EP0099047A2 - Procédé pour l'étirage et la texturation de fils en continu - Google Patents
Procédé pour l'étirage et la texturation de fils en continu Download PDFInfo
- Publication number
- EP0099047A2 EP0099047A2 EP83106538A EP83106538A EP0099047A2 EP 0099047 A2 EP0099047 A2 EP 0099047A2 EP 83106538 A EP83106538 A EP 83106538A EP 83106538 A EP83106538 A EP 83106538A EP 0099047 A2 EP0099047 A2 EP 0099047A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- yarns
- texturing
- threads
- knit
- stretching
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Classifications
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G1/00—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics
- D02G1/002—Producing crimped or curled fibres, filaments, yarns, or threads, giving them latent characteristics by knitting, weaving or tufting, fixing and then unravelling
Definitions
- the invention relates to a process for the continuous successive drawing and texturing of undrawn yarns, the texturing being carried out according to a known knit-decnit process.
- the knit-decnit process is also used for special fashionable effects, in which a smooth, stretched original yarn is knitted into a tube or a web, this knitted fabric is then fixed by heat treatment and then separated again. Under these conditions, a textured yarn is created since the individual filaments try to regain the spatial arrangement that they had in the knitted fabric when they were fixed.
- the production of the usually smooth insert yarn for the knit-Deknit process using a classic draw-twist process is complex. It therefore made sense to connect the knitting machine with a drawing stage with a heater in order to achieve a proper drawing of the polyester yarns before reaching the knitting machine.
- each standstill of a thread on the heater or the heated unit means at least one change in the dyeability.
- the dyeability of the yarn is very sensitive to the duration of the thermal treatment, so that this process cannot lead to uniform crimped yarns or large losses have to be accepted.
- uniform heating is only guaranteed if the heating zone is long, but these must be adhered to exactly.
- this object can be achieved by cold drawing polyester yarns immediately before knitting, provided that the polyester yarns have a particularly high pre-orientation due to a birefringence of over 65. 10 -3 or a yield stress of over 7.5 cN / tex can be expressed.
- polyester yarns are produced by spinning take-off speeds of over 4100, preferably over 4400 m / min. It has been found that in these very high pre-orientation values, the otherwise necessary stretching of the polyester threads in the heat is no longer necessary, and in particular also that the knitted tubes can be handled without difficulty during fixation and that the knitted fabric can be separated later without difficulty and without the use of special spreading bodies or the like .
- the yield stress is understood to be the quotient of the flow force and the titer of these insert yarns.
- the flow force can be taken from the force-strain diagram. In such a diagram, a horizontal branch of the curve is usually observed after a linear increase (reversible range) and an overshoot at the pour point. In this area there is an increase in length without a simultaneous increase in force. The height of this flow zone is called the flow force. With a high degree of pre-orientation, the flow rate shortens to a minimum, possibly to an inflection point or kink, but the height of the flow force can be determined in any case.
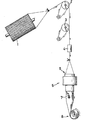
- the highly pre-oriented yarn is cold drawn without supplying heat between the supply mechanisms (2) and (3) and then knitted.
- the thread closure of the yarn can, if desired, by a Swirling nozzle (4) between the stretching and knitting zones can be improved.
- the knitted hoses obtained by the method according to the invention show good uniformity in the stitch pattern. Machine downtimes are visible in the stitch pattern of the knitting loop (7), but in the final crimp yarn, i.e. after fixing and re-separation, there is no deviation in crimp or dye absorption, i.e. they can no longer be determined in the final flat structure.
- the method according to the invention proves to be particularly advantageous in the processing of plied yarns. Even sixfold yarns can be drawn evenly by cold drawing and subjected to a knit-Deknit crimp. When working with specialist yarns, it is of course particularly recommended to intermingle with the knitting head.
- the process according to the invention results in yarns which meet the usual quality standards and even exceed in the uniformity of the yarn properties.
- Another advantage of the yarns produced according to the invention is their high dye absorption, which is generally significantly higher than that of the corresponding yarns which were produced from the same polymer raw material by the classic knit-deknit process.
- each thread or each yarn must be passed before or during stretching over heated areas, the energy losses of which are extremely large. It is estimated that only an extremely small part of the heating power of each individual heater is on the thread or the running yarn is transferred. The remaining energy heats up the work area in which this machine is located. Since such work rooms are usually air-conditioned, this means that the heating energy has to be destroyed again via the air conditioning system, which causes further energy costs.
- the method according to the invention is particularly suitable for processing yarns made from polyethylene terephthalate, but of course it can also be used for yarns made from other high molecular weight polyesters.
- Polyethylene terephthalate with a relative viscosity of 1.81 (measured as a 1.0% solution in phenol: tetrachloroethane in a ratio of 3: 2) was melted and pressed through a 32-hole nozzle into threads which, after cooling, were wound up at 4500 m / min were.
- the polyethylene terephthalate contained 0.04% titanium dioxide as a matting agent.
- the spun threads had a titer of 200 dtex f 32 with a flow resistance of 7.8 cN / tex and a thermal shrink S 130 of 4.8%.
- the thermal shrink "S 130 ,” in hot air at 130 ° C was determined in accordance with DIN 53866.
- the thread material obtained in this way was placed in a knit-Deknit device with a stretching godet as shown in the figure, and the threads were drawn off the spinning bobbins at a speed of 467 m / min.
- the spinning threads were cold drawn between godets 2 and 3 in a drawing ratio of 1: 1.2, ie without the action of a heat source.
- the threads had a flow resistance of 15 cN / tex with a thermal shrink 5130 of 13% as a result of the stretching.
- the yarn running speed to the knitting head was 560 m / min.
- the knitting head had a 19 division; with a needle count of 240, 100 cm knitted-in length per round of knitted tube was processed in the raw, unfixed state. After steaming in an autoclave at 130 ° C, a titer of 189 dtex was measured. The crimped structure after the fixed knitted tube had been separated fully met the textile requirements for knit-Deknit texturing yarns. In particular, the typical boucle structure of the yarn textured in this way was observed. In the dyed state, the yarn showed good uniformity of dyeing and a very deep hue compared to samples made by the conventional method.
- Threads with the 242 dtex f 32 spinning titer were produced from the same raw material as was processed in Example 1, but at a winding speed of only 3500 m / min. Such a yarn had a flow resistance of only 5 cN / tex and a thermal shrink p f S 130 of 45%. After cold stretching in a ratio of 1: 1.45 on the identical stretch knitting device, a flow resistance before knitting was also 15 cN / tex and a thermal shrinkage S 130 of 47.2% was measured. However, the knitted tube obtained shrank excessively when steamed and had a "board-like" character. It was still possible to cut the knitted tube, but the crimp structure was insufficient, in particular the boucle-like character was missing. The effective titer was measured after separation with 210 dtex.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Yarns And Mechanical Finishing Of Yarns Or Ropes (AREA)
- Knitting Of Fabric (AREA)
- Artificial Filaments (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3225965 | 1982-07-10 | ||
| DE19823225965 DE3225965A1 (de) | 1982-07-10 | 1982-07-10 | Verfahren zum kontinuierlichen verstrecken und texturieren von faeden |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0099047A2 true EP0099047A2 (fr) | 1984-01-25 |
| EP0099047A3 EP0099047A3 (en) | 1986-10-22 |
| EP0099047B1 EP0099047B1 (fr) | 1988-11-30 |
Family
ID=6168211
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83106538A Expired EP0099047B1 (fr) | 1982-07-10 | 1983-07-05 | Procédé pour l'étirage et la texturation de fils en continu |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US4769880A (fr) |
| EP (1) | EP0099047B1 (fr) |
| DE (2) | DE3225965A1 (fr) |
| DK (1) | DK156777C (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0259940A3 (en) * | 1986-09-12 | 1990-10-10 | Koninklijke Nijverdal-Ten Cate N.V. | Method of manufacturing an artificial grass and an artificial grass obtained therewith |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2263167C2 (ru) * | 2000-03-24 | 2005-10-27 | Дюпон-Торэй Ко., Лтд. | Термостойкая извитая нить и способ ее изготовления (варианты) |
| US6308537B1 (en) * | 2001-04-18 | 2001-10-30 | Sue-Ping Lin | Nozzle for knitting machine |
| WO2015000663A1 (fr) * | 2013-07-03 | 2015-01-08 | Bonar B.V. | Matériau non tissé |
| US10883201B2 (en) * | 2017-11-15 | 2021-01-05 | Everest Textile Co., Ltd. | Polytetrafluoroethylene textile and manufacturing method thereof |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3184820A (en) * | 1963-04-29 | 1965-05-25 | Maurice S Kanbar | Apparatus for orienting the structure of synthetic yarn |
| US3623311A (en) * | 1969-11-03 | 1971-11-30 | Turbo Machine Co | Apparatus for producing synthetic torque yarns |
| DE2017971B2 (de) * | 1970-04-15 | 1976-07-29 | Bayer Ag, 5090 Leverkusen | Verfahren zur herstellung eines maessig elastischen bauschgarnes |
| FR2135892A5 (fr) * | 1971-04-29 | 1972-12-22 | Roannais Constr Textiles | |
| DE2211843A1 (de) * | 1972-03-11 | 1973-09-20 | Hoechst Ag | Verwendung unverstreckter polyaethylenterephthalatfaeden |
| GB1409454A (en) * | 1972-05-18 | 1975-10-08 | Mitsubishi Rayon Co | Method for producing crimped polyester yarns |
| DE2966870D1 (en) * | 1978-10-27 | 1984-05-10 | Ici Plc | Improvements in or relating to gear crimped polyester yarn |
-
1982
- 1982-07-10 DE DE19823225965 patent/DE3225965A1/de not_active Withdrawn
-
1983
- 1983-07-05 EP EP83106538A patent/EP0099047B1/fr not_active Expired
- 1983-07-05 DE DE8383106538T patent/DE3378589D1/de not_active Expired
- 1983-07-07 US US06/511,636 patent/US4769880A/en not_active Expired - Fee Related
- 1983-07-08 DK DK317583A patent/DK156777C/da active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0259940A3 (en) * | 1986-09-12 | 1990-10-10 | Koninklijke Nijverdal-Ten Cate N.V. | Method of manufacturing an artificial grass and an artificial grass obtained therewith |
Also Published As
| Publication number | Publication date |
|---|---|
| DK156777C (da) | 1990-02-19 |
| DK317583A (da) | 1984-01-11 |
| EP0099047B1 (fr) | 1988-11-30 |
| DK317583D0 (da) | 1983-07-08 |
| US4769880A (en) | 1988-09-13 |
| DE3378589D1 (en) | 1989-01-05 |
| EP0099047A3 (en) | 1986-10-22 |
| DE3225965A1 (de) | 1984-01-12 |
| DK156777B (da) | 1989-10-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0295601B2 (fr) | Procédé de fabrication d'un fil, et fil comprenant une structure d'âme | |
| EP0363798B1 (fr) | Fil à coudre constitué de deux composants entremêlés et son procédé de fabrication | |
| DE69224528T2 (de) | Verfahren zur herstellung eines intern verklebten nähgarnes | |
| DE2254998B2 (de) | Verfahren zur Herstellung von Kord aus Chemiefasern | |
| DE2166906A1 (de) | Falschdrallgekraeuseltes polyestergarn | |
| DE19703924A1 (de) | Verfahren und Vorrichtung zum Luftbehandeln von Filamentgarn | |
| EP1103641A1 (fr) | Procédé pour la fausse torsion d'un fil synthétique pour produire un fil frisé | |
| EP0173221B1 (fr) | Fil polyester à haute résistance et procédé pour sa fabrication | |
| EP0086451A2 (fr) | Fil texturé par fausse-torsion et procédé pour sa fabrication | |
| EP0099047B1 (fr) | Procédé pour l'étirage et la texturation de fils en continu | |
| EP0586951B1 (fr) | Fil à deux composants bouclé de titre fin et à haute résistance, procédé de sa production et l'utilisation comme fil à coudre et fil à broder | |
| DE69319159T2 (de) | Garn-Streckverfahren unter Anwendung von Dampf | |
| DE2539272A1 (de) | Texturierter hochbausch-hybridfaden und verfahren zu seiner herstellung | |
| EP0345307B1 (fr) | Procede de fabrication d'un fil lisse en polyester et fil obtenu par ce procede | |
| DE19956008A1 (de) | Verfahren zum Falschdralltexturieren eines synthetischen Fadens zu einem Kräuselgarn | |
| DE4401513A1 (de) | Zweikomponenten-Schlingengarne, Verfahren zu deren Herstellung und deren Verwendung als Nähgarne und Stickgarne | |
| EP0569891A1 (fr) | Fil et procédé pour la production d'un fil | |
| DE69701329T2 (de) | Bearbeiten von textilen faserbündeln | |
| DE3917338C2 (fr) | ||
| DE2313473A1 (de) | Verfahren zum herstellen von filamentgarn mit filamentenden | |
| DE2407565A1 (de) | Verfahren zur herstellung eines spinnfasergarnes | |
| DE3813898A1 (de) | Verfahren zum herstellen von luftblastexturiertem naehgarn | |
| DE10236359A1 (de) | Verfahren und Vorrichtung zum Spinnen und Texturieren von synthetischen Fäden | |
| DE2610325A1 (de) | Verfahren zur herstellung texturierter filamentgarne mit verbesserten garneigenschaften aus vororientiertem polyamid 6 | |
| EP0071206A2 (fr) | Procédé pour retordre et étirer des fils extrudés |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): CH DE FR GB IT LI NL |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): CH DE FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19861129 |
|
| 17Q | First examination report despatched |
Effective date: 19880119 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): CH DE FR GB IT LI NL |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3378589 Country of ref document: DE Date of ref document: 19890105 |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920611 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920615 Year of fee payment: 10 Ref country code: CH Payment date: 19920615 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19920731 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920921 Year of fee payment: 10 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930705 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19930731 Ref country code: CH Effective date: 19930731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19940201 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930705 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940331 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |