EP0144578A1 - Plattenkühler für metallurgische Öfen, insbesondere Hochöfen - Google Patents
Plattenkühler für metallurgische Öfen, insbesondere Hochöfen Download PDFInfo
- Publication number
- EP0144578A1 EP0144578A1 EP84111336A EP84111336A EP0144578A1 EP 0144578 A1 EP0144578 A1 EP 0144578A1 EP 84111336 A EP84111336 A EP 84111336A EP 84111336 A EP84111336 A EP 84111336A EP 0144578 A1 EP0144578 A1 EP 0144578A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- section
- cooling
- plate cooler
- furnaces
- cross
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21B—MANUFACTURE OF IRON OR STEEL
- C21B7/00—Blast furnaces
- C21B7/10—Cooling; Devices therefor
Definitions
- the invention relates to a plate cooler made of cast material with cast-in cooling tubes for the water cooling of metallurgical furnaces, in particular blast furnaces.
- Known plate coolers or “stave coolers” consist of a cast iron body, in which steel pipes are arranged, through which a coolant, that is to say in most cases water or a water vapor / water mixture, flows.
- the cross section of the cooling tubes is circular.
- the cast body of the plate cooler frequently has cutouts on the side facing the furnace interior for the introduction of refractory material.
- the known plate coolers have been further developed over the past 15 years in order to improve their operational safety and thermal resilience. To increase the thermal resilience, followed the path of increasing the diameter of the cooling pipes, thereby increasing the ratio of the cooling surface to the heating surface.
- the outer surface of the cooling pipes in the right-hand part inside the plate cooler was designated as the cooling surface, and the front of the plate cooler facing the furnace interior was designated as the heating surface.
- the object of the invention was therefore to find a way, as with unchanged cooling surface, i.e. unchanged surface of the cooling tube whose cross section can be reduced.
- cooling tubes have an elongated, in particular elliptical or elliptical-like cross section, at least in the straight part within the cooler.
- the pressure loss increase is insignificant in the case of a non-circular cross section of the cooling tubes.
- the water throughput is reduced by 35%.
- cooling pipes Since it is sufficient if the cooling pipes only have an elongated round, elliptical or elliptical-like cross section in their straight part within the cooler, while the cooling pipe inlet and outlet have a circular cross section, the production of the welded connections to the external piping is facilitated.
- the cooling tubes 2, which are cast into the plate cooler body 1 have a circular cross section. At the inlet and outlet of the cooling tubes 2 in the plate cooler body 1, these are surrounded by protective tubes 3, which are also cast in.
- the hot side of the plate cooler facing the metallurgical furnace is designated by 4. 1 documents the state of the art.
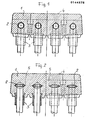
- Fig. 2 shows in the straight part of the plate cooler body 1 cooling tubes 2 with an elliptical cross section.
- the left half of FIG. 2 shows the transition of the cooling tubes from the circular to the elliptical cross section within the plate cooler body.
- cooling tubes 2 with an elongated round cross section. 4, the cooling tubes 2 are pivoted at an angle of approximately 45 ° in their distance from the hot side 4 of the plate cooler. This arrangement improves the temperature and voltage conditions in the plate cooler.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Blast Furnaces (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
Description
- Die Erfindung betrifft einen Plattenkühler aus Gußmaterial mit eingegossenen Kühlrohren für die Wasserkühlung von metallurgischen öfen, insbesondere Hochöfen.
- Bekannte Plattenkühler bzw. "stave cooler" bestehen aus einem Gußeisenkörper, in welchem Stahlrohre angeordnet sind, durch die ein Kühlmittel, das heißt in den meisten Fällen Wasser oder ein Wasserdampf-WasserGemisch fließt. Der Querschnitt der Kühlrohre ist kreisförmig. Der Gußkörper des Plattenkühlers weist häufig an der dem Ofeninneren zugewandten Seite Aussparungen zur Einbringung feuerfesten Materials auf.
- Die bekannten Plattenkühler sind im Laufe der letzten 15 Jahre weiter entwickelt worden, um ihre Betriebssicherheit und thermische Belastbarkeit zu verbessern. Zur Erhöhung der thermischen Belastbarkeit hat man u.a. den Weg beschritten, den Durchmesser der Kühlrohre zu vergrößern, um dadurch das Verhältnis Kühlfläche zur Heizfläche zu erhöhen. Als Kühlfläche wurde die Mantelfläche der Kühlrohre im qeraden Teil innerhalb des Plattenkühlers bezeichnet, als Heizfläche die zum Ofeninneren zeigende Vorderseite des Plattenkühlers.
- Kühlrohre in Plattenkühlern mit vergrößertem Durchmesser bewirken eine Absenkung der Plattenkühlertempera- turen bei gleichbleibender Wärmebelastung, oder sie haben eine Erhöhung der übertragbaren Wärmeströme bei gleichbleibenden Maximaltemperaturen zur Folge. Dies geschieht aus folgendem Grunde:
- 1. Der größere Kühlrohrdurchmesser beschneidet das logarithmische Temperaturprofil in der Rohrumgebung, und zwar im steilsten Teil.
- 2. Es wird die mit einem relativ hohen spezifischen Wärmedurchgangswiderstand behaftete Übergangszone Kühlrohr/Gußkörper vergrößert, so daß sich der integrale Wärmedurchgangswiderstand entsprechend verringert.
- Die zuvor geschilderten WeiterentwicklungsmaBnahmen brachten zwar den erstrebten Erfolg, indem sich mit der Vergrößerung des Durchmessers der Kühlrohre die Kühlfläche proportional erhöhte, doch gleichzeitig wurde mit steigenden Kühlrohrdurchmesser der nuerschnitt der Kühlrohre quadratisch erhöht. Da nun bei der Wasserkühlung die Einhaltung einer bestimmten Wassergeschwindiqkeit erforderlich ist, um ein Eintreten von Filmsieden bei starker Belastung zu vermeiden, mußte die Wassergeschwindigkeit in den Kühlrohren mindestens 1,2 bis 1,5 m/sec. betragen und daher entsprechend dem vergrößerten Kühlrohrdurchmesser eine überproportional anwachsende Kühlwassermenge in Kauf genommen werden.
- Aufgrund derart hoher Kühlwassermengen mußten die Zu-und Ablaufleitungsquerschnitte, die Rückkühlerabmessungen, die Pumpenabmessungen und Antriebsleistungen der Pumpen entsprechend vergrößert werden. Dies mußte geschehen, obgleich andererseits derart hohe Kühlwassermengen vom Wärmeangebot her gar nicht erforderlich sind, das heißt die Aufheizspanne des Kühlwassers ist bei weitem geringer als dies von der Wasserqualität her zulässig wäre.
- Aufgabe der Erfindung war es daher, einen Weg zu suchen, wie bei unveränderter Kühlfläche, d.h. unveränderter Oberfläche des Kühlrohres dessen Ouerschnitt verringert werden kann.
- Diese Aufgabe wird nach der Erfindung in der Weise gelöst, daß die Kühlrohre zumindest im geraden Teil innerhalb des Kühlers einen länglichrunden, insbesondere elliptischen oder ellipsenähnlichen Querschnitt aufweisen.
- Weitere Ausgestaltungen der Erfindung sind Gegenstand der Unteransprüche.
- Die Druckverlusterhöhung ist bei einem nicht kreisförmigen Querschnitt der Kühlrohre unbedeutend. So erhöht sich z.B. bei einer Wassergeschwindigkeit von 1,5 m/sec. und einem Übergang vom runden Rohr mit 76,1 mm Außendurchmesser und 6,3 mm Wandstärke zu einem elliptischen Rohr mit einem Achsenverhältnis (innen) 1 : 3 von 48 mm WS auf 66 mm WS je lfdm., d.h. um ca. 40 %. Bei einem 15 m langen Rohrstrang ergibt dieses einen zusätzlichen Druckverlust von nur etwa 270 mm WS. Dieser Mehrbetrag ist in der Praxis vernachlässigbar. Der Durchsatz an Wasser vermindert sich um 35 %.
- Da es ausreicht, wenn die Kühlrohre nur in ihrem geraden Teil innerhalb des Kühlers einen länglichrunden, elliptischen oder ellipsenähnlichen Querschnitt besitzen, während Kühlrohreinlauf und -auslauf einen kreisförmigen Querschnitt aufweisen, wird die Herstellung der Schweißverbindungen zur Außenverrohrung erleichtert.
- In der Zeichnung sind einige Ausführungsbeispiele der Erfindung dargestellt.
- Es zeigen:
- Fig. 1 einen Schnitt eines konventionellen Plattenkühlers mit kreisrunden Kühlrohren,
- Fig. 2 einen Schnitt eines erfindungsgemäßen Plattenkühlers mit Kühlrohren elliptischen Querschnitts,
- Fig. 3 einen Schnitt eines Plattenkühlers mit Kühlrohren länglichrunden Querschnitts,
- Fig. 4 einen Schnitt eines Plattenkühlers mit Kühlrohren länglichrunden Querschnitts, die winklig zur Heißseite geneigt sind und
- Fig. 5 in einem Schaubild die Änderung der Querschnittsflächen in Abhängigkeit vom Achsenverhältnis für abgeplattete Querschnitte.
- Nach Fig. 1 weisen die Kühlrohre 2, die in den Plattenkühlerkörper 1 eingegossen sind, einen kreisförmigen Querschnitt auf. Am Einlauf und Auslauf der Kühlrohre 2 in den Plattenkühlerkörper 1 sind diese von Schutzrohren 3, die ebenfalls eingegossen sind, umgeben. Mit 4 ist die dem metallurgischen Ofen zugewandte Heißseite des Plattenkühlers bezeichnet. Fig. 1 dokumentiert den Stand der Technik.
- Fig. 2 zeigt im geraden Teil des Plattenkühlerkörpers 1 Kühlrohre 2 mit elliptischem Querschnitt. Auf der linken Hälfte von Fig. 2 ist der Übergang der Kühlrohre vom kreisförmigen auf den elliptischen Querschnitt innerhalb des Plattenkühlerkörpers gezeigt.
- Fig. 3 und 4 zeigen Anordnungen von Kühlrohren 2 mit länglichrundem Querschnitt. Gemäß Fig. 4 sind die Kühlrohre 2 in ihrem Abstand zur Heißseite 4 des Plattenkühlers in einem Winkel von ca. 45° geschwenkt angeordnet. Diese Anordnung verbessert die Temperatur- und Spannungsverhältnisse im Plattenkühler.
Claims (5)
dadurch gekennzeichnet,
daß die Kühlrohre (2) zumindest im geraden Teil innerhalb des Kühlers (1) einen länglichrunden, insbesondere elliptischen oder ellipsenähnlichen Querschnitt aufweisen.
dadurch gekennzeichnet,
daß das Achsenverhältnis b:a beim länglichrunden Querschnitt zwischen 1 : 1,2 bis 1 : 15, vorzugsweise zwischen 1 : 3 bis 1 : 8 beträgt.
dadurch gekennzeichnet,
daß die große Achse (5) des länglichrunden Querschnitts parallel zur Heißseite (4) des Plattenkühlers (1) eingegossen ist.
dadurch gekennzeichnet,
daß die große Achse (5) des länglichrunden Querschnitts in einem Winkel zwischen 1° und 45° geschwenkt zur Heißseite (4) des Plattenkühlers (1) eingegossen ist.
dadurch gekennzeichnet,
daß benachbart eingegossene Kühlrohre (2) in ihrem Abstand zur Heißseite (4) des Plattenkühlers (1) versetzt angeordnet sind.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT84111336T ATE35287T1 (de) | 1983-11-03 | 1984-09-22 | Plattenkuehler fuer metallurgische oefen, insbesondere hochoefen. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3339734A DE3339734C1 (de) | 1983-11-03 | 1983-11-03 | Plattenkuehler fuer metallurgische OEfen,insbesondere Hochoefen |
| DE3339734 | 1983-11-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0144578A1 true EP0144578A1 (de) | 1985-06-19 |
| EP0144578B1 EP0144578B1 (de) | 1988-06-22 |
Family
ID=6213341
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP84111336A Expired EP0144578B1 (de) | 1983-11-03 | 1984-09-22 | Plattenkühler für metallurgische Öfen, insbesondere Hochöfen |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP0144578B1 (de) |
| AT (1) | ATE35287T1 (de) |
| DE (2) | DE3339734C1 (de) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1156124A1 (de) * | 2000-05-19 | 2001-11-21 | KM Europa Metal Aktiengesellschaft | Kühlplatte und Verfahren zur Herstellung einer Kühlplatte |
| LU90644B1 (de) * | 2000-09-26 | 2002-03-27 | Wurth Paul Sa | Ofenwandkuehlung mit Kuehlplatten |
| EP1302551A1 (de) * | 2001-10-16 | 2003-04-16 | KM Europa Metal Aktiengesellschaft | Kühlplatte für einen Schachtofen |
| US7537724B2 (en) | 2002-08-20 | 2009-05-26 | Siemens Vai Metals Technologies Gmbh & Co. | Cooling plate for metallurgic furnaces |
| WO2011157897A1 (en) | 2010-06-15 | 2011-12-22 | Upm-Kymmene Wood Oy | A flooring for a freight transportation vehicle or trailer and a method for forming a flooring to a freight transportation vehicle or trailer |
| CN117587178A (zh) * | 2023-11-27 | 2024-02-23 | 秦冶工程技术(北京)有限责任公司 | 一种高炉冷却壁 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2097192A1 (de) * | 1970-07-04 | 1972-03-03 | Ishikawajima Harima Heavy Ind | |
| EP0012132A1 (de) * | 1978-12-01 | 1980-06-11 | Arbed S.A. | Metallische Kühlelemente für Industrieöfen |
| DE2942121A1 (de) * | 1979-10-18 | 1981-04-30 | Klöckner-Humboldt-Deutz AG, 5000 Köln | Ofenanlage, insbesondere zum schmelzen von erzkonzentrat |
| FR2523488A1 (fr) * | 1982-02-02 | 1983-09-23 | Inst Ochistke T | Procede de fabrication de plaques de refroidissement de four metallurgique et plaque de refroidissement fabriquee par ledit procede |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE125333C (de) * | ||||
| CH402288A (de) * | 1962-01-27 | 1965-11-15 | Schnyder Otto | Verfahren zum Betrieb von Schachtöfen und Schachtofen zur Durchführung des Verfahrens |
| JPS5285004A (en) * | 1976-01-09 | 1977-07-15 | Sanyo Special Steel Co Ltd | Furnace wall for superhighhpower arc furnace for steel making |
| FR2371652A2 (fr) * | 1976-11-23 | 1978-06-16 | Sofresid | Plaque de refroidissement pour parois de fours a cuve, notamment pour hauts-fourneaux |
-
1983
- 1983-11-03 DE DE3339734A patent/DE3339734C1/de not_active Expired
-
1984
- 1984-09-22 AT AT84111336T patent/ATE35287T1/de active
- 1984-09-22 DE DE8484111336T patent/DE3472272D1/de not_active Expired
- 1984-09-22 EP EP84111336A patent/EP0144578B1/de not_active Expired
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2097192A1 (de) * | 1970-07-04 | 1972-03-03 | Ishikawajima Harima Heavy Ind | |
| EP0012132A1 (de) * | 1978-12-01 | 1980-06-11 | Arbed S.A. | Metallische Kühlelemente für Industrieöfen |
| DE2942121A1 (de) * | 1979-10-18 | 1981-04-30 | Klöckner-Humboldt-Deutz AG, 5000 Köln | Ofenanlage, insbesondere zum schmelzen von erzkonzentrat |
| FR2523488A1 (fr) * | 1982-02-02 | 1983-09-23 | Inst Ochistke T | Procede de fabrication de plaques de refroidissement de four metallurgique et plaque de refroidissement fabriquee par ledit procede |
Non-Patent Citations (1)
| Title |
|---|
| SOVIET INVENTIONS ILLUSTRATED, Woche 51, 8. Februar 1984; & SU - A - 267 060 (FERR METAL EFFL PURIF) 23.02.1983 * |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1156124A1 (de) * | 2000-05-19 | 2001-11-21 | KM Europa Metal Aktiengesellschaft | Kühlplatte und Verfahren zur Herstellung einer Kühlplatte |
| LU90644B1 (de) * | 2000-09-26 | 2002-03-27 | Wurth Paul Sa | Ofenwandkuehlung mit Kuehlplatten |
| EP1302551A1 (de) * | 2001-10-16 | 2003-04-16 | KM Europa Metal Aktiengesellschaft | Kühlplatte für einen Schachtofen |
| US7537724B2 (en) | 2002-08-20 | 2009-05-26 | Siemens Vai Metals Technologies Gmbh & Co. | Cooling plate for metallurgic furnaces |
| WO2011157897A1 (en) | 2010-06-15 | 2011-12-22 | Upm-Kymmene Wood Oy | A flooring for a freight transportation vehicle or trailer and a method for forming a flooring to a freight transportation vehicle or trailer |
| CN117587178A (zh) * | 2023-11-27 | 2024-02-23 | 秦冶工程技术(北京)有限责任公司 | 一种高炉冷却壁 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE3472272D1 (en) | 1988-07-28 |
| EP0144578B1 (de) | 1988-06-22 |
| DE3339734C1 (de) | 1985-03-14 |
| ATE35287T1 (de) | 1988-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2127448C3 (de) | Kühlelement, insbesondere Plattenkühler, für Hochöfen | |
| DE2552679A1 (de) | Waermeuebertragungsrohr | |
| DD140281A5 (de) | Gekuehlter lichtbogenofenmantel | |
| DE2112180C3 (de) | Gekühlte Lanze | |
| EP0144578A1 (de) | Plattenkühler für metallurgische Öfen, insbesondere Hochöfen | |
| DE3640970C2 (de) | ||
| DE2425159C3 (de) | Kühler zur Hochofen-Verdampfungskühlung | |
| DE2808686A1 (de) | Gasdichte ofenwand fuer einen industrieofen | |
| DE2455585A1 (de) | Verfahren zum steuern der temperatur eines waermeaustauschers und vorrichtung zum durchfuehren des verfahrens | |
| DE2734922A1 (de) | Verfahren und vorrichtung zur kuehlung von abgaskruemmern | |
| DE2144348A1 (de) | Durchflussvorrichtung für Flüssigkeiten | |
| DE2734031C2 (de) | Mobiler Naßdampf-Zwangsdurchlaufdampferzeuger | |
| DE3538515C2 (de) | ||
| CH685332A5 (de) | Stranggiesskokille. | |
| DE2135668A1 (de) | Sauerstoffaufblaskonverter | |
| DE2924747A1 (de) | Duese fuer einen stahlwerkskonverter | |
| EP0837144A1 (de) | Wandkühlelement für Schachtöfen | |
| DE2928964A1 (de) | Gekuehlter tuerrahmen fuer oefen der stahlindustrie | |
| DE69910783T2 (de) | Wassergekühlter rost für brennanlage | |
| DE3201607A1 (de) | Koksofenbatterie | |
| DE3153045C2 (de) | Vorrichtung zur Kühlung der Schachtofenwandung, insbesondere eines Hochofens | |
| DE694410C (de) | Rauchgas-Speisewasservorwaermer aus engen Rippenrohren von konstruktiv hochwertigem Baustoff | |
| EP0658736A1 (de) | Rippenrohrwärmeaustauscher | |
| AT310787B (de) | Blaslanze | |
| CH226310A (de) | Wärmeaustauscher. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): AT BE DE FR GB IT NL SE |
|
| 17P | Request for examination filed |
Effective date: 19851001 |
|
| RAP1 | Party data changed (applicant data changed or rights of an application transferred) |
Owner name: MAN GUTEHOFFNUNGSHUETTE GMBH |
|
| 17Q | First examination report despatched |
Effective date: 19861014 |
|
| D17Q | First examination report despatched (deleted) | ||
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE FR GB IT NL SE |
|
| REF | Corresponds to: |
Ref document number: 35287 Country of ref document: AT Date of ref document: 19880715 Kind code of ref document: T |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3472272 Country of ref document: DE Date of ref document: 19880728 |
|
| ET | Fr: translation filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| BECN | Be: change of holder's name |
Effective date: 19880622 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| RAP2 | Party data changed (patent owner data changed or rights of a patent transferred) |
Owner name: MAN GUTEHOFFNUNGSHUETTE AKTIENGESELLSCHAFT |
|
| 26N | No opposition filed | ||
| NLT2 | Nl: modifications (of names), taken from the european patent patent bulletin |
Owner name: MAN GUTEHOFFNUNGSHUETTE AKTIENGESELLSCHAFT TE OBER |
|
| ITTA | It: last paid annual fee | ||
| EAL | Se: european patent in force in sweden |
Ref document number: 84111336.8 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: TP |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: 732E |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19980814 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19980821 Year of fee payment: 15 Ref country code: DE Payment date: 19980821 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19980824 Year of fee payment: 15 Ref country code: AT Payment date: 19980824 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19980827 Year of fee payment: 15 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19980908 Year of fee payment: 15 |
|
| NLS | Nl: assignments of ep-patents |
Owner name: SMS SCHLOEMANN-SIEMAG AKTIENGESELLSCHAFT;MAN GUTEH |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990922 Ref country code: AT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990922 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: THE PATENT HAS BEEN ANNULLED BY A DECISION OF A NATIONAL AUTHORITY Effective date: 19990929 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990930 |
|
| BERE | Be: lapsed |
Owner name: SMS SCHLOEMANN-SIEMAG A.G. Effective date: 19990930 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000401 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19990922 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84111336.8 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000531 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 20000401 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20000701 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |