EP0153810B1 - Outil et procédé pour la fabrication d'articles creux - Google Patents
Outil et procédé pour la fabrication d'articles creux Download PDFInfo
- Publication number
- EP0153810B1 EP0153810B1 EP85300486A EP85300486A EP0153810B1 EP 0153810 B1 EP0153810 B1 EP 0153810B1 EP 85300486 A EP85300486 A EP 85300486A EP 85300486 A EP85300486 A EP 85300486A EP 0153810 B1 EP0153810 B1 EP 0153810B1
- Authority
- EP
- European Patent Office
- Prior art keywords
- elements
- tool
- grooves
- portions
- article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/76—Making machine elements elements not mentioned in one of the preceding groups
- B21K1/762—Coupling members for conveying mechanical motion, e.g. universal joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21K—MAKING FORGED OR PRESSED METAL PRODUCTS, e.g. HORSE-SHOES, RIVETS, BOLTS OR WHEELS
- B21K1/00—Making machine elements
- B21K1/76—Making machine elements elements not mentioned in one of the preceding groups
- B21K1/762—Coupling members for conveying mechanical motion, e.g. universal joints
- B21K1/765—Outer elements of coupling members
Definitions
- This invention relates to the manufacture of hollow articles.
- the invention has been developed for the manufacture of the outer member of a constant velocity universal joint of the cross-groove type.
- a constant velocity universal joint of the cross-groove type In such a joint, there is an inner member and an outer member, the outer member having an internal cylindrical surface and the inner member an external cylindrical surface which surfaces are grooved and there are two sets of, preferably, helical grooves in each member, the grooves of the two sets being on helices of opposite hand.
- the grooves may be straight and inclined to the rotational axis of the joint member, instead of being truly helical.
- Balls are engaged in the grooves and are held in a cage and because of the crossed configuration of the grooves the balls are held in the bisector plane of the joint as the parts of the joint articulate, to give the joint constant velocity ratio (homokinetic) properties.
- the invention has been developed for making outer members for such cross-groove constant velocity joints it is applicable generally to the manufacture of hollow articles of the type, hereinafter referred to as being of the type specified, having at least two grooves in the internal surface thereof, the grooves having longitudinal axes of symmetry (as hereinafter defined) which differ (as hereinafter defined).
- the article may have at least two sets of grooves with the grooves in each set being spaced round the longitudinal axis of the bore and having longitudinal axes of symmetry which are the same (as hereinafter defined), the longitudinal axes of symmetry of the grooves in one set being different from the longitudinal axes of symmetry of the grooves in the other set.
- longitudinal axis of symmetry of a groove we mean the imaginary line which is equally spaced from the edges of the groove and which lies in an imaginary surface forming a continuation of the bore surface and containing said edges.
- the longitudinal axes of symmetry are the same we mean that the loci of points moving in synchronism from the one ends of said axes to the other bear a fixed relation to one another.
- the longitudinal axes of symmetry differ we mean that the loci of such moving points do not lie in a fixed relation to one another.
- the axes could be on helices of different hand, or of the same hand and different pitch or on helices of different pitch and hand. Some of the axes could be straight and others could be helical.
- a tool for use in manufacture of an outer member of a constant velocity ratio universal joint comprising a number of first and second elements which together define the shape required in the interior of the joint member, and an internal cavity into which an expander fits to hold the elements in their operative positions. After removal of the expander from the cavity, the first elements can be moved radially inwardly and withdrawn from the joint member, after which the second elements can in turn be withdrawn.
- Such a tool is not applied to making an article with sets of grooves therein, the grooves in each set having longitudinal axes of symmetry which are the same as one another while the axes of symmetry of the grooves in one set are different from those of the grooves in the other set.
- the present invention provides a tool for use in manufacture of a hollow article, said tool comprising a plurality of elements having portions which are together adapted to define a substantially complete external surface having a configuration corresponding to that required in the internal surface of the article and an internal cavity into which an expander member is movable to hold said elements in positions in which they define said external surface, said elements comprising first elements and second elements interposed between them, and the arrangement being such that the expander member can be withdrawn from said cavity to permit said first elements of the tool to be moved inwardly into said cavity and said portions thereof withdrawn from said article to leave a space or spaces to permit said portions of said second elements subsequently to be moved inwardly into said space(s) to disengage them from said internal surface, and withdrawn from said article, characterised in that the tool is adapted to make an article having at least two sets of grooves in said internal surface thereof said sets of grooves having longitudinal axes of symmetry which differ such that the loci of points moving in synchronism from one end of said axes to the other do
- a substantially complete surface we mean one in which there are no gaps or discontinuities sufficient for the material of the article to enter during the forming process, and which material would have to be removed subsequently, e.g. by machining.
- the requirement for finish machining of the article can be reduced or eliminated.
- each of said portions of said first elements has a formation adapted to form one of said grooves of one set thereof, and each portion of a second element has a formation adapated to form one of said grooves of another set thereof which differs from said one set.
- the second elements may be supported by the side faces of the first elements, rather than directly by the expander member.
- Figures 1 and 2 show the outer member of a cross groove constant velocity ratio universal joint, which is a hollow article with a cylindrical internal bore having a number of grooves therein.
- the central axis of the cylindrical bore which is the rotational axis of the joint member in use, is indicated at 100.
- the joint member contains two sets of three grooves each, the grooves being of arcuate cross sectional shape and having helical longitudinal axes of symmetry.
- One set of grooves is indicated at 57, 58, 59 and these grooves are inclined in an anticlockwise helical sense when considered from above the joint member.
- the other set of grooves 60, 61, 62 are inclined in a clockwise helical sense when considered from above the joint member.
- each of the grooves is indicated by the number of the groove with the suffix letter a, such axis of symmetry lying equidistant from the edges of the groove and on the imaginary cylinder indicated by line 101, the cylinder containing the bore of the joint member.
- the grooves are machined in a blank which has been forged or extruded. Because the grooves are inclined in opposite hands, if they were formed by a one piece tool during extrusion of the article the tool would not be able to be removed from the finished article.
- the present invention provides a tool which is capable of being removed from such a joint outer member.
- FIG. 3 and 4 of the drawings there is shown a configuration of blank which may with advantage be used with the tool to be described hereafter. It is cup shaped, with its internal and external walls diverging towards its free open end.
- the internal wall 70 is of generally frusto conical form, with two sets of oppositely inclined recesses therein. One set of recesses is indicated at 71, 72, 73, inclined in one direction, and the other set at 74, 75, 76 inclined in the opposite direction.
- These recesses which are to form the grooves in the finished joint outer member, are of a configuration such that a one-piece forming tool can be withdrawn axially from the blank after the blank has been formed. Forming the blank to the finished joint outer member is achieved by inserting the tool to be described hereafter into the blank and forcing the blank through a die so as to deform the side wall of the blank inwardly as indicated by arrows 80 in Figure 4.
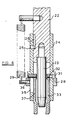
- a ram 20 of a press to which is secured, by a screw-threaded connection ring 21, a mandrel 22.
- the lower end of mandrel 22 has secured to it an elongate cylindrical expander member 23.
- a sleeve 24 is slidable longitudinally of mandrel 22, between limits determined by a peg 25 extending inwardly from sleeve 24 into a longitudinally extending slot 26 in mandrel 22.
- the collar 28 is spring biased upwardly by a plurality of tension springs 29 spaced around the collar, only one of which springs is shown in the drawing.
- the springs 29 engage pins 30 extending into the mandrel 22.
- the sleeve 24 is provided with three equally circumferentially spaced radial apertures 31.
- Each aperture 31 receives a ball end of a peg 32 extending outwardly from the upper end of an element 33 having a head 34 at its lower end.
- Circumferentially spaced about sleeve 24, between the apertures 31, are three slots 35 which extend downwardly from flange 27.
- Each slot 35 receives a peg 36 extending outwardly from the upper end of an element 37 having a head 38 at its lower end.
- the pegs 36 are long enough to be engaged by collar 28.
- the head portions 34, of elements 33, together define parts of an internal cavity 40 which is frusto conical and in which an end portion of the expander member 23 is a close fit.
- head portions 34, 38 of elements 33, 37 are shown in greater detail in Figures 8 and 9 of the drawings.
- Head portions 34 have formations 34a thereon which form the grooves of one hand, and head portions 38 have formations 38a which form the grooves of opposite hand in the joint member.
- head portions 34 have sides which are parallel or converge slightly towards the outside of the tool, while head portions 38 interposed there between are wedge shaped and are supported by the sides of head portions 34 rather than directly by contact with the end portion of the expander member.
- the assembly of elements 33, 37, with the expander member 23 therein is introduced into a blank as shown in Figures 3 and 4.
- the press is then used to force the blank with the tool within it into a die 41. This has the effect of deforming inwardly the wall of the blank adjacent its free end, to conform to the surface shape of the assembled tool elements.
- the elements 33 are now free to tilt inwardly. This tilting is possible by virtue of the ball ends of pegs 32 engaging in apertures 31. Such tilting permits the head portions to be withdrawn from the joint outer member, with continued upward movement of mandrel 22. Head portions 38 of elements 37 remain in contact with the joint outer member, supported by elements 33.
- the apparatus is used for the manufacture of the outer member of a constant velocity ratio universal joint, it will be appreciated that it is suitable for manufacture of other components of the same general configuration, having an internal surface with grooves of different hand therein. There may be other numbers of elements such as elements 33, 37, according to the shape of the component to be manufactured.
- the tool assembly is mounted on the ram of the press and the die is fixed on the base of the press, it would be possible for the die rather than the tool assembly to be moved by the press ram. The relative movements occuring between the parts of the tool assembly and the die would be the same.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Forging (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Joining Of Building Structures In Genera (AREA)
- Mutual Connection Of Rods And Tubes (AREA)
- Dry Shavers And Clippers (AREA)
- Perforating, Stamping-Out Or Severing By Means Other Than Cutting (AREA)
- Mechanical Pencils And Projecting And Retracting Systems Therefor, And Multi-System Writing Instruments (AREA)
Claims (7)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85300486T ATE35784T1 (de) | 1984-02-18 | 1985-01-24 | Werkzeug und verfahren zur herstellung hohler gegenstaende. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB8404321 | 1984-02-18 | ||
| GB848404321A GB8404321D0 (en) | 1984-02-18 | 1984-02-18 | Tool |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0153810A1 EP0153810A1 (fr) | 1985-09-04 |
| EP0153810B1 true EP0153810B1 (fr) | 1988-07-20 |
Family
ID=10556820
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85900708A Pending EP0201499A1 (fr) | 1984-02-18 | 1985-01-24 | Outil et procede pour fabriquer des articles creux |
| EP85300486A Expired EP0153810B1 (fr) | 1984-02-18 | 1985-01-24 | Outil et procédé pour la fabrication d'articles creux |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85900708A Pending EP0201499A1 (fr) | 1984-02-18 | 1985-01-24 | Outil et procede pour fabriquer des articles creux |
Country Status (12)
| Country | Link |
|---|---|
| EP (2) | EP0201499A1 (fr) |
| JP (1) | JPS61501831A (fr) |
| AT (1) | ATE35784T1 (fr) |
| AU (1) | AU583260B2 (fr) |
| BR (1) | BR8507121A (fr) |
| CA (1) | CA1272371A (fr) |
| DE (1) | DE3563821D1 (fr) |
| ES (1) | ES540499A0 (fr) |
| GB (2) | GB8404321D0 (fr) |
| MX (1) | MX162499A (fr) |
| WO (1) | WO1985003655A1 (fr) |
| ZA (1) | ZA85834B (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4138126A1 (de) * | 1991-11-19 | 1993-05-27 | Fraunhofer Ges Forschung | Werkzeug zur spanlosen herstellung von aussen- oder innenkonturen an werkstuecken |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8520641D0 (en) * | 1985-08-17 | 1985-09-25 | Pfd Ltd | Tool |
| DE3712301C2 (de) * | 1987-04-10 | 1994-04-28 | Loehr & Bromkamp Gmbh | Preßwerkzeug |
| JPH01104441A (ja) * | 1987-07-03 | 1989-04-21 | Aida Eng Ltd | 等速ジョイント及びその類似物の製造装置 |
| DE3933292A1 (de) * | 1989-10-05 | 1991-04-11 | Schoeneweiss & Co Gmbh | Spreizwerkzeug fuer eine formungseinrichtung |
| DE3933293A1 (de) * | 1989-10-05 | 1991-04-11 | Schoeneweiss & Co Gmbh | Spreizwerkzeug |
| DE19832503A1 (de) * | 1998-07-20 | 2000-01-27 | Schaeffler Waelzlager Ohg | Verfahren zum Herstellen eines rotationssymmetrischen Formteils und zugehöriges Werkzeug |
| US7347077B2 (en) | 2003-11-27 | 2008-03-25 | Honda Motor Co., Ltd. | Method of manufacturing outer ring member for constant velocity joint |
| JP4319015B2 (ja) * | 2003-11-27 | 2009-08-26 | 本田技研工業株式会社 | 等速ジョイント用外輪部材の製造方法 |
| CN106111863A (zh) * | 2016-07-11 | 2016-11-16 | 上海纳铁福传动系统有限公司 | 一种锻件的加工方法及其锻造模具 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2830275C3 (de) * | 1978-07-10 | 1984-02-09 | Volkswagenwerk Ag, 3180 Wolfsburg | Preßwerkzeug zur Herstellung einer Innenkontur eines vorgeformten Werkstücks |
| AT358365B (de) * | 1978-11-29 | 1980-09-10 | Ver Edelstahlwerke Ag | Schmiedegesenk |
| US4262518A (en) * | 1979-07-16 | 1981-04-21 | Caterpillar Tractor Co. | Tube expander and method |
| DE3004024C2 (de) * | 1980-02-05 | 1985-08-01 | Liebergeld, Rudolf, Dipl.-Ing., 8500 Nürnberg | Werkzeug zum Herstellen eines Gelenkkörpers |
| JPS571685A (en) * | 1980-05-28 | 1982-01-06 | Tokyo Shibaura Electric Co | Turning gear holding article |
| JPS57181737A (en) * | 1981-04-28 | 1982-11-09 | Aida Eng Ltd | Manufacturing device of parts with opening of reduced smaller diameter than inner part extending over whole circumference |
| FR2526687B1 (fr) * | 1982-05-13 | 1985-08-30 | Luchaire Sa | Outil de formage et de calibrage notamment pour bols de fusees de joints homocinetiques |
| ZA837328B (en) * | 1982-10-14 | 1984-05-30 | Pfd Ltd | Manufacture of article having undercut internal surface |
| ZA837329B (en) * | 1982-10-14 | 1984-05-30 | Pfd Ltd | Tool for and method of making hollow articles |
-
1984
- 1984-02-18 GB GB848404321A patent/GB8404321D0/en active Pending
-
1985
- 1985-01-24 AU AU38879/85A patent/AU583260B2/en not_active Ceased
- 1985-01-24 GB GB08618146A patent/GB2183187B/en not_active Expired
- 1985-01-24 EP EP85900708A patent/EP0201499A1/fr active Pending
- 1985-01-24 BR BR8507121A patent/BR8507121A/pt unknown
- 1985-01-24 JP JP60500573A patent/JPS61501831A/ja active Pending
- 1985-01-24 EP EP85300486A patent/EP0153810B1/fr not_active Expired
- 1985-01-24 WO PCT/GB1985/000036 patent/WO1985003655A1/fr not_active Ceased
- 1985-01-24 AT AT85300486T patent/ATE35784T1/de active
- 1985-01-24 DE DE8585300486T patent/DE3563821D1/de not_active Expired
- 1985-02-04 ZA ZA85834A patent/ZA85834B/xx unknown
- 1985-02-08 CA CA000473871A patent/CA1272371A/fr not_active Expired - Lifetime
- 1985-02-15 MX MX204348A patent/MX162499A/es unknown
- 1985-02-18 ES ES540499A patent/ES540499A0/es active Granted
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE4138126A1 (de) * | 1991-11-19 | 1993-05-27 | Fraunhofer Ges Forschung | Werkzeug zur spanlosen herstellung von aussen- oder innenkonturen an werkstuecken |
Also Published As
| Publication number | Publication date |
|---|---|
| BR8507121A (pt) | 1987-07-14 |
| ZA85834B (en) | 1985-09-25 |
| DE3563821D1 (en) | 1988-08-25 |
| GB2183187A (en) | 1987-06-03 |
| CA1272371A (fr) | 1990-08-07 |
| ES8603308A1 (es) | 1985-12-16 |
| ES540499A0 (es) | 1985-12-16 |
| WO1985003655A1 (fr) | 1985-08-29 |
| JPS61501831A (ja) | 1986-08-28 |
| GB8618146D0 (en) | 1986-09-03 |
| AU3887985A (en) | 1985-09-10 |
| EP0153810A1 (fr) | 1985-09-04 |
| EP0201499A1 (fr) | 1986-11-20 |
| AU583260B2 (en) | 1989-04-27 |
| MX162499A (es) | 1991-05-13 |
| GB8404321D0 (en) | 1984-03-21 |
| GB2183187B (en) | 1988-06-15 |
| ATE35784T1 (de) | 1988-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0153810B1 (fr) | Outil et procédé pour la fabrication d'articles creux | |
| EP0121531B1 (fr) | Outil et procede de fabrication d'articles creux | |
| EP2000688B1 (fr) | Procédé de production d'un anneau intérieur forgé pour un joint universel à vitesse constante et son dispositif de fabrication | |
| EP0049474B1 (fr) | Matrice de forgeage à fabriquer une piéce munie de rainures intérieures rétrécies | |
| EP0270538B1 (fr) | Outil et procede de fabrication d'articles creux | |
| JPS61278467A (ja) | 弁スリ−ブおよびその製造方法 | |
| EP0122921B1 (fr) | Fabrication d'articles ayant une surface interne a depouille | |
| US4428220A (en) | Method and tool for the cold forging of internally profiled tubes | |
| JPH0341249B2 (fr) | ||
| US5732586A (en) | Cold extrusion for helical gear teeth | |
| EP0722372B1 (fr) | Appareil de formation par forgeage d'une bague exterieure pour joint homocinetique et procede associe | |
| EP0137580B1 (fr) | Procédé et dispositif d'étirage de douilles à paroi épaisse et à surface intérieure poly-étagée | |
| US5660593A (en) | Outer joint part produced as a formed plate metal part | |
| GB2129354A (en) | Manufacture of article having undercut internal surface | |
| EP0084713B1 (fr) | Butée de sertissage | |
| JPH0718452Y2 (ja) | 等速ジヨイントの外輪加工用パンチ | |
| JP2001219231A (ja) | 成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Designated state(s): IT |
|
| 17P | Request for examination filed |
Effective date: 19860222 |
|
| 17Q | First examination report despatched |
Effective date: 19870512 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| XX | Miscellaneous (additional remarks) |
Free format text: VERBUNDEN MIT 85900708.0/0201499 (EUROPAEISCHE ANMELDENUMMER/VEROEFFENTLICHUNGSNUMMER) DURCH ENTSCHEIDUNG VOM 28.08.87. |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI LU NL SE |
|
| REF | Corresponds to: |
Ref document number: 35784 Country of ref document: AT Date of ref document: 19880815 Kind code of ref document: T |
|
| XX | Miscellaneous (additional remarks) |
Free format text: VERBUNDEN MIT 85900708.0/0201499 (EUROPAEISCHE ANMELDENUMMER/VEROEFFENTLICHUNGSNUMMER) DURCH ENTSCHEIDUNG VOM 28.08.87. |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3563821 Country of ref document: DE Date of ref document: 19880825 |
|
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19910111 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19910117 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: LU Payment date: 19910128 Year of fee payment: 7 |
|
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19910131 Year of fee payment: 7 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19910207 Year of fee payment: 7 |
|
| EPTA | Lu: last paid annual fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19920124 Ref country code: AT Effective date: 19920124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19920125 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19920131 |
|
| BERE | Be: lapsed |
Owner name: PFD LTD Effective date: 19920131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19920801 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| EUG | Se: european patent has lapsed |
Ref document number: 85300486.9 Effective date: 19920806 |
|
| REG | Reference to a national code |
Ref country code: GB Ref legal event code: IF02 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 20030110 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 20030122 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 20030130 Year of fee payment: 19 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 20030206 Year of fee payment: 19 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040124 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 Ref country code: CH Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040131 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040803 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 20040124 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20040930 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |