec les bords latéraux du composant que l'on a préalablement chauffé ponctuellement ; on exerce une pression entre les bandes-support et le composant, par traction du composant et passage sur des galets ; cette pression conjuguée à la chaleur absorbée par le composant opérant le collage du composant sur les bandes-support présentant à cet effet, des moyens de collaae ; on opère le pliage des bandes-support sur les lignes de prépliage et on dépose et on fixe le composant extrait de la oile dans les nlis accordéons.
- Suivant une autre caractéristigue, les moyens de mise en oeuvre du procédé comprennent successivement, un rouleau de renvoi. un dispositif contenant les moyens destinés à exécuter les lignes de prépliages inversés, un nremier rouleau tendeur. des galets destinés à positionner les deux bandes-support latéralement et circonférentiellement. un magasin d'emoilage du ou des composants, un moyen de préhension monté rotatif, pour entraîner les naires de bandes-support et le ou les composants dégagés de l'empilage et appligués contre les bandes- support, un système oscillant destiné è déplacer very larri- le système de nréhension, afin de décoller le composant à la base de l'empilage, une nartie asnirante destinée à faire adhérer entre eux les composants à la base de l'empilage. des paires de qalets presseurs destinés à appliguer le composant extrait contre les paires de bandes-support, et un plateau de réception ordonnée des ensembles bandes-support-composant.
- Selon une autre caractéristique, les ensembles fabriqués selon ce procédé sont constitués par des composants comprenant au moins une et généralement plusieurs feuilles assemblées en tête pour former des liasses, et par des bandes d'entraînement ou bandes-support à perforations longitudinales assemblées avec les bords de la feuille inférieure des composants, sur toute la longueur de celle-ci, les perforations des bandes se trouvant au-delà des bords de la feuille inférieure ; les bandes d'entraînement à lignes transversales de prépliages inversés et les feuilles inférieures des composants également profilées transversalement, se présentent après assemblage des bandes et des composants, sous forme d'une pile en accordéon, tandis que la ou les feuilles des composants, autres que la feuille inférieure, se présentent non pliées, c'est-à-dire à plat et s'étendent sensiblement au-delà des lignes transversales de prépliage des feuilles inférieures et des bandes d'entraînement.
- Ces caractéristiques et d'autres encore ressortiront de la description qui suit.
- Pour fixer l'objet de l'invention, sans toutefois le limiter, dans les dessins annexés :
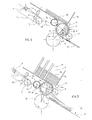
- La figure 1 est une vue d'ensemble à caractère schématique illustrant un exemple d'installation pour la mise en oeuvre du procédé selon l'invention.
- Les figures 2 et 3 sont des vues de face partielles montrant le système de prépliage et l'organe rotatif d'entraînement des bandes-support et du composant dans les deux phases successives du travail.
- La figure 4 est une vue schématique montrant la chaîne cinématique de l'organe rotatif.
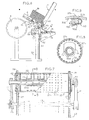
- La figure 5 est une vue en perspective illustrant une partie de l'ensemble fini, les composants étant à l'envers.
- La figure 6 est une vue à caractère très schématique illustrant un exemple de réalisation de la machine selon l'invention.
- La figure 7 est une vue à plus grande échelle illustrant par une coupe partielle, le cylindre d'aspiration des bandes d'entraînement et des composants.
- La figure 8 est une vue en coupe considérée suivant la ligne 8-8 de la figure 7.
- La figure 9 est une vue partielle en coupe, à grande échelle, montrant le montage d'une des valves dans la paroi du cylindre.
- Les figures 10 et 11 sont-des vues à caractère schématique illustrant la chaîne cinématique de la machine dans deux positions correspondant respectivement, à l'opération d'aspiration des composants extraits de la pile et à l'opération de prépliage des bandes d'entraînement et de décollement du dernier composant de la pile.
- Les figures 12 et 13 sont des vues à caractère schématique illustrant deux phases caractéristiques de déroulement et de réception des ensembles après passage entre le cylindre d'aspiration et les galets de pression.
- La figure 14 est une vue montrant une partie d'une pile d'ensembles dans la position où ils sont réceptionnés, mais représentés non appliqués les uns sur les autres, pour la clarté des dessins.
- La figure 15 est une vue de profil illustrant les ensembles dépliés.
- La figure 16 est une vue en plan correspondant à la figure 15.
- Afin de rendre plus concret l'objet de l'invention, on le dé- crit maintenant sous des formes non limitatives de réalisation illustrées aux figures des dessins.
- On voit à la figure 1, sous une forme schématique, un exemple de réalisation de la machine destinée à fabriquer les ensembles (1) selon l'invention, qui sont composés par deux bandes-support (la) et au moins un composant (1b), comme on le voit mieux aux figures 5 et 14.
- Les bandes-support (la) sont débitées à partir de paires de bobines à flasques (3) montées sur un moyeu (18) serré sur un arbre-support (2) équipé d'un frein permanent. La liaison entre bobine et moyeu est assurée par un ressort (19) de tension constante des bandes-support.
- En variante, et comme illustré schématiquement à la figure 6, les bandes (la) sont débitées à partir de deux bobines montées sur un axe fixe et serrées entre deux flasques fixes (56) faisant office de/frein.
- A noter que le milieu des bobines est placé sur l'arbre en correspondance avec les bords latéraux des composants (figure 4).
- Les bandes-support sont en papier ou en matière plastique et sont enduites sur toute leur surface d'une colle thermocollante ou thermofusible ; elles peuvent être également fabriquées a partir d'une matière thermocollante. On peut également prévoir l'application d'un adhésif permanent limité à la partie des bandes assemblées aux composants.
- Les bandes-support sont également munies en bordure d'une ligne de perforations longitudinales (1c) destinée à l'entraînement sur la machine de traitement et d'utilisation. En variante, les perforations peuvent être exécutées sur la machine elle-même. Ces lignes de perforation sont connues sous le nom de "perforation Caroll".
- Les bandes-support débitées passent d'abord sur un rouleau de renvoi fixe (4), puis entre deux formes complémentaires (5a et 5b) destiné'es à former des lignes de prépliages inversés (1d), figure 5 ; ces deux formes complémentaires sont commandées par électro-aimant (10) et sont du type Vé mâle - Vé femelle par exemple.
- Les bandes-support (1a) ayant traversé le dispositif (5) sont ensuite enroulées sur un deuxième rouleau (6) réglable en position. Lesdites bandes traversent à nouveau un dispositif (5) en superposition avec les parties de bandes de premier passage. On effectue ainsi le prépliage sur deux épaisseurs à la fois. Le dispositif (5) est réglable en, position afin d'ajuster la position des prépliages (1d) par rapport au composant (1b).
- (1a) Les bandes-support/ainsi préparées passent sous un magasin d'alimentation (7) dans lequel sont empilés les composants (1b) qui doivent être assemblés à celles-ci.
- Les bandes-support prépliées s'enroulent ensuite sur des galets (9) réglables en écartement et munis de picots répartis angulairement de façon telle qu'ils correspondent au pas des trous composant la ligne de perforations longitudinales, ces galets sont liés cinématiquement à un cylindre rotatif par l'intermédiaire d'un engrenage (24) ; les bandes-support sont donc parfaitement positionnées par rapport au cylindre rotatif.
- Selon une première réalisation illustrée aux figures 1 à 4, le cylindre rotatif (8) recouvert d'une matière légèrement souple (caoutchouc par exemple), est percé'de trous et monté sur un arbre (36) non tournant mais oscillant. Cet arbre fait office à la fois d'axe de pivotement et de distributeur d'air, avec une partie d'aspiration réglable par translation de deux tubes étanches (26a), tandis que la partie soufflante, non réglable en largeur, est reliée à des tubes (26b) d'amenée d'air.
- Les bandes-support et le composant sont donc tirés ensemble et dans le même sens, les unes par enroulement sur le cylindre, l'autre par traction du cylindre (8) en phase d'aspiration.
- Il est à noter qu'il est préférable que la longueur de traction du composant soit légèrement inférieure à la longueur de celui-ci, afin que les composants se recouvrent partiellement (partie de tête de l'un sous la partie de pied du suivant).
- Le cylindre rotatif (8) doit pouvoir tourner périodiquement afin de donner des avances successives correspondant à la longueur d'un composant (1b).
- Pour cela, on prévoit, comme illustré à la figure 4, un embrayage-frein à ressort (30) associé à un moteur (31). Le mouvement est ensuite transmis au cylindre par un couple d'engrenages (27) et (28) dont le rapport est égal à un, en passant par un engrenage intermédiaire (17). L'action d'embrayage et de freinage est contrôlée par une cellule photo-électrique (34) qui détecte un certain nombre de graduations d'un disque (29), graduations qui tournent en même temps que le cylindre et qui correspondent à des avances utiles des ensembles bandes-support- composant. Ce nombre de graduations est totalisé dans un compteur-totaliseur électronique (32) qui stoppe net le cylindre suivant le chiffre affiché sur cet appareil. Un temporisateur électronique (33) permet ensuite le temps d'arrêt nécessaire au cylindre (8) pour aspirer le composant. Puis le cycle recommence. La cadence dépend du temps de temporisation. La vitesse angulaire du cylindre dépend de la vitesse du moteur.
- Selon une autre réalisation illustrée aux figures 7 à 13, le cylindre (37) ou moyen de préhension des composants, est formé d'un tube (37a) percé de multiples orifices (37b) et portant aux deux extrémités des pignons (28) coopérant avec d'autres pignons (17) de mêmes caractéristiques, portés par un arbre (17a) et dont l'un est relié à un moteur d'entraînement (38) par un pignon (39).
- Le cylindre (37) est entraîné en rotation continue par le moteur (38), il n'y a plus d'arrêts périodiques du cylindre pour opérer le décollement et l'aspiration des composants ainsi que les prépliages transversaux. Ces opérations sont réalisées par un dispositif plus particulièrement illustré aux figures 10 et 11 des dessins, où l'on voit qu'un des pignons (28)*engrène avec un pignon-frein (40), de plus petit diamètre, porté par une plaque (41) qui est articulée en (42) sur son support et rappelée par ressort (43) en position d'engrènement
- Comme on le voit à la figure 10, en position normale (correspondant à l'aspiration des composants), tous les pignons sont en mouvement et le cylindre (37) est placé en avant et au plus près de la partie de tête du composant inférieur de la pile disposée dans le magasin (7). Lorsqu'on veut opérer les prépliages transversaux des bandes et le décollement des composants, on agit sur le frein du pignon (40), ce qui a pour effet de bloquer ledit pignon et donc, une génératrice du cylindre (37) qui pivote alors par rapport au point de blocage, du fait qu'il est toujours entraîné par le moteur (38). Bien entendu, cette action de blocage est mise en oeuvre pendant un temps très court, ce qui est suffisant pour opérer en synchronisme les prépliages des bandes et le décollement des composants.
- Le cylindre (37) est porté à rotation libre par roulements (49) sur un arbre creux (44) dont les deux extrémités sont solidaires de bielles (11) ayant une forme générale en té. L'arbre (44) est porté par les bielles au point de rencontre des trois branches, tandis qu'aux extrémités des branches les plus longues, les bielles sont portées à rotation libre, par roulement (45), notamment sur l'arbre (17a). Les deux autres branches des bielles portent à rotation libre, les galets à picots (9) et des galets-presseurs (15) assurant l'assemblage des bandes d'entraînement avec les composants.
- A noter encore que les bielles (11), articulées sur l'arbre (17a), sont rappelées élastiquement par un ressort (46) contre une butée (47), en position avant, lorsqu'on relâche l'action sur le frein du pignon (40).
- On décrit maintenant le dispositif d'aspiration des composants
- Le cylindre (37) est fermé de manière étanche à ses deux extrémités par des bouchons (48) et l'arbre creux (44) communique avec l'intérieur du cylindre par des orifices multiples (44a). Sur l'arbre creux, en matériau non conducteur du magnétisme, sont montés serrés et espacés des électro-aimants (49) qui sont alimentés individuellement pour agir sur un nombre variable de micro-valves (50) équipant les orifices multiples (37b) du cylindre, figures 7, 8, 9.
- Comme on le voit bien à la figure 9, les micro-valves (50) sont composées d'une lame élastique recourbée (5Oa) dont une branche est fixée sur la paroi interne du cylindre (37) avec son orifice (5Ob) en concordance avec un orifice (37b) du cylindre, tandis que sur l'autre branche, est fixé un bloc (50c) en élastomère qui au repos, obture l'orifice (37b). Lorsqu'on alimente les électro-aimants, la branche portant le bloc d'obturation est attirée et permet ainsi le passage de l'air d'aspiration venant de l'arbre creux.
- On remarque encore que les composants sont empilés dans le magasin avec leur partie de tête (côté d'assemblage entre les feuilles du composant) du côté d'un appareil aspirant (12) créant une dépression entre les coposants, afin d'éviter les défauts de défilement lors de l'aspiration des composants lorsque ceux-ci forment une liasse.
- Pendant la rotation du cylindre, le composant est pressé sur les bandes-support à l'aide de deux galets presseurs (15), ceci afin de faire adhérer aux bandes-support la demie longueur de composant,du côté de sa partie de tête ; le composant n'a été chauffé préalablement que sur sa demi-longueur, côté partie de tête.
- L'ensemble bandes-support-composant est ensuite déposé sur un plateau de réception (16). Afin de conserver le haut de la pile toujours au même niveau, le plateau de réception est animé par un moteur (35) relié par câbles (22) et poulies (21) au plateau, ce moteur étant animé par un mouvement périodique en fonction de la rotation du cylindre. Le plateau est guidé par les galets (25) sur les pieds (20) de la machine. Une paroi (23) est solidarisée au plateau pour arrêter les ensembles empilés.
- On expose maintenant le fonctionnement de la machine, en se référant plus particulièrement aux figures 1, 2 et 3 des dessins.
- On voit figure 2, la machine dans une première phase de travail, selon laquelle à chaque arrêt on opère simultanément le prépliage de la bande-support et l'aspiration du composant situé sous la pile.
- Pour cela, deux ou plusieurs électro-aimants (10) sont excités et attirent dans un mouvement rectiligne, la pièce (5b) vers la pièce (5a) dont les formes sont complémentaires, ce contact effectue un prépliage transversal ainsi qu'une perforation partielle transversale sur deux épaisseurs de bande, à la fois ; les pliages sont ainsi inversés successivement quand les bandes-support s'enroulent sur le cylindre rotatif. L'excitation des électro-aimants (10) est ensuite relâchée.
- L'aspiration du composant situé sous la pile est effectuée par le cylindre rotatif muni de trous d'aspiration, la ligne de contact entre le cylindre et le composant est située dans cette première phase, vers l'extrémité de la partie de pied du composant (environ cinq millimètres), afin de l'aspirer à sa partie extrême, sans le décoller des autres composants.
- Les composants inférieurs de l'empilage adhèrent entre eux par création d'une dépression entre les composants (sur une hauteur d'environ dix millimètres), ceci grâce à l'élément aspirant (12). L'aspiration du composant par le cylindre rotatif s'exerce à travers une ouverture appropriée du magasin (7).
- Dans une seconde phase de travail illustré figure 3, le cylindre (8) est animé d'un mouvement de rotation programmé par le compteur totaliseur (32), ceci, suivant la longueur du composant. Le cylindre aspirant tire simultanément sur les bandes-support et le composant.
- L'arbre (36) non tournant mais oscillant et monté sur les deux bielles (11), peut osciller librement sans liaison mécanique ; le cylindre rotatif (8) monté sur l'arbre (36) est, par contre, relié cinématiquement au système de rotations successives,par les engrenages (28), (17), (27).
- La traction exercée sur le composant et les deux bandes-support ainsi que l'accélération imposée au cylindre, provoquent une oscillation vers l'arrière (par rapport à l'avance des bandes-support) du cylindre. Cette oscillation amène un déplacement de la ligne de contact, cylindre-composant vers le composant inférieur qui s'enroule ainsi sur le cylindre (8) et est décollé de la pile; les autres composants inférieurs étant collés entre-eux par dépression, seul le premier composant étant décollé. Quand le composant est formé de plusieurs feuilles, il est avantageux d'avoir la feuille supérieure du composant un peu plus longue que les autres feuilles (par exemple, trois millimètres).
- L'oscillation de l'ensemble bielles-cylindre arrivant à son angle maximum, les bandes-support et le composant sont alors tirés par le cylindre (8).
- Des résistances chauffantes (13) placées contre la pile de composants, sont utilisées à la fois comme guide pour le placement des composants et comme chauffage ponctuel du bord des composants.
- Les composants tirés par le cylindre sur les bandes-support sont en contact avec celles-ci, la traction importante combinée avec les galets presseurs (15) appliquera le composant sur les bandes-support, la chaleur du composant se transmettra à la colle et l'ensemble composant-bandes-support est immédiatement lié.
- Pendant cette rotation (de quelques degrés à plusieurs tours) les parties du cylindre qui aspiraient le composant sous le magasin deviennent, après avoir effectué une rotation de 90°, soufflantes cour autoriser la chute des bandes-support et du composant sur le plateau de réception (16), de manière ordonnée Grâce aux prépliages inversés qui assurent le rangement en accordéon de l'ensemble (figures 2 et 5).
- On notera que le magasin (7) est de préférence incliné de 30° par rapport à la vertical et dans le sens d'avance de la bande-support, afin de reporter une partie du poids de la pile de composants sur la paroi (14), évitant ainsi de trop appuyer sur le composant en extraction.
- Les ensembles obtenus selon ce procédé et ces moyens illustrés aux figures 1 à 4, comprennent comme on le voit à la figure 5. deux bandes-support (1a) présentant des lignes transversales de prépliages inversés (1d) et qui sont collées sur une partie de leur largeur et sur une partie de la longueur des composants (1b) ; les bandes sont pliées en accordéon avec les composants en superposition non pliés.
- Selon la réalisation illustrée aux figures 6 à 16, les ensembles comprennent des bandes d'entraînement (1a) et un composant (1b) formé de plusieurs feuilles, dont une feuille inférieure (1b1) qui subit une opération de rainage avant introduction dans le magasin, afin de constituer une ligne d'affaiblissement ou prépliage transversal, car elle doit être collée sur toute sa longueur avec les bandes d'entraînement, puis se replier de la même manière que les bandes, lorsque les parties de tête butent sur le plateau horizontal (51) de réception des ensembles, après coupure de l'aspiration, comme illustré aux rigures 12 et 13 où l'on voit que les bandes (1a) et les compo sants (1b) assemblés après être passés entre le cylindre (37) et les galets-presseurs (15), tombent par gravité sur un plate (51) et, du fait des prépliages (1d), les bandes (1a) et la feuille inférieure (1b1) se replient en accordéon, tandis que les autres feuilles des composants, lorsqu'elles sont libérées des galets (15), se posent non pliées sur le plateau. Ces dispositions permettent la suppression de la partie soufflante du cylindre.
- Le plateau (51) est équipé d'un dispositif de descente automatique, afin de maintenir le haut de la pile à la même hauteur.
- Ce dispositif peut être constitué par tous moyens tels que frein à cliquet (52) coopérant par pignon (53) avec une crémaillère (54) fixée sur un montant (55) de la machine, figure 6, ou bien, par un dispositif tel que décrit plus haut dans la réalisation selon les figures 1 à 4.
- A noter encore que l'assemblage des composants et des bandes d'entraînement s'opère par chauffage des bandes avant ou pendant l'opération de décollement des composants, lorsque les bandes sont enduites d'une colle thermocollante ou thermofusible.
- On peut également relier cinématiquement le cylindre (37) et les galets (15), afin de donner une vitesse tangentielle plus grande aux galets, pour permettre l'échappement plus rapide des feuilles libres des composant et éviter que la partie de pied du composant précédent se trouve sous la partie de tête du composant suivant.
- On a illustré aux figures 14, 15 et 16, les ensembles obtenus selon le procédé et les moyens décrits ci-dessus.
- A la figure 14, on a représenté les ensembles dans leur position de réception sur le plateau (51), mais non appliqués les uns sur les autres, pour la clarté des dessins.
- On voit bien que les bandes (1a) d'entraînement (seuls éléments continus) avec les feuilles inférieures (1b1) de chaque composant, sont repliées en accordéon, et que les autres feuilles des composants sont présentées à plat (ou non pliées).
- Aux figures 15 et 16, on voit les ensembles présentés à plat avec les parties de pied des feuilles libres des composants chevauchant légèrement sur les parties de tête des composants précédents, afin de faciliter le passage dans les machines de traitement des ensembles (selon flèche f).
- De nombreuses variantes de réalisation peuvent être introduites dans le cadre de l'invention, tant sur le plan des moyens que dans le procédé. Plusieurs piles de composants et plusieurs paires de bandes-support peuvent être introduites dans la machine.
- Les avantages ressortent bien de la description. On souligne en particulier :
- - L'utilisation de deux bandes-support de faible largeur (vingt millimètres par exemple), au lieu d'une seule bande qui serait nécessairement plus large que le composant, d'où économie et standardisation des supports (mêmes bandes-support quel que soit le modèle). Une seule bande-support de chaque côté du composant et ceci quel que soit le nombre de feuilles du composant, d'où toujours une économie de papier.
- - Le travail rationnel de la machine qui réalise un processus en continu suivant lequel les bandes-support et le composant se déplacent dans le même sens et sont reliés l'un à l'autre pendant l'opération d'extraction du composant.
- - La liaison efficace et rapide entre les bandes-support et le composant, par application ferme entre eux et grâce à la rapidité de la colle thermocollante.
- - Les prépliages inversés facilitant l'empilage des ensembles en accordéon, de manière ordonnée.
- - L'exécution des prépliages simultanément, sur deux épaisseurs de bandes-support, pour une seule avance de. celle-ci.
- - Le réglage simple de la machine nécessitant uniquement le calage des composants et des bobines, le positionnement des résistances chauffantes, du système de prépliage et du rouleau de renvoi des bandes-support, le réglage des éléments électroniques par boutons.
- - La possibilité de chevauchement des composants facilitant leur passage dans les machines d'utilisation.
- - La possibilité de coller des composants différents les uns à la suite des autres.
- - La simplicité générale de la machine.
- - La possibilité d'assembler aux composants en même temps que les bandes d'entraînement latérales, une ou des bandes-support intermédiaire, de même largeur mais non perforée, lorsque les composants sont de grande largeur.
- L'invention ne se limite aucunement à celui de ces modes d'application, non plus qu'à ceux des modes de réalisation de ces diverses parties ayant plus spécialement été indiqués; elle en embrasse au contraire toutes les variantes.
Claims (39)
1. Procédé de fabrication automatique en continu, d'ensembles (1) séparables, constitués chacun par deux bandes-support et d'entraînement (1a) et par au moins un composant (1b), les moyens et la machine de mise en oeuvre du procédé et les ensembles en continu ou séparés fabriqués selon ce procédé, caractérisés en ce qu'on utilise deux bandes-support (1a) de faible largeur, présentant des lignes transversales de prépliages inversés (Id) ; on tire les bandes-support (1a) par un moyen de préhension (8) ou (37), simultanément avec un composant (1a) situé à la base d'un empilage, de façon telle que le composant se superpose aux bandes-support avec le milieu latéral des bandes-support en correspondance avec les bords latéraux du composant (1b) ; on exerce une pression entre les bandes-support (1a) et le composant (1b), par traction du composant et passage sur des galets (15) ; cette pression conjuguée à la chaleur absorbée par le composant opérant le collage du composant sur les bandes-support présentant à cet effet, des moyens de collage ; on opère le pliage des bandes-support sur les lignes de prépliages (1d) et on dépose et l'on fixe le composant extrait de la pile dans les plis accordéon.
2. Procédé selon 1, dans lequel on utilise deux bandes-support (1a) présentant des lignes de prépliages inversés (1d), caractérisé en ce qu'on distribue à vitesse non constante, les bandes-support (1a) enroulées sur des bobines (3) et on assure le défilement en tension constante de la bande-support (1a) entre ces bobines et le moyen de préhension (8).
3. Procédé selon 1 ou 2, caractérisé en ce qu'on exécute les lignes de prépliages inversés (1d) entre les bobines (3) et le moyen de préhension (8).
4. Procédé selon 3, caractérisé en ce qu'on exécute les lignes de prépliages inversés (1d) simultanément sur deux épaisseurs de bandes-support (1a) accolées, dans un dispositif (5) assurant cette opération.
5. Procédé selon 1, caractérisé en ce qu'on exécute sur les bandes-support (1a), avant passage sur la machine ou sur la machine, une ligne de perforations longitudinales (1c) destinées à l'entraînement sur les machines d'utilisation.
6. Procédé selon 1 ou 5, caractérisé en ce qu'on utilise des bandes-support (1a) en papier ou en matière plastique, enduites sur toute leur surface d'une colle thermocollante ou thermofusible.
7. Procédé selon 1 ou 5, caractérisé en ce qu'on utilise des bandes-support (1a) en matière thermocollante.
8. Procédé selon 1, caractérisé en ce qu'on exerce des rotations à angles variables au dispositif (8), afin d'obtenir un pas variable entre deux lignes de prépliages inversés (1d).
9. Procédé selon 1 ou 8, caractérisé en ce qu'on enroule à distance variable, les bandes-support (1a) entre le dispositif (5) et le moyen de préhension (8), afin de s'ajuster au pas des lignes de prépliages inversés (id).
10. Procédé selon 1, 4 ou 8, caractérisé en ce qu'on enroule à distance variable les bandes-support (1a) entre deux passages dans le dispositif (5), afin de régler la distance entre les lignes de prépliages (1d).
11. Procédé selon 1, caractérisé en ce que l'on crée une dépression à la base de l'empilage de composants (1b), afin que ceux-ci adhèrent entre eux en permettant au moyen de préhension (8) de n'extraire que le premier composant situé à la base de l'empilage.
12. Procédé selon 1 ou 11, caractérisé en ce que le composant inférieur (1b) est séparé du reste de la pile par aspiration et décollement de l'extrémité de la partie de pied de ce composant.
13. Procédé selon 1, caractérisé en ce que les deux bandes-support (1a) et le composant (1b) se déplacent dans le même sens.
14. Moyens de mise en oeuvre du procédé selon 1, 3, 10 ou 11, caractérisés en ce qu'ils comprennent successivement, un rouleau de renvoi (4), un dispositif (5) contenant les moyens destinés à exécuter les lignes de prépliages inversés (1d), un premier rouleau tendeur (6), des galets (9) destinés à positionner les deux bandes-support (1a) latéralement et circonférentiellement, un magasin (7) d'empilage du ou des composants (1b), un moyen de préhension (8) monté rotatif pour entraîner les paires de bandes-support (1a) et le ou les composants (1b) dégagés de l'empilage et appliqués contre les bandes-support, un système oscillant (11) destiné à déplacer vers l'arrière le système de préhension (8) afin de décoller le composant (1b) à la base de l'empilage, une partie aspirante (12) destinée à faire adhérer entre eux les composants à la base de l'empilage, des paires de galets presseurs (15) destinés à appliquer le composant extrait contre les paires de bandes-support, et un plateau (16) de réception ordonnée des ensembles bandes-support-composant.
15. Moyens selon 1, 3 ou 4, caractérisés en ce que le dispositif (5) destiné à exécuter les lignes de prépliages inversés (1d), est constitué de deux formes complémentaires (5a) et (5b), réglables perpendiculairement par rapport au sens de défilement des bandes-support (1a).
16. Moyens selon 1, 3, 4 ou 15, caractérisés en ce que pour autoriser la formation des lignes de prépliages inversés (1d) simultanément sur deux épaisseurs de bandes-support, lesdites bandes-support traversent une première fois le dispositif (5), sont enroulées sur un rouleau de renvoi (6), puis retraversent le dispositif (5) en se superposant aux bandes-support de premier passage.
17. Moyens selon 1, 2, 3 ou 4, caractérisés en ce que le rouleau de renvoi (6) est monté réglable sur le bâti, pour autoriser la variation de pas entre deux lignes deprépliages inversés.
18. Moyens selon 1, caractérisés en ce que le dispositif (5) est monté réglable sur le bâti, afin de s'ajuster au pas variable des lignes de prépliages inversés (1d)•
19. Moyens selon 1 ou 14, caractérisés en ce que les paires de bandes-support (1a) sont positionnées latéralement et circonférentiellement par rapport au moyen de préhension (8), à l'aide de paires de galets (9) munis de picots, ces galets sont réglables latéralement suivant la largeur du composant ; les picots venant s'ajuster dans les trous des lignes de perforation longitudinale (1c) des bandes-support, le pas entre les picots correspondant au pas entre les trous effectués dans les bandes-support (1a) ; les galets (9) sont liés cinématiquement au moyen de préhension (8) par un engrenage (24), l'ensemble moyen de préhension-galets-bandes, étant ainsi lié cinématiquement, ce qui positionne parfaitement les bandes-support sur les moyens de préhension (8).
20. Moyens selon 1 ou 14, caractérisés en ce que le moyen de préhension des bandes-support (1a) et du composant (1b), est un cylindre rotatif (8) percé de trous d'aspiration et recouvert d'une matière légèrement souple (caoutchouc par exemple), ce cylindre rotatif est monté sur un arbre (36) non tournant mais oscillant, qui fait office d'axe de pivotement et de distributeur d'air aspiré et soufflé.
21. Moyens selon 1 ou 14, caractérisés en ce que l'arbre (36) est monté sur deux bielles (11) et oscille librement autour du centre de rotation de ces deux bielles.
22. Moyens selon 1, 10, 14 ou 17, caractérisés en ce que la largeur d'aspiration du cylindre rotatif (8) est réglable grâce à la translation de deux tubes étanches (26a).
23. Moyens selon 1, 14 ou 20, caractérisés en ce que la rotation intermittente du cylindre (8) est effectuée par l'intermédiaire d'un embrayage-frein à ressort (30) animé par un moteur (31) ; cet embrayage-frein est commandé par un ensemble formé d'une cellule photo-électrique (34) dont les impulsions provoquées par un disque (29) sont enregistrées dans un compteur-totaliseur (32) qui lui-même anime un temporisateur (33) relié à l'embrayage-frein.
24. Moyens selon 1 ou 2, caractérisés en.ce que les bandes-support (1a) sont débitées à partir de bobines à flasques (3) montées sur un moyeu (18) serré sur un arbre-support (2) ; la liaison en rotation entre bobines et moyeu étant assurée par un ressort (19) de tension constante des bandes-support.
25. Moyens selon 1, 2 ou 21, caractérisés en ce que l'arbre-support (2) est freiné par un frein permanent.
26. Moyens selon 1, caractérisés en ce que les bords de la pile de composants sont chauffés ponctuellement par des résistances chauffantes (13).
27. Moyens selon 1, caractérisés en ce que la pression entre les bandes-support et le composant, après son extraction, est assurée par deux galets (15) réglables latéralement.
28. Moyens selon 1, 14 ou 23, caractérisés en ce que le plateau (16) de réception ordonnée des ensembles bandes-support-composants, est entraîné par un moteur (35) pour déplacer ce plateau vers le bas par saccades, en fonction de la rotation du cylindre rotatif (8), afin de conserver le haut de la pile, toujours au même niveau et en butée contre une paroi d'arrêt (23).
29. Moyens selon 1 ou 14, caractérisés en ce que le magasin d'alimentation (7) est incliné à 30 degrés par rapport à la verticale et dans la direction du sens d'avancement des bandes-support-composants.
30. Moyens de mise en oeuvre selon 1 ou 14, caractérisés en ce que le moyen de préhension et d'aspiration (37) des composants et des bandes d'entraînement, est constitué par un cylindre rotatif (37a) à perforations multiples (3?b) qui sont équipées de micro-valves (50) commandées par des électro-aimants (49) montés serrés et espacés sur un arbre creux (44) en matériau non conducteur du magnétisme et percé de multiples perforations (44a) de passage de l'air d'aspiration.
31. Moyens celen 20, caraeterises en en que les llctro- aimants (49) sont alimentés individuellement pour opérer l'ouverture d'un nombre réglable de micro-valves (50).
32. Moyens selon 1, caractérisés en ce que le cylindre (37) de préhension et d'aspiration des composants et des bandes d'entraînement, est relié par une cinématique appropriée (28, 17, 39), à un moteur (38) entraînant en continu ledit cylindre ; les opérations de prépliages transversaux inversés et de décollement des composants de la pile, étant exécutées en synchronisme avec l'arrêt d'un pignon-frein (40) monté à articulation élastique et en engrènement avec un des pignons (28) du cylindre ; le blocage du pignon-frein pendant un temps très court, provoquant le pivotement du cylindre autour du point de blocage et le basculement en arrière du cylindre porté par des bielles en té (11) montées oscillantes sur un arbre moteur (17a) et portant des galets (9) à picots d'entraînement des bandes, et des galets (15) de pressage des composants sur les bandes.
33. Moyens selon 32, caractérisés en ce que, lorsque l'on relâche le frein du pignon (40), les bielles (11) de montage rotatif du cylindre (37) sont rappelées élastiquement à l'avant pour ramener le cylindre en tête des composants empilés dans le magasin, et en appui contre une butée (47).
34. Moyens selon 14 et 27, caractérisés en ce que les galets (15) de mise en pression des composants et des bandes d'entraînement, sont reliés cinématiquement avec le cylindre (37) afin de donner une vitesse tangentielle plus grande aux galets, et ainsi, d'éviter que la partie de pied d'un composant ne passe dessous la partie de tête du composant suivant.
35. Moyens selon 1, caractérisés en ce que les bandes d'entraînement enduites de colle thermocollante ou thermofusible, sont chauffées avant ou pendant l'opération de décollement des composants.
36. Moyens selon 1, caractérisés en ce que les bandes d'entraînement sont revêtues d'un adhésif permanent, limité à la partie des bandes assemblées aux composants.
37. Ensembles réalisés selon 1 ou 14, caractérisés en ce qu'ils comprennent deux bandes-support et d'entraînement (1a) présentant des lignes transversales de prépliages inversés (1d), ces bandes étant collées sur une partie de leur largeur et sur une partie de la longueur des composants (1b), les bandes étant pliées en accordéon et les composants se présentant en superposition non pliés.
38. Ensembles selon 1 ou 14, caractérisés en ce qu'ils sont constitués par des composants (1b) comprenant au moins une et généralement plusieurs feuilles assemblées en tête pour former des liasses, et par des bandes d'entraînement (1a) ou bandes-support, à perforations longitudinales qui sont assemblées avec les bords de la feuille inférieure (1b1) des composants, sur toute la longueur de celle-ci, les perforations des bandes se trouvant au-delà des bords de la feuille inférieure ; les bandes d'entraînement à lignes transversales de prépliages inversés (1d) et les feuilles inférieures (1b1) des composants, également prépliées transversalement, se présentent après,assemblage des bandes et des composants, sous forme d'une pile-en accordéon, tandis que la ou les feuilles des composants, autres que les feuilles inférieures, se présentent non pliées, c'est à dire à plat et s'étendent sensiblement au-delà des lignes transversales de prépliages inversés (1d) des feuilles inférieures et des bandes d'entraînement.
39. Ensembles selon 1 ou 14, caractérisés en ce qu'ils présentent dans la largeur, une ou plusieurs bandes-support de même largeur que les bandes d'entraînement (1a), mais non perforées longitudinalement.
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8205137A FR2523562B1 (fr) | 1982-03-22 | 1982-03-22 | Procede de fabrication automatique en continu d'ensembles separables constitues par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procede, et les ensembles en continu ou separes fabriques selon ce procede |
| FR8205137 | 1982-03-22 | ||
| FR8303724A FR2541981B2 (fr) | 1983-03-02 | 1983-03-02 | Procede de fabrication automatique en continu d'ensembles separables constitues par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procede et les ensembles en continu ou separes fabriques selon ce procede |
| FR8303724 | 1983-03-02 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0090747A1 true EP0090747A1 (fr) | 1983-10-05 |
Family
ID=26222833
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83420046A Withdrawn EP0090747A1 (fr) | 1982-03-22 | 1983-03-15 | Procédé de fabrication automatique en continu d'ensembles séparables constitués par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procédé et les ensembles en continu ou séparés fabriqués selon ce procédé |
Country Status (1)
| Country | Link |
|---|---|
| EP (1) | EP0090747A1 (fr) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1110083A (fr) * | 1953-10-17 | 1956-02-06 | Bande de papier à plusieurs couches pour jeux de formulaires pour plusieurs copies et analogues | |
| US2980159A (en) * | 1956-08-22 | 1961-04-18 | Sherman Paper Products Corp | Apparatus for applying flat strips to corrugated paper |
| US3572682A (en) * | 1968-11-06 | 1971-03-30 | Ibm | Continuous motion card and web assembly apparatus |
| FR2056364A7 (fr) * | 1969-07-04 | 1971-05-14 | Baumer Ag | |
| US4091987A (en) * | 1976-09-24 | 1978-05-30 | Web Graphics, Inc. | Carrier sheet business form assembly |
| FR2451328A1 (fr) * | 1979-03-13 | 1980-10-10 | Gao Ges Automation Org | Element d'empaquetage pour objets en forme de feuilles |
| US4270967A (en) * | 1979-03-12 | 1981-06-02 | Cone Clendon W | Gluing machine |
-
1983
- 1983-03-15 EP EP83420046A patent/EP0090747A1/fr not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR1110083A (fr) * | 1953-10-17 | 1956-02-06 | Bande de papier à plusieurs couches pour jeux de formulaires pour plusieurs copies et analogues | |
| US2980159A (en) * | 1956-08-22 | 1961-04-18 | Sherman Paper Products Corp | Apparatus for applying flat strips to corrugated paper |
| US3572682A (en) * | 1968-11-06 | 1971-03-30 | Ibm | Continuous motion card and web assembly apparatus |
| FR2056364A7 (fr) * | 1969-07-04 | 1971-05-14 | Baumer Ag | |
| US4091987A (en) * | 1976-09-24 | 1978-05-30 | Web Graphics, Inc. | Carrier sheet business form assembly |
| US4270967A (en) * | 1979-03-12 | 1981-06-02 | Cone Clendon W | Gluing machine |
| US4270967B1 (fr) * | 1979-03-12 | 1982-11-02 | ||
| FR2451328A1 (fr) * | 1979-03-13 | 1980-10-10 | Gao Ges Automation Org | Element d'empaquetage pour objets en forme de feuilles |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| BE1005040A5 (fr) | Procede et appareil pour imbriquer des segments de bande individualises et former un rouleau. | |
| FR2590777A1 (fr) | Fermeture a glissiere applicable selectivement, procede et appareil | |
| FR2551695A1 (fr) | Dispositif d'entaillage pour couper des couches selectionnees de flans de carton a epaisseurs multiples | |
| FR2501628A1 (fr) | Procede et dispositif pour ouvrir et charger des recipients flexibles | |
| FR2476619A1 (fr) | Procede et dispositif pour plier et interfolier des bandes de papier en deplacement continu | |
| FR2594651A1 (fr) | Machine pour fixer sur une nappe en defilement continu des troncons tendus de bande elastique et installation pour la production de couches culottes en comportant application | |
| EP0146482A1 (fr) | Procédé et dispositif pour la pose de poignées ou l'éléments de rigidification sur une gaine tubulaire | |
| EP3894204B1 (fr) | Procédé et machine de formation de sacs flexibles à fond spécial | |
| EP0090747A1 (fr) | Procédé de fabrication automatique en continu d'ensembles séparables constitués par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procédé et les ensembles en continu ou séparés fabriqués selon ce procédé | |
| WO2019096738A1 (fr) | Pile de sacs flexibles, procédé et machine de fabrication de ladite pile | |
| EP4337558B1 (fr) | Enveloppe, procédé de fabrication et machine | |
| FR2472041A1 (fr) | ||
| CA1314020C (fr) | Dispositif pour envelopper des produits dans des etuis avec etiquette | |
| CH639343A5 (fr) | Emballage scelle pour produits a etaler ainsi que procede et appareil pour sa fabrication. | |
| EP4188819B1 (fr) | Enveloppe réutilisable avec volet de fermeture prédécoupé, procédé et machine de fabrication d'une telle enveloppe | |
| FR2523562A1 (fr) | Procede de fabrication automatique en continu d'ensembles separables constitues par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procede, et les ensembles en continu ou separes fabriques selon ce procede | |
| EP0900737A1 (fr) | Dispositif pour la pose et la perforation d'une bande souple de renfort et/ou de guidage, son procede de mise en oeuvre et caisse d'emballage issue de ce procede | |
| FR2541981A2 (fr) | Procede de fabrication automatique en continu d'ensembles separables constitues par deux bandes-support et au moins un composant, les moyens et la machine de mise en oeuvre du procede et les ensembles en continu ou separes fabriques selon ce procede | |
| FR2826606A1 (fr) | Procede de reunion de sachets, dispositif pour la mise en oeuvre du procede et chaine de sachets ainsi que chaine de sachets empiles | |
| EP0125997A1 (fr) | Feuille pour semis et paillage simultanés et procédé pour la poser sur le sol | |
| FR2517653A1 (fr) | Procede et appareil pour ouvrir des feuilles pliees et les acheminer vers un dispositif d'assemblage | |
| EP1051295B1 (fr) | Procede et machine de fabrication d'etiquettes ou analogues rendues adhesives et deposees sur un support bobine | |
| EP0182713A1 (fr) | Machine pour le pliage et le scellement à grande vitesse de feuilles de papier en forme de cartes-lettres à trois volets pliés en accordéon | |
| EP4338604A1 (fr) | Dispositif de roulage d'une feuille | |
| EP0355236B1 (fr) | Procédé d'assemblage par scellement de feuilles de papier, notamment d'une feuille de papier repliée sur elle-même |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE CH DE GB IT LI NL SE Kind code of ref document: A1 Designated state(s): AT BE CH DE GB IT LI NL SE |
|
| 17P | Request for examination filed |
Effective date: 19840402 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19860930 |