EP0128432B1 - Machine de perçage d'un trou de coulée de four à cuve - Google Patents
Machine de perçage d'un trou de coulée de four à cuve Download PDFInfo
- Publication number
- EP0128432B1 EP0128432B1 EP84105974A EP84105974A EP0128432B1 EP 0128432 B1 EP0128432 B1 EP 0128432B1 EP 84105974 A EP84105974 A EP 84105974A EP 84105974 A EP84105974 A EP 84105974A EP 0128432 B1 EP0128432 B1 EP 0128432B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- carriage
- support
- drill rod
- taphole
- percussion instrument
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/12—Opening or sealing the tap holes
Definitions
- the object of the present invention is to provide a new machine for drilling a tap hole from a shaft furnace, the control of which is carried out essentially by hydraulic means and which is capable of operating according to the conventional drilling method and according to the new drilling process.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Blast Furnaces (AREA)
- Drilling And Boring (AREA)
- Drilling Tools (AREA)
Description
- La présente invention concerne une machine de perçage d'un trou de coulée de four à cuve conçue pour la mise en oeuvre d'un procédé selon lequel la fermeture et l'ouverture du trou de coulée comportent respectivement une opération de mise en place et une opération d'extraction d'une tige de perçage, qui est abandonnée dans la masse du trou de coulée entre deux coulées successives, et qui comporte un affût monté à l'extrémité libre d'un bras porteur, un instrument de percussion coulissant le long dudit affût sous l'action d'un moteur, un dispositif d'accouplement de la tige de perçage à l'instrument de percussion, un moyen de guidage et de support de la tige de perçage prévue à l'extrémité avant de l'affût, ainsi qu'un moyen permettant à l'affût de prendre appui sur la paroi du four lois de l'extraction.
- L'usage de ce procédé de perçage relativement récent, connu notamment du document EP-A-0 025 423, devient de plus en plus répandu. Toutefois, ce procédé ne peut pas être utilisé exclusivement, car, de temps en temps et pour certains trous de coulées, on doit avoir recours à la méthode classique de forage avec une mèche rotative à percussion.
- L'un des seuls inconvénients que puisse présenter ce nouveau procédé de perçage est que la tige ne peut être extraite que moyennant un instrument à percussion, de sorte que, si l'on veut mettre en oeuvre le nouveau procédé et le procédé classique de forage, tout en utilisant la même machine, il faut disposer d'une machine ayant un outil de travail qui puisse forer par rotation et percuter aussi bien vers l'avant que vers l'arrière.
- D'autre part, dans la demande de brevet EP-A-0 052 248 est proposé un nouveau système d'alimentation hydraulique spécialement conçue pour les foreuses de trous de coulées et qui permet désormais le remplacement des outils pneumatiques par des outils hydrauliques. On sait, en effet, comme décrit dans la demande de brevet précitée, que la commande hydraulique présente de nombreuses avantages, dont les plus importants sont une puissance beaucoup plus élevée et une diminution considérable du bruit. Toutefois, dans les machines où l'on envisage d'utiliser les deux procédés d'ouverture et de fermeture de trous de coulées, on n'a pu jusqu'à présent, utiliser la commande hydraulique étant donné qu'il n'existe pas d'outil hydraulique avec percussion dans les deux sens opposés.
- Un simple remplacement de l'outil pneumatique par un outil hydraulique avec mise à profit de la force accrue de la commande hydraulique pour pouvoir renoncer à l'assistance de la percussion lors de l'extraction de la tige de perçage n'a pas été envisagé non plus parce que, vu que l'affût est monté à l'extrémité d'un bras porteur relativement long, ou bien la réaction aurait été trop grande dans le bras porteur ou bien il aurait fallu renforcer considérablement ce bras porteur et le pivot principal autour duquel celui-ci pivote.
- Le but de la présent invention est de prévoir une nouvelle machine de perçage d'un trou de coulée de four à cuve, dont la commande s'effectue essentiellement par voie hydraulique et qui soit capable de fonctionner selon le procédé de forage classique et selon le procédé de perçage nouveau.
- Pour atteindre cet objectif, l'invention propose une machine du genre décrit dans le préambule qui présente les caracatéristiques de la revendication 1.
- Par conséquent, l'instrument de percussion devient un simple percuteur uni-directionnel qui, outre l'avantage de pouvoir être entraîné par voie hydraulique, a l'avantage d'être sensiblement plus court que les percuteurs bi-directionnels pneumatiques.
- Lesdits moyens servant d'appui à l'affût sont, de préférence, simplement un élément d'appui mâle et un élément d'appui femelle prévus respectivement sur la paroi du four et sur l'affût ou vice-versa. Dans un mode de réalisation avantageux, ces moyens d'appui peuvent être constitués par des éléments analogues à ceux proposés dans la demande de brevet DE-A-2 815 730. Toutefois, alors que dans cette demande de brevet ces éléments avaient exclusivement une fonction de guidage et de stabilisation, les éléments selon la présente invention ont, avant tout, une fonction d'appui et, accessoirement, une fonction de guidage.
- D'autres particularités et caractéristiques ressortiront de la description détaillée donnée ci-dessous, à titre d'illustration, en référence aux figures annexées dans lesquelles:
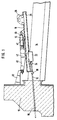
- la figures 1 montre une vue schématique d'un mode de réalisation d'une machine de perçage en position opérative,
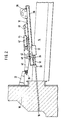
- la figure 2 montre la machine de la figure 1 lors de la phase d'extraction de la tige de perçage,
- la figure 3 montre la même machine après l'extraction complète de la tige de perçage,
- la figure 4 montre schématiquement un dispositif de blocage de l'outil de travail pour le mode d'exécution des figures 1 à 3, '
- la figure 4a montre une coupe suivant le plan Vl-VI de la figure 4,
- la figure 5 montre une variante du mode de réalisation de la figure 4 et
- la figure 5a montre une coupe suivant le plan VII-VII de la figure 5.
- Sur la figure 1 la référence 10 représente une partie de la paroi d'un haut fourneau qui est traversée par une tige de perçage 12 qui, après son extraction de la position représentée, libère un trou de coulée 16 pour permettre l'écoulement de la fonte en fusion dans une rigole de coulée représentée par 14. L'extrémité intérieure de la tige 12 a été représentée en traits interrompus étant donné que cette partie s'est consumée dans la matière en fusion.
- La référence 18 représente l'affût de la machine de perçage, cet affût étant porté par l'extrémité d'un bras porteur conçu pour pivoter autour d'un pivot principal non montré. Un outil de travail 22, pourvu d'un dispositif d'accouplement 24 avec la tige de perçage 12 peut coulisser le long de cet affût sous l'action d'une chaîne d'entraînement sans fin 26, entraînée à son tour par un moteur 28. La référence 30 représente une tête de guidage et de support dont la fonction essentielle est de soutenir la tige de perçage 12 lorsqu'elle n'est plus ou pas encore supportée dans le trou de coulée.
- Comme mentionné ci-dessus, afin de pouvoir mettre en oeuvre les deux procédés de perçage, l'outil de travail 22 comportait jusqu'à présent un percuteur pouvant percuter aussi bien vers l'avant que vers l'arrière et le moteur 28 assurant la translation de l'outil de travail 22 était un moteur pneumatique. La dualité entre ces deux conditions fait que si l'une quelconque est considérée comme cause, l'autre en est la conséquence.
- Outre les avantages connus de la commande hydraulique, la proposition de la présente invention permet, par la suppression d'une direction de percussion, une diminution de la longueur de l'outil de travail 22. Ceci permet, soit un raccourcissement de l'affût 18, soit un allongement du trou de coulée 16, l'un comme l'autre pouvant être considérés comme un avantage. La suppression de la percussion lors de l'extraction de la tige de perçage 12 permet, en plus, l'élimination des vibrations et par conséquent, diminue les sollicitations au niveau du dispositif d'accouplement 24. En effet, l'extraction par percussion risque toujours de dévisser la pince automatique du dispositif d'accouplement de la tige au percuteur et de détériorer les filets mâle et femelle par les martelages répétés à chaque ouverture du trou de coulée.
- Les figures 1 à 3 montrent un mode de réalisation très avantageux dans lequel l'affût 18 n'est pas fixé directement sur le bras porteur, non montré, mais est suspendu de façon coulissante sur un support 40 qui est, à son tour, monté sur l'extrémité du bras porteur et qui est conçu pour former appui sur le bras 32. Le support de l'affût 18 peut être réalisé simplement par deux glissières 42 sur la partie inférieure du support 40 qui permettent une translation de l'affût 18 par rapport au support 40. Le mouvement de translation de l'affût 18 par rapport au support 40 est provoqué par un vérin hydraulique 44 monté sur le support 40 et dont la tige 46 est reliée à l'affût 18.
- Le but de cette disposition et son fonctionnement ressortent des figures 1 à 3. Pour extraire la tige de perçage 12 l'affût est amené dans la position selon la figure 1, jusqu'à ce que le support 40 prenne appui sur le bras 32, la tige 46 étant rentrée, c'est-à-dire que l'affût 18 se trouve en position avancée. Le vérin 44 est ensuite actionné pour reculer l'affût 18, la réaction de cette poussée du vérin 44 étant transmise par le support 40 sur le bras 32. Ce mouvement permet le déblocage de la tige 12 dans la masse du trou de coulée 16 (voir figure 2). La tige de perçage 12 étant ainsi libérée elle peut être extraite facilement en faisant reculer l'outil de travail 22 le long de l'affût 18 sous l'action du moteur 28 jusque dans la position illustrée à la figure 3.
- La force relativement importante nécessaire au déblocage de la tige 12 dans la position de la figure 1 est par conséquent dérivée du vérin 44 et transmise directement sur l'affût 18, alors qu'une force beaucoup plus modeste nécessaire à l'extraction de la tige 12 à partir de la position de la figure 2 est dérivée du moteur 28.
- Le mode de réalisation selon les figures 1 à 3 présente un autre avantage extrêmement important. En effet, comme déjà signalé précédemment, l'extrémité intérieure de la tige de perçage 12 se consume dans la masse en fusion du four, de sorte que la tige de perçage est plus courte lors de son extraction comparée à ce qu'elle était lors de l'introduction dans le trou de coulée. Il en résulte que lors de l'approche de la fin de la phase d'extraction, lorsque l'outil 22 atteint l'extrémité arrière de l'affût 18, la partie avant de la tige de perçage 12 n'est plus supportée par la tête 30 et la tige 12 bascule dans la rigole de coulée 14, risquant ainsi d'occasionner des dégâts, notamment dans le dispositif d'accouplement 24. Pour remédier à cette défaillance, on a proposé, notamment, des systèmes compliqués avec des crochets auxiliaires déplaçables et/ou pivotables comme décrits dans la demande de brevet DE-A-3 111 260. Ce phénomène est éliminé automatiquement dans le mode de réalisation des figures 1 à 3, étant donné que l'affût 18, et plus particulièrement la course de l'outil 22, peut être raccourcie d'une grandeur correspondant à la course de la tige 46. Or, si cette course est adaptée sensiblement à la longueur de la tige qui risque de se consumer à l'intérieur du four ou de casser lors du déblocage de la tige, celle-ci restera néanmoins soutenue par la tête 30, même dans la position complètement rétractée de l'outil de travait'22, comme illustré par la figure 3.
- Il est à noter que, afin d'éviter que la force de poussée du vérin hydraulique 44 ne soit transmise à la chaîne 26 lors du passage de la position de la figure 1 à celle de la figure 2, il est prévu sur l'affût 18 une butée 48 servant d'appui à l'outil 22, l'emplacement de cette butée pouvant être ajustable.
- Afin que cette force épargne également le dispositif d'accouplement 24, il est preconisé dans le mode de réalisation de la figure 4, de prévoir une butée 50 qui soit conçue de façon à servir d'appui à ce dispositif d'accouplement. A cet effet, la butée 50 qui est fixée sous l'affût 18 présente la section illustrée par la figure 4a. La butée 50 est avantageusement fixée de façon démontable à l'affût et déplaçable le long de celui-ci, de sorte qu'on peut fixer son emplacement en fonction de la longueur du trou de coulée, et se servir de la butée 50 comme repère lors de l'introduction en faisant avancer le dispositif d'accouplement jusque contre la butée 50.
- Les figures 5 et 5a montrent une variante avantageuse selon laquelle la tête de support et de guidage des figures précédentes est supprimée, et dans laquelle la butée 52 est conçue de manière à remplir, outre ses propres fonctions, celles de guidage et de support de la tige de perçage 12. A cet effet, la butée 52 est conçue sous forme d'entonnoir comme le montrent les figures 5 et 5a. Dans ce cas, les avantages discutés précédemment en relation avec l'extraction d'une tige partiellement consumée, sont encore plus prononcés.
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84105974T ATE44548T1 (de) | 1983-06-08 | 1984-05-25 | Stichlochbohrmaschine fuer schachtoefen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| LU84855A LU84855A1 (fr) | 1983-06-08 | 1983-06-08 | Machine de percage d'un trou de coulee de four a cuve |
| LU84855 | 1983-06-08 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0128432A2 EP0128432A2 (fr) | 1984-12-19 |
| EP0128432A3 EP0128432A3 (en) | 1986-11-12 |
| EP0128432B1 true EP0128432B1 (fr) | 1989-07-12 |
Family
ID=19730102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84105974A Expired EP0128432B1 (fr) | 1983-06-08 | 1984-05-25 | Machine de perçage d'un trou de coulée de four à cuve |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US4602770A (fr) |
| EP (1) | EP0128432B1 (fr) |
| AT (1) | ATE44548T1 (fr) |
| AU (1) | AU565504B2 (fr) |
| CA (1) | CA1217760A (fr) |
| DE (1) | DE3478937D1 (fr) |
| LU (1) | LU84855A1 (fr) |
| ZA (1) | ZA844085B (fr) |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| LU86963A1 (fr) * | 1987-08-04 | 1989-03-08 | Wurth Paul Sa | Machine de percage d'un trou de coulee de four a cuve |
| LU87010A1 (fr) * | 1987-10-06 | 1989-05-08 | Wurth Paul Sa | Dispositif de montage d'une pince pour l'accouplement d'une tige de percage du trou de coulee d'un four a cuve a une machine de percage |
| LU87190A1 (fr) * | 1988-04-06 | 1989-11-14 | Wurth Paul Sa | Machine de percage de trous de coulee d'un four a cuve |
| LU87427A1 (fr) * | 1989-01-16 | 1990-07-24 | Wurth Paul Sa | Procede et dispositif d'ouverture du trou de coulee d'un four a cuve |
| US5069430A (en) * | 1990-10-26 | 1991-12-03 | Woodings Industrial Corporation | Blast furnace tap hole drill with centralizing drill rod support |
| ATE140980T1 (de) * | 1991-10-31 | 1996-08-15 | Wurth Paul Sa | Schachtofen-abstichlochbohrer |
| LU88058A1 (fr) * | 1992-01-24 | 1993-08-17 | Paul Wurth S.A. | Machine de percage d'un trou de coulee d'un four a cuve |
| LU88060A1 (fr) * | 1992-01-27 | 1993-08-17 | Paul Wurth S.A. | Machine de percage d'un trou de coulee d'un four a cuve |
| LU88120A1 (fr) * | 1992-05-27 | 1993-12-06 | Paul Wurth S.A. | Procede facilitant l'introduction d'une tige de percage dans un trou de coulee d'un four a cuve et pince speciale pour la mise en oeuvre de ce procede |
| US6110415A (en) * | 1997-09-26 | 2000-08-29 | Fmc Corporation | Device for opening furnace tap holes |
| US6299830B2 (en) | 1998-09-22 | 2001-10-09 | Meltran, Inc. | Apparatus and method for tapping a furnace |
| DE102009009537A1 (de) * | 2009-02-18 | 2010-08-26 | Tmt Tapping-Measuring-Technology Gmbh | Stichlochbohrmaschine für metallurgische Behälter, insbesondere Öfen mit schmelzflüssigem Inhalt |
| CN114606353A (zh) * | 2020-12-09 | 2022-06-10 | 本钢板材股份有限公司 | 一种开铁口机钻杆夹持机械手 |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB993365A (en) * | 1962-03-17 | 1965-05-26 | Westinghouse Air Brake Co | Blast furnace tapping rig and method |
| US3232360A (en) * | 1963-11-04 | 1966-02-01 | Mobile Drilling Co Inc | Bore positioning method and apparatus |
| DE1935038U (de) * | 1964-08-17 | 1966-03-24 | Dango & Dienenthal K G | Stichlochbohrmaschine. |
| LU77507A1 (fr) * | 1977-06-08 | 1977-09-19 | ||
| SU854989A1 (ru) * | 1979-06-20 | 1981-08-25 | Ленинградский государственный институт по проектированию металлургических заводов | Машина дл вскрыти чугунной летки доменной печи |
| FR2464303A1 (fr) * | 1979-09-05 | 1981-03-06 | Atlas Copco France | Dispositif pour enfoncer et retirer, par percussion a l'aide d'un seul marteau et avec accrochage automatique, une barre, par exemple une barre en contact avec la fonte et faisant saillie a l'exterieur d'un haut fourneau |
| LU82943A1 (fr) * | 1980-11-17 | 1981-03-26 | Wurth Anciens Ets Paul | Tete de guidage et de support d'une tige de percage du trou de coulee d'un four a cuve et perceuse pourvue d'une telle tete |
| LU82942A1 (fr) * | 1980-11-17 | 1982-06-30 | Wurth Anciens Ets Paul | Systeme d'elements modulaires pour la realisation de connexions pivotantes bras articule constitue par de tels elements et application a une perceuse de trous de coulee d'un four a cuve |
| DE3111260C2 (de) * | 1981-03-21 | 1992-06-11 | Dango & Dienenthal Maschinenbau GmbH, 5900 Siegen | Stichlochbohrmaschine |
| LU83336A1 (fr) * | 1981-05-05 | 1983-03-24 | Wurth Paul Sa | Dispositif de centrage et de guidage d'une tige de percage du trou de coulee d'un four a cuve et perceuse pourvue d'un tel dispositif |
| US4431171A (en) * | 1982-03-04 | 1984-02-14 | Bailey Industrial Products, Inc. | Apparatus for opening the tap hole of a metallurgical furnace |
-
1983
- 1983-06-08 LU LU84855A patent/LU84855A1/fr unknown
-
1984
- 1984-05-25 AT AT84105974T patent/ATE44548T1/de not_active IP Right Cessation
- 1984-05-25 EP EP84105974A patent/EP0128432B1/fr not_active Expired
- 1984-05-25 DE DE8484105974T patent/DE3478937D1/de not_active Expired
- 1984-05-29 ZA ZA844085A patent/ZA844085B/xx unknown
- 1984-06-07 AU AU29178/84A patent/AU565504B2/en not_active Ceased
- 1984-06-07 CA CA000456053A patent/CA1217760A/fr not_active Expired
- 1984-06-08 US US06/618,571 patent/US4602770A/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0128432A2 (fr) | 1984-12-19 |
| LU84855A1 (fr) | 1985-03-29 |
| AU565504B2 (en) | 1987-09-17 |
| ATE44548T1 (de) | 1989-07-15 |
| CA1217760A (fr) | 1987-02-10 |
| US4602770A (en) | 1986-07-29 |
| AU2917884A (en) | 1984-12-13 |
| EP0128432A3 (en) | 1986-11-12 |
| ZA844085B (en) | 1985-03-27 |
| DE3478937D1 (en) | 1989-08-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0128432B1 (fr) | Machine de perçage d'un trou de coulée de four à cuve | |
| EP1747344B1 (fr) | Outil d'elargissement et de stabilisation a mettre en service dans un trou de forage et procede pour sa mise en oeuvre | |
| EP1934426B1 (fr) | Outil d elargissement et de stabilisation a mettre en service dans un trou de forage et procede pour sa mise en oeuvre | |
| FR2579663A1 (fr) | Trepan a fond de trou recuperable | |
| CA2189269A1 (fr) | Stabilisateur realeseur pour le forage d'un puits petrolier | |
| FR2494414A1 (fr) | Tete de guidage et de support d'une tige de percage du trou de coulee d'un four a cuve et perceuse pourvue d'une telle tete | |
| LU87427A1 (fr) | Procede et dispositif d'ouverture du trou de coulee d'un four a cuve | |
| EP0552476B1 (fr) | Machine de perçage d'un trou de coulée d'un four à cuve | |
| EP0064644B1 (fr) | Dispositif de centrage et de guidage d'une tige de perçage du trou de coulée d'un four à cuve et perceuse pourvue d'un tel dispositif | |
| FR2556771A1 (fr) | Tete avant de tourelle ou glissiere d'appareil de foration, permettant l'injection de cartouches de resine | |
| FR2626616A1 (fr) | Foreuse rotative pour roches pouvant etre automatisee | |
| FR2602542A1 (fr) | Machine miniere de creusement ou d'exploitation a coupe partielle | |
| EP0539752B1 (fr) | Machine de perçage d'un trou de coulée d'un four à cuve | |
| FR2502175A1 (fr) | Machine a percer des trous de coulee | |
| BE1004162A3 (fr) | Dispositif de montage d'une pince pour l'accouplement d'une tige de percage du trou de coulee d'un four a cuve a une machine de percage. | |
| FR2619036A1 (fr) | Machine de percage d'un trou de coulee de four a cuve | |
| WO1993015231A1 (fr) | Machine de perçage d'un trou de coulee d'un four a cuve | |
| EP0061969B1 (fr) | Tunnelier à tête porte-outils tournante équipé d'un dispositif pour la pose de panneaux de soutènement du tunnel | |
| CA2064936A1 (fr) | Procede d'introduction d'une tige de percage dans le trou de coulee d'un four a cuve, machine de percage et pince bi-directionnelle | |
| LU83478A1 (fr) | Dispositif d'accouplement d'une tige de percage du trou de coulee d'un four a cuve a l'outil de travail d'une machine de percage | |
| FR2649141A1 (fr) | ||
| LU83335A1 (fr) | Dispositif de centrage et de guidage d'une tige de percage du trou de coulee d'un four a cuve et perceuse pourvue d'un tel dispositif | |
| LU83477A1 (fr) | Dispositif d'accouplement d'une tige de percage du trou de coulee d'un four a cuve a l'outil de travail d'une machine de percage | |
| FR3154738A1 (fr) | Outil de coupe pour la fabrication d’un pieu fileté dans un sol | |
| LU88020A1 (fr) | Procédé d'introduction d'un tige de perçage dans le trou de coulée d'un four à cuve, machine de perçage et pince grévue pour une telle machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19841214 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE DE FR GB IT |
|
| 17Q | First examination report despatched |
Effective date: 19880212 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE FR GB IT |
|
| REF | Corresponds to: |
Ref document number: 44548 Country of ref document: AT Date of ref document: 19890715 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| REF | Corresponds to: |
Ref document number: 3478937 Country of ref document: DE Date of ref document: 19890817 |
|
| ITF | It: translation for a ep patent filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19960417 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19960507 Year of fee payment: 13 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19960530 Year of fee payment: 13 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19970525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19970531 |
|
| BERE | Be: lapsed |
Owner name: S.A. PAUL WURTH Effective date: 19970531 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980130 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20010417 Year of fee payment: 18 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20010419 Year of fee payment: 18 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20020525 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20021203 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20020525 |