EP0175157A2 - Verfahren zum Borieren von Metallen und Metall-Legierungen mittels fester Boriermittel - Google Patents
Verfahren zum Borieren von Metallen und Metall-Legierungen mittels fester Boriermittel Download PDFInfo
- Publication number
- EP0175157A2 EP0175157A2 EP85110451A EP85110451A EP0175157A2 EP 0175157 A2 EP0175157 A2 EP 0175157A2 EP 85110451 A EP85110451 A EP 85110451A EP 85110451 A EP85110451 A EP 85110451A EP 0175157 A2 EP0175157 A2 EP 0175157A2
- Authority
- EP
- European Patent Office
- Prior art keywords
- boron
- boriding
- binders
- metal
- granulate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 33
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 16
- 239000002184 metal Substances 0.000 title claims abstract description 16
- 229910001092 metal group alloy Inorganic materials 0.000 title claims abstract description 9
- 239000007787 solid Substances 0.000 title claims description 7
- 239000003795 chemical substances by application Substances 0.000 claims abstract description 21
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 claims abstract description 18
- 229910052796 boron Inorganic materials 0.000 claims abstract description 18
- 239000008187 granular material Substances 0.000 claims abstract description 16
- 239000000126 substance Substances 0.000 claims abstract description 14
- 239000011230 binding agent Substances 0.000 claims abstract description 11
- 150000002739 metals Chemical class 0.000 claims abstract description 11
- 239000000945 filler Substances 0.000 claims abstract description 8
- 238000005271 boronizing Methods 0.000 claims abstract description 7
- 239000012798 spherical particle Substances 0.000 claims abstract description 7
- 238000001694 spray drying Methods 0.000 claims abstract description 7
- 239000004606 Fillers/Extenders Substances 0.000 claims abstract description 5
- 239000007900 aqueous suspension Substances 0.000 claims abstract 3
- 239000006185 dispersion Substances 0.000 claims abstract 2
- 239000012190 activator Substances 0.000 claims description 9
- 239000003995 emulsifying agent Substances 0.000 claims description 6
- 150000004676 glycans Chemical class 0.000 claims description 3
- 239000005017 polysaccharide Substances 0.000 claims description 3
- 229920001282 polysaccharide Polymers 0.000 claims description 3
- 239000002245 particle Substances 0.000 abstract description 6
- 239000007789 gas Substances 0.000 description 22
- 239000000203 mixture Substances 0.000 description 17
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 15
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 10
- 239000000843 powder Substances 0.000 description 10
- 229910052742 iron Inorganic materials 0.000 description 6
- 229910000831 Steel Inorganic materials 0.000 description 5
- 239000001257 hydrogen Substances 0.000 description 5
- 229910052739 hydrogen Inorganic materials 0.000 description 5
- 229910052757 nitrogen Inorganic materials 0.000 description 5
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 5
- 229910010271 silicon carbide Inorganic materials 0.000 description 5
- 239000010959 steel Substances 0.000 description 5
- 238000011282 treatment Methods 0.000 description 5
- 229910052580 B4C Inorganic materials 0.000 description 4
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 4
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- INAHAJYZKVIDIZ-UHFFFAOYSA-N boron carbide Chemical compound B12B3B4C32B41 INAHAJYZKVIDIZ-UHFFFAOYSA-N 0.000 description 4
- -1 boron halides Chemical class 0.000 description 4
- 239000002270 dispersing agent Substances 0.000 description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 3
- 229910021538 borax Inorganic materials 0.000 description 3
- ZDVYABSQRRRIOJ-UHFFFAOYSA-N boron;iron Chemical compound [Fe]#B ZDVYABSQRRRIOJ-UHFFFAOYSA-N 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000005469 granulation Methods 0.000 description 3
- 230000003179 granulation Effects 0.000 description 3
- 239000011261 inert gas Substances 0.000 description 3
- 239000004328 sodium tetraborate Substances 0.000 description 3
- 235000010339 sodium tetraborate Nutrition 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 150000002222 fluorine compounds Chemical class 0.000 description 2
- 150000002431 hydrogen Chemical class 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229910001149 41xx steel Inorganic materials 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 1
- CZMRCDWAGMRECN-UGDNZRGBSA-N Sucrose Chemical compound O[C@H]1[C@H](O)[C@@H](CO)O[C@@]1(CO)O[C@@H]1[C@H](O)[C@@H](O)[C@H](O)[C@@H](CO)O1 CZMRCDWAGMRECN-UGDNZRGBSA-N 0.000 description 1
- 229930006000 Sucrose Natural products 0.000 description 1
- 239000008186 active pharmaceutical agent Substances 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 239000002518 antifoaming agent Substances 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 150000001720 carbohydrates Chemical class 0.000 description 1
- 239000000084 colloidal system Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 229910052593 corundum Inorganic materials 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 150000002016 disaccharides Chemical class 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 238000009477 fluid bed granulation Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000010791 quenching Methods 0.000 description 1
- 230000000171 quenching effect Effects 0.000 description 1
- 150000004760 silicates Chemical class 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- LIVNPJMFVYWSIS-UHFFFAOYSA-N silicon monoxide Chemical class [Si-]#[O+] LIVNPJMFVYWSIS-UHFFFAOYSA-N 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000005720 sucrose Substances 0.000 description 1
- 238000005496 tempering Methods 0.000 description 1
- 230000002110 toxicologic effect Effects 0.000 description 1
- 231100000027 toxicology Toxicity 0.000 description 1
- 229910001845 yogo sapphire Inorganic materials 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/60—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using solids, e.g. powders, pastes
- C23C8/62—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using solids, e.g. powders, pastes only one element being applied
- C23C8/68—Boronising
- C23C8/70—Boronising of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/60—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using solids, e.g. powders, pastes
- C23C8/62—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using solids, e.g. powders, pastes only one element being applied
- C23C8/68—Boronising
Definitions
- P ulverbor Schlieren places the parts to be borated in containers and surrounds them with boron-releasing powder.
- the containers are then pushed into a pre-heated oven and maintained at temperatures around 800 ° C to 1100 0, then cooled and then emptied.
- paste boriding (DE-AS 23 61 017), a layer of the borating agent that is as uniformly thick as possible is applied to the workpiece, dried and treated for several hours at temperatures from approximately 800 ° C. to 1100 ° C.
- the borating agent usually contains crystalline or amorphous boron, boron carbide, ferroboron, borax or mixtures of at least two of these components as a boron-releasing substance, as fillers, for example carbon black, silicon carbide, silica, aluminum or magnesium oxide and as activators, in particular complex fluorides such as potassium tetrafluoroborate.
- the temperature treatment is carried out in chamber, pot, belt conveyor, chain conveyor or vacuum ovens.
- the object of the invention is to develop a boronizing process which is considerably less time-consuming and labor-intensive than the previously known processes.
- Another object of the invention is to produce a closed boride layer on the surface of metals or metal alloys. It is also an object of the invention to produce boride-containing layers on the surface of iron and iron-containing alloys by boronizing in the fluidized bed, the iron thereof boride consists essentially of Fe 2 B.
- a borating agent in granular form is known from DE-DS 05 21 27 093 (H. Krzyminski, Manual Gold- und Silber-Scheideweg 14, 1972).
- the known boron powders cannot be used in this process because of their grain size and grain distribution.
- all solid formulations of borating agents whose grain can be kept in a fluidized state at the reaction temperature in the flowing gaseous medium can be used in the process according to the invention.
- Almost spherical particles with a grain size of 0.025 mm to 5.0 mm are preferred, grain sizes of 0.05 to 2.0 mm are particularly preferred.
- the granules used in the process according to the invention can, for example, be formulated from all powders which have hitherto been successfully used for boronizing metals.
- boron-releasing substances they can contain amorphous or crystalline boron, boron carbide, borax or metal borides, or mixtures of at least two of these substances.
- Boron carbide is particularly preferred.
- Carbon black, silicon carbide, aluminum, magnesium and silicon oxides, silicates, non-boronable metals, their mixtures or similar substances can be used as fillers, which are also extenders.
- the borating agents can contain all substances individually or in a mixture which were previously used as activators in the boronization of metals and their alloys.
- Complex fluorides in particular potassium tetrafluoroborate, are preferred.
- all methods can be used to granulate or pelletize the borating agent with which particles of the desired geometry and particle size can be produced, such as e.g. Build-up granulation on the granulation plate and fluid bed granulation.
- one or more inorganic or organic binders and auxiliaries can be added to the mixture.
- a method that is atypical for this purpose is preferred: spray drying.
- This process is generally used for the production of highly disperse and redispersible particles, ie particles with low mechanical stability.
- spray drying the boron mixture according to the invention, particles are formed which are mechanically stable and, because of their almost spherical geometry, their grain size, their narrow grain size distribution and their dimensional stability, are particularly suitable for use in a fluidized bed process under reaction conditions.
- binders a dispersing agent which is inert towards the powder constituents and emulsifiers, are added to the powder to be granulated. Saccharides, disaccharides, polysaccharides and mixtures of at least two of these substances are preferred as binders.
- Water is preferred as the dispersing agent which is inert towards the powder components for environmental and cost reasons.
- the dispersing agent Based on the weight of the borating agent and stabilizer to be granulated, 10 to 100 percent by weight, preferably 20 to 70 percent by weight, of dispersing agent are added. It is possible to use more dispersants, he said but demands higher energy consumption or lower throughput when spray drying.
- Emulsifiers can be added to the mixture to be granulated.
- auxiliaries such as protective colloids, anti-foaming agents and spraying aids can be added.
- Binder is preferably used in amounts of 2 to 30 percent by weight, based on the sum of the weight of dry granules, ie boron-releasing substance, fillers and activators, emulsifiers, Auxiliaries and binders used; Amounts between 5 and 20 percent by weight are particularly preferred.
- the amounts of boron-imparting substance can be between 2 and 90 percent by weight, based on the dry granules, depending on the affinities of the surfaces to be borated.
- the activator is used in amounts of 1 to 15, preferably 3 to 8 percent by weight. Larger amounts of activator have no advantages.
- the boriding granulate in the fluidized bed, can be the only bulk material, but it can also be used in a mixture with a granulate which is inert to the boron-releasing substance.
- Such inert granules can consist, for example, of the fillers mentioned above.
- the inventive boriding process in a fluidized bed is carried out in a retort made of a gas-tight material which is stable at the reaction temperature, preferably in ceramic or retorts coated with ceramic.
- Inert gases and gas mixtures are preferably used as wizzle gases.
- inert gases or gas mixtures are nitrogen, argon and their mixtures.
- reducing gases or gas mixtures are hydrogen, ammonia cracking gas, forming gas (5-30% hydrogen, 70-95% nitrogen), hydrocarbons, mixtures of at least two of these reducing gases and mixtures of at least one reducing gas with at least one inert gas.
- the boriding process according to the invention is carried out at temperatures from 580 ° C. to 1300 ° C., preferably at 580 ° C. to 1100 ° C., particularly preferably at 800 ° C. to 1100 ° C.
- the fluidized bed boring process allows a continuous or semi-continuous procedure for boring individual and serial parts, also in connection with subsequent treatments. In general, it is advisable to drill the workpieces before the actual boriding step
- boron granules can be removed from the fluidized bed, for example by suction or pneumatic conveying; unused borating agent can be added to the reactor at any time. Full Continuous e driving. In the moving bed, for example, guidance of the boriding agent stream Y can be achieved.
- the boriding process can be followed by further process steps which have proven themselves in metal treatment. Boring of steels can be followed, for example, by diffusion annealing, austenitizing, quenching and / or tempering.
- the process according to the invention allows the relatively expensive boroning medium to be used more economically.
- the fluidized bed boron creates a closed boride layer of uniform thickness.
- All metals and metal alloys which could also be borated in the previously known processes can be borated by the process according to the invention. Examples of this Metals or metal alloys are iron, cobalt, nickel, titanium, steels, hard metal and alloys containing Eise 4 cobalt, nickel and / or titanium.
- a single-phase iron boride layer is achieved on the surface of iron-containing alloys or iron, ie the iron boride formed consists essentially of Fe 2 B.
- Most other processes produce two-phase layers, one phase of which contains Fe 2 B and the other of which FeB. Tensions can occur in such two-phase layers containing iron boride, which ultimately lead to cracks.
- the workpieces were heated to the desired reaction temperature for boronization.
- a plate made of steel Ck 45 was suspended in a boriding agent prepared according to A in a fluidized bed at 920 ° C. and kept at this temperature for 2 hours. After this time, the sample cooled in the raised shaft of the fluidized bed furnace in the gas atmosphere. Forming gas (95% nitrogen, 5% hydrogen) was used as the fluidizing gas. The surface of the sample was free of borating agent. Under these boriding conditions, a single-phase boride layer with a thickness of approx. 100 ⁇ m was created.
- Pawls and switching cams made of St 37 K steel were borated according to Example 1, but for 3 hours, at 920 ° C. in a fluidized bed. Forming gas (90% nitrogen, 10% hydrogen) was used as the fluidizing gas.
- the cut examination showed a single-phase boride layer thickness of approx. 140 ⁇ m.
- the gears were removed from the fluidized bed and then quenched in an oil bath.
- the gears had a single-phase boride layer 30 ⁇ m thick.
- the duration of the treatment from preparation to the end of curing was approximately 2 hours. According to the previously known methods, a treatment cycle of at least two days was necessary to achieve an equivalent result.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacture Of Metal Powder And Suspensions Thereof (AREA)
- Catalysts (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Powder Metallurgy (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Solid-Sorbent Or Filter-Aiding Compositions (AREA)
Abstract
Description
- Es ist bekannt, auf Metallen oder Metallegierungen durch Reaktion mit borhaltigen Materialien sehr harte Oberflächen aus Boriden zu erzeugen. Diese Oberflächenhärtung kann mittels gasförmiger Stoffe wie Diboran oder Borhalogenide, flüssiger Medien, wie Boraxschmelzen oder auch fester Borierungsmittel auf Metalloberflächen erreicht werden. Aus toxikologischen, wirtschaftlichen und technologischen Gründen konnten sich in der Praxis nur feste Borierungsmittel durchsetzen, d.h. Pulver und Pasten.
- Verfahren zum Borieren von Metallen und Metallegierungen mittels Pulver bzw. Pasten sind in DE-PS 17 96 215 (H. Kunst, Elektroschmelzwerk Kempten GmbH; ausgegeben am 26. Juli1973), DE-PS 21 46 472 (W. Fichtl et al., Elektroschmelzwerk Kempten GmbH, ausgegeben am 7. September 1978), DE-PS 22 08 734 (G. Wiebke et al. Elektroschmelzwerk Kempten GmbH, ausgegeben am 31, Juli 1980) und DE-AS 23 61 017 (E. Preuschen, Vac-Hyd Processing GmbH, bekanntgemacht am 30. August 1979) eingehend beschrieben.
- Beim Pulverborieren werden die zu borierenden Teile in Behälter angeordnet und mit borabgebendem Pulver dicht umgeben. Die Behälter werden dann in einen vorgeheizten Ofen geschoben und bei Temperaturen um 800°C bis 11000c gehalten, danach abgekühlt und anschließend entleert.
- Beim Pastenborieren (DE-AS 23 61 017) wird eine möglichst gleichmäßig dicke Schicht des Borierungsmittels auf das Werkstück aufgetragen, getrocknet und bei Temperaturen von ca. 800°C bis 1100°C mehrere Stunden lang behandelt.
- Das Boriermittel enthält üblicherwiese kristallines oder amorphes Bor, Borcarbid, Ferrobor, Borax oder Gemische von mindestens zwei dieser Komponenten als borabgebende Substanz., als Füllstoffe beispielsweise Ruß, Siliciumcarbid, Kieselsäure, Aluminium-oder Magnesiumoxid und als Aktivatoren insbesondere komplexe Fluoride wie Kaliumtetrafluoroborat. Die Temperaturbehandlung wird in Kammer-, Topf-, Banddurchlauf-, Kettendurchlauf- oder Vakuumöfen durchgeführt.
- Bei Pulverborierverfahren müssen die zu behandelnden Teile ein- und ausgepackt werden, was jeweils mit . Staubbelastung verbunden ist. Die Aufwärm- und Abkühlperioden sind auf Grund des schlechten Wärmedurchgangs durch das Borierpulver relativ lang. Es wird meist ein Überschuß des verhältnismäßig teueren Boriermediums verwandt. Das Pastenborieren erfordert ein sehr gleichmäßig dickes Auftragen der Paste. Zeitaufwendig ist auch das Trocknen der Paste.
- Aufgabe der Erfindung ist es, ein Borierverfahren zu entwickeln, das gegenüber den bisher bekannten Verfahren wesentlich weniger zeit- und arbeitsaufwendig ist. Eine weitere Aufgabe der Erfindung ist es, an der Oberfläche von Metallen oder Metallegierungen eine geschlossene Boridschicht zu erzeugen. Ebenso ist es Aufgabe der Erfindung, an der Oberfläche von Eisen und eisenhaltigen Legierungen durch Borieren im Wirbelbett boridhaltige Schichten herzustellen, deren Eisenboridanteil im wesentlichen aus Fe2B besteht. Diese Aufgaben werden durch die vorliegende Erfindung dadurch gelöst, daß das Borieren in einem Wirbelbett unter Verwendung eines Granulats von nahezu kugelförmigen Teilchen einer Korngröße von 0,025 mm bis 5,0 mm als festes Boriermittel durchgeführt wird.
- EinBorierungsmittel in granulierter Form ist aus DE-DS 05 21 27 093 ( H. Krzyminski, Deutsche Gold- und Silber-Scheideanstalt, offengelegt am 14.Dezember 1972) bekannt. Auf Grund seines zylinderförmigen Korns ist es jedoch für ein Wirbelschichtverfahren ungeeignet. Die bekannten Borierpulver können wegen ihrer Korn-9röße und Kornverteilung nicht in diesem Verfahren eingesetzt werden. Im erfindungsgemäßen Verfahren können prinzipiell alle festen Formulierungen von Boriermitteln verwandt werden, deren Korn bei der Reaktionstemperatur im strömenden gasförmigen Medium in einem fluidisierten Zustand gehalten werden kann. Bevorzugt werden nahezu kugelförmige Teilchen mit einer Korngröße von 0,025 mm bis 5,0 mm, besonders bevorzugt werden Korngrößen von 0,05 bis 2,0 mm.
- Das im erfindungsgemäßen Verfahren eingesetzte Granulat kann beispielsweise aus allen Pulvern formuliert werden, die bisher mit Erfolg beim Borieren von Metallen eingesetzt wurden. Als borabgebende Substanzen können sie amorphes oder kristallines Bor, Borcarbid, Borax oder Metallboride enthalten, oder Mischungen aus mindestens zwei dieser Stoffe. Besonders bevorzugt ist Borcarbid. Als Füllstoffe, -die gleichzeitig Streckmittel sind, können Ruß, Siliciumcarbid, Aluminium-, Magnesium-und Siliciumoxide, Silikate, nicht borierbare Metalle, deren Mischungen bzw. ähnliche Substanzen dienen. Als Aktivatoren können die Boriermittel alle Stoffe einzeln oder im Gemisch enthalten, die bisher als Aktivatoren beim Borieren von Metallen und deren Legierungen eingesetzt wurden. Bevorzugt sind komplexe Fluoride, insbesonders Kaliumtetrafluoroborat.
- Zum Granulieren bzw. Pelletisieren des Boriermittels können prinzipiell alle Verfahren herangezogen werden mit denen man Teilchen der gewünschten Geometrie und Korngröße erzeugen kann, wie.z.B. Aufbaugranulation auf dem Granulierteller.und Wirbelschichtgranulation. Beim Granulieren bzw. Pelletisieren können der Mischung ein oder mehrere anorganische oder organische Binde- und Hilfsmittel zugegeben werden.
- Bevorzugt wird eine für diesen Zweck untypische Methode: das Sprühtrocknen. Dieses Verfahren wird im Allgemeinen zur Herstellung von hochdispersen und redispergierbaren Teilchen, d.h. Partikel von geringer mechanischer Stabilität,eingesetzt. Durch das ebenfalls erfindungsgemäße Sprühtrocknen der Boriermischung werden jedoch Teilchen gebildet,die mechanisch stabil sind und auf Grund ihrer fast kugelförmigen Geometrie, ihrer Korngröße, ihrer engen Korngrößenverteilung und ihrer Dimensionsstabilität unter Reaktionsbedingungen für die Anwendung in einem Wirbelbettverfahren besonders geeignet sind. Vor dem Sprühtrocknen werden dem zu granulierenden Pulver Bindemittel, ein Dispersionsmittel, das sich den Pulverbestandteilen gegenüber inert verhält und Emulgatoren, zugegeben. Als Bindemittel werden Saccharide, Disaccharide, Polysaccharide und Gemische von mindestens zwei dieser Stoffe bevorzugt. Als Dispersionsmittel, das sich den Pulverbestandteilen gegenüber inert verhält ist aus Umwelt- und Kostengründen Wasser bevorzugt. Bezogen auf Gewicht von zu granulierendem Boriermittel und Stabilisator werden 10 bis 100 Gewichtsprozent, vorzugsweise 20 bis 70 Gewichtsprozent Dispersionsmittel, zugegeben. Das Einsetzen von mehr Dispersionsmittel ist möglich,er fordert aber höheren Energieverbrauch bzw. geringeren Durchsatz beim Sprihtrocknen. Dem zu granulierenden Gemisch können Emulgatoren zugegeben werden. Obwohl für das erfindungsgemäße Verfahren nicht unbedingt erforderlich, können Hilfsstoffe wie Schutzkolloide, Antischaummittel und Verdüsungshilfen zugesetzt werden.Bindemittel wird bevorzugterweise in Mengen von 2 bis 30 Gewichtsprozent, bezogen auf die Summe des Gewichts trockenen Granulats, d.h. borabgebende Substanz, Füllstoffe und Aktivatoren, Emulgatoren, Hilfsstoffe und Bindemittel eingesetzt; besonders bevorzugt sind Mengen zwischen 5 und 20 Gewichtsprozent. Die Mengen an borgebender Substanz können je nach den Affinitäten der zu borierenden Oberflächen zwischen 2 und90 Gewichtsprozent bezogen auf das trockene Granulat betragen. Der Aktivator wird in Mengen von 1 bis 15, vorzugsweise 3 bis 8 Gewichtsprozent eingesetzt. Größere Mengen an Aktivator bringen keine Vorteile.
- Im erfindungsgemäßen Borierverfahren in der Wirbelschicht kann das Boriergranulat als einziges Schüttgut, es kann aber auch in Mischung mit einem gegen die borabgebende Substanz inertem Granulat eingesetzt werden. Solch inertes Granulat kann beispielsweise aus oben genannten Füllstoffen bestehen.
- Das erfindungsgemäße Borierverfahren im Wirbelbett -wird in einer Retorte aus einem gasdichten, und bei der Reaktionstemperatur stabilem Werkstoff durchgeführt, vorzugsweise in_Kecamik- oder mit Keramik innbenbeschichteten Retorten.
- Als Wizbelgase werden vorzugsweise inerte Gase und Gasgemische, oder reduzierende Gase und Gasgemisbhe eingesetzt. Beispiele für inerte Gase bzw. Gasgemische sind Stickstoff, Argon und deren Gemische. Beispiele für reduzierende Gase bzw. Gasgemische sind Wasserstoff, Ammoniakspaltgas, Formiergas (5-30% Wasserstoff, 70-95% Stickstoff),Kohlenwasserstoffe,Gemische von mindestens zwei dieser reduzierenden Gase und Gemische von mindestens einem reduzierendem Gas mit mindestens einem Inertgas.
- Das erfindungsgemäße Borierverfahren wird bei Temperaturen von 580°C bis 1300°C, vorzugsweise bei 580°C bis 1100°C, besonders vorzugsweise bei 800°C bis 1100°C durchgeführt. Der Wirbelbettborierprozeß erlaubt eine kontinuierliche bzw. halbkontinuierliche Fahrweise zum Borieren von Einzel-und Serienteilen, auch in Verbindung mit Folgebehandlungen. Im Allgemeinen ist es ratsam, die zu borierenden Werkstücke vor dem eigentlichen Borierungsschritt
- vorzuwärmen. Während des Prozesses kann weitgehend verbrauchtes Boriergranulat aus der Wirbelschicht entfernt werden, beispielsweise durch Absaugen oder pneumatische Förderung;unverbrauchtes Boriermittel kann dem Reaktor jederzeit zugegeben werden. Vollkontinuierliche Fahrweise. Im Wanderbett kann beispielsweise durch Führung des BoriermittelstoffstromsY erreicht werden. Dem Borierverfahren können sich weitere in der Metallbehandlung bewährte Verfahrensschritte anschließen Dem Borieren von Stählen kann beispielsweise das Diffusionsglühen, Austenitisieren, Abschrecken und/oder Anlassen folgen.
- Im Vergleich mit den Pulverborierverfahren, bei denen meist ein großer überschuß an Boriermittel eingesetzt wird, erlaubt das erfindungsgemäße Verfahren eine wirtschaftlichere Ausnutzung des relativ teuren Boriermediums. Das Wirbelbett borieren erzeugt eine geschlossene Boridschicht von gleichmäßiger Dicke. Durch das erfindungsgemäße Verfahren können alle Metalle und Metallegierungen boriert werden, die auch in den bisher bekannten Verfahren boriert werden konnten. Beispiele für diese Metalle bzw. Metallegierungen sind Eisen, Kobalt, Nickel, Titan, Stähle, Hartmetall und Legierungen, die Eise4 Kobalt, Nickel und/oder Titan enthalten. An der Oberfläche von eisenhaltigen Legierungen bzw. von Eisen wird eine einphasige Eisenboridschicht erzielt, d.h. das gebildete Eisenborid besteht im wesentlichen aus Fe2B. Durch die meisten anderen Verfahren werden zweiphasige Schichten erzeugt, deren eine Phase Fe2B und deren andere FeB enthält. In solchen zweiphasigen, Eisenborid enthaltenden Schichten können Spannungen auftreten, die letztlich zu Rissen führen.
- A. Herstellung des Boriergranulats
- Eine Suspension von
- 20 950 g Siliziumcarbid 810 g Borcarbid (unter der geschützten Bezeichnung "Tetrabor" der Firma Elektroschmelzwerk Kempten GmbH, München,BRD,handelsüblich)
- 1 160 g Kaliumtetrafluoroborat
- 2 000 g einer 50 Gew. %-igen wäßrigenSaccharose-Lösung
- 13 000 g Wasser und
- 0,2g Emulgator (unter der geschützten Bezeichnung "Targo 1128 X" der Firma Benckiser und Knapsack, Ladenburg, BRD, handelsüblich)
- Zum Borieren wurden die Werkstücke auf die gewünschte Reaktionstemperatur erhitzt.Die Reaktion wird in einem von außen beheizten Wirbelbett durchgeführt, dessen innere Wandung aus Keramik besteht.
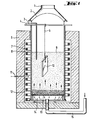
- Eine bevorzugte Ausführungsform einer im erfindungsgemäßen Verfahren verwendbaren Apparatur ist in Fig. 1 dargestellt. Hierin bedeuten
- ① den Absaugstutzen,
- ②ein feines Maschensieb,
- ③ ein Thermoelement,
- ④ und ⑤ Tragstangen bzw. Aufhängung für das Werkstück,
- ⑥ die Ausmauerung,.
- ⑦ Heizelemente,
- ⑧ die Behälterwand,
- ⑨ das Wirbelbett,
- ⑩ das zu borierende Werkstück,
- ⑪ ein Thermoelement,
- ⑫ grobkörniges SiC/Al2O3 (zur besseren Verteilung des
- ⑬ eine Lochplatte, Wirbelgases)
- ⑭ die Gas-Ausgleichs- und Mischkammer und
- ⑭ die Gaszuführung.
- Eine Platte aus dem Stahl Ck 45 wurde in einem gemäß A hergestellten Boriermittel im Wirbelbett bei 920°C eingehängt und in diesem 2 Stunden lang auf Temperatur gehalten. Nach dieser Zeit kühlte die Probe im hochgezogenen Schacht des Wirbelbettofens in der Gasatmosphäre ab. Als Wirbelgas wurde Formiergas (95 % Stickstoff, 5 % Wasserstoff) verwendet. Die Probe war oberflächlich frei von Boriermittel. Unter diesen Borierbedingungen entstand eine einphasige Boridschicht einer Dicke von ca. 100 µm.
- Klinken und Schaltnocken aus Stahl St 37 K wurden gemäß Beispiel 1, jedoch 3 Stunden, bei 920°C im Wirbelbettboriert. Als Wirbelgas wurde Formiergas ( 90 % Stickstoff, 10 % Wasserstoff) verwendet.
- Die Schliffuntersuchung ergab eine einphasige Boridschichtdicke von ca. 140 µm.
- Zahnräder aus 42 CrMo 4- Stahl wurden 45 min. lang bei 860°C mit gemäß A hergestelltem Boriermittel unter Verwendung von Formiergas (90% Stickstoff, 10% Wasserstoff) als Wirbelgas boriert.
- Dann wurden die Zahnräder dem Wirbelbett entnommen
und anschließend im ölbad abgeschreckt. Die Zahnräder wiesen eine einphasige Boridschicht von 30 µm Dicke auf. Die Dauer der Behandlung vom Vorbereiten bis zum Ende der Härtung betrug ca. 2 Stunden. Nach den bisher bekannten Verfahren waren zum Erzielen eines äquivalenten Ergebnisses ein Behandlungszyklus von mindestens zwei Tagen Dauer notwendig.
wird bei 30°C aufgerührt und dem Sprühturm, der auf ca. 350°C vorgeheizt ist, von oben langsam zugeführt. Ein trockenes Granulat fällt mit ca. 60°C an. Es besteht aus nahezu kugelförmigen Partikeln einer Korngröße zwischen 0,080 mm und 0,220 mm.
Claims (4)
dadurch gekennzeichnet,
daß das Borieren von Metallen und Metall-Legierungen in einem Wirbelbett bei einer Temperatur von 580 bis 1300°C unter Verwendung eines Granulats von nahezukugelförmigen Teilchen einer Korngröße von 0,025 bis 5,0 mm als festes Boriermittel durchgeführt wird.
dadurch gekennzeichnet,
daß als Boriermittel ein Granulat eingesetzt wird, dessen nahezu kugelförmige Teilchen eine Korngröße von 0,05 mm bis 2,0 mm besitzen.
dadurch gekennzeichnet,
daß als Boriermittel auf der Grundlage von borabgebenden Substanzen, Aktivatoren, Füllstoffen, Streck-und Bindemitteln ein Granulat eingesetzt wird, das durch Sprühtrocknen einer wässrigen Suspension oder Dispersion unter Verwendung von
Mono-, Di- und / oder Polysacchariden als Bindemitteln hergestellt wurde.
herstellbar durch
Sprühtrocknen einer wässrigen Suspension unter Verwendung von Emulgatoren, Hilfstoffen, und Mono-, Di- und/oder Polysacchariden als Bindemittel bei Temperaturen zwischen 120°C und 750°C.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AT85110451T ATE42577T1 (de) | 1984-08-23 | 1985-08-20 | Verfahren zum borieren von metallen und metalllegierungen mittels fester boriermittel. |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE3431044 | 1984-08-23 | ||
| DE19843431044 DE3431044A1 (de) | 1984-08-23 | 1984-08-23 | Verfahren zum borieren von metall und metall-legierungen mittels fester boriermittel |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| EP0175157A2 true EP0175157A2 (de) | 1986-03-26 |
| EP0175157A3 EP0175157A3 (en) | 1986-04-02 |
| EP0175157B1 EP0175157B1 (de) | 1989-04-26 |
Family
ID=6243724
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP85110451A Expired EP0175157B1 (de) | 1984-08-23 | 1985-08-20 | Verfahren zum Borieren von Metallen und Metall-Legierungen mittels fester Boriermittel |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US4637837A (de) |
| EP (1) | EP0175157B1 (de) |
| JP (1) | JPS6160876A (de) |
| AT (1) | ATE42577T1 (de) |
| CA (1) | CA1230804A (de) |
| DE (2) | DE3431044A1 (de) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0259825A3 (en) * | 1986-09-08 | 1989-08-30 | Elektroschmelzwerk Kempten Gmbh | Process and apparatus for edge-hardening work pieces |
Families Citing this family (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3622668C1 (en) * | 1986-07-05 | 1988-02-11 | Ewald Schwing | Fluidised bed kiln for the heat treatment of metallic objects |
| JPH0819514B2 (ja) * | 1986-07-07 | 1996-02-28 | 株式会社豊田中央研究所 | 表面処理方法およびその装置 |
| US5242741A (en) * | 1989-09-08 | 1993-09-07 | Taiho Kogyo Co., Ltd. | Boronized sliding material and method for producing the same |
| US5303904A (en) * | 1990-01-18 | 1994-04-19 | Fike Corporation | Method and apparatus for controlling heat transfer between a container and workpieces |
| US5316594A (en) * | 1990-01-18 | 1994-05-31 | Fike Corporation | Process for surface hardening of refractory metal workpieces |
| US5407498A (en) * | 1990-01-18 | 1995-04-18 | Kemp Development Corporation | Mechanically fluidized retort and method for treating particles therein |
| US5324009A (en) * | 1990-01-18 | 1994-06-28 | Willard E. Kemp | Apparatus for surface hardening of refractory metal workpieces |
| US5264247A (en) * | 1990-09-14 | 1993-11-23 | Valmet Paper Machinery Inc. | Process for the manufacture of a coating bar for a bar coater |
| US5595601A (en) * | 1990-09-14 | 1997-01-21 | Valmet Corporation | Coating bar for a bar coater |
| JP3189507B2 (ja) * | 1992-06-30 | 2001-07-16 | 株式会社豊田中央研究所 | 表面処理装置 |
| RU2149917C1 (ru) * | 1995-09-21 | 2000-05-27 | Уральский государственный технический университет | Способ бороникелирования стальных изделий в псевдоожиженном слое |
| RU2135631C1 (ru) * | 1997-12-02 | 1999-08-27 | Новочеркасский государственный технический университет | Способ борирования поверхности стали для эмалирования |
| DE19830654C2 (de) * | 1998-07-09 | 2002-06-27 | Durferrit Gmbh | Boriermittel, seine Verwendung und Verfahren zur Erzeugung einphasiger, Fe¶2¶B-haltiger Boridschichten |
| RU2132403C1 (ru) * | 1998-09-01 | 1999-06-27 | Акционерное общество "Тульский проектно-конструкторский технологический институт машиностроения" | Способ химико-термической обработки |
| US6478887B1 (en) * | 1998-12-16 | 2002-11-12 | Smith International, Inc. | Boronized wear-resistant materials and methods thereof |
| KR100326093B1 (ko) * | 1999-07-02 | 2002-03-07 | 김점동 | 보로나이징 분말 및 이를 이용하여 금속표면에 보라이드층을형성하는 방법 |
| US6601315B2 (en) | 2000-12-14 | 2003-08-05 | Bausch & Lomb Incorporated | Combined fluidized bed dryer and absorption bed |
| CA2502575A1 (en) * | 2002-11-15 | 2004-06-03 | University Of Utah Research Foundation | Integral titanium boride coatings on titanium surfaces and associated methods |
| US20060074491A1 (en) * | 2004-09-30 | 2006-04-06 | Depuy Products, Inc. | Boronized medical implants and process for producing the same |
| US7325973B2 (en) * | 2005-04-13 | 2008-02-05 | Smith Thomas J | Systems and methods for reducing slide bearing tolerances |
| US7459105B2 (en) * | 2005-05-10 | 2008-12-02 | University Of Utah Research Foundation | Nanostructured titanium monoboride monolithic material and associated methods |
| JP2009512778A (ja) * | 2005-09-22 | 2009-03-26 | スカフコ エンジニアリング アンド マニュファクチャリング, インコーポレイテッド | プラズマホウ化方法 |
| US20070078521A1 (en) * | 2005-09-30 | 2007-04-05 | Depuy Products, Inc. | Aluminum oxide coated implants and components |
| CA2649525A1 (en) * | 2006-04-20 | 2007-11-01 | Habib Skaff | Mechanical parts having increased wear resistance |
| US8012274B2 (en) * | 2007-03-22 | 2011-09-06 | Skaff Corporation Of America, Inc. | Mechanical parts having increased wear-resistance |
| US8419934B1 (en) | 2008-10-30 | 2013-04-16 | Sundance Spas, Inc. | Filter |
| US20100176339A1 (en) * | 2009-01-12 | 2010-07-15 | Chandran K S Ravi | Jewelry having titanium boride compounds and methods of making the same |
| US8894770B2 (en) | 2012-03-14 | 2014-11-25 | Andritz Iggesund Tools Inc. | Process and apparatus to treat metal surfaces |
| US20170320171A1 (en) * | 2016-05-06 | 2017-11-09 | Siemens Energy, Inc. | Palliative superalloy welding process |
| JP6322300B1 (ja) * | 2017-01-06 | 2018-05-09 | 株式会社エーアイ | 白金加工品の製造方法 |
| US11192792B2 (en) | 2017-03-14 | 2021-12-07 | Bwt Llc | Boronizing powder compositions for improved boride layer quality in oil country tubular goods and other metal articles |
| US10870912B2 (en) | 2017-03-14 | 2020-12-22 | Bwt Llc | Method for using boronizing reaction gases as a protective atmosphere during boronizing, and reaction gas neutralizing treatment |
| US11066308B2 (en) * | 2019-02-05 | 2021-07-20 | United Technologies Corporation | Preparation of metal diboride and boron-doped powders |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3053704A (en) * | 1953-11-27 | 1962-09-11 | Exxon Research Engineering Co | Heat treating metals |
| US3252823A (en) * | 1961-10-17 | 1966-05-24 | Du Pont | Process for aluminum reduction of metal halides in preparing alloys and coatings |
| BE624740A (de) * | 1961-11-15 | |||
| US3405000A (en) * | 1965-10-07 | 1968-10-08 | Du Pont | Process for coating metal articles employing fluidized bed |
| US3744979A (en) * | 1971-04-14 | 1973-07-10 | Adamas Carbide Corp | Method of forming a hard surface on cemented carbides and resulting article |
| DE2127096C3 (de) * | 1971-06-01 | 1980-11-06 | Deutsche Gold- Und Silber-Scheideanstalt Vormals Roessler, 6000 Frankfurt | Verfahren zum Borieren von Metallen, insbesondere von Stahl und Eisen |
| JPS5073841A (de) * | 1973-11-01 | 1975-06-18 |
-
1984
- 1984-08-23 DE DE19843431044 patent/DE3431044A1/de not_active Withdrawn
-
1985
- 1985-06-12 JP JP60126360A patent/JPS6160876A/ja active Granted
- 1985-06-20 US US06/747,019 patent/US4637837A/en not_active Expired - Fee Related
- 1985-06-28 CA CA000485867A patent/CA1230804A/en not_active Expired
- 1985-08-20 EP EP85110451A patent/EP0175157B1/de not_active Expired
- 1985-08-20 AT AT85110451T patent/ATE42577T1/de active
- 1985-08-20 DE DE8585110451T patent/DE3569754D1/de not_active Expired
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0259825A3 (en) * | 1986-09-08 | 1989-08-30 | Elektroschmelzwerk Kempten Gmbh | Process and apparatus for edge-hardening work pieces |
Also Published As
| Publication number | Publication date |
|---|---|
| JPS6160876A (ja) | 1986-03-28 |
| DE3569754D1 (en) | 1989-06-01 |
| ATE42577T1 (de) | 1989-05-15 |
| DE3431044A1 (de) | 1986-03-06 |
| CA1230804A (en) | 1987-12-29 |
| EP0175157B1 (de) | 1989-04-26 |
| JPH041064B2 (de) | 1992-01-09 |
| US4637837A (en) | 1987-01-20 |
| EP0175157A3 (en) | 1986-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0175157B1 (de) | Verfahren zum Borieren von Metallen und Metall-Legierungen mittels fester Boriermittel | |
| DE102008020576B4 (de) | Verfahren zum Diffusionsverzinken | |
| DE68927860T2 (de) | Borkarbidherstellung | |
| DE69110000D1 (de) | Feuerfest Erzeugnisse durch eine Sialon-Matrix gebunden und Verfahren zu ihrer Herstellung. | |
| DE2633137A1 (de) | Borierungsmittel zum borieren von massenteilen aus eisen und nichteisenmetallen | |
| GB1354262A (en) | Process for preparing layers of particulate fillers in a metallic matrix | |
| EP0971047B1 (de) | Boriermittel | |
| DE3541125A1 (de) | Verfahren zur herstellung von silicium oder ferrosilicium in einem elektronierderschachtofen und fuer das verfahren geeignete rohstoff-formlinge | |
| DE2127096B2 (de) | Verfahren zum Borieren von Metallen, insbesondere von Stahl und Eisen | |
| CH663219A5 (de) | Flammspritzwerkstoff. | |
| DE3308409C2 (de) | ||
| RU2748572C1 (ru) | Способ упрочнения деталей из инструментальных и конструкционных сталей в борированной среде | |
| DE3716367C2 (de) | ||
| DE1120435B (de) | Verfahren zum Kristallisieren von amorphem Borphosphid | |
| EP0423345A1 (de) | Verfahren zur herstellung eines hochschmelzenden anorganischen überzuges auf der werkstückoberfläche | |
| DE930547C (de) | Verfahren und Vorrichtung zur Waermebehandlung fester Koerper | |
| DE1496513B2 (de) | Oberzugsmasse zum Schutz der Oberfläche von Metallgegenständen gegen Oxydation während einer Warmbehandlung | |
| DE69823585T2 (de) | Hitzebeständiger chromierter Stahl, Verfahren zur seiner Herstellung und seine Verwendung in anti-Verkokungsanwendungen | |
| CN110330819A (zh) | 抗氧化涂料及其配制方法和应用 | |
| SU596543A1 (ru) | Способ получени легированных углеродистых материалов | |
| EP1180551A2 (de) | Härteschutzmassen für das selektive Aufkohlen von metallischen Bauteilen | |
| DE835949C (de) | Verfahren zur Herstellung von Gemischen aus Titankarbid und Wolframkarbid WC | |
| DD154107A1 (de) | Verfahren zum borieren von eisenwerkstoffen | |
| SU1636476A1 (ru) | Состав дл лазерного легировани стальных изделий | |
| SU1106848A1 (ru) | Состав дл борировани стальных изделий |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| PUAL | Search report despatched |
Free format text: ORIGINAL CODE: 0009013 |
|
| 17P | Request for examination filed |
Effective date: 19850820 |
|
| AK | Designated contracting states |
Kind code of ref document: A2 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| AK | Designated contracting states |
Kind code of ref document: A3 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| 17Q | First examination report despatched |
Effective date: 19871028 |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE CH DE FR GB IT LI NL SE |
|
| REF | Corresponds to: |
Ref document number: 42577 Country of ref document: AT Date of ref document: 19890515 Kind code of ref document: T |
|
| REF | Corresponds to: |
Ref document number: 3569754 Country of ref document: DE Date of ref document: 19890601 |
|
| ITF | It: translation for a ep patent filed | ||
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) | ||
| ET | Fr: translation filed | ||
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| ITTA | It: last paid annual fee | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19940712 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: CH Payment date: 19940715 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19940718 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19940727 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19940728 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19940830 Year of fee payment: 10 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19940831 Year of fee payment: 10 Ref country code: NL Payment date: 19940831 Year of fee payment: 10 |
|
| EAL | Se: european patent in force in sweden |
Ref document number: 85110451.3 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Effective date: 19950820 Ref country code: AT Effective date: 19950820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Effective date: 19950821 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: LI Effective date: 19950831 Ref country code: CH Effective date: 19950831 Ref country code: BE Effective date: 19950831 |
|
| BERE | Be: lapsed |
Owner name: ELEKTROSCHMELZWERK KEMPTEN G.M.B.H. Effective date: 19950831 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19960301 |
|
| REG | Reference to a national code |
Ref country code: CH Ref legal event code: PL |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19950820 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Effective date: 19960430 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19960301 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Effective date: 19960501 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 85110451.3 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |