EP0166068A1 - Vorrichtung zum Überprüfen der Spritzdüsen einer Stranggiessmaschine - Google Patents
Vorrichtung zum Überprüfen der Spritzdüsen einer Stranggiessmaschine Download PDFInfo
- Publication number
- EP0166068A1 EP0166068A1 EP84890119A EP84890119A EP0166068A1 EP 0166068 A1 EP0166068 A1 EP 0166068A1 EP 84890119 A EP84890119 A EP 84890119A EP 84890119 A EP84890119 A EP 84890119A EP 0166068 A1 EP0166068 A1 EP 0166068A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- memory
- spray
- spray nozzles
- measuring
- measuring head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/12—Accessories for subsequent treating or working cast stock in situ
- B22D11/124—Accessories for subsequent treating or working cast stock in situ for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/16—Controlling or regulating processes or operations
- B22D11/22—Controlling or regulating processes or operations for cooling cast stock or mould
- B22D11/225—Controlling or regulating processes or operations for cooling cast stock or mould for secondary cooling
Definitions
- the invention relates to a device for checking the spray nozzles of a continuous casting machine, consisting of a plurality of vibration sensors, which are distributed over a measuring surface running transversely to the spray direction of the spray nozzles and have membranes exposed to the spray nozzles and connected to sensors.
- the invention is therefore based on the object to avoid these deficiencies and to improve a device of the type described above with simple technical means so that the accuracy and sensitivity of the display can be considerably increased.
- the invention achieves the stated object in that the sensors respond to the oscillation frequency of the membranes and preferably consist of a measuring coil which interacts with a magnet and moves in relation to the latter in response to the membrane vibrations.
- the image of the spray cone distribution of the spray nozzles is easy to assess, although the vibration frequency of the membranes does not depend directly on the spray pressure.
- the coolant sprayed onto the membrane vibrates the membrane, which induces a voltage in the measuring coil. This voltage depends on the frequency of the vibrations of the measuring coil with respect to the magnetic field of the magnet, so that the induced voltage is proportional to the vibration frequency.
- the dynamic pressure which is a constant load for the membrane and does not cause vibrations, can consequently not lead to an incorrect display of the formation of a spray pattern.
- the transducers can advantageously be connected to a memory for the frequency-dependent measurement signals. If this memory for the frequency-dependent measurement signals is provided in a measuring head carrying the vibration sensors, the wiring is particularly simple because no signal lines have to be carried along with the cold strand. In addition, the susceptibility to interference due to the lack of external cable connections is significantly reduced.
- the memory for the measurement signals in the measuring head is only available to a limited extent for the evaluation of the measurement signals.
- the memory in the measuring head can be connected to an evaluation unit which contains a memory corresponding to the measuring head memory and a recorder connected to it.
- the measurement results can be easily logged using this recorder, and a graphical evaluation is possible via a line recorder, making the respective spray patterns accessible for a very clear assessment.
- the cast casting strand which is cast vertically, is deflected in an arc into the horizontal by means of a roller guide 1, the casting strand having to be cooled in the region of this casting curve.
- rows of spray nozzles 3 are provided between the rollers 2 of the roller guide and are supplied with the coolant, usually water, via supply lines 4.
- the coolant is sprayed between the rollers 2 of the roller guide 1 onto the surface of the casting strand, with the cooling of the casting strand of the alignment and functionality of the spray nozzles 3 depends.
- the setting of the nozzles 3 and their trouble-free operation must therefore be checked. 1, a measuring head 5 is pulled through the roller guide 1 by means of a link chain 6.
- This measuring head 5 determines on its surfaces facing the spray nozzles measuring surfaces 7, over which vibration sensors 8 are distributed, as can be clearly seen in FIGS. 2 and 3. With the help of these vibration sensors 8, the spray pattern of the spray nozzles can be determined.
- a storage unit 9 is provided in the measuring head 5 for the measured values determined by the vibration sensors 8, which can be passed on to an evaluation unit outside the measuring head via a plug connection 10.
- the measuring head 5 additionally contains a corresponding battery 11 for the energy supply.
- a separate measuring head 5 does not need to be provided for recording the spray patterns of the nozzles.
- the measuring surfaces 7 with the vibration sensors 8 can also be arranged on the sprue head 12 of a cold strand 13, which stores the storage unit 9 with the Plug connector 10 and the battery 11 also carries. If the sprue head 12 is designed as a measuring head, the spray nozzle function can be checked immediately before the casting strand is carried out, at the same time as the pouring, so that a separate measurement run, which can only be carried out during casting breaks, is omitted.
- the 6 advantageously consist of a diaphragm 15 clamped in a housing 14, which is exposed to the impact pressure of the coolant and determines the measuring surface.
- This membrane 15 is connected via a carrier 16 to a measuring coil 17 which interacts with a magnet 18. If the diaphragm 15 is caused to vibrate by the sprayed-on coolant, the magnetic field of the magnet 18 induces a voltage dependent on the vibrations in the resonating coil 17. Since only movements of the measuring coil 17 with respect to the magnet 18 result in a measuring voltage, the impact pressure of the coolant in the area of the membrane 15 is measured, because this impact pressure leads to membrane vibrations due to the turbulence that arises. The simultaneous pressure of surge water is not recorded because this pressure is to be regarded as static due to the laminar flow.
- this memory unit 9 consists of a signal processing unit 19 in which the measuring signals arriving via the connecting lines 20 with the vibration sensors 8 are filtered, amplified and rectified. The measurement signals prepared in this way are then successively fed via a switch 21 to an analog-digital converter 22, which has a memory 23 for the individual measurement signals is connected downstream.
- the sequential, cyclical reading of the measurement signals from the individual vibration sensors 8 into the memory 23 is controlled by a sequence control 24 so that when the measuring head 5 or the sprue head 12 drives past a row of spray nozzles 3, several measuring cycles are carried out in order to also distribute the pressure to get in the direction of movement of the measuring head.
- the memory unit 9 contains a comparison device 25 which compares the measurement signal transmitted by the vibration sensors 8 with a predefined threshold value and only allows these measurement signals to be stored via the sequence control 24 if these measurement signals exceed the predefined threshold value.
- a position sensor 26 for example a roller scanner, which indicates the position of the vibration sensors in relation to the spray nozzles 3.
- the memory 23 of the memory unit 9 is read out into an evaluation unit, as shown in FIG. 9.
- the plug connection 10 of the memory unit 9 is connected to a corresponding plug 27 of the evaluation unit, which has a memory 28 corresponding to the memory 23 for reading in the data read out from the memory unit 9.
- the data read out from the memory 23 of the memory unit 9 can additionally be stored in a device 29 for adaptation purposes be ridden.
- the memory 28 of the evaluation unit can be read out via a digital-to-analog converter 30 which is connected to a recorder 32 via a switch 31, the individual measurement data being assigned to the individual vibration sensors 8 again via the switch 31, so that the recorder 32, which is preferably designed as a line recorder for the graphic representation of the measured values, can reproduce the determined spray pattern.
- a sequence control 33 controls the re-storage, the reading of the stored data and the data transfer via the digital-to-analog converter and the switch 31 to the recorder 32, so that a complete measurement run is recorded.
- the recorder 32 must of course have a number of channels which corresponds to the number of measurement signals to be recorded simultaneously. The measurement signals for the spray nozzles on the inside and outside of the casting curve can be read out and recorded in succession.
- the sequence control 33 can be switched over for two different types of recording, which is indicated by the selector switch 34.
- the measurement signal curve of each pressure transducer is determined as it moves along the roller guide 1.
- the measurement signals of the individual pressure transducers are linked to one another in a position of the measurement head to form a graphic representation, which under certain conditions makes irregularities easier and clearer to recognize.
- the vibration sensors 8 can be accommodated in stationary measuring heads 36 between the rollers 2 of the roller guide 1. This arrangement of the measuring heads 36 allows the spray nozzles 3 to be checked even during a casting.
- the measuring heads 36 must, however, be connected to a common evaluation unit by means of appropriate wiring, as is shown in FIG. 10.
- the measurement signals coming from the vibration pickups 8 are in turn fed to a signal conditioning device 37 before they are passed on to an analog-digital converter 39 in succession via a selector switch 38.
- the measured values which are in digital form, can be fed directly to a recorder 40, which is controlled by a sequence control 41 which, after a start, controls the switch 38 and the analog-digital converter 39 via a start button 42 so that each measured value is assigned to the corresponding vibration sensor associated channel is assigned.
- the measuring signals of the vibration sensors can also be applied directly to the recorder 32 via a cable connection designated 43 in FIGS. 8 and 9.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Continuous Casting (AREA)
- Measurement Of Mechanical Vibrations Or Ultrasonic Waves (AREA)
Abstract
Description
- Die Erfindung bezieht sich auf eine Vorrichtung zum Überprüfen der Spritzdüsen einer Stranggießmaschine, bestehend aus mehreren Schwingungsaufnehmern, die über eine quer zur Spritzrichtung der Spritzdüsen verlaufende Meßfläche verteilt angeordnet sind und den Spritzdüsen ausgesetzte, mit Meßwertgebern verbundene Membranen aufweisen.
- Da naturgemäß der Verlauf der Abkühlung eines Gießstranges im Bereich der Rollenführung des Gießbogens einen entscheidenen Einfluß auf die Güte des Gießstranges hat, ist es notwendig, die Ausrichtung der im Kühltunnel einer Stranggießmaschine angeordneten Spritzdüsen und deren störungsfreies Arbeiten zu überprüfen. Zu diesem Zweck wird die Ausbildung der Sprühkegel beobachtet, und zwar üblicherweise durch einen Bedienungsmann, der den Kühltunnel bei eingeschalteten Spritzdüsen begehen muß. Abgesehen davon, daß dieser Bedienungsmann zwangsläufig dem Spritzwasser ausgesetzt wird, bleibt eine Beurteilung des Spritzbildes schwierig, weil die einzelnen Spritzdüsen einander bezüglich ihres Sprühbereiches überlappen. Außerdem hängt die Beurteilung des Spritzbildes von der Erfahrung des Bedienungsmannes ab, ohne daß die Möglichkeit gegeben ist, überprüfbare Meßwerte aufzuzeichnen.
- Um diese Nachteile zu vermeiden, ist es bekannt (DE-OS 2 107 789), den Sprühdruck der Spritzdüsen mit Hilfe von Druckmeßdosen zu erfassen, die der Teilung der Spritzdüsen entsprechend in einem Meßkopf eingesetzt sind. Nachteilig bei dieser bekannten Vorrichtung ist allerdings, daß lediglich angezeigt werden kann, ob die Spritzdüsen mit einem ausreichenden Spritzdruck arbeiten. Die Ausbildung des Sprühkegels kann jedoch nicht erfaßt werden.
- Zur Erfassung der Ausbildung des Sprühkegels ist es schließlich bekannt (EU-A- 0 011 896), eine Mehrzahl von Schwingungsaufnehmern vorzusehen, die über eine quer zur Spritzrichtung der Spritzdüsen verlaufende Meßfläche verteilt sind und eine dem Spritzwasser ausgesetzte Membrane aufweist. Die durch das Spritzwasser erzeugten Membranschwingungen werden über piezoelektrische Bauteile erfaßt und angezeigt, so daß über diese Anzeige ein Bild der Sprühkegelverteilung erhalten werden kann. Nachteilig bei dieser bekannten Vorrichtung ist jedoch, daß über die piezoelektrischen Bauteile nur ein von der Schwingungsamplitude der Membranen abhängiges Meßsignal erhalten werden kann, was mit einer entsprechenden Unempfindlidkeit gegenüber kleineren Amplituden verbunden ist.
- Der Erfindung liegt somit die Aufgabe zugrunde, diese Mängel zu vermeiden und eine Vorrichtung der eingangs geschilderten Art mit einfachen technischen Mitteln so zu verbessern, daß die Anzeigegenauigkeit und -empfindlichkeit erheblich vergrößert werden kann.
- Die Erfindung löst die gestellte Aufgabe dadurch, daß die Meßwertgeber auf die Schwingungsfrequenz der Membranen ansprechen und vorzugsweise aus einer mit einem Magneten zusammenwirkenden, gegenüber diesem in Abhängigkeit von den Membranschwingungen schwingend bewegte Meßspule bestehen.
- Da die Frequenz der Membranschwingungen mit vergleichsweise einfachen technischen Mitteln erheblich genauer als die Schwingungsamplituden erfaßt werden können, ergibt sich ein einfach zu beurteilendes Bild der Sprühkegelverteilung der Spritzdüsen, obwohl die Schwingungsfrequenz der Membranen nicht unmittelbar vom Sprühdruck abhängt. Das auf die Membrane aufgespritzte Kühlmittel-versetzt die Membrane in Schwingung, die in der Meßspule eine Spannung induziert. Diese Spannung ist von der Frequenz der Schwingungen der Meßspule gegenüber dem Magnetfeld des Magneten abhängig, so daß die induzierte Spannung der Schwingungsfrequenz proportional ist. Der Staudruck, der eine konstante Belastung für die Membrane darstellt und keine Schwingungen verursacht, kann folglich auch zu keiner fehlerhaften Anzeige der Ausbildung eines Spritzbildes führen.
- Um die Meßergebnisse einfach auswerten zu können, sollten sie gesammelt zur Verfügung stehen. Aus diesem Grunde können die Meßwertgeber vorteilhaft an einen Speicher für die frequenzabhängigen Meßsignale angeschlossen werden. Ist dieser Speicher für die frequenzabhängigen Meßsignale in einem die Schwingungsaufnehmer tragenden Meßkopf vorgesehen, so ergibt sich eine besonders einfache Verdrahtung, weil keine Signalleitungen mit dem Kaltstrang mitgeschleppt werden müssen. Außerdem wird die Störanfälligkeit wegen des Fehlens äußerer Kabelverbindungen erheblich herabgesetzt.
- Der im Meßkopf befindliche Speicher für die Meßsignale steht allerdings für die Auswertung der Meßsignale nur bedingt zur Verfügung. Um hier Abhilfe zu schaffen, kann der Speicher im Meßkopf an eine Auswerteeinheit angeschlossen werden, die einen dem Meßkopfspeicher entsprechenden Speicher und einen daran angeschlossenen Schreiber enthält. Über diesen Schreiber lassen sich die Meßergebnisse einfach protokollieren, wobei über einen Linienschreiber eine grafische Auswertung möglich ist, die die jeweiligen Spritzbilder einer sehr übersichtlichen Beurteilung zugänglich macht.
- Da die Spritzbilder der Düsen lediglich im unmittelbaren Sprühbereich von Interesse sind, braucht auch nur dieser unmittelbare Sprühbereich überprüft zu werden. Zur Erfassung eines solchen unmittelbaren Sprühbereiches können lediglich die einen Schwellwert übersteigenden Meßsignale der Meßwertgeber in den Speicher eingelesen werden.
- In der Zeichnung ist der Erfindungsgegenstand beispielsweise dargestellt. Es zeigen
- Fig. 1 eine Spritzdüsenanordnung im Bereich des Gießbogens in einem schematischen Querschnitt,
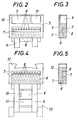
- Fig. 2 eine erfindungsgemäße Vorrichtung zum Überprüfen der Spritzdüsen in einer Draufsicht auf einen entsprechenden Meßkopf,
- Fig. 3 diesen Meßkopf in einem schematischen Schnitt,
- Fig. 4 eine Draufsicht auf einen Angießkopf eines Kaltstranges mit einer erfindungsgemäßen Vorrichtung,
- Fig. 5 einen schematischen Schnitt durch diesen Angießkopf,
- Fig. 6 einen erfindungsgemäßen Schwingungsaufnehmer im Schnitt in einem größeren Maßstab,
- Fig. 7 eine erfindungsgemäße Vorrichtung für eine zur Oberfläche des Gießstranges parallele Spritzdüsenanordnung im Schnitt,
- Fig. 8 eine Speichereinheit für einen erfindungsgemäßen Meßkopf in einem Blockschaltbild,
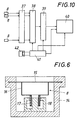
- Fig. 9 eine an die Speichereinheit nach Fig. 8 anschließbare Auswerteeinheit im Blockschaltbild und
- Fig. 10 ein Blockschaltbild einer Auswerteeinheit für eine ortsfeste Meßkopfanordnung.
- Der vertikal gegossene Gießstrang wird mit Hilfe einer Rollenführung 1 in einem Bogen in die Horizontale umgelenkt, wobei der Gießstrang im Bereich dieses Gießbogens gekühlt werden muß. Zu diesem Zweck sind zwischen den Rollen 2 der Rollenführung Reihen von Spritzdüsen 3 vorgesehen, die über Versorgungsleitungen 4 mit dem Kühlmittel, üblicherweise Wasser, versorgt werden. Das Kühlmittel wird zwischen den Rollen 2 der Rollenführung 1 auf die Oberfläche des Gießstranges gesprüht, wobei die Kühlung des Gießstranges von der Ausrichtung und der Funktionstüchtigkeit der Spritzdüsen 3 abhängt. Um einen gewünschten Kühlverlauf sicherzustellen, muß folglich die Einstellung der Düsen 3 und ihr störungsfreies Arbeiten überprüft werden. Zu diesem Zweck wird gemäß Fig. 1 ein Meßkopf 5 mittels einer Laschenkette 6 durch die Rollenführung 1 gezogen. Dieser Meßkopf 5 bestimmt an seinen den Spritzdüsen zugekehrten Oberflächen Meßflächen 7, über die Schwingungsaufnehmer 8 verteilt sind, wie dies den Fig. 2 und 3 deutlich entnommen werden kann. Mit Hilfe dieser Schwingungsaufnehmer 8 kann das Sprühbild der Spritzdüsen bestimmt werden. Um mit dem Meßkopf 5 keine Meß- oder Verbindungsleitungen durch die Rollenführung 1 hindurchziehen zu müssen, ist im Meßkopf 5 eine Speichereinheit 9 für die von den Schwingungsaufnehmern 8 ermittelten Meßwerte vorgesehen, die über einen Steckanschluß 10 an eine Auswerteeinheit außerhalb des Meßkopfes weitergegeben werden können. Zur Energieversorgung enthält der Meßkopf 5 zusätzlich eine entsprechende Batterie 11.
- Wie die Fig. 4 und 5 zeigen, braucht zur Erfassung der Spritzbilder der Düsen kein gesonderter Meßkopf 5 vorgesehen zu werden, Die Meßflächen 7 mit den Schwingungsaufnehmern 8 können durchaus auch auf dem Angießkopf 12 eines Kaltstranges 13 angeordnet werden, der die Speichereinheit 9 mit dem Steckanschluß 10 und die Batterie 11 ebenfalls trägt. Wird der Angießkopf 12 als Meßkopf ausgebildet, so kann die Spritzdüsenfunktion unmittelbar vor dem Durchführen des Gießstranges überprüft werden, und zwar gleichzeitig mit dem Angießen, so daß ein gesonderter Meßdurchlauf, der nur in Gießpausen durchgeführt werden kann, entfällt.
- Die Schwingungsaufnehmer 8 bestehen gemäß Fig. 6 vorteilhaft aus einer- in einem Gehäuse 14 eingespannten Membrane 15, die dem Auftreffdruck des Kühlmittels ausgesetzt ist und die Meßfläche bestimmt. Diese Membrane 15 ist über einen Träger 16 mit einer Meßspule 17 verbunden, die mit einem Magnet 18 zusammenwirkt. Wird die Membrane 15 durch das aufgesprühte Kühlmittel in Schwingungen versetzt, so wird durch das Magnetfeld des Magneten 18 in der mitschwingenden Spule 17 eine von den Schwingungen abhängige Spannung induziert. Da nur Bewegungen der Meßspule 17 gegenüber dem Magnet 18 eine Meßspannung ergeben, wird der Auftreffdruck des Kühlmittels im Bereich der Membrane 15 gemessen, weil dieser Auftreffdruck auf Grund der entstehenden Turbulenzen zu Membranschwingungen führt. Der gleichzeitig vorhandene Druck von Schwallwasser wird nicht erfaßt, weil dieser Druck wegen der laminaren Strömung als statisch anzusehen ist.
- Um aus den einzelnen über die Schwingungsauf- , nehmer 8 erfaßten Meßwerten ein Bild über die Spritzverteilung des Kühlmittels zu erhalten, werden die Meßwerte der Speichereinheit 9 zugeführt. Diese Speichereinheit 9 besteht nach Fig. 8 aus einer Signalaufbereitung 19, in der die über die Verbindungsleitungen 20 mit den Schwingungsaufnehmern 8 ankommenden Meßsignale gefiltert, verstärkt und gleichgerichtet werden. Die so aufbereiteten Meßsignale werden anschließend über einen Schalter 21 nacheinander einem Analog-Digitalwandler 22 zugeführt, dem ein Speicher 23 für die einzelnen Meßsignale nachgeschaltet ist. Das aufeinanderfolgende, zyklische Einlesen der Meßsignale von den einzelnen Schwingungsaufnehmern 8 in den Speicher 23 wird durch eine Ablaufsteuerung 24 so gesteuert, daß beim Vorbeifahren des Meßkopfes 5 bzw. des Angießkopfes 12 an einer Reihe von Spritzdüsen 3 mehrere Meßzyklen durchgeführt werden, um die Druckverteilung auch in Bewegungsrichtung des Meßkopfes zu erhalten.
- Damit ausschließlich aussagekräftige Meßwerte abgespeichert werden, enthält die Speichereinheit 9 eine Vergleichseinrichtung 25, die das von den Schwingungsaufnehmern 8 übermittelte Meßsignal mit einem vorgegebenen Schwellwert vergleicht und über die Ablaufsteuerung 24 nur dann ein Abspeichern dieser Meßsignale zuläßt, wenn diese Meßsignale den vorgegebenen Schwellwert übersteigen.
- Eine andere Möglichkeit zur Steuerung der Meßzyklen besteht darin, das Signal eines Lagegebers 26, beispielsweise eines Rollenabtasters, zu verwenden, der die Lage der Schwingungsaufnehmer gegenüber den Spritzdüsen 3 anzeigt.
- Zur Auswertung der abgespeicherten Meßsignale wird der Speicher 23 der Speichereinheit 9 in eine Auswerteeinheit ausgelesen, wie sie in Fig. 9 dargestellt ist. Zu diesem Zweck wird der Steckanschluß 10 der Speichereinheit 9 mit einem entsprechenden Stecker 27 der Auswerteeinheit verbunden, die einen dem Speicher 23 entsprechenden Speicher 28 zum Einlesen der aus der Speichereinheit 9 ausgelesenen Daten aufweist. Die aus dem Speicher 23 der Speichereinheit 9 ausgelesenen Daten können zu Anpassungszwecken zusätzlich in einer Einrichtung 29 aufbereitet werden. Zum Auswerten der ermittelten Daten kann der Speicher 28 der Auswerteeinheit über einen Digital-Analogwandler 30 ausgelesen werden, der über einen Schalter 31 an einen Schreiber 32 angeschlossen ist, wobei über den Schalter 31 die einzelnen Meßdaten wieder den einzelnen Schwingungsaufnehmern 8 zugeordnet werden, so daß der Schreiber 32, der vorzugsweise als Linienschreiber zur grafischen Darstellung der Meßwerte ausgebildet ist, das ermittelte Spritzbild wiedergeben kann. Eine Ablaufsteuerung 33 steuert dabei die Umspeicherung, das Auslesen der gespeicherten Daten und die Datenweitergabe über den Digital-Analogwandler und den Schalter 31 an den Schreiber 32, so daß eine vollständige Meßfahrt aufgezeichnet wird. Der Schreiber 32 muß selbstverständlich eine Anzahl von Kanälen aufweisen, die der Anzahl der gleichzeitig aufzuzeichnenden Meßsignale entspricht. Dabei können die Meßsignale für die Spritzdüsen auf der Innen- und Außenseite des Gießbogens nacheinander ausgelesen und aufgezeichnet werden.
- Die Ablaufsteuerung 33 kann für zwei unterschiedliche Aufzeichnungsarten umgeschaltet werden, was durch den Wahlschalter 34 angedeutet wird. Nach der einen Aufzeichnungsart wird der Meßsignalverlauf jedes Druckaufnehmers bei seiner Bewegung entlang der Rollenführung 1 bestimmt. Nach der anderen Aufzeichnungsart werden die Meßsignale der einzelnen Druckaufnehmer in einer Lage des Meßkopfes miteinander zu einer grafischen Darstellung verknüpft, was unter bestimmten Voraussetzungen Unregelmäßigkeiten einfacher und deutlicher erkennen läßt.
- Werden die Spritzdüsen 3 entsprechend der Fig. 7 parallel zur Oberfläche des Gießstranges 35 ausgerichtet, so können die Schwingungsaufnehmer 8 in ortsfesten Meßköpfen 36 zwischen den Rollen 2 der Rollenführung 1 untergebracht werden. Diese Anordnung der Meßköpfe 36 erlaubt eine Überprüfung der Spritzdüsen 3 auch während eines Gusses. Die Meßköpfe 36 müssen allerdings über eine entsprechende Verdrahtung an eine gemeinsame Auswerteeinheit angeschlossen werden, wie sie in Fig. 10 dargestellt ist. Die von den Schwingungsaufnehmern 8 kommenden Meßsignale werden wiederum einer Signalaufbereitungseinrichtung 37 zugeführt, bevor sie über einen Wahlschalter 38 nacheinander einem Analog-Digitalwandler 39 weitergegeben werden. Die in digitaler Form vorliegenden Meßwerte können unmittelbar einem Schreiber 40 zugeleitet werden, der von einer Ablaufsteuerung 41 angesteuert wird, die nach einem Start über eine Starttaste 42 den Schalter 38 und den Analog-Digitalwandler 39 so .steuert, daß jedem Meßwert ein dem entsprechenden Schwingungsaufnehmer zugehöriger Kanal zugeordnet wird.
- Wird bei verfahrbaren Meßköpfen auf eine dem Meßkopf zugeordnete Speichereinheit verzichtet, so können die Meßsignale der Schwingungsaufnehmer über eine in den Fig. 8 und 9 mit 43 bezeichnete Kabelverbindung auch unmittelbar an den Schreiber 32 angelegt werden.
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE8484890119T DE3464212D1 (en) | 1984-06-25 | 1984-06-25 | Device for controlling the cooling sprays in a continuous-casting plant |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT107282A AT377460B (de) | 1982-03-18 | 1982-03-18 | Vorrichtung zum ueberpruefen der spritzduesen einer stranggiessmaschine |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0166068A1 true EP0166068A1 (de) | 1986-01-02 |
| EP0166068B1 EP0166068B1 (de) | 1987-06-16 |
Family
ID=3505992
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP19840890119 Expired EP0166068B1 (de) | 1982-03-18 | 1984-06-25 | Vorrichtung zum Überprüfen der Spritzdüsen einer Stranggiessmaschine |
Country Status (2)
| Country | Link |
|---|---|
| EP (1) | EP0166068B1 (de) |
| AT (1) | AT377460B (de) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011012303A3 (de) * | 2009-07-30 | 2011-03-31 | Sms Siemag Ag | Vorrichtung und verfahren zur detektion der druckverteilung des in einer stranggiessanlage oder walzstrasse aufgebrachten kühlmediums |
| WO2012110531A1 (de) * | 2011-02-17 | 2012-08-23 | Sms Siemag Ag | Vorrichtung und verfahren zur prüfung einer stranggiessanlage |
| CN115401179A (zh) * | 2022-08-23 | 2022-11-29 | 北京首钢股份有限公司 | 一种连铸坯结晶器短边冷却水的控制方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2059040A1 (fr) * | 1991-01-10 | 1992-07-09 | Philippe Gheeraert | Capteur de controle de refroidissement secondaire d'une machine de coulee continue, mannequin equipe de tels capteurs et procede de controle d'une machine de coulee continue |
| CN113843402B (zh) * | 2021-09-18 | 2023-05-19 | 山东钢铁股份有限公司 | 一种齿轮钢超大断面圆坯内部凝固组织的控制方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2107789A1 (en) * | 1971-02-18 | 1972-08-31 | Schloemann AG, 4000 Düsseldorf | Continuous casting spray nozzle check - carried out in situ by load cells |
| EP0011896A1 (de) * | 1978-12-01 | 1980-06-11 | Hoogovens Groep B.V. | Vorrichtung zum Kontrollieren der Arbeitsweise einer Anzahl Sprühdüsen, die insbesondere bei einer Stranggussanlage gebraucht werden |
-
1982
- 1982-03-18 AT AT107282A patent/AT377460B/de not_active IP Right Cessation
-
1984
- 1984-06-25 EP EP19840890119 patent/EP0166068B1/de not_active Expired
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2107789A1 (en) * | 1971-02-18 | 1972-08-31 | Schloemann AG, 4000 Düsseldorf | Continuous casting spray nozzle check - carried out in situ by load cells |
| EP0011896A1 (de) * | 1978-12-01 | 1980-06-11 | Hoogovens Groep B.V. | Vorrichtung zum Kontrollieren der Arbeitsweise einer Anzahl Sprühdüsen, die insbesondere bei einer Stranggussanlage gebraucht werden |
Non-Patent Citations (1)
| Title |
|---|
| JOURNAL A, Band 23, Nr. 4, Oktober 1982, Seiten 189-191, Antwerpen, BE; M. VAN SLOOTEN: "Apparatus for checking the operation of the secondary cooling water system in continuous casting machines" * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011012303A3 (de) * | 2009-07-30 | 2011-03-31 | Sms Siemag Ag | Vorrichtung und verfahren zur detektion der druckverteilung des in einer stranggiessanlage oder walzstrasse aufgebrachten kühlmediums |
| CN102497940A (zh) * | 2009-07-30 | 2012-06-13 | Sms西马格股份公司 | 探测施加在连铸设备或轧机中的冷却介质的压力分布的装置和方法 |
| WO2012110531A1 (de) * | 2011-02-17 | 2012-08-23 | Sms Siemag Ag | Vorrichtung und verfahren zur prüfung einer stranggiessanlage |
| CN115401179A (zh) * | 2022-08-23 | 2022-11-29 | 北京首钢股份有限公司 | 一种连铸坯结晶器短边冷却水的控制方法 |
| CN115401179B (zh) * | 2022-08-23 | 2023-12-26 | 北京首钢股份有限公司 | 一种连铸坯结晶器短边冷却水的控制方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP0166068B1 (de) | 1987-06-16 |
| AT377460B (de) | 1985-03-25 |
| ATA107282A (de) | 1984-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE2348724C3 (de) | Vorrichtung zum Synchronisieren der Tröpfchenbildung mit der Tröpfchenaufladung in einem Tintenstrahldrucker | |
| DE2656237C2 (de) | Verfahren zur Bestimmung der Kenngrößen eines Tintenstrahles | |
| DE2504275B2 (de) | Schwebekoerper-durchflussmesser mit einem elektrischen messumformer | |
| EP0166068B1 (de) | Vorrichtung zum Überprüfen der Spritzdüsen einer Stranggiessmaschine | |
| DE3001807A1 (de) | Verfahren zur kontinuierlichen messung der groesse oder steilheit des flachheitsfehlers eines metallbands beim auswalzen desselben | |
| DE69211532T2 (de) | Testsystem mit wechselfeldmessung | |
| DE2025693A1 (de) | Verfahren zur Überwachung des Betriebszustandes von Wälzlagern | |
| DE69503810T2 (de) | Überwachungsvorrichtung für Funkenerosionsmaschine | |
| DE2650665A1 (de) | Verfahren und vorrichtung zur ermittlung der abgelaufenen spielzeit bzw. bandlaenge und/oder der restlaufzeit von kassetten oder spulen bandfoermiger informationstraeger | |
| DE579807T1 (de) | Methode und gerät zur detektion von diskontinuitäten in magnetisierbaren material. | |
| DE3434629C2 (de) | ||
| DE69514932T2 (de) | Einrichtung zur überwachung der spannungen in einer ausrüstung | |
| CH686889A5 (de) | Verfahren und Vorrichtung zur Drehzahlregelung von Spinnmaschinen. | |
| DE1169692B (de) | Vorrichtung zur Eich- bzw. Standard-wertmarkierung bei Mess- und Registriergeraeten mit mindestens zwei Empfindlichkeitsbereichen und mindestens zwei diesen angepassten ver-schiedenen festen Eich- oder Standardwerten | |
| DE3036164C2 (de) | Längenmeßeinrichtung | |
| DE3631204A1 (de) | Vorrichtung an druckmaschinen zur densitometrischen erfassung eines messfeldstreifens | |
| DE2622786A1 (de) | Verfahren und vorrichtung zum feststellen und zaehlen von fischen im wasser | |
| DE1095029B (de) | Verfahren zur Abtastung von mit magnetisierbarer Tinte dargestellten Schriftzeichen und Vorrichtung zur Durchfuehrung des Verfahrens | |
| JP2758315B2 (ja) | 連続鋳造設備の2次冷却ノズルの自動診断方法 | |
| DE1449308B2 (de) | Lese und Korrekturvorrichtung mit nur emem Schreib-Lesekopf fur eine mag netische Speichereinrichtung | |
| DE3005801C2 (de) | Verfahren zur Vermeidung von Durchbrüchen in Stranggießanlagen | |
| EP0136520B1 (de) | Einrichtung zum Aufnehmen densitometrischer Werte von einem Kontrollstreifen | |
| EP0294674B1 (de) | Verfahren und Vorrichtung zur Überwachung von Tangentialriemen bei einer Maschine zum Herstellen gedrehter oder gezwirnter Fäden | |
| DE1108732B (de) | Vorrichtung zur Einhaltung eines geringen Abstandes eines Magnetkopfes von einem Aufzeichnungstraeger, insbesondere einer Magnettrommel | |
| DE3316392C2 (de) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| 17P | Request for examination filed |
Effective date: 19850415 |
|
| AK | Designated contracting states |
Designated state(s): BE CH DE FR GB IT LI LU NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19860930 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): BE CH DE FR GB IT LI LU NL SE |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LU Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19870630 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: NL Payment date: 19870630 Year of fee payment: 4 |
|
| ITF | It: translation for a ep patent filed | ||
| REF | Corresponds to: |
Ref document number: 3464212 Country of ref document: DE Date of ref document: 19870723 |
|
| ET | Fr: translation filed | ||
| PLBI | Opposition filed |
Free format text: ORIGINAL CODE: 0009260 |
|
| 26 | Opposition filed |
Opponent name: HOOGOVENS GROEP BV Effective date: 19880315 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19880625 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19880626 |
|
| NLR1 | Nl: opposition has been filed with the epo |
Opponent name: HOOGOVENS GROEP BV |
|
| BERE | Be: lapsed |
Owner name: VOEST-ALPINE A.G. Effective date: 19880630 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19890101 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee | ||
| GBPC | Gb: european patent ceased through non-payment of renewal fee | ||
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19890228 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19890301 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Effective date: 19890630 |
|
| RDAG | Patent revoked |
Free format text: ORIGINAL CODE: 0009271 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: PATENT REVOKED |
|
| GBPR | Gb: patent revoked under art. 102 of the ep convention designating the uk as contracting state | ||
| 27W | Patent revoked |
Effective date: 19890722 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 84890119.5 Effective date: 19890220 |