EP0100882A1 - Verfahren und Vorrichtung zum Färben, Drucken, Behandeln oder Beschichten einer Warenbahn od. dgl. mit unterschiedlichen Faser- oder Fadenanteilen - Google Patents
Verfahren und Vorrichtung zum Färben, Drucken, Behandeln oder Beschichten einer Warenbahn od. dgl. mit unterschiedlichen Faser- oder Fadenanteilen Download PDFInfo
- Publication number
- EP0100882A1 EP0100882A1 EP83106700A EP83106700A EP0100882A1 EP 0100882 A1 EP0100882 A1 EP 0100882A1 EP 83106700 A EP83106700 A EP 83106700A EP 83106700 A EP83106700 A EP 83106700A EP 0100882 A1 EP0100882 A1 EP 0100882A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- web
- application
- template
- different
- separate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images

Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B19/00—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00
- D06B19/0088—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00 using a short bath ratio liquor
- D06B19/0094—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00 using a short bath ratio liquor as a foam
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B11/00—Treatment of selected parts of textile materials, e.g. partial dyeing
- D06B11/0056—Treatment of selected parts of textile materials, e.g. partial dyeing of fabrics
- D06B11/0069—Treatment of selected parts of textile materials, e.g. partial dyeing of fabrics by continuous contact with a member able to bring simultaneously a plurality of treating materials
Definitions
- the invention relates to a method and an apparatus for dyeing, printing, treating or coating a web or the like. with different fiber or thread proportions.
- the object of the invention is therefore seen in the fact that the like on different fiber or thread portions of the web. aligned fleets to separate and two different fleets or the like on the web. to be applied with a relatively low moisture content, so that the individual fleet components do not mix too strongly in the goods area.
- Each template is connected to a separate foam generator or the like or a foaming device, such as that e.g. is shown and described in DE-OS 25 23 062.
- the method and the device according to the invention are used for dyeing, printing, coating or treating a web. Essentially, the application of color is intended, but textile finishing agents can be applied similarly. A wide variety of chemicals can be thought of as foamed application agents that have an effect on the web.
- the material web is essentially thought of as textile material webs with different fiber or thread proportions. D a transition from non-woven until the paper is smooth, they must be included even with.
- flat goods can be provided which are passed through the device one after the other.
- the treatment of goods is preferred thought.
- the foam can be applied through a sieve or through a template.
- the foam can also be applied directly to the substrate.
- Sieves or stencils can be patterned or unpatterned. In the case of screen printing machines or "screen printing-like" machines, the use of two stencils will require continuous running of both stencils.
- the foam is only applied to the surface of the goods or, for example, is introduced into the goods with more or less pressure.
- the invention according to the device for carrying out the method described at the outset is that two opposite application devices 2, 2 'are assigned to the fabric passage area or the fabric passage level 1 and each application device 2, 2' with a separate foam generator 3, 3 ', as p foam generator or the like and separate feed lines 4, 4 ' for separate foaming and application of different order fleets on different sides of the web 5.
- the foam generator 3, 3 ' is in each case fed from a separate tank 30, 30', different fleets being provided in the two tanks, which are mixed or selected according to the different fiber or thread proportions of the web 5, in particular it is thought that the Tank 30 'receives the fleet for the pile surface of the web 5 and the tank 30 the fleet for the base fabric.
- the foam generator 3, 3 works by applying a constant superatmospheric air pressure via a pipeline 31, 31', the air being pressed into a mixing chamber inside the foam generator.
- Flow meters 32, 32 ', valves 33, 33' and 34, 34 regulate the liquor-air ratio or make it adjustable and controllable.
- the compressed air source 35, 35 'could also be provided as a common compressed air source, since the compressed air can be supplied or controlled to the individual foam generators 3, 3' or their mixing chambers via the valves 34, 34 '.
- foam generator 3 Another device known per se can also be provided as the foam generator 3, 3 'than shown. 1 shows only one example.
- the device shown in Fig. 1 works with two stencils or screens 6, 6 ', which are assigned to the path of travel of the web. These stencils or sieves 6, 6 'lie opposite one another, each stencil or sieve being connected to a separate application device 2, 2 ' and to a separate foam generator or foam generator 3,3 'for separate foaming of different application fleets.
- the screens are designed as rotary stencil or sieve, they can, as mentioned, gemuster or unpatterned, that is, it can be dyed or g e-prints are or a medium to be applied according to the pattern or uni ..
- FIG. 1 shows a screen cylinder in the upper area, for example a patterned round template 6 'and a belt template or a screen belt in the lower area.
- the upper run 60 of the belt 6 serves in this embodiment as a support and transport surface for the web or the like.
- Application devices 2, 2 ' are arranged in both templates or screens, the shape of which adjoins the respective system.
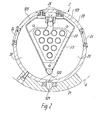
- a doctor tube is shown as the application device, which can be seen clearly in FIG. 2.
- This squeegee or feed tube 20 feeds the foam of the actual squeegee preferably to an application shoe 21, which in turn is designed as a slotted squeegee. This adapts to the shape of the template or sieve used.
- doctor blade or feed tube 20 there is a displacement body 22 through which the liquor feed tubes 23 are guided. However, these can also lie on the outside of the doctor blade or feed tube 20. The version shown is only the better solution. Operating accesses 24 allow additional small parts to be filled into the interior 25 or into the interior of the doctor blade or feed tube 20, for example glass balls or the like.
- the foam is released in the direction of the arrow upward against the upper wall of the doctor blade or feed tube 20, passes through distribution gaps 125 between the displacer 22 and the inner lateral surface of the doctor blade or feed tube 20. and reaches the application slot 121 of the entire slot-type doctor blade arrangement.
- the passage cross-sections 120 in the doctor blade or feed tube 20 enable the flow.
- the application device 2 or 2 ' can also look different from that shown and described, although the exemplary embodiment shown is also particularly advantageous.
- doctor blades, doctor blades, slot doctor blades can be provided, which work together with the respectively driven, rotating or also reciprocating, flat-plane templates.
- the reverse is also possible, i.e. that the combination of the application devices 2, 2 'is moved back and forth, for example two opposing slotted doctor blades and the screen or the screens stand still.
- the movement means for the material webs just carried out in the horizontal direction are known per se and are not shown in any more detail, nor is the storage of the stencils or screens, their drive means and the like.
- the form in which the fleets to be applied differ from one another is immaterial. It is essential that they are different in their active properties, to the different fibers or threads in the web or the like. to achieve and to act accordingly in or on this. There is also the possibility of working with different prints, for example to bring the fleet coming from the application device 2 into the goods base and to cross the pile, for example in the case of velvet.
- the stencil belt shown can be guided over more than three rollers 65, 66, 67.
- the triangular or triangular shape of the guide with tensioning and regulating roller 67 according to DE-PS 22 58 892 of the applicant is advantageous.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
- Coloring (AREA)
- Screen Printers (AREA)
Abstract
Zwei auf unterschiedliche Fasern oder Fäden einwirkende Flotten werden getrennt verschäumt und auf unterschiedliche Warenbahnseiten verschäumt aufgetragen. Die Auftragung erfolgt durch Auftragsvorrichtungen (2, 2'), die jeweils einer Warenbahnseite zugeordnet sind, wobei vorzugsweise zwei Siebschablonen oder Siebe vorgesehen sind als rotierende Schablonen oder rotierende Siebzylinder. Vorteilhaft ist die Anordnung eines Schablonenbandes in Dreieckform mit Spann- und Regelwalzen, auf dessen oberem Trum (60) die Warenbahn zum Auftragsbereich geführt und aus dem Auftragsbereich herausgeführt wird.
Description
- Die Erfindung betrifft ein Verfahren und eine Vorrichtung zum Färben, Drucken, Behandeln oder Beschichten einer Warenbahn od.dgl. mit unterschiedlichen Faser- oder Fadenanteilen.
- Beim Färben, Drucken oder Beschichten einer Warenbahn mit unterschiedlichen Easer- oder Fadenanteilen besteht eine wesentliche Schwierigkeit darin, die, eine besondere Affinität zu den einzelnen Faser- oder Fadenanteilen besitzenden Flotten, in ein gemeinsames Bad zu bringen. Die Eigenschaften der unterschiedlichen Flotten schließen sich manchmal gegenseitig aus.
- Das Bedrucken oder Färben von Samten und anderen empfindlichen Florwaren ist dabei besonders schwierig. Der beispielsweise aus Acetat, Polyester od.dgl. bestehende Flor ist außerordentlich empfindlich und die häufig als Unterware verwendete Baumwolle wiederum robust und verlangt andere Farbstoffe als der empfindliche Flor. So muß die Baumwolle beispielsweise mit Reaktivfarbstoffen bedruckt oder gefärbt werden, während der Flor beispielsweise mit Säurefarbstoffen behandelt werden muß. Derartige Probleme sind insbesondere bei textilen Warenbahnen außerordentlich häufig, sie treten bei einfachen waren auf aber häufiger bei Doppelware und auch bei Florware.
- Die Aufgabe der Erfindung wird somit darin gesehen, die auf unterschiedliche Faser- oder Fadenanteile der Warenbahn od.dgl. ausgerichteten Flotten zu trennen und zwei unterschiedliche Flotten auf die Warenbahn od.dgl. mit einem relativ geringen Feuchtigkeitsgehalt aufzutragen, damit die einzelnen Flottenbestandteile nicht im Warenbereich sich zu stark vermischen.
- Diese Aufgabe wird durch die im Kennzeichen des Anspruches aufgeführten Merkmale bzw. Verfahrensschritte gelöst.
- Mit dem Verfahren nach der-Erfindung ist es nunmehr möglich, die unterschiedlichen Flotten in verhältnismäßig geringen Feuchtigkeitsmengen, aber'in ausreichender Gesamtmenge der Warenbahn zuzuführen und die Warenbahn vorzugsweise gleichzeitig bzw. leicht versetzt, um vorzugsweise nicht mehr als 800mm von zwei Seiten mit den unterschiedlichen Flotten zu färben, zu bedrucken, zu behandeln oder zu beschichten. Die oben erwähnte Aufgabe wird auch durch die im Kennzeichen des Anspruches 2 aufgeführten Merkmale gelöst. Damit ist eine Vorrichtung geschaffen, die konstruktiv einfach ist und großteils mit bekannten Mitteln arbeitet, mit der es aber möglich ist, unterschiedliche Flotten in geringen Mengen gleichmäßig auf den Warenbahnseiten zu verteilen.
- Weitere vorteilhafte Ausgestaltungen einer erfindungsgemäßen Vorrichtung sind durch die Unteransprüche gekennzeichnet,
- Eine besonders zweckmäßige Weiterbildung des Gegenstandes des Anspruches 2 ist im Unteranspruch 3 beschrieben. Bei der Ausgestaltung nach diesem Anspruch 3 wird erreicht, daß die Warenbahn zwischen zwei Schablonen hindurchläuft, wobei jede Schablone eine andere bzw. anders geartete Auftragsflotte verschäumt aufträgt. Dabei können zwei rotierende Siebschablonen oder Siebzylinder einander gegenüberliegen, wobei jeder einzelne in an sich bekannter Weise ausgebildet und gelagert ist, z.B. entsprechend der DE-OS 21 63 179.
- Jede Schablone ist mit einem separaten Schaumgenerator od. dgl. bzw. einer Aufschäumvorrichtung verbunden, wie sie z.B. in der DE-OS 25 23 062 dargestellt und beschrieben ist.
- Eine weitere, sehr zweckmäßige und wesentliche Weiterbildung des Gegenstandes nach Anspruch 2 ist in Unteranspruch 4 beschrieben. Mit diesem Gegenstand ist es möglich, die Warenbahn im Auftragsbereich so spannungslos wie möglich zu führen, da sie auf dem oberen Trum der Bandschablone aufliegen kann, das als mediendurchlässiges Drucktuch arbeitet und wirkt und gleichzeitig als Schablone ausgebildet sein kann. Eine derartige Vorrichtung, die allerdings mit einem horizontalgeführten unterem Trum versehen ist, die aber auch um 180 gedreht eingesetzt werden kann, ist in der DE-PS 22 58 892 dargestellt und beschrieben.
- Das erfindungsgemäße Verfahren und die erfindungsgemäße Vorrichtung dient zum Färben, Drucken, Beschichten oder Behandeln einer Warenbahn. Im wesentlichen ist an den Auftrag von Farbe gedacht, es lassen sich aber Textilveredlungsmittel ähnlich auftragen. Als verschäumtes Auftragsmittel lassen sich somit die unterschiedlichsten Chemikalien denken, die eine Wirkung auf der Warenbahn haben.
- Als Warenbahn ist im wesentlichen an textile Warenbahnen gedacht mit unterschiedlichen Faser- oder Fadenanteilen. Da der Übergang von Non-woven bis zum Papier fließend ist, müssen diese noch mit eingeschlossen sein.
- Statt Warenbahnen können flächige Waren, die hintereinander durch die Vorrichtung geführt werden, vorgesehen werden. Vorzugsweise ist aber an die Behandlung von Warenbahnen gedacht.
- Der Schaumauftrag kann durch ein Sieb oder durch eine Schablone hindurch vorgenommen werden. Der Schaum kann auch direkt auf das Substrat gebracht werden. Siebe oder Schablonen können gemustert oder ungemustert sein. Bei Siebdruckmaschinen bzw. "siebdruckähnlichen" Maschinen wird bei Einsatz zweier Schablonen kontinuierlicher Lauf beider Schablonen vorzusehen sein.
- Es ist auch möglich, mit einer Schablone und einem Direktauftrag zu arbeiten. Dies richtet sich nach der Struktur der Warenbahn bzw. nach ihrer Zusammensetzung. Insbesondere ist daran gedacht, Teppiche, Florware, wie Samte u.dgl. mit einem gemusterten oder ungemusterten Farbauftrag zu versehen, wobei eine der Flotten zur Färbung oder Bedruckung des Flores ausgerichtet ist und die andere der Flotten zur Färbung und Bedruckung des Untergewebes.
- Je nach zu erzielendem Ergebnis oder je nach vorzunehmendem Arbeitsschritt wird der Schaum nur auf die Oberfläche der Ware aufgetragen oder beispielsweise auch mit mehr oder weniger Druck in die Ware hineingebracht.
- Weitere Kennzeichen und- Merkmale ergeben sich aus den nachfolgend beschriebenen Ausführungsbeispielen.
- Ein Ausführungsbeispiel der Erfindung wird anhand der Fig. 1 und 2 erläutert. Es zeigen:
- Fig. 1 ein Ausführungsbeispiel einer Vorrichtung,
- Fig. 2 eine mögliche Auftragsvorrichtung in deutlicherer Darstellung.
- Die Erfindung gemäß der Vorrichtung zur Durchführung des eingangs beschriebenen Verfahrens besteht darin, daß dem Warenbahndurchführungsbereich bzw. der Warenbahndurchführungsebene 1 zwei einander gegenüberliegende Auftragsvorrichtungen 2, 2' zugeordnet sind und jede Auftragsvorrichtung 2, 2' mit einem separazen Schaumerzeuger 3, 3', wie Schaumgenerator od.dgl. und separaten Zuleitungen 4, 4' verbunden ist zur getrennten Aufschäumung und Auftragung unterschiedlicher Auftragsflotten auf unterschiedliche Seiten der Warenbahn 5.
- Der Schaumerzeuger 3, 3' wird jeweils gespeist aus einem separaten Tank 30, 30', wobei in den beiden Tanks unterschiedliche Flotten vorgesehen sind, die den unterschiedlichen Faser- oder Fadenanteilen der Warenbahn 5 entsprechend gemischt oder ausgewählt sind, insbesondere ist gedacht, daß der Tank 30' die Flotte für die Floroberfläche der Warenbahn 5 aufnimmt und der Tank 30 die Flotte für die Grundware.
- Der Schaumerzeuger 3, 3' arbeitet durch Anlegen eines konstanten überatmosphärischen Luftdruckes über eine Rohrleitung 31, 31', wobei die Luft in eine Mischkammer im Inneren des Schaumerzeugers gedrückt wird. Strömungsmesser 32, 32', Ventile 33, 33' und 34, 34' regeln das Flotten-Luft-Verhältnis bzw. machen es einstellbar und kontrollierbar.
- Die Druckluftquelle 35, 35' könnte auch als gemeinsame Druckluftquelle vorgesehen werden, da über die Ventile 34, 34' die Druckluft den einzelnen Schaumerzeugern 3, 3' bzw. ihren Mischkammern gesteuert bzw. geregelt zugeführt werden kann.
- Als Schaumerzeuger 3, 3' kann auch eine andere an sich bekannte Vorrichtung vorgesehen werden als dargestellt. Fig. 1 zeigt lediglich ein Beispiel.
- Die Vorrichtung, die in Fig. 1 gezeigt ist, arbeitet mit zwei Schablonen oder Sieben 6, 6', die dem Durchlaufweg der Warenbahn zugeordnet sind. Diese Schablonen oder Siebe 6, 6' liegen einander gegenüber, wobei jede Schablone oder jedes Sieb mit einer gesonderten Auftragsvorrichtung 2, 2' und mit einem separaten Schaumgenerator oder Schaumerzeuger 3,3' verbunden ist zur getrennten Aufschäumung.unterschiedlicher Auftragsflotten. Die Siebe sind als rotierende Schablonen oder Siebe ausgebildet, sie können, wie erwähnt, gemuster oder ungemustert sein, d.h. es kann gefärbt oder ge-druckt werden oder ein Medium uni oder mustergemäß aufgetragen werden..
- In der Fig. 1 ist im oberen Bereich ein Siebzylinder dargestellt, beispielsweise eine gemusterte Rundschablone 6' und im unteren Bereich eine Bandschablone bzw. ein Siebband. Das obere Trum 60 des Siebbandes 6 dient bei diesem Ausführungsbeispiel als Auflage und Transportfläche für die Warenbahn od.dgl. In beiden Schablonen oder Sieben sind Auftragsvorrichtungen 2, 2' angeordnet, deren Formgebung sich an das jeweilige System anschließt.
- Als Auftragsvorrichtung ist ein Rakelrohr dargestellt, was gut in Fig. 2 zu sehen ist.
- Dieses Rakel- oder Zuführungsrohr 20 führt den Schaum der eigentlichen Rakel vorzugsweise einem Auftragsschuh 21 zu, der seinerseits als Schlitzrakel, ausgebildet ist. Dieser paßt sich der Formgebung der jeweils eingesetzten Schablone oder des jeweils eingesetzten Siebes an.
- In dem Rakel- oder Zuführungsrohr 20 befindet sich ein Verdrängungskörper 22, durch den hindurch die Flottenzuführungsrohre 23 geführt sind. Diese können allerdings auch außen an dem Rakel- oder Zuführungsrohr 20 liegen. Die dargestellte Ausführung ist nur die bessere Lösung. Bedienungszugänge 24 ermöglichen,in den Innenraum 25 bzw. in die Innenräume des Rakel- oder Zuführungsrohres 20 weitere Kleinteile als Verdrängungskörper einzufüllen, beispielsweise Glaskugeln od.dgl.
- Der Schaum wird in Pfeilrichtung nach oben hin gegen die obere Wand des Rakel- oder Zuführungsrohres 20 abgegeben, durchläuft Verteilungsspalte 125 zwischen Verdrängungskörper 22 und Innenmantelfläche des Rakel- oder Zuführungsrohres 20.und gelangt zum Auftragsschlitz 121 der gesamten Schlitzrakelanordnung. Den Durchfluß ermöglichen Durchtrittsquerschnitte 120 im Rakel- oder Zuführungsrohr 20.
- Wie bereits erwähnt, kann die Auftragsvorrichtung 2 bzw. 2' auch anders aussehen als dargestellt und beschrieben, wenn auch das dargestellte Ausführungsbeispiel besonders vorteilhaft ist. So können Rollrakeln, Streichrakeln, Schlitzrakeln vorgesehen sein, die mit den jeweils angetriebenen rotierenden oder auch hin und her bewegten flachebenen Schablonen zusammenarbeiten. Auch die Umkehrung ist möglich, d.h. daß die Kombination der Auftragsvorrichtungen 2, 2' hin- und herbewegt wird, beispielsweise zwei einander gegenüberliegenden Schlitzrakeln und das Sieb bzw. die Siebe stillstehen.
- Die Bewegungsmittel für die in horizontaler Richtung in eben durchgeführte Warenbahnen sind an sich bekannt und nicht näher dargestellt, genauso wenig wie die Lagerung der Schablonen oder Siebe, ihre Antriebsmittel u.dgl.
- Es ist vorteilhaft, wie in Fig. 1 dargestellt, die Zuleitungen 4, 4' aufzugliedern in eine Anzahl von Flottenzuführungsrohren 23, so daß der Schaum jeweils gleichmäßig über die Gesamtarbeitsbreite, die sich über 5m erstrecken kann, von vornherein verteilt wird. Eine weitere Verteilung erfolgt durch die Bremsung in den Verteilungsspalten 125, die beliebig einstellbar sein können durch Veränderung der Lage des Verdrängungskörpers 22 in seinen elastischen Aufhängeklötzen 26. Diese Flottenzuführungsrohre 23 können von rechts und von links jeweils in die Auftragsvorrichtung eingeführt werden. Wie bereits erwähnt, kann aber die Auftragsvorrichtung auch völlig anders aussehen als dargestellt.
- In welcher Form sich die aufzutragenden Flotten voneinander unterscheiden, ist gleichgültig. Wesentlich ist, daß sie in ihrer Wirkeigenschaft unterschiedlich sind, um die unterschiedlichen Fasern oder Fäden in der Warenbahn od.dgl. zu erreichen und hierin oder hierauf entsprechend zu wirken. Es besteht auch die Möglichkeit, mit unterschiedlichen Drucken zu arbeiten, um beispielsweise die von der Auftragsvorrichtung 2 kommende Flotte in den Warengrund hineinzubringen und den Flor, beispielsweise bei Samt, zu durchqueren.
- Das dargestellte Schablonenband kann über mehr als drei Walzen 65, 66, 67 geführt werden. Vorteilhaft ist die Dreieckführung bzw. Dreieckform der Führung mit Spann-und Regelwalze 67 entsprechend der DE-PS 22 58 892 des Anmelders.
- Die offenbarten Merkmale einzeln und in Kombination werden, soweit sie gegenüber dem Stand der Technik neu sind, als erfindungswesentlich angesehen.
Claims (8)
1. Verfahren zum Färben, Drucken, Behandeln oder Beschichten einer Warenbahn od.dgl. mit unterschiedlichen Faser- oder Fadenteilen, dadurch gekennzeichnet, daß zwei auf unterschiedliche Fasern oder Fäden einwirkenden Flotten getrennt verschäumt werden und auf unterschiedliche Warenbahnseiten, vorzugsweise im Siebdruckverfahren , gleichmäßig oder gemustert verschäumt aufgetragen werden.
2. Vorrichtung zur Durchführung des Verfahrens nach Anspruch 1, dadurch gekennzeichnet, daß dem Warendurchführungsbereich bzw. der Warendurchführungsebene (1) zwei einander gegenüberloegende bzw. leicht versetzte Auftragsvorrichtungen (2,2') zugeordnet sind und jede Auftragsvorrichtung (2,2') mit einem separaten Schaumerzeuger (3,3'), wie Schaumgenerator od.dgl. und separaten Zuleitungen (4,4') verbunden ist zur getrennten Aufschäumung und Auftragung unterschiedlicher Auftragsflotten auf unterschiedliche Seiten der Warenbahn (5) od.dgl.
3. Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die Auftragsvorrichtungen (2,2') in Schablonen oder Sieben (6,6') angeordnet sind, die dem Durchlaufweg der Warenbahn (5) od.dgl. zugeordnet sind und einander gegenüberliegen, wobei jede Schablone oder jedes Sieb mit einem separaten Schaumerzeuger (3,3') bzw. einer Aufschäumvorrichtung od.dgl. und separaten Zuleitungen (4,4';23) verbunden ist.
4. Vorrichtung nach Anspruch 3, dadurch gekennzeichnet, daß eine Bandschablone oder ein Siebband als untere Schablone oder Sieb (6,6') vorgesehen ist, deren oberes Trum (60) als Auflage- und Transportfläche für die Warenbahn (5) od.dgl. vorgesehen ist und oberhalb des oberen Trumes (60) der Bandschablone (6) mindestens eine Auftragsvorrichtung (2), vorzugsweise eine Rundschablone oder ein Siebzylinder (6') angeordnet ist und die Auftragsvorrichtungen (2,2') einander zugeordnet sind.
5. Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß dem Durchlaufweg der Warenbahn (5) eine Schablone zugeordnet ist mit einer Auftragsvorrichtung (2,2'), wobei auf der gegenüberliegenden Seite zur Warenbahndurchführungsebene eine zweite Auftragsvorrichtung (2,2') vorgesehen ist und beide Auftragsvorrichtungen (2,2') einander gegenüberliegen.
6. Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die Auftragsvorrichtungen (2,2') als Schlitzrakeln ausgebildet sind.
7. Vorrichtung nach Anspruch 2, dadurch gekennzeichnet, daß die Auftragsvorrichtungen aus einem Rakel- und Zuführungsrohr (20) bestehen zur Aufnahme des zugeführten Schaumes, wobei das Rakel- oder Zuführungsrohr (20) mit einem Rakelschuh (21) versehen ist, der der jeweiligen Durchlaufebene der Warenbahn (5) bzw. der Formgebung einer Schablone angepaßt ist.
8. Vorrichtung nach Anspruch 7, dadurch gekennzeichnet, daß im Rakel- oder Zuführungsrohr (20) mindestens ein Verdrängungskörper (22) angeordnet ist.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3226652 | 1982-07-16 | ||
| DE19823226652 DE3226652A1 (de) | 1982-07-16 | 1982-07-16 | Verfahren und vorrichtung zum faerben, drucken, behandeln oder beschichten einer warenbahn od.dgl. mit unterschiedlichen faser- oder fadenanteilen |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| EP0100882A1 true EP0100882A1 (de) | 1984-02-22 |
Family
ID=6168593
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83106700A Withdrawn EP0100882A1 (de) | 1982-07-16 | 1983-07-08 | Verfahren und Vorrichtung zum Färben, Drucken, Behandeln oder Beschichten einer Warenbahn od. dgl. mit unterschiedlichen Faser- oder Fadenanteilen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0100882A1 (de) |
| JP (1) | JPS5926581A (de) |
| DE (1) | DE3226652A1 (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0571304A1 (de) * | 1992-05-21 | 1993-11-24 | Tissage Et Enduction Serge Ferrari | Einrichtung zum Herstellen von doppelseitig beschichteten Geweben |
| WO2019122631A1 (fr) | 2017-12-19 | 2019-06-27 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Interconnecteur a etat de surface degrade pour la tenue des etancheites |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3697314A (en) * | 1969-07-30 | 1972-10-10 | Bleiche Ag | Method for treating a yarn with foam |
| DE2258892A1 (de) * | 1972-12-01 | 1974-06-06 | Mitter & Co | Siebdruckmaschine |
| FR2258486A2 (en) * | 1974-01-18 | 1975-08-18 | Hoechst Ag | Woven piece goods dyeing process - uses foamed treatment fluid forced through fabric by pressure and/or suction |
| GB2059814A (en) * | 1979-09-28 | 1981-04-29 | United Merchants & Mfg | Apparatus and method for the random effect foam dyeing of textile fabrics |
-
1982
- 1982-07-16 DE DE19823226652 patent/DE3226652A1/de not_active Withdrawn
-
1983
- 1983-07-08 EP EP83106700A patent/EP0100882A1/de not_active Withdrawn
- 1983-07-15 JP JP58128085A patent/JPS5926581A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3697314A (en) * | 1969-07-30 | 1972-10-10 | Bleiche Ag | Method for treating a yarn with foam |
| DE2258892A1 (de) * | 1972-12-01 | 1974-06-06 | Mitter & Co | Siebdruckmaschine |
| FR2258486A2 (en) * | 1974-01-18 | 1975-08-18 | Hoechst Ag | Woven piece goods dyeing process - uses foamed treatment fluid forced through fabric by pressure and/or suction |
| GB2059814A (en) * | 1979-09-28 | 1981-04-29 | United Merchants & Mfg | Apparatus and method for the random effect foam dyeing of textile fabrics |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0571304A1 (de) * | 1992-05-21 | 1993-11-24 | Tissage Et Enduction Serge Ferrari | Einrichtung zum Herstellen von doppelseitig beschichteten Geweben |
| FR2691482A1 (fr) * | 1992-05-21 | 1993-11-26 | Ferrari Tissage Enduction Serg | Installation pour l'enduction double-face de tissus ou autres supports souples. |
| WO2019122631A1 (fr) | 2017-12-19 | 2019-06-27 | Commissariat A L'energie Atomique Et Aux Energies Alternatives | Interconnecteur a etat de surface degrade pour la tenue des etancheites |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3226652A1 (de) | 1984-01-19 |
| JPS5926581A (ja) | 1984-02-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2935413C2 (de) | Vorrichtung zum kontinuierlichen Behandeln einer textilen oder ähnlichen Warenbahn mit einem Behandlungsmedium in Schaumform | |
| EP0047908A1 (de) | Vorrichtung zum Auftragen eines Mediums auf ein Flächengebilde | |
| DE2365079A1 (de) | Verfahren und vorrichtung zum impraegnieren oder beschichten von textilmaterialien | |
| DE2057152B2 (de) | Getufteter Teppich | |
| DE2849372C2 (de) | Verfahren zum kontinuierlichen Bemustern von Textilmaterial | |
| EP0047907B1 (de) | Vorrichtung zum Auftragen von Medien auf Flächengebilde mittels einer Auftragseinrichtung | |
| DE2055952A1 (de) | Verfahren zur Erzeugung von gestreif ten Färbungen | |
| EP0047887A1 (de) | Vorrichtung zum Auftragen eines Mediums (Veredelungsflotte) auf ein Flächengebilde mittels einer Auftragseinrichtung | |
| DE3808698A1 (de) | Vorrichtung zum auftragen gasartiger, fluessiger, pastoeser, vorzugsweise verschaeumter medien auf eine auftragsebene bzw. eine laufende insbes. textile warenbahn | |
| EP0019035A1 (de) | Verfahren und Vorrichtung zum Bemustern von Warenbahnen | |
| DE4308501C2 (de) | Verfahren und Vorrichtung zum Färben von textilen Warenbahnen | |
| EP0100882A1 (de) | Verfahren und Vorrichtung zum Färben, Drucken, Behandeln oder Beschichten einer Warenbahn od. dgl. mit unterschiedlichen Faser- oder Fadenanteilen | |
| DE3412039A1 (de) | Verfahren und vorrichtung zum aufbringen von fluessigkeit o.dgl. auf fadenscharen o.dgl. zu behandelndes gut | |
| EP0047484A1 (de) | Foulard | |
| EP0049362A1 (de) | Vorrichtung zur Zuführung eines Auftragsmediums auf ein Flächengebilde, wobei das Auftragsmedium vor eine Auftragseinrichtung abgelegt wird | |
| DE3423942C2 (de) | ||
| DE1913175C3 (de) | Vorrichtung zum Auftragen einer flüssigen Auftragsmasse auf ein flächenartiges Gebilde | |
| DE3034802A1 (de) | Verfahren und vorrichtung zum gleichmaessigen auftragen von fluessigen behandlungsflotten auf textile flaechengebilde | |
| DE3034803C2 (de) | Anwendung des Siebdruckverfahrens bzw. einer Siebdruckvorrichtung | |
| EP0048348A1 (de) | Verfahren und Vorrichtung zum gleichmässigen Auftragen von Flüssigkeiten, Flotten oder Pasten auf Flächengebilde | |
| EP0929710A1 (de) | Verfahren und vorrichtung zur behandlung einer insbesondere textilen warenbahn | |
| EP0080685B1 (de) | Maschine zum Auftragen von flüssigen, verschäumten oder pastösen Medien auf Warenbahnen, insbesondere Textilbahnen, mit mindestens einer rotierenden Schablone od.dgl. | |
| AT298385B (de) | Verfahren und Vorrichtung zum Färben von floriger Ware | |
| DE3303030A1 (de) | Auftragsvorrichtung zum auftragen von verschaeumter flotte | |
| EP0117979A1 (de) | Verfahren und Vorrichtung zum Auftragen von Flotte in verschäumter Form auf faseriges Material aufweisende Ware |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT CH FR GB IT LI NL |
|
| 17P | Request for examination filed |
Effective date: 19840821 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: THE APPLICATION IS DEEMED TO BE WITHDRAWN |
|
| 18D | Application deemed to be withdrawn |
Effective date: 19860131 |