EP0142607A1 - Procédé et appareil pour teindre et/ou apprêter, sécher et fixer une matière textile en bande - Google Patents
Procédé et appareil pour teindre et/ou apprêter, sécher et fixer une matière textile en bande Download PDFInfo
- Publication number
- EP0142607A1 EP0142607A1 EP84107919A EP84107919A EP0142607A1 EP 0142607 A1 EP0142607 A1 EP 0142607A1 EP 84107919 A EP84107919 A EP 84107919A EP 84107919 A EP84107919 A EP 84107919A EP 0142607 A1 EP0142607 A1 EP 0142607A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- zone
- drying
- fixing
- fixing zone
- web
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B19/00—Treatment of textile materials by liquids, gases or vapours, not provided for in groups D06B1/00 - D06B17/00
- D06B19/0005—Fixing of chemicals, e.g. dyestuffs, on textile materials
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06B—TREATING TEXTILE MATERIALS USING LIQUIDS, GASES OR VAPOURS
- D06B9/00—Solvent-treatment of textile materials
- D06B9/02—Solvent-treatment of textile materials solvent-dyeing
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C7/00—Heating or cooling textile fabrics
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06C—FINISHING, DRESSING, TENTERING OR STRETCHING TEXTILE FABRICS
- D06C2700/00—Finishing or decoration of textile materials, except for bleaching, dyeing, printing, mercerising, washing or fulling
- D06C2700/09—Various apparatus for drying textiles
Definitions
- the invention relates to a method (corresponding to the preamble of claim 1) for dyeing and / or finishing, drying and fixing a textile web in continuous operation, and also a device for carrying out this method.
- this minimum temperature is approx. 600 ° C for methanol, for example. Because of the heating of the metal masses present in the drying zone, the drying must - in order to achieve a constant residual moisture - be started at a slow fabric speed and can only be increased to the final speed after a certain time (about half an hour). This makes continuous operation the drying zone with upstream and downstream systems extremely difficult, if not impossible.
- the invention is therefore based on the object of developing a method of the type required in the preamble of claim 1 in such a way that a flawless continuous operation is achieved at a constant speed for goods of all kinds, the method having the advantages of gentle low-migration drying with that of economical thermal insulation should connect.
- the drying zone in which the textile web is dried by burning off the organic liquid at a constant speed By post-burning the exhaust gases from the drying zone in the fixing zone in the process according to the invention, it is possible to operate the drying zone in which the textile web is dried by burning off the organic liquid at a constant speed, the desired residual moisture in the web being determined by the amount of air is controlled and being a certain temperature (approx. 200 to 250 ° C) quickly sets in the combustion chamber of the drying zone under these conditions.
- the residual pollutants still contained in the exhaust gases of the drying zone in such an operating mode then burn completely in the fixing zone to CO 2 and water.
- the method according to the invention can be used with much shorter dye fixing times than with conventional methods (with a tenter or separately running cylinder fixing machines).
- the main reason for this is likely to be the high proportion of water vapor contained in the exhaust gases from the drying zone (this proportion of water vapor is based on the evaporation of the water contained in the dyeing liquor and the water formed during the combustion of the organic solvent).
- this proportion of water vapor is based on the evaporation of the water contained in the dyeing liquor and the water formed during the combustion of the organic solvent.
- the dye is not fixed in dry air, but in an atmosphere enriched with high temperature steam.
- the degree of drying i.e. control the desired residual moisture of the web, through the amount of air supplied to the burning zone and thus through the degree of combustion of the organic solvent, since complete combustion is guaranteed by the afterburning of the exhaust gases in the fixing zone.
- this takes account of environmental and safety requirements and, on the other hand, increases profitability.
- this fixing zone can also be provided with a second and / or third chamber segment, in order to thereby increase the performance range, based on the speed of the goods.
- this system can also be used for drying heavy cotton fabrics if the evaporation capacity is otherwise insufficient.
- the advantages of the method according to the invention also include considerable energy savings through the complete afterburning of the exhaust gases from the drying zone in the fixing zone.
- Arranging the fixing zone (thermosol system) in the immediate vicinity of the drying zone also enables shorter opening times heating times than with the known systems.
- the device shown for dyeing and / or finishing, drying and fixing a textile web 1 contains an impregnation zone 2, a drying zone 3 and a fixing zone 4.
- the impregnation zone 2 is provided with a trough 5 and a pair of squeeze rollers 6.
- a dwell section 7 is arranged between the impregnation zone 2 and the drying zone 3.
- the drying zone 3 contains a combustion chamber 8, through which the material web 1 travels in the vertical direction and in which an organic solvent, for example methanol, burns, which in the impregnation zone 2 together with the dye or another finishing agent in the padding liquor onto the material web 1 is applied.
- an organic solvent for example methanol
- An ignition device 9 consisting e.g. from infrared radiators and a gas flame, in the lower area of drying zone 3, the organic methanol evaporates and ignites it.
- the resulting combustion gases flow into the combustion chamber 8 upwards (arrows 10) and then along the arrows 11, 12 down along radiation walls 13 to exhaust gas outlet openings 14 which are connected to a fan.
- the web 1 is deflected by a deflecting roller 15 and drawn off from the drying zone 3 by a pull roller 16.
- Fresh air is supplied to the drying zone 3 via suction openings 17.
- the metered entry of fresh air into the combustion chamber 8 takes place via an air lock 18, which at the same time prevents hot combustion gases from escaping.
- the fixing zone contains a number of cylinders 19 which are arranged one above the other in two planes in such a way that adjacent cylinders of both planes are offset from one another by half a spacing.
- a hot air nozzle system 20 or 21 is arranged on each of the two outer sides (i.e. above and below) of the cylinder arrangement, the only indicated nozzles 22 being provided in the region of the central plane of adjacent cylinders and in the gap region between successive cylinders.
- the hot gas flowing out of the nozzles 22 therefore preferably strikes the web 1 on the one hand in the region of the apex zones of the cylinders and on the other hand the gap between successive cylinders (cf. arrows 23, 24). This ensures that the material web is subjected to good heat, especially since the cylinders 19, which are open on their end faces, are also kept at the temperature of the circulating hot gas from the inside.
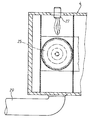
- a fan 25 or 26 and a burner 27 are assigned to each of the upper and lower nozzle systems 20 and 21 (the burner 27 belonging to the fan 25 of the upper nozzle system is visible in FIG. 2).
- the hot gas flowing out of the nozzle systems 20, 21 is drawn in from the interior of the chamber containing the cylinders 19 via grilles 28 by the fans 25, 26 and, after heating by the burners 27, is fed back to the nozzle systems 20, 21.
- An exhaust pipe 29 adjoining the drying zone 3 opens - cf. Fig.2 - on the suction side of the fan 25 or 26 in the system of the circulating hot gas, so that the exhaust gases withdrawn from the drying zone 3 in the fixing zone 4 are subjected to afterburning by the burners 27 used to heat the circulating hot gases.
- pollutants still contained in the exhaust gases of the drying zone 3 are reliably eliminated in the event of incomplete combustion.
- the heat content of the exhaust gases from drying zone 3 is optimally used.
- An exhaust air fan 30 is used to remove the excess exhaust air from inside the fixing zone 4.
- the web 1 After leaving the fixing zone 4, the web 1 is guided over two cooling rollers 31, 32 and then wound up into a roll 33.
- the not yet dyed textile web is located on a roll 34, from which the web of the impregnation zone 2 runs.
- a temperature sensor (not shown) is arranged in the combustion chamber 8 of the drying zone 3 and is connected to a fan for regulating the temperature prevailing in the combustion chamber, which fan is connected to the exhaust gas line 29 and determines the air throughput through the combustion chamber 8. If the temperature in the combustion chamber rises above the setpoint, the air throughput is increased and the temperature is returned to the setpoint.
- a temperature sensor 36 is arranged, which measures the temperature of the escaping hot air and is connected to the exhaust air fan 30 to regulate the temperature prevailing in the fixing zone 4. If the temperature in the fixing zone 4 exceeds the predetermined target value, the exhaust air fan 30 is actuated in the sense of increasing the exhaust air quantity.
- a flap 37 is arranged in the exhaust line 29, which connects the drying zone 3 to the fixing zone 4.
- Another flap 38 is located in an exhaust air line 39 adjoining the exhaust gas line 29.
- the two flaps 37, 38 can be actuated together and in opposite directions.
- flap 37 is initially closed and flap 38 is open.
- the flap 37 is opened and the flap 38 is closed.
- the exhaust gases from the combustion chamber 8 of the drying zone 3 then enter the fixing zone 4 and are afterburned here.
- the first cylinders 19 of the fixing zone 4 expediently have a coating made of plastic, preferably of polytetrafluoroethylene, in order to enable easy cleaning of these cylinders if dye should be lubricated from the web onto the first cylinder when the system is not optimally adjusted.
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Treatment Of Fiber Materials (AREA)
- Coloring (AREA)
- Drying Of Solid Materials (AREA)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3330055 | 1983-08-19 | ||
| DE19833330055 DE3330055A1 (de) | 1983-08-19 | 1983-08-19 | Verfahren und vorrichtung zum faerben und/oder ausruesten, trocknen und fixieren einer textilen warenbahn |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0142607A1 true EP0142607A1 (fr) | 1985-05-29 |
| EP0142607B1 EP0142607B1 (fr) | 1986-12-30 |
Family
ID=6207000
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84107919A Expired EP0142607B1 (fr) | 1983-08-19 | 1984-07-06 | Procédé et appareil pour teindre et/ou apprêter, sécher et fixer une matière textile en bande |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP0142607B1 (fr) |
| JP (1) | JPS6052667A (fr) |
| AT (1) | AT391712B (fr) |
| DE (2) | DE3330055A1 (fr) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008098703A1 (fr) * | 2007-02-15 | 2008-08-21 | Goller Textilmaschinen Gmbh | Dispositif et procédé de teinture |
| CN109162058A (zh) * | 2018-09-05 | 2019-01-08 | 东莞市忠信机电科技有限公司 | 一种燃气红外线定型机 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4409953A1 (de) * | 1993-04-03 | 1994-10-06 | Sandoz Ag | Vorrichtung und Verfahren für das kontinuierliche Färben von Maschenware in Schlauchform |
| CN114264138A (zh) * | 2021-11-26 | 2022-04-01 | 嘉兴市食品药品与产品质量检验检测院 | 一种工作效果好的纺织品印染加工设备 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2173026A1 (fr) * | 1972-02-21 | 1973-10-05 | Brueckner Apparatebau Gmbh | |
| FR2177731A1 (fr) * | 1972-03-25 | 1973-11-09 | Hoechst Ag |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2214714C3 (de) * | 1972-03-25 | 1974-07-25 | Farbwerke Hoechst Ag, Vormals Meister Lucius & Bruening, 6000 Frankfurt | Verfahren und Vorrichtung zum Imprägnieren und Trocknen von Textilmaterial |
| DE2246781C3 (de) * | 1972-03-25 | 1975-10-16 | Hoechst Ag, 6000 Frankfurt | Verfahren und Vorrichtung zum Imprägnieren und Trocknen von Textilmaterial |
-
1983
- 1983-08-19 DE DE19833330055 patent/DE3330055A1/de not_active Withdrawn
-
1984
- 1984-07-06 DE DE8484107919T patent/DE3461838D1/de not_active Expired
- 1984-07-06 EP EP84107919A patent/EP0142607B1/fr not_active Expired
- 1984-07-28 JP JP59158526A patent/JPS6052667A/ja active Granted
- 1984-08-20 AT AT0265784A patent/AT391712B/de not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2173026A1 (fr) * | 1972-02-21 | 1973-10-05 | Brueckner Apparatebau Gmbh | |
| FR2177731A1 (fr) * | 1972-03-25 | 1973-11-09 | Hoechst Ag |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008098703A1 (fr) * | 2007-02-15 | 2008-08-21 | Goller Textilmaschinen Gmbh | Dispositif et procédé de teinture |
| CN101668890B (zh) * | 2007-02-15 | 2012-03-28 | 方氏欧洲有限责任公司 | 染色装置以及染色方法 |
| CN109162058A (zh) * | 2018-09-05 | 2019-01-08 | 东莞市忠信机电科技有限公司 | 一种燃气红外线定型机 |
| CN109162058B (zh) * | 2018-09-05 | 2023-11-21 | 东莞市忠信机电科技有限公司 | 一种燃气红外线定型机 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0142607B1 (fr) | 1986-12-30 |
| JPS6052667A (ja) | 1985-03-25 |
| DE3461838D1 (en) | 1987-02-05 |
| JPS6156348B2 (fr) | 1986-12-02 |
| AT391712B (de) | 1990-11-26 |
| ATA265784A (de) | 1990-05-15 |
| DE3330055A1 (de) | 1985-02-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE3791032C2 (de) | Verfahren und Vorrichtung zur berührungsfreien Trocknung einer Papier- oder Kartonbahn | |
| DE68902548T2 (de) | Trockner fuer eine warenbahn. | |
| DE3021127A1 (de) | Gasbeheizter ofen | |
| DE3890457C2 (de) | Verfahren zum berührungsfreien Trocknen einer Papier- oder Kartonbahn | |
| DE3635833C2 (fr) | ||
| DE3390176C2 (de) | Kombination eines Ofens und eines Rauchveraschers und Verfahren f}r deren Betrieb | |
| DE2735075C2 (de) | Vorrichtung zum Trocknen einer kontinuierlich bewegten Warenbahn | |
| EP0797698A2 (fr) | Dispositif pour fixer les couleurs lors d'operations de teinture par colorants reactifs | |
| EP0142607B1 (fr) | Procédé et appareil pour teindre et/ou apprêter, sécher et fixer une matière textile en bande | |
| DE1469263A1 (de) | Verfahren und Vorrichtung zum Ausruesten von faserartigem Material | |
| EP0319681A2 (fr) | Dispositif pour le traitement thermique d'une large bande de textile en déplacement continu | |
| DE2727971A1 (de) | Verfahren und vorrichtung zur thermischen behandlung einer warenbahn | |
| DE1635136A1 (de) | Verfahren und Vorrichtung zur Hochveredlung von Geweben,Gewirken oder Faservliesen aus Cellulosefasern | |
| DE3644323A1 (de) | Verfahren und einrichtung zur thermischen behandlung einer kontinuierlich bewegten textilen warenbahn | |
| DE3224744A1 (de) | Verfahren und vorrichtun zur regelung der abluftfeuchtigkeit bei einem trocknersystem | |
| EP1500887A2 (fr) | Procédé pour le traitement thermique d'une bande de matière, et dispositif de traitement | |
| DE2249950C3 (de) | Verfahren und Vorrichtung zum Spülen oder Waschen und Trocknen von Textilmaterial | |
| DE3015607A1 (de) | Verfahren und anlage zur endappretur von textilen stoffen | |
| DE2518007A1 (de) | Ofensystem zur kontinuierlichen thermischen behandlung eines materials | |
| EP0911445A2 (fr) | Appareil pour la fabrication ou le traitement d'un matériau en bande | |
| DE69307886T2 (de) | Verfahren und vorrichtung zur wärmebehandlung eines faserproduktes, die düsen erstrecken sich in richtung der maschine | |
| DE2246760C3 (de) | Verfahren und Vorrichtung zum Imprägnieren und Trocknen von Textilmaterial | |
| DE2246781A1 (de) | Verfahren und vorrichtung zum impraegnieren und trocknen von textilmaterial | |
| DE2249997C3 (de) | Verfahren und Vorrichtung zum Spülen oder Waschen und Trocknen von Textilmaterial | |
| DD233994B1 (de) | Elektrisch beheizter ofen fuer die stufenweise thermische aufbereitung von glasseidenspinnabfall |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): DE FR GB IT |
|
| 17P | Request for examination filed |
Effective date: 19850425 |
|
| 17Q | First examination report despatched |
Effective date: 19860113 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): DE FR GB IT |
|
| ITF | It: translation for a ep patent filed | ||
| ET | Fr: translation filed | ||
| REF | Corresponds to: |
Ref document number: 3461838 Country of ref document: DE Date of ref document: 19870205 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19920617 Year of fee payment: 9 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19920728 Year of fee payment: 9 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19920924 Year of fee payment: 9 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19930706 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19930706 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19940331 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19940401 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |