EP0118641A2 - Dispositif pour la solidification rapide de métaux et éléments non métalliques sous forme de particules - Google Patents
Dispositif pour la solidification rapide de métaux et éléments non métalliques sous forme de particules Download PDFInfo
- Publication number
- EP0118641A2 EP0118641A2 EP83306983A EP83306983A EP0118641A2 EP 0118641 A2 EP0118641 A2 EP 0118641A2 EP 83306983 A EP83306983 A EP 83306983A EP 83306983 A EP83306983 A EP 83306983A EP 0118641 A2 EP0118641 A2 EP 0118641A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- coolant
- protrusion
- disc
- improvement
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/02—Making metallic powder or suspensions thereof using physical processes
- B22F9/06—Making metallic powder or suspensions thereof using physical processes starting from liquid material
- B22F9/08—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying
- B22F9/10—Making metallic powder or suspensions thereof using physical processes starting from liquid material by casting, e.g. through sieves or in water, by atomising or spraying using centrifugal force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J2/00—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic
- B01J2/02—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops
- B01J2/06—Processes or devices for granulating materials, e.g. fertilisers in general; Rendering particulate materials free flowing in general, e.g. making them hydrophobic by dividing the liquid material into drops, e.g. by spraying, and solidifying the drops in a liquid medium
Definitions
- the present invention relates to improvements in forming particulates of metals, metalloids and alloys.
- centrifugal atomizers which exist in various forms.
- the material to be atomized is fed onto the surface of a rotating. disc-like member which may be dished or flat.
- a gas is used to cool the particles thrown off the rotating member by centrifugal forces.
- Other systems rely on contact of molten droplets with a cooled surface.
- the invention described in the patent comprises rotating a horizontally mounted disc-like member at high speed, introducing a stream of volatile liquid coolant at the center to provide an outwardly flowing film of coolant over substantially the entire upper surface of the rotating member and introducing the material to be atomized into the coolant film at a point spaced from the center.
- the molten material and the rotating member are cooled by evaporation of coolant, and particles are thrown from the device by centrifugal force.
- a modification of the,rotating member described in the patent provides upwardly projecting vanes around the periphery of the rotating member which collide with the particles causing them to be flattened and resulting in a high surface area particulate.
- While the above-described patented invention serves to produce a desirable particulate material for some applications a relatively broad range of particulate size is produced. It is desirable for some applications to produce a larger percentage of relatively finer particulate product, i.e., less than 325 U.S. Standard Mesh screen size. Additionally, it was found that there was some degree of splashing of the metal or metalloid upwardly from the rotating disc-like member onto the housing of the unit; necessitating periodic cleaning of the housing.
- a further object is to produce particulate metals and metalloids with a minimum of equipment maintenance.
- a further improvement in the above-described patented centrifugal particulate forming apparatus is provided according to the present invention by a cover affixed to and placed over at least a portion of the disc-like member.
- the cover serves to prevent upward splashing of material from the rotating disc and further confines the radially outflowing coolant and cooling metalloid to force contact between the material being processed and the vanes which are provided to collide with the outwardly moving material.
- This additional feature serves to reduce the need for dismantling the unit for cleaning of the housing and appears to aid in producing uniform particulate product.
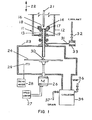
- FIG. 1 there is shown diagrammatically an apparatus for atomizing metals and metalloids in accordance with the present invention.
- the means 11 is a closed chamber 12 having mounted on a pedestal 13 a susceptor 14 containing a crucible 16.
- An induction heating coil 17 energized by a suitable electric power source is utilized to heat the contents of the crucible.
- the susceptor 14 is preferably made of graphite and the crucible 16 should be essentially non-reactive with the material to be melted.
- the crucible is desirably made of quartz, graphite or graphite coated with silicon carbide.
- a tube 18 Extending from the bottom of the crucible 16 through the susceptor.14 and pedestal 13 is a tube 18 which in the instance of silicon as the material being processed can also be made of quartz.
- a tap hole 19 In the bottom of the crucible 16 and coaxially located with respect to the tube 18, there is provided a tap hole 19 for allowing molten material to flow from the crucible into the center of tube 18.
- the flow through the tap hole 19 is controlled by means of a tapered plug 21 which may be raised and lowered as shown by the arrow 22 to plug or open the hole 19 and thereby act as a.valve.
- a disc-like member 24 mounted coaxial with the tube 18 for rotation by suitable means such as a variable speed motor 26 controlled by a speed control unit 27.
- suitable means such as a variable speed motor 26 controlled by a speed control unit 27.
- the chamber formed by the housing 23 of the system conforms relatively closely in size to the disc 24, but has been expanded in the drawing to allow easier understanding of the system.
- the disc-like member shown has a planar upper surface, it is to be understood that it may be dished or cup-shaped without departing from the nature of the invention.
- speed is monitored by means of a tachometer 28 having a sensor 29 located to detect rotational speed. If desired, automatic conventional means may be utilized to feed back tachometer signals to the speed controller so that a preset speed can be maintained.
- a generally conically shaped protrusion 30 having its apex located directly under the tap hole 19 of the crucible. While the protrusion is shown as concavely curved generally conical surface, it is to be understood that some variation from the illustrated shape will still allow practice of the invention.
- a coolant inlet tube 31 and flow control means which desirably include a valve 32 and flowmeter 33.
- a volatile liquid coolant is supplied by tube 31 to the tube 18, drops to a location close to center 30 to form an outwardly flowing coolant film across the surfaces of the rotating member.
- Molten material to be processed is flowed through inlet tube 18 onto the apex of the protrusion 30 and is dispersed by the apex thereof into the coolant film causing heat to be absorbed by evaporation of the volatile fluid.
- the coolant also serves to cool the protrusion 30.
- a vent 36 is provided from the collector and a suitable drain 37 may be provided for removal of any excess cooling liquid.
- the entire system can be operated in an inert atmosphere and a single chamber can encompass the entire system except for the controls, to permit safe use of combustible or toxic coolants.
- Coolant inlet 31 may be attached to aiannular cavity 35 in the bearing for the assembly, to enter a hole in the drive shaft to cool protrusion 30 as it flows thru ducts in 30 to flow across the surfaces of the rotating member.
- each vane has an essentially vertical planar surface 39 positioned radially with respect to the center of rotation of the disc-like member.
- the vanes 38 collide with the liquids moving radially outwardly across the upper surface of the rotating member 24A and form films which solidify in the form of foils or flakes as the material moves outwardly and is eventually thrown from the periphery.
- the cover 40 serves to confine the outwardly flowing material to prevent upward splashing thereof, further insures contact of the work material with the vanes and provides an additional impact surface for,breaking up of particles.
- the specific heat of gases is typically 0.26 to 0.4 Calorie per degree Celsius per gram
- the specific heat of liquids is typically 0.5 to 1.0 Calorie per degree Celsius per gram
- the heat of vaporization of liquids is about 540 Calories per gram for water, 327 Calories per gram for ammonia, 92 calories per gram for butane and 81 calories per gram for hexane.
- the evaporation of one gram of the liquids named absorbs up to 1080 times as much heat as a gram of gas and up to 540.times as much heat as any named liquid.
- Metallurgical grade silicon was processed using deionized water as a coolant in a unit made in accordance with the present invention running at 12,000 revolutions per minute (rpm) and in a similar unit run at 12,000 rpm and made in accordance with the description furnished in U.S. Patent No. 4,347,199.
- Resultant particulate material was of particle size as follows:
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Vaporization, Distillation, Condensation, Sublimation, And Cold Traps (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/474,780 US4419060A (en) | 1983-03-14 | 1983-03-14 | Apparatus for rapidly freezing molten metals and metalloids in particulate form |
| US474780 | 1983-03-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0118641A2 true EP0118641A2 (fr) | 1984-09-19 |
| EP0118641A3 EP0118641A3 (en) | 1984-10-24 |
| EP0118641B1 EP0118641B1 (fr) | 1987-09-09 |
Family
ID=23884900
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP83306983A Expired EP0118641B1 (fr) | 1983-03-14 | 1983-11-15 | Dispositif pour la solidification rapide de métaux et éléments non métalliques sous forme de particules |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US4419060A (fr) |
| EP (1) | EP0118641B1 (fr) |
| JP (1) | JPS59170208A (fr) |
| KR (1) | KR910006630B1 (fr) |
| AU (1) | AU560194B2 (fr) |
| BR (1) | BR8400152A (fr) |
| CA (1) | CA1209766A (fr) |
| DE (1) | DE3373428D1 (fr) |
| ZA (1) | ZA838617B (fr) |
Families Citing this family (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0134808B1 (fr) * | 1983-01-24 | 1990-09-12 | Gte Products Corporation | Procede de fabrication d'une poudre metallique ultra-fine |
| US4512384A (en) * | 1983-09-14 | 1985-04-23 | Tadeusz Sendzimir | Continuous spray casting |
| US4592404A (en) * | 1983-09-14 | 1986-06-03 | Tadeusz Sendzimir | Process and apparatus for combined steel making and spray casting |
| US4687606A (en) * | 1984-10-15 | 1987-08-18 | Ford Motor Company | Metalloid precursor powder and method of making same |
| US4701289A (en) * | 1985-11-08 | 1987-10-20 | Dow Corning Corporation | Method and apparatus for the rapid solidification of molten material in particulate form |
| US4648820A (en) * | 1985-11-14 | 1987-03-10 | Dresser Industries, Inc. | Apparatus for producing rapidly quenched metal particles |
| US4731517A (en) * | 1986-03-13 | 1988-03-15 | Cheney Richard F | Powder atomizing methods and apparatus |
| BR8601281A (pt) * | 1986-03-21 | 1987-11-03 | Petroleo Brasileiro S/A - Petrobras | Processo aperfeicoado de granular enxofre e granulador de enxofre |
| US4891068A (en) * | 1988-05-12 | 1990-01-02 | Teikoku Piston Ring Co., Ltd. | Additive powders for coating materials or plastics |
| NO165288C (no) * | 1988-12-08 | 1991-01-23 | Elkem As | Silisiumpulver og fremgangsmaate for fremstilling av silisiumpulver. |
| NO166032C (no) * | 1988-12-08 | 1991-05-22 | Elkem As | Fremgangsmaate ved fremstilling av triklormonosilan. |
| NO174165C (no) * | 1992-01-08 | 1994-03-23 | Elkem Aluminium | Fremgangsmåte ved kornforfining av aluminium samt kornforfiningslegering for utförelse av fremgangsmåten |
| DE19830057C1 (de) * | 1998-06-29 | 2000-03-16 | Juergen Schulze | Verfahren und Vorrichtung zum drucklosen Herstellen von Weichlotpulver |
| US6302939B1 (en) | 1999-02-01 | 2001-10-16 | Magnequench International, Inc. | Rare earth permanent magnet and method for making same |
| CN107695344A (zh) * | 2017-09-08 | 2018-02-16 | 张家港创博金属科技有限公司 | 复合金属小球制备方法及装置 |
| CN109773201A (zh) * | 2019-02-20 | 2019-05-21 | 潍坊学院 | 一种金属粉末制备装置 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2305172A (en) * | 1938-05-05 | 1942-12-15 | Chemical Marketing Company Inc | Process for the conversion of liquid substances into finely divided form |
| US2356599A (en) * | 1938-05-05 | 1944-08-22 | Landgraf Otto | Process and apparatus for comminuting liquid substances |
| DE934451C (de) * | 1944-07-09 | 1955-10-20 | Eisen & Stahlind Ag | Vorrichtung zum Granulieren von schmelzfluessigen Stoffen, insbesondere von Roheisen |
| US2880456A (en) * | 1956-04-09 | 1959-04-07 | Kuzela Jan | Device for the production of a light filling from blast furnace, boiler and other slag |
| US3059455A (en) * | 1959-08-20 | 1962-10-23 | Dow Chemical Co | Method of making light weight aggregate |
| US3358323A (en) * | 1963-03-25 | 1967-12-19 | Dow Chemical Co | Processing of plastic |
| US3797978A (en) * | 1970-04-15 | 1974-03-19 | Union Carbide Corp | Apparatus for producing sized ferroalloy particles |
| US4078873A (en) * | 1976-01-30 | 1978-03-14 | United Technologies Corporation | Apparatus for producing metal powder |
| US4053264A (en) * | 1976-01-30 | 1977-10-11 | United Technologies Corporation | Apparatus for making metal powder |
| JPS604730B2 (ja) * | 1977-09-14 | 1985-02-06 | 株式会社クボタ | スカム粒状化装置 |
| US4347199A (en) * | 1981-03-02 | 1982-08-31 | Dow Corning Corporation | Method and apparatus for rapidly freezing molten metals and metalloids in particulate form |
| EP0078272A1 (fr) * | 1981-05-08 | 1983-05-11 | Aurora Steels Limited | Dispositif de pulverisation d'un metal ou d'un autre materiau |
-
1983
- 1983-03-14 US US06/474,780 patent/US4419060A/en not_active Expired - Fee Related
- 1983-11-15 EP EP83306983A patent/EP0118641B1/fr not_active Expired
- 1983-11-15 CA CA000441206A patent/CA1209766A/fr not_active Expired
- 1983-11-15 DE DE8383306983T patent/DE3373428D1/de not_active Expired
- 1983-11-18 ZA ZA838617A patent/ZA838617B/xx unknown
- 1983-11-23 AU AU21632/83A patent/AU560194B2/en not_active Ceased
- 1983-11-30 KR KR1019830005674A patent/KR910006630B1/ko not_active Expired
- 1983-12-01 JP JP58227812A patent/JPS59170208A/ja active Granted
-
1984
- 1984-01-13 BR BR8400152A patent/BR8400152A/pt not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE3373428D1 (en) | 1987-10-15 |
| CA1209766A (fr) | 1986-08-19 |
| BR8400152A (pt) | 1985-03-05 |
| EP0118641B1 (fr) | 1987-09-09 |
| JPH0428763B2 (fr) | 1992-05-15 |
| KR840007839A (ko) | 1984-12-11 |
| EP0118641A3 (en) | 1984-10-24 |
| KR910006630B1 (ko) | 1991-08-29 |
| ZA838617B (en) | 1985-02-27 |
| US4419060A (en) | 1983-12-06 |
| AU2163283A (en) | 1984-09-20 |
| JPS59170208A (ja) | 1984-09-26 |
| AU560194B2 (en) | 1987-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4419060A (en) | Apparatus for rapidly freezing molten metals and metalloids in particulate form | |
| US4347199A (en) | Method and apparatus for rapidly freezing molten metals and metalloids in particulate form | |
| US5332198A (en) | Method for producing rapidly-solidified flake-like metal powder and apparatus for producing the same | |
| US4648820A (en) | Apparatus for producing rapidly quenched metal particles | |
| US4435342A (en) | Methods for producing very fine particle size metal powders | |
| US4824478A (en) | Method and apparatus for producing fine metal powder | |
| JPH0149769B2 (fr) | ||
| CN115135435B (zh) | 离心雾化生产金属粉末的装置 | |
| US4178335A (en) | Method of producing solid particles of metal | |
| US4701289A (en) | Method and apparatus for the rapid solidification of molten material in particulate form | |
| WO1989000471A1 (fr) | Desintegration centrifuge | |
| EP0543017B1 (fr) | Procede et dispositif pour la production de poudres metalliques | |
| JP2808836B2 (ja) | 粉末製造装置および粉末製造方法 | |
| EP0078272A1 (fr) | Dispositif de pulverisation d'un metal ou d'un autre materiau | |
| US4394332A (en) | Crucibleless preparation of rapidly solidified fine particulates | |
| CA1163763A (fr) | Preparation sans recours au creuset pour fines particules rapidement solidifiees | |
| JP2808835B2 (ja) | 粉末製造装置および粉末製造方法 | |
| SU933264A1 (ru) | Устройство дл получени металлического порошка распылением расплава | |
| JPS63238204A (ja) | 粉末製造装置 | |
| JPH05171229A (ja) | 金属、合金または金属酸化物の球状粒子の製造方法 | |
| SU733856A1 (ru) | Устройство дл гранулировани расплавов | |
| JPH062018A (ja) | 溶融金属から片状粒子を製造する方法及び装置 | |
| JPS63169309A (ja) | 合金の粉末製造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT SE |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT SE |
|
| 17P | Request for examination filed |
Effective date: 19850312 |
|
| 17Q | First examination report despatched |
Effective date: 19860624 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF FAILURE TO SUBMIT A TRANSLATION OF THE DESCRIPTION OR TO PAY THE FEE WITHIN THE PRESCRIBED TIME-LIMIT;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 19870909 |
|
| REF | Corresponds to: |
Ref document number: 3373428 Country of ref document: DE Date of ref document: 19871015 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19900831 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19900906 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19900917 Year of fee payment: 8 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19901017 Year of fee payment: 8 |
|
| ITTA | It: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19911115 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19911116 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19920731 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19920801 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| EUG | Se: european patent has lapsed |
Ref document number: 83306983.4 Effective date: 19920604 |